JP4488198B2 - リニアモータ電機子の製造装置 - Google Patents
リニアモータ電機子の製造装置 Download PDFInfo
- Publication number
- JP4488198B2 JP4488198B2 JP2004272090A JP2004272090A JP4488198B2 JP 4488198 B2 JP4488198 B2 JP 4488198B2 JP 2004272090 A JP2004272090 A JP 2004272090A JP 2004272090 A JP2004272090 A JP 2004272090A JP 4488198 B2 JP4488198 B2 JP 4488198B2
- Authority
- JP
- Japan
- Prior art keywords
- cores
- divided
- linear motor
- armature
- iron core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Manufacture Of Motors, Generators (AREA)
- Linear Motors (AREA)
Description
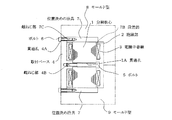
図4、5において、1は分割鉄心、1Aは貫通孔、1Bは歯先端部、1Cおよび1Dは係合部、1Eは継鉄部、2は絶縁部、3は電機子巻線、4は取付ベース、4Aは雌ねじ部、5はボルト、8、9はモールド型である。ここで、分割鉄心1は、電磁鋼板より略長方形に打ち抜いてなる電機子鉄板を積層すると共に、絶縁が施されたブロック状の鉄心で構成されたものであり、該鉄心の継鉄部1Eの一方側面に凸状の係合部1Cを、他方側面に凹状の係合部1Dを設けてある。
次に、電機子を組立てる順序について説明する。
まず、各分割鉄心1の両側に位置するスロット内にコイルを巻回してなる電機子巻線3を整列巻きして収納した後、鉄心の隣り合う各々の係合部1C、1Dを嵌合させて直線状に結合し、直線状に結合された分割鉄心を図5の矢印方向に押して、鉄心同士を密着させて各鉄心間のピッチ寸法pを決定する。次に、密着結合された分割鉄心1の中央部に穿設された貫通孔1Aにボルト5を通した後、最後にボルト5を取付ベース4の雌ねじ部4Aにねじ込んで、該鉄心1と取付ベース4を固定する。最後に取付ベース4に一体化された鉄心1を8モールド型8、9の内部にセットすると共に、樹脂を注入して鉄心全体を樹脂モールドする。
また、図5において、11は位置決め用のピンであり、鉄心の取付精度を向上させるために鉄心1の貫通孔1Aの両側に微小な図示しない貫通孔を設け、また、該微小な貫通孔に対向する取付ベース4に同様の微小な貫通孔(不図示)を設けて、二つの微小な貫通孔同士に位置決めピン11を挿入し、鉄心間の位置決めを行っていた(例えば、特許文献1参照)。
本発明はこのような問題点に鑑みてなされたものであり、鉄心の歯先端部を正確に位置決めするとともに、樹脂モールド後の樹脂硬化収縮による鉄心の位置ずれの影響を最小限に抑えることができるリニアモータ電機子の製造装置を提供することを目的とする。
また、請求項2の発明は、電磁鋼板より略長方形に打ち抜いてなる電機子鉄板を積層すると共に、絶縁が施された複数のブロック状の分割鉄心と、前記分割鉄心のスロット内にコイルを巻回してなる電機子巻線と、前記複数の分割鉄心を固定するための取付ベースと、前記分割鉄心全体を覆い、モールドするためのモールド型と、を備えたリニアモータ電機子の製造装置において、前記複数の分割鉄心を直線方向に並べた時に、前記分割鉄心の歯先端部が精度良く整列できるように、前記分割鉄心の歯先端部と前記モールド型の内側面との間に、該分割鉄心の隣り合う歯先端部の間における両端を位置決めするためのピンを有する位置決め冶具を設けたことを特徴としている。
請求項3の発明は、請求項1または2に記載のリニアモータ電機子の製造装置において、前記複数の分割鉄心は隣り合う継鉄部の間に間隙を設けて前記位置決め治具の直線方向に並べたことを特徴としている。
請求項4の発明は、請求項1、2または3に記載のリニアモータ電機子の製造装置において、前記位置決め冶具と前記取付ベースをボルトにより連結したことを特徴としている。
請求項5の発明は、請求項1、2、3または4に記載のリニアモータ電機子の製造装置において、前記位置決め冶具は、該分割鉄心の取付ベースと反対側の面に鉄心の底部を保持するための段差部を設けてあることを特徴としている。
また、請求項2に記載の発明によると、位置決め治具に形成した高精度で加工コストの高い溝部に替えて、既製のピンを使用することで鉄心の歯先端部を簡単な構成で容易に且つ正確に位置決めすることが可能となり、より部品や加工コストを削減することができる。
また、請求項3に記載の発明によると、隣り合う複数の分割鉄心の継鉄部どおしが接触することなく、鉄心の位置決めを確実に行うことができる。
また、請求項4に記載の発明によると、モールド型で樹脂成型した後、位置決め治具を樹脂冷却後まで鉄心に取り付けておくことができるため、樹脂の硬化収縮による変形の影響を最小限にすることが可能となり、樹脂モールド硬化冷却後に間単に取外すことができる。
また、請求項5に記載の発明によると、取付ベースに仮止め固定された分割鉄心を位置決め冶具に嵌合する際の軸方向の動きを規制することができる。
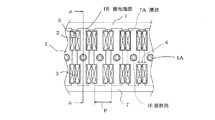
図において、6はボルト、7は位置決め冶具、7Aは溝部、7Bは段差部、7Cは雌ねじ部、8はモールド型(固定型)、9はモールド型(可動型)、dは各継鉄部1E間の間隙を示している。
本発明が従来技術と異なる点は、以下のとおりである。
すなわち、リニアモータ電機子の製造装置は、複数の分割鉄心1を直線方向に並べた時に、分割鉄心1の歯先端部が精度良く整列できるように、分割鉄心の歯先端部1Bと、モールド型8、9の内側面との間に、該分割鉄心1の歯先端部1Bと嵌合することのできる形状に形成された溝部7Aを有する位置決め冶具7を設けた点である。
また、複数の分割鉄心1は隣り合う継鉄部1Eの間に間隙dを設けて位置決め治具7に沿って直線方向に並べる構成になっている。
また、位置決め冶具7と取付ベース4をボルト6により連結してある。
また、位置決め冶具7は、該分割鉄心1の取付ベース4と反対側の面に鉄心の底部を保持するための段差部7Bを設けてある。
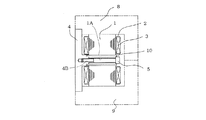
まず、各分割鉄心1の両側に位置するスロット内にコイルを巻回してなる電機子巻線3を整列巻きして収納した後、分割鉄心1の中央部に穿設された貫通孔1Aにボルト5を通した後、ボルト5を取付ベース4の雌ねじ部4Aにねじ込み、該鉄心1を取付ベース4の直線方向に沿って仮止め固定する。次に、取付ベース4に仮止めされた鉄心1に位置決め治具7を嵌合し、分割鉄心1の歯先端部1Bを整列させる。このとき、各鉄心間のピッチ寸法pが規定値どおりになっているかを確認した後、分割鉄心1と取付ベース4を連結するボルト5を本締めする。その後、取付ベース4に穿設された貫通孔4Aにボルト6を通した後、ボルト6を位置決め治具7の雌ねじ部7Cにねじ込み、取付ベース4と位置決め治具7を固定する。それから、位置決め治具7および取付ベース4によって固定された分割鉄心1を8モールド型8、9の内部にセットすると共に、樹脂を注入して鉄心全体を樹脂モールドする。
また、複数の分割鉄心1は隣り合う継鉄部1Eの間に間隙dを設けて位置決め治具7の直線方向に並べたので、隣り合う鉄心の継鉄部1Eどおしが接触することなく、鉄心1の位置決めを確実に行うことができる。
また、この位置決め冶具7は、取付ベース4に対してボルト6により連結したので、モールド型8および9で樹脂成型した後、樹脂冷却後まで鉄心1に取り付けておくことができるため、樹脂の硬化収縮による変形の影響を最小限にすることが可能となる。なお、位置決め冶具は樹脂モールド硬化冷却後に間単に取外すことができる。
また、位置決め冶具7は、分割鉄心1の取付ベース4と反対側の面に該鉄心1の底部を保持するための段差部7Bを設けたので、取付ベース4に仮止め固定された分割鉄心1を位置決め冶具7に嵌合する際の軸方向の動きを規制することができる。
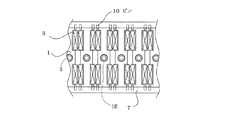
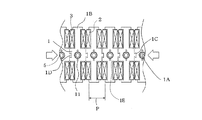
図において、10はピンである。
第2実施例が第1実施例と異なる点は、複数の分割鉄心1を直線方向に並べた時に、分割鉄心1の歯先端部1Bが精度良く整列できるように、分割鉄心の歯先端部1Bと、モールド型8、9の内側面との間に、該分割鉄心1の隣り合う歯先端部1Bの間における両端を位置決めするためのピン10を有する位置決め冶具7を設けた点である。
なお、本実施例のリニアモータ電機子は、電機子を可動子とし、界磁を固定子側に配置するするムービングコイル形のリニアモータのみならず、界磁を可動子とし、電機子を固定子側に配置するムービングマグネット形のリニアモータにも適用できる。
1A 貫通孔、
1B 歯先端部、
1C、1D、係合部、
1E 継鉄部、
2 絶縁部、
3 電機子巻線、
4 取付ベース、
4A 貫通孔、
4B 雌ねじ部、
5、6 ボルト、
7 位置決め冶具、
7A 溝部、
7B 段差部、
7C 雌ねじ部、
8.モールド型(固定型)、
9 モールド型(可動型)、
10、11 ピン、
d 継鉄部の間隙、
p 鉄心のピッチ寸法
Claims (5)
- 電磁鋼板より略長方形に打ち抜いてなる電機子鉄板を積層すると共に、絶縁が施された複数のブロック状の分割鉄心と、
前記分割鉄心のスロット内にコイルを巻回してなる電機子巻線と、
前記複数の分割鉄心を固定するための取付ベースと、
前記分割鉄心全体を覆い、モールドするためのモールド型と、
を備えたリニアモータ電機子の製造装置において、
前記複数の分割鉄心を直線方向に並べた時に、前記分割鉄心の歯先端部が精度良く整列できるように、前記分割鉄心の歯先端部と前記モールド型の内側面との間に、該分割鉄心の歯先端部と嵌合することのできる形状に形成された溝部を有する位置決め冶具を設けたことを特徴とするリニアモータ電機子の製造装置。 - 電磁鋼板より略長方形に打ち抜いてなる電機子鉄板を積層すると共に、絶縁が施された複数のブロック状の分割鉄心と、
前記分割鉄心のスロット内にコイルを巻回してなる電機子巻線と、
前記複数の分割鉄心を固定するための取付ベースと、
前記分割鉄心全体を覆い、モールドするためのモールド型と、
を備えたリニアモータ電機子の製造装置において、
前記複数の分割鉄心を直線方向に並べた時に、前記分割鉄心の歯先端部が精度良く整列できるように、前記分割鉄心の歯先端部と前記モールド型の内側面との間に、該分割鉄心の隣り合う歯先端部の間における両端を位置決めするためのピンを有する位置決め冶具を設けたことを特徴とするリニアモータ電機子の製造装置。 - 前記複数の分割鉄心は隣り合う継鉄部の間に間隙を設けて前記位置決め治具の直線方向に並べたことを特徴とする請求項1または2に記載のリニアモータ電機子の製造装置。
- 前記位置決め冶具と前記取付ベースをボルトにより連結したことを特徴とする請求項1、2または3に記載のリニアモータ電機子の製造装置。
- 前記位置決め冶具は、該分割鉄心の取付ベースと反対側の面に鉄心の底部を保持するための段差部を設けてあることを特徴とする請求項1、2、3または4に記載のリニアモータ電機子の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004272090A JP4488198B2 (ja) | 2004-09-17 | 2004-09-17 | リニアモータ電機子の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004272090A JP4488198B2 (ja) | 2004-09-17 | 2004-09-17 | リニアモータ電機子の製造装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006087272A JP2006087272A (ja) | 2006-03-30 |
| JP2006087272A5 JP2006087272A5 (ja) | 2007-07-19 |
| JP4488198B2 true JP4488198B2 (ja) | 2010-06-23 |
Family
ID=36165296
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004272090A Expired - Fee Related JP4488198B2 (ja) | 2004-09-17 | 2004-09-17 | リニアモータ電機子の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4488198B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103418896A (zh) * | 2013-08-14 | 2013-12-04 | 无锡晶磊电子有限公司 | 一种用于铁芯定位的工装结构 |
| CN107186525B (zh) * | 2017-06-14 | 2023-08-04 | 安徽合力股份有限公司 | 一种用于变速箱箱体快速找正定位的装夹装置 |
-
2004
- 2004-09-17 JP JP2004272090A patent/JP4488198B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006087272A (ja) | 2006-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101621221B (zh) | 电动机及该电动机的制造方法 | |
| US9978498B2 (en) | Resin-molded core and reactor using the same | |
| US10193405B2 (en) | Rotary electric machine and manufacturing method thereof | |
| KR100770156B1 (ko) | 리니어 모터 및 흡인력 상쇄형 리니어 모터 | |
| CN106663980B (zh) | 轴向气隙型旋转电机及旋转电机用绕线架 | |
| US8179001B2 (en) | Linear motor armature and linear motor | |
| JP3933890B2 (ja) | ステータおよびステータのコア部材の製造装置ならびにこの製造装置を用いたステータの製造方法 | |
| WO2016194598A1 (ja) | ポンプ装置 | |
| JP6028469B2 (ja) | モールド金型及びモータコアの樹脂モールド方法 | |
| CN117280572A (zh) | 绝缘体、定子、旋转电机、定子的制造方法以及旋转电机的制造方法 | |
| JP6206051B2 (ja) | 同芯巻コイルの成形方法及び成形装置 | |
| JP4129591B2 (ja) | 永久磁石形同期リニアモータ | |
| JP4488198B2 (ja) | リニアモータ電機子の製造装置 | |
| CN1422450A (zh) | 用于电动机的定子的金属叠片堆的成形工艺和金属叠片堆 | |
| CN111130246A (zh) | 转子、定子以及马达 | |
| JP5254651B2 (ja) | 磁気シールド板付きリニアモータ、磁気シールド板付き多軸リニアモータ、及び磁気シールド板付きリニアモータの製造方法 | |
| JP2006087272A5 (ja) | ||
| JP2009159752A (ja) | リニアモータおよび製造方法 | |
| JP4230426B2 (ja) | リニアモータの永久磁石ユニット及びリニアモータ | |
| JP7224232B2 (ja) | 同期リニアモータおよび同期リニアモータの製造方法 | |
| JP7693151B1 (ja) | 直動電動機および電動機製造方法 | |
| JP2022018626A (ja) | ステータコア、回転電機のステータ、回転電機、回転電機のステータの製造方法、および回転電機の製造方法 | |
| JP2008151527A (ja) | レゾルバロータの取付方法 | |
| CN109804531B (zh) | 旋转电机的定子及其制造方法 | |
| JP7840502B1 (ja) | 電機子モジュール及び直動電動機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070604 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070604 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100310 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130409 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100323 |
|
| LAPS | Cancellation because of no payment of annual fees |