JP4457057B2 - 金属との接合方法および封止電子部品の製造方法 - Google Patents
金属との接合方法および封止電子部品の製造方法 Download PDFInfo
- Publication number
- JP4457057B2 JP4457057B2 JP2005242505A JP2005242505A JP4457057B2 JP 4457057 B2 JP4457057 B2 JP 4457057B2 JP 2005242505 A JP2005242505 A JP 2005242505A JP 2005242505 A JP2005242505 A JP 2005242505A JP 4457057 B2 JP4457057 B2 JP 4457057B2
- Authority
- JP
- Japan
- Prior art keywords
- base
- projection
- electronic component
- based material
- copper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Description
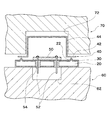
22 プロジェクション
30 めっき
32 溶融しためっき
40 ハット(鉄系材料の封止用蓋)
42 縁
44 円筒
50 電子素子
52 リード線
54 シール材
60 下部電極
62 逃げ穴
70 上部電極
72 円筒穴
P 加圧力
t 時間
V 印加する電圧
Claims (7)
- 銅系材料の第1の部材にプロジェクションを形成する工程と;
少なくとも前記プロジェクションに亜鉛または錫のめっきを施す工程と;
前記めっきを施したプロジェクションに銅系材料とは異なる金属材料の第2の部材を重ね加圧する工程と;
前記第1の部材と前記第2の部材との接点を前記めっきは溶融するが前記第1の部材及び前記第2の部材は溶融せずに軟化する温度に上昇させるパルス電圧を前記第1の部材と前記第2の部材との間に印加する工程とを備える;
金属の接合方法。 - プロジェクションが形成され、少なくとも前記プロジェクションに亜鉛または錫のめっきが施された銅系材料の第1の部材に、銅系材料とは異なる金属材料の第2の部材を重ね加圧する工程と;
前記第1の部材と前記第2の部材との接点を前記めっきは溶融するが前記第1の部材及び前記第2の部材は溶融せずに軟化する温度に上昇させるパルス電圧を前記第1の部材と前記第2の部材との間に印加する工程とを備える;
金属の接合方法。 - 前記第2の部材が、鉄系材料で形成された;
請求項1または請求項2に記載の金属の接合方法。 - 前記めっきが亜鉛めっきであり、前記印加する工程は、前記温度を500〜700℃とする電流を流す前記パルス電圧を印加する;
請求項1ないし請求項3のいずれか1項に記載の金属の接合方法。 - 前記第1の部材が、電子部品を載置する銅系材料の基台で;
前記第2の部材が、前記基台に載置される電子部品を封止するための封止用蓋である;
請求項1ないし請求項4のいずれか1項に記載の金属の接合方法。 - 銅系材料の基台にプロジェクションを形成する工程と;
前記プロジェクションが形成された基台に亜鉛または錫のめっきを施す工程と;
前記めっきを施された基台に電子部品を載置する工程と;
前記電子部品を載置した基台に、前記電子部品を覆うように封止用蓋を重ねる工程と;
前記基台と前記封止用蓋とを加圧する工程と;
前記基台と前記封止用蓋との接点を前記めっきは溶融するが前記基台及び前記封止用蓋は溶融せずに軟化する温度に上昇させるパルス電圧を前記基台と前記封止用蓋との間に印加する工程とを備える;
封止電子部品の製造方法。 - プロジェクションが形成され、少なくとも前記プロジェクションに亜鉛めっきが施された銅系材料の基台に電子部品を載置する工程と;
前記電子部品を載置した基台に、前記電子部品を覆うように鉄系材料の封止用蓋を重ねる工程と;
前記基台と前記封止用蓋とを加圧する工程と;
前記基台と前記封止用蓋との接点を前記亜鉛めっきは溶融するが前記基台及び前記封止用蓋は溶融せずに軟化する温度である500〜700℃に上昇させる電流を流すパルス電圧を前記基台と前記封止用蓋との間に印加する工程とを備える;
封止電子部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005242505A JP4457057B2 (ja) | 2005-08-24 | 2005-08-24 | 金属との接合方法および封止電子部品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005242505A JP4457057B2 (ja) | 2005-08-24 | 2005-08-24 | 金属との接合方法および封止電子部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007059587A JP2007059587A (ja) | 2007-03-08 |
| JP4457057B2 true JP4457057B2 (ja) | 2010-04-28 |
Family
ID=37922818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005242505A Expired - Lifetime JP4457057B2 (ja) | 2005-08-24 | 2005-08-24 | 金属との接合方法および封止電子部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4457057B2 (ja) |
-
2005
- 2005-08-24 JP JP2005242505A patent/JP4457057B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007059587A (ja) | 2007-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104733421B (zh) | 激光焊接方法、激光焊接夹具、半导体装置 | |
| JP4343117B2 (ja) | 半導体装置およびその製造方法 | |
| JP2013105648A (ja) | 端子接続構造 | |
| CN102177581B (zh) | 用于电子元件的引线框架 | |
| MX2014010010A (es) | Metodo para realizacion tecnologicamente optimizada de uniones soldadas. | |
| EP0524038A1 (fr) | Procédé de câblage entre des sorties de boîtier et des éléments d'hybride | |
| JP4457057B2 (ja) | 金属との接合方法および封止電子部品の製造方法 | |
| JP2012252935A (ja) | 電力用半導体装置 | |
| JP7432075B2 (ja) | パワー半導体モジュール | |
| CN103228394B (zh) | 功率半导体装置 | |
| JP5239187B2 (ja) | レーザ溶接部材およびレーザ溶接方法 | |
| JP2010082673A (ja) | レーザ溶接部材およびレーザ溶接方法 | |
| CN1984747B (zh) | 焊件及其在电结构单元中的应用 | |
| WO2011001818A1 (ja) | 半導体装置および半導体装置の製造方法 | |
| JP6931869B2 (ja) | 半導体装置 | |
| JP2007190603A (ja) | はんだ接合方法及びはんだ接合体 | |
| JP2006082133A (ja) | 金属体の接合方法 | |
| JP5403079B2 (ja) | レーザ溶接部材およびレーザ溶接方法 | |
| JP4083471B2 (ja) | 薄型ヒュ−ズ及びその製造方法 | |
| EP2282329A1 (fr) | Procédé de connexion électrique d'un fil de connexion à un plot de contact d'une puce de circuits intégrés et dispositif électronique correspondant. | |
| JP6176590B2 (ja) | 半導体装置の製造装置、及び製造方法 | |
| TWI436465B (zh) | 銲線接合結構、銲線接合方法及半導體封裝構造的製造方法 | |
| EP0711614B1 (fr) | Procédé d'assemblage de deux flanes de tÔle métallique | |
| JP6219194B2 (ja) | 圧着端子及びその製造方法 | |
| JP2005169443A (ja) | 金属体の接合方法および金属体接合装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070905 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090909 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091006 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100126 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100208 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130212 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4457057 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130212 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130212 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130212 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |