JP4383358B2 - コネクタハウジングの成形方法及びコネクタハウジング - Google Patents
コネクタハウジングの成形方法及びコネクタハウジング Download PDFInfo
- Publication number
- JP4383358B2 JP4383358B2 JP2005003909A JP2005003909A JP4383358B2 JP 4383358 B2 JP4383358 B2 JP 4383358B2 JP 2005003909 A JP2005003909 A JP 2005003909A JP 2005003909 A JP2005003909 A JP 2005003909A JP 4383358 B2 JP4383358 B2 JP 4383358B2
- Authority
- JP
- Japan
- Prior art keywords
- connector housing
- core
- mold
- locking
- locking lance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Manufacturing Of Electrical Connectors (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Connector Housings Or Holding Contact Members (AREA)
Description
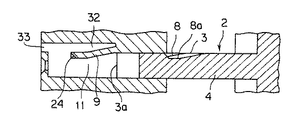
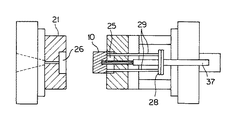
2 コア部材
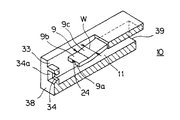
3 固定コア(第一コア)
4 可動コア(第二コア)
8,8a 溝部
9 係止ランス
9a 係止面
10 コネクタハウジング
12 垂直面
16 傾斜面
21 他方の成形型
22 突部
22a テーパ面
23 突板部
32 撓み空間
34 相手端子挿入孔
34a 相手端子拾い面
Claims (6)
- コネクタハウジングを成形する一方の成形型と他方の成形型と、該一方の成形型に設けられたコア部材とを備え、該コア部材が、第一コアと、該第一コアに沿って相対的に進退可能な第二コアとで成り、該第一コアと該第二コアとが並列に整合した状態で、該第一コアと該第二コアとに係止ランス成形用の溝部が一体的に設けられ、該第二コアの溝部の型抜き反対方向の端部に傾斜面が形成されたコネクタハウジング成形型を用いて、
前記一方の成形型と他方の成形型との間に樹脂材を充填し、前記溝部で可撓性の係止ランスを成形し、該樹脂材の固化後に両成形型を開き、該一方の成形型側で前記第二コアを型抜き方向に移動させることで、該係止ランスを撓ませて該溝部から離型させ、その状態でコネクタハウジングを該一方の成形型から離脱させることを特徴とするコネクタハウジングの成形方法。 - 前記両成形型を閉じた状態で、前記溝部に沿って前記他方の成形型の突板部を位置させ、該溝部と該突板部との間で前記係止ランスを成形することを特徴とする請求項1記載のコネクタハウジングの成形方法。
- 前記両成形型を閉じた状態で、前記コア部材の先端に前記他方の成形型の突部を当接させ、該突部とその基端側のテーパ面で相手端子挿入孔と相手端子拾い面を成形することを特徴とする請求項1又は2記載のコネクタハウジングの成形方法。
- 前記第一コアの溝部の前記型抜き反対方向の端部に垂直面を形成し、該垂直面で前記係止ランスの係止面を成形することを特徴とする請求項1〜3の何れかに記載のコネクタハウジングの成形方法。
- 前記第二コアを一対の前記第一コアで挟んでスライド自在に配置したことを特徴とする請求項1〜4の何れかに記載のコネクタハウジングの成形方法。
- 請求項1〜5の何れかに記載のコネクタハウジングの成形方法で成形され、前記係止ランスの前記係止面に対向してコネクタ嵌合面側の壁部を有することを特徴とするコネクタハウジング。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005003909A JP4383358B2 (ja) | 2005-01-11 | 2005-01-11 | コネクタハウジングの成形方法及びコネクタハウジング |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005003909A JP4383358B2 (ja) | 2005-01-11 | 2005-01-11 | コネクタハウジングの成形方法及びコネクタハウジング |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006196214A JP2006196214A (ja) | 2006-07-27 |
| JP4383358B2 true JP4383358B2 (ja) | 2009-12-16 |
Family
ID=36802125
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005003909A Expired - Fee Related JP4383358B2 (ja) | 2005-01-11 | 2005-01-11 | コネクタハウジングの成形方法及びコネクタハウジング |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4383358B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006004782B4 (de) * | 2006-02-02 | 2011-05-12 | Harting Electric Gmbh & Co. Kg | Verfahren zur Herstellung einer Verrastungsvorrichtung für einen elektrischen Kontakt in einem Steckverbinder |
| JP5258667B2 (ja) * | 2009-04-23 | 2013-08-07 | 矢崎総業株式会社 | ハウジングの成形型構造及びハウジングの成形方法並びにハウジング |
| DE102010031771B4 (de) * | 2009-08-10 | 2014-07-03 | Sumitomo Wiring Systems, Ltd. | Verbinderherstellungsverfahren, Formwerkzeug |
| JP5192017B2 (ja) * | 2010-07-13 | 2013-05-08 | 矢崎総業株式会社 | コネクタ |
| KR101683102B1 (ko) * | 2015-12-31 | 2016-12-20 | 경일대학교산학협력단 | 커넥터용 단납기 금형 |
| DE102016203089B4 (de) * | 2016-02-26 | 2017-11-09 | Robert Bosch Gmbh | Demontagesystem für elektrische Steckverbindung |
-
2005
- 2005-01-11 JP JP2005003909A patent/JP4383358B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006196214A (ja) | 2006-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5258667B2 (ja) | ハウジングの成形型構造及びハウジングの成形方法並びにハウジング | |
| JP4383358B2 (ja) | コネクタハウジングの成形方法及びコネクタハウジング | |
| US6953358B2 (en) | Connector, a disengagement jig and a method | |
| KR101453709B1 (ko) | 단부고정형 랜스를 구비한 커넥터 하우징 및 커넥터 하우징용 분리 지그 | |
| JP3539672B2 (ja) | コネクタの端子係止解除構造 | |
| US6699420B2 (en) | Method of manufacturing a connector having rear holders | |
| US6851976B2 (en) | Connector, a terminal fitting and a method for inserting a terminal fitting | |
| US7131869B2 (en) | Connector and resin molding method therefor | |
| US6790085B2 (en) | Terminal fitting and a connector | |
| US7033230B2 (en) | Connector | |
| JP3593532B2 (ja) | コネクタの端子係止解除構造 | |
| JP3099712B2 (ja) | コネクタの製造方法、コネクタの製造用金型、樹脂成形品の製造方法およびこれに使用する金型 | |
| JP3988424B2 (ja) | コネクタ | |
| JP7286086B2 (ja) | コネクタ用ハウジング、及びコネクタ用ハウジングの製造方法 | |
| US7104783B2 (en) | Mold tooling having cavity stabilizers | |
| JP3412445B2 (ja) | コネクタハウジングの成形方法および成形用金型 | |
| CN109366904B (zh) | 一种卡针机构及注塑系统 | |
| JP2005005126A (ja) | コネクタ | |
| JP6112399B2 (ja) | コネクタ及びコネクタの製造方法 | |
| JP3629976B2 (ja) | 樹脂ランスの構造 | |
| JP2010123451A (ja) | コネクタハウジング | |
| JP3860142B2 (ja) | コネクタ | |
| JP3147754B2 (ja) | コネクタの製造金型及び製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070620 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090824 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090908 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090918 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131002 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |