JP4412007B2 - 流量制御装置の異常診断方法 - Google Patents
流量制御装置の異常診断方法 Download PDFInfo
- Publication number
- JP4412007B2 JP4412007B2 JP2004062595A JP2004062595A JP4412007B2 JP 4412007 B2 JP4412007 B2 JP 4412007B2 JP 2004062595 A JP2004062595 A JP 2004062595A JP 2004062595 A JP2004062595 A JP 2004062595A JP 4412007 B2 JP4412007 B2 JP 4412007B2
- Authority
- JP
- Japan
- Prior art keywords
- flow rate
- flow
- value
- control device
- deviation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Measuring Volume Flow (AREA)
- Testing And Monitoring For Control Systems (AREA)
- Flow Control (AREA)
Description
F=f―δf (2)
S=Mv―δm (3)
しかしながら、実際には流量計や流量調節弁開度の「ずれ」が生じることがあるので、それら流量計の「ずれ」をδf、弁開度の「ずれ」をδmとすると、流量及び弁開度の真値F,Sは、下記(2)式及び(3)式で表される。
S=Mv―δm (3)
なお、上記(1)式のSの単位は規格化された長さ(無次元)であり、(S/100)2は、流量調節弁の開口部の面積率を表している。
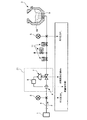
2 ガス
3 ガスの利用設備(転炉)
4 配管
5 圧力計
6 流量計
7 流量調節弁
8 弁開度調節器
9 羽口
10 溶鋼
11 遮断弁
21 流量制御装置
Claims (1)
- ガス発生源から供給されるガスを流量調整して供給する流量調整装置の異常診断方法であって、該流量制御装置は、流量計、流量調節弁、該流量計の指示値(f(m3/hr))と目標値の差を解消するように前記流量調節弁の開度を調整する弁開度調整器を備えた流量制御装置であって、
前記流量制御装置の異常診断方法は、上流側ガス圧力(P0(Pa))、下流側ガス圧力(P1(Pa))、前記流量計指示値(f)、弁体定格値がCv(m4/N1/2hr)である流量調節弁の弁開度指示値(Mv)を、流量の異なる2つの時点で測定して,下記(1)、(2)及び(3)式に代入し、合計6つの式を連立させて、前記流量計指示値と流量の真値(F(m3/hr))とのずれ(δf(m3/hr)並びに前記弁開度指示値と弁開度の真値(S)とのずれ(δm)を演算し、演算で得たずれ(δf)及びずれ(δm)とそれぞれの許容値とを比較することを特徴とする流量制御装置の異常診断方法。
F=Cv×(S/100)2×√(P0―P1) (1)
F=f―δf (2)
S=Mv―δm (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004062595A JP4412007B2 (ja) | 2004-03-05 | 2004-03-05 | 流量制御装置の異常診断方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004062595A JP4412007B2 (ja) | 2004-03-05 | 2004-03-05 | 流量制御装置の異常診断方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005250991A JP2005250991A (ja) | 2005-09-15 |
| JP4412007B2 true JP4412007B2 (ja) | 2010-02-10 |
Family
ID=35031398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004062595A Expired - Fee Related JP4412007B2 (ja) | 2004-03-05 | 2004-03-05 | 流量制御装置の異常診断方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4412007B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8812914B2 (en) * | 2011-10-24 | 2014-08-19 | Fisher Controls International, Llc | Field control devices having pre-defined error-states and related methods |
| JP7008499B2 (ja) * | 2017-12-27 | 2022-01-25 | 株式会社堀場エステック | 校正データ作成装置及び校正データ作成方法、並びに、流量制御装置 |
-
2004
- 2004-03-05 JP JP2004062595A patent/JP4412007B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005250991A (ja) | 2005-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5087879B2 (ja) | 粉体吹込み方法 | |
| EP3989013A1 (en) | Method for controlling process, operation guidance method, method for operating blast furnace, method for manufacturing molten iron, and device for controlling process | |
| US8494679B2 (en) | Control of the converter process by means of exhaust gas signals | |
| CN110699526B (zh) | 热镀锌立式退火炉上下炉压检测氮气联锁控制系统操作方法 | |
| KR20150079971A (ko) | 제강 공정들의 예측, 개루프 제어 및/또는 폐루프 제어 방법 및 그 장치 | |
| JP5971165B2 (ja) | 高炉操業方法 | |
| JP4412007B2 (ja) | 流量制御装置の異常診断方法 | |
| JP2022051804A (ja) | 弁装置異常検知システム及び弁装置異常検知方法 | |
| JP2018065073A (ja) | 希釈水素ガス生成装置 | |
| JP2008282306A (ja) | 流量調節弁の開度の真値推定方法および制御方法ならびにそれらを用いた金属の精錬方法 | |
| JP4537953B2 (ja) | 高炉への微粉炭吹込み制御方法と、その制御装置 | |
| JP5314946B2 (ja) | 加熱炉制御装置 | |
| JP4371098B2 (ja) | 廃酸液処理方法 | |
| JP4497004B2 (ja) | 転炉底吹き羽口の監視・圧力制御方法 | |
| KR101572559B1 (ko) | 샤프트로에 고온 가스를 공급하기 위한 방법 | |
| JP2009228039A (ja) | 底吹転炉のガス流量制御方法 | |
| JP2011047000A (ja) | 底吹転炉のガス流量制御方法 | |
| JP2619161B2 (ja) | ランス詰まり検出装置 | |
| CN114941044B (zh) | 一种2000级高炉管道的预测及处理方法 | |
| KR200282934Y1 (ko) | 고로와 노정벙커의 차압제어장치 | |
| CN112661113B (zh) | 一种氯化氢合成炉的控制方法 | |
| KR20130060081A (ko) | 래들 로의 불활성 가스 공급 장치 | |
| Hazra et al. | Application of data reconciliation and gross error detection techniques to enhance reliability and consistency of the blast furnace process data | |
| JPS63275876A (ja) | 調節弁の異常検出装置 | |
| JP2024060223A (ja) | 工業用バーナー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070223 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090414 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090928 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091027 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091109 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121127 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131127 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |