JP4496107B2 - レーザ加工装置およびその信号中継装置 - Google Patents
レーザ加工装置およびその信号中継装置 Download PDFInfo
- Publication number
- JP4496107B2 JP4496107B2 JP2005055066A JP2005055066A JP4496107B2 JP 4496107 B2 JP4496107 B2 JP 4496107B2 JP 2005055066 A JP2005055066 A JP 2005055066A JP 2005055066 A JP2005055066 A JP 2005055066A JP 4496107 B2 JP4496107 B2 JP 4496107B2
- Authority
- JP
- Japan
- Prior art keywords
- irradiation
- control unit
- irradiation units
- laser light
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Laser Beam Processing (AREA)
Description
請求項1に記載の発明は、レーザ光を出射するレーザ光源を有してその出射されたレーザ光を被加工物に照射する照射ユニットを複数備えるとともに、それら複数の照射ユニットに対して一律に、前記レーザ光源からのレーザ光の出射強度を制御するための指令信号を予め設定された加工情報に基づき出力する制御ユニットと、を備えるレーザ加工装置において、前記照射ユニットの個体差に起因した前記被加工物へのレーザ光照射強度の偏差を補正するためのキャリブレーション情報が前記複数の照射ユニットのそれぞれについて記憶された記憶手段と、前記複数の照射ユニットのそれぞれについて、前記制御ユニットから出力される指令信号を、前記記憶手段に記憶された該当照射ユニットのキャリブレーション情報に基づき補正して出力する補正手段とを備え、前記レーザ光源から出射されたレーザ光の被加工物への照射位置を移動させる光走査機構と、前記制御ユニットの出力する前記指令信号に基づく前記照射位置の移動に係る一指令についてその移動の完了を検出する検出手段と、その検出に応じてその旨の信号を出力する出力手段とを、前記複数の照射ユニットのそれぞれに設けるとともに、前記複数の照射ユニットの前記出力手段のすべてから前記信号の出力が確認されるまで、前記制御ユニットから前記複数の照射ユニットへの次回の前記照射位置の移動に係る前記指令信号の送信を遅延させる遅延手段を設けることをその要旨とする。
また、すべての照射ユニットが前回の照射位置の移動、すなわち走査動作を完了するまでは、次回の走査動作に係る指令信号が送信されるため、すべての照射ユニットについて適切な時期に走査動作が指令されるようになる。そのため、指令に基づく確実に走査動作を行わせることができるようにもなる。
上記のようにインターフェースを通じて加工情報が設定されると、外部制御ユニット10は、その設定された加工情報に基づき、被加工物にマーキングする文字や図形を複数の線分要素に分解するとともに、各線分要素の始点および終点の座標位置を演算して求める。例えば図3に示されるような線画で表されたアルファベットの「H」のマーキング加工についての加工情報が設定された場合、外部制御ユニット10は、それを3つの線分要素L12,L34,L56に分解し、更に各線分要素L12,L34,L56の各始点(P1 ,P3 ,P5 )および各終点(P2 ,P4 ,P6 )を演算する。そして外部制御ユニット10は、その演算された各始点、終点の座標位置を線分要素毎に記憶する。またこのとき外部制御ユニット10は、各線分要素のマーキング加工の順序の決定も行う。更に外部制御ユニット10は、加工情報に設定された被加工物の材質や線の太さの情報に基づいて最適なレーザ光の照射強度を求める。
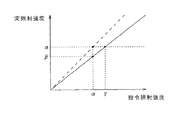
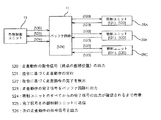
まずレーザ光源23のレーザ光出射強度制御に係る本実施形態のレーザ加工装置の制御動作を、図4および図5に基づき説明する。レーザ光出射強度の制御に際しては、バッファ回路11は、出射強度を指令する指令信号の中継に際して、外部制御ユニット10から出力される指令信号を、上述した各照射ユニット20A〜20Cの内部コントローラ21のメモリ22に記憶されたキャリブレーション情報に基づいて照射ユニット20A〜20C毎に個別に補正するようにしている。キャリブレーション情報とは、具体的には以下のような情報となっている。
次にレーザ光走査制御、すなわち被加工物に対するレーザ光照射位置の移動に係る制御におけるレーザ加工装置の制御動作を、図6に基づき説明する。
(1)複数の照射ユニット20A〜20Cを単一の外部制御ユニット10で制御しており、且つ各照射ユニット20A〜20Cのレーザ光照射強度特性にばらつきがあっても、各照射ユニット20A〜20Cでの照射強度を一律とし、照射ユニット20A〜20C毎の加工状態のばらつきを抑えることができる。
・バッファ回路11を、外部制御ユニット10に内蔵させるようにしても良い。またバッファ回路11の機能を、外部制御ユニット10の制御動作に係る加工制御用プログラムに取り込み、ソフトウェアにてその機能を果たすように構成しても良い。
Claims (4)
- レーザ光を出射するレーザ光源を有してその出射されたレーザ光を被加工物に照射する照射ユニットを複数備えるとともに、それら複数の照射ユニットに対して一律に、前記レーザ光源からのレーザ光の出射強度を制御するための指令信号を予め設定された加工情報に基づき出力する制御ユニットと、を備えるレーザ加工装置において、
前記照射ユニットの個体差に起因した前記被加工物へのレーザ光照射強度の偏差を補正するためのキャリブレーション情報が前記複数の照射ユニットのそれぞれについて記憶された記憶手段と、
前記複数の照射ユニットのそれぞれについて、前記制御ユニットから出力される指令信号を、前記記憶手段に記憶された該当照射ユニットのキャリブレーション情報に基づき補正して出力する補正手段とを備え、
前記レーザ光源から出射されたレーザ光の被加工物への照射位置を移動させる光走査機構と、前記制御ユニットの出力する前記指令信号に基づく前記照射位置の移動に係る一指令についてその移動の完了を検出する検出手段と、その検出に応じてその旨の信号を出力する出力手段とを、前記複数の照射ユニットのそれぞれに設けるとともに、
前記複数の照射ユニットの前記出力手段のすべてから前記信号の出力が確認されるまで、前記制御ユニットから前記複数の照射ユニットへの次回の前記照射位置の移動に係る前記指令信号の送信を遅延させる遅延手段を設ける
ことを特徴とするレーザ加工装置。 - 前記記憶手段は、前記複数の照射ユニットのそれぞれについて個別に設けられてなる請求項1に記載のレーザ加工装置。
- レーザ光を出射するレーザ光源およびその出射されたレーザ光の被加工物への照射位置を移動させる光走査機構をそれぞれ備える複数の照射ユニットと、それら複数の照射ユニットに対して一律に、前記レーザ光源によるレーザ光の出射および前記光走査機構による前記照射位置の移動を制御するための指令信号を予め設定された加工情報に基づき出力する制御ユニットと、を備えるレーザ加工装置において、
前記制御ユニットの出力する前記指令信号に基づく前記照射位置の移動に係る一指令についてその移動の完了を検出する検出手段、およびその検出に応じてその旨の信号を出力する出力手段を、前記複数の照射ユニットのそれぞれに設けるとともに、
前記複数の照射ユニットの前記出力手段のすべてから前記信号の出力が確認されるまで、前記制御ユニットから前記複数の照射ユニットへの次回の前記照射位置の移動に係る前記指令信号の送信を遅延させる遅延手段を設ける
ことを特徴とするレーザ加工装置。 - 被加工物に対するレーザ光の照射位置の移動を制御するための指令信号を予め設定された加工情報に基づき出力する制御ユニットと、レーザ光を出射するレーザ光源、その出射されたレーザ光の被加工物への照射位置を前記指令信号に基づいて移動させる光走査機構、前記指令信号に応じた前記照射位置の移動に係る一指令についてその移動の完了を検出する検出手段、およびその検出に応じて完了信号を出力する出力手段をそれぞれ備える複数の照射ユニットと、の間に介設されて、前記複数の照射ユニットと前記制御ユニットとの間での前記指令信号および前記完了信号の送受を中継するレーザ加工装置の信号中継装置において、
前記複数の照射ユニットの前記出力手段のすべてから前記信号の出力が確認されるまで、前記制御ユニットから前記複数の照射ユニットへの次回の前記照射位置の移動に係る前記指令信号の送信を遅延させる遅延手段を設ける
ことを特徴とするレーザ加工装置の信号中継装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005055066A JP4496107B2 (ja) | 2005-02-28 | 2005-02-28 | レーザ加工装置およびその信号中継装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005055066A JP4496107B2 (ja) | 2005-02-28 | 2005-02-28 | レーザ加工装置およびその信号中継装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006239702A JP2006239702A (ja) | 2006-09-14 |
| JP4496107B2 true JP4496107B2 (ja) | 2010-07-07 |
Family
ID=37046610
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005055066A Expired - Fee Related JP4496107B2 (ja) | 2005-02-28 | 2005-02-28 | レーザ加工装置およびその信号中継装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4496107B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5320078B2 (ja) * | 2009-01-05 | 2013-10-23 | 富士フイルム株式会社 | 製版装置及び印刷版製造方法 |
| AU2009355537B2 (en) * | 2009-11-18 | 2014-01-23 | Alcon Inc. | Material processing device and method for operating such a material processing device |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0910969A (ja) * | 1995-06-23 | 1997-01-14 | Tokai Ind Sewing Mach Co Ltd | レーザー加工機 |
-
2005
- 2005-02-28 JP JP2005055066A patent/JP4496107B2/ja not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0910969A (ja) * | 1995-06-23 | 1997-01-14 | Tokai Ind Sewing Mach Co Ltd | レーザー加工機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006239702A (ja) | 2006-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6626036B2 (ja) | 測定機能を有するレーザ加工システム | |
| JP4014498B2 (ja) | 多軸のレーザ加工機 | |
| US8633421B2 (en) | Laser processing apparatus and method | |
| CN107803589B (zh) | 激光焊接系统 | |
| JP2018024011A (ja) | レーザ加工ロボットシステム及びレーザ加工方法 | |
| CN105195904B (zh) | 激光加工装置 | |
| JP6978659B2 (ja) | 画像投影装置および補償方法 | |
| KR101722916B1 (ko) | 레이저 스캐너 기반 5축 표면 연속 가공 장치 및 그 제어 방법 | |
| JP4496107B2 (ja) | レーザ加工装置およびその信号中継装置 | |
| US20200038999A1 (en) | Control device for laser machining apparatus, and laser machining apparatus | |
| US20200039147A1 (en) | Control device for laser machining apparatus, and laser machining apparatus | |
| US20210394306A1 (en) | Laser machining apparatus | |
| EP3766624A1 (en) | Laser light centering method and laser processing device | |
| JP6780544B2 (ja) | レーザ溶接装置 | |
| JP2009086015A (ja) | マスクレス露光装置 | |
| KR102019488B1 (ko) | 레이저 가공 장치 및 레이저 가공 방법 | |
| JPH09248687A (ja) | レーザ加工ロボット | |
| US20030222143A1 (en) | Precision laser scan head | |
| US8531496B2 (en) | Image forming apparatus having a plurality of laser elements | |
| US10870172B2 (en) | Laser processing head and laser processing system including the same | |
| JP4737244B2 (ja) | 光走査装置 | |
| KR102154286B1 (ko) | 레이저 이미징 장치 | |
| JP2004216440A (ja) | レーザ加工機 | |
| US20230133411A1 (en) | Detection device, correction device, processing device, and article manufacturing method | |
| JP6740293B2 (ja) | レーザ加工装置の制御装置及びレーザ加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091117 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100115 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100406 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100412 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140416 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |