JP4373149B2 - ろう付けされた銅製熱交換器および溶接によるその製造方法 - Google Patents
ろう付けされた銅製熱交換器および溶接によるその製造方法 Download PDFInfo
- Publication number
- JP4373149B2 JP4373149B2 JP2003203183A JP2003203183A JP4373149B2 JP 4373149 B2 JP4373149 B2 JP 4373149B2 JP 2003203183 A JP2003203183 A JP 2003203183A JP 2003203183 A JP2003203183 A JP 2003203183A JP 4373149 B2 JP4373149 B2 JP 4373149B2
- Authority
- JP
- Japan
- Prior art keywords
- copper
- brazed
- matrix
- welding
- tin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/085—Heat exchange elements made from metals or metal alloys from copper or copper alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0012—Brazing heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/302—Cu as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/23—Arc welding or cutting taking account of the properties of the materials to be welded
- B23K9/232—Arc welding or cutting taking account of the properties of the materials to be welded of different metals
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0219—Arrangements for sealing end plates into casing or header box; Header box sub-elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/14—Heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/12—Copper or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
- B23K2103/22—Ferrous alloys and copper or alloys thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49366—Sheet joined to sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49389—Header or manifold making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49393—Heat exchanger or boiler making with metallurgical bonding
Description
【発明の属する技術分野】
本発明は、ろう付けされた銅製熱交換器を溶接する方法に関し、溶接により熱交換器を製造する方法に関し、そのような方法により得られる熱交換器に関し、気体、特に空気の分離のためのそれらの使用に関する。
【0002】
【従来の技術】
銅製熱交換器は、通常まず、マトリックスを形成するために互いにろう付けされるプレートとフィンを積み重ね、次いで、装置で処理される流体を収集し、分配する役割をする1以上の流体収集容器を付け加えることにより製造される。
【0003】
ヘッダーとも呼ばれる流体収集容器は、溶接により熱交換器のろう付けされたマトリックスに公知の様式で取り付けられ、固定される。
【0004】
溶接による銅/銅結合の一般的な場合には、純粋な銅より用いるのが容易であるので、フィラー製品として銅合金(銅/ニッケル合金または銅/アルミニウム合金など)を用いることが一般的な実施形態である。
【0005】
しかしながら、熱交換器の製造の間に1以上のヘッダーをろう付けされたマトリックスに結合させるという事例においては、流体ヘッダーをマトリックスに結合させる溶接は、熱交換器のその溶接部の構成要素のプレートとフィンを互いに接続させるろう付け材料で充填された間隙と必然的に交差する。
【0006】
現在、きわめて高価である銅/銀合金、およびはるかに廉価であるけれども一般的に約5重量%ないし約8重量%の量のリンを含む銅/リン合金の2つのタイプのろう付け合金が銅をろう付けするために用いられる。実際、銀またはリンを添加することは、純粋な銅に比べて合金の融点を有意に、典型的には摂氏数百度低下させ、このことは、ろう付け操作を実施することを可能とするために必須である。
【0007】
しかしながら、ろう付けされたプレートとフィンから形成されるマトリックスが、リンが添加された銅合金によるろう付け材料を用いて製造されるとき、いくつかの問題が生じる。
【0008】
これは、ろう付けされた銅製マトリックスを例えば銅製収集容器に溶接するとき、溶接されねばならない結合平面内に位置するマトリックスのろう付けの領域が、そのろう付けされたマトリックスとマトリックスに溶接されねばならない容器の壁との間に溶接された結合部を作り出すために用いられる溶接合金と混合するからである。
【0009】
そのとき、このことは、溶接プールの温度がろう付け温度よりはるかに高いのでリンの気化をもたらし、多孔発生のリスクを誘発し、とりわけ、通常のフィラー製品を用いてそのように製造された溶接された結合部の脆化を誘発する。というのは、溶接のために通常用いられる合金中のリンの溶解度はきわめて小さいからである。このことは、結合部の固化の間に実質的なリンの凝離(segregation)をもたらし、結果として、リンのきわめて富化されたもろい領域の形成ももたらす。
【0010】
そのことは、次いで、溶接された結合部の亀裂形成現象をもたらし、次いで、漏出またはその他の封止上の問題を、そのように形成された交換器に引き起こす。
【0011】
【発明が解決しようとする課題】
それゆえ、本発明の目的は、上記問題を軽減することを可能とするろう付けされた銅製熱交換器の製造に適用可能な改善された溶接方法および、また漏出の問題、または貧弱な封止の問題を有さない、その方法により得られる改善された交換器を提供することである。
【0012】
言い換えれば、提起される問題は、リンの富化されたもろい領域を形成することなく熱交換器の銅製部分を効果的に溶接することを可能とすること、したがって、構成部材である下地部材が従来の方法を用いて溶接されるところの交換器より大きな強度の交換器の製造を可能とする、熱交換器を溶接するための方法を提供することである。
【0013】
【課題を解決するための手段】
それゆえ、本発明は、少なくとも1つのろう付けされた領域を含むマトリックスに少なくとも1つの金属加工物をアーク溶接する方法であって、そのろう付け材料が銅及びリンを含み、
(a)銅および1重量%を超えるスズを含む合金からなる少なくとも1つの層をろう付けされた領域の少なくとも一部上に堆積し、
(b)金属加工物を、前記工程(a)で堆積された少なくとも1層の銅/スズ合金に溶接する
方法を提供する。
【0014】
本発明の文脈の中では、パーセンテージ(%)は、重量パーセンテージである。
【0015】
事例に応じて、本発明の方法は、1以上の以下の技術的特徴を含み得る。
【0016】
−銅/スズ合金は、少なくとも1.05%のスズ、好ましくは少なくとも1.2%のスズを含む。
【0017】
−銅/スズ合金は、10%未満のスズ、好ましくは6%未満のスズを含む。
【0018】
−銅/スズ合金は、少なくとも80重量%の銅、好ましくは少なくとも90重量%の銅を含む。
【0019】
−銅/スズ合金は、1重量%未満のリンを含む。
【0020】
−銅/スズ合金は、2重量%から8重量%までのスズ、好ましくは、ほぼ3重量%から6重量%までのスズを含む。
【0021】
−工程(a)において、銅/スズ合金に基づく複数の層を堆積し、それらの層が、1層が別の層に対して少なくとも部分的に重なり合っている。
【0022】
−工程(a)の銅/スズ合金の少なくとも1層の堆積を、(i)被覆される合金領域を局所的に予備加熱し、および(ii)工程(i)で予備加熱された領域に、電気アークにより溶融された銅/スズ合金を供給し、堆積させることにより行う。
【0023】
−工程(i)の予備加熱を、1種類以上の電気アーク、好ましくはTIGまたはプラズマ溶接トーチにより発生する少なくとも1つのアークを用いることにより行う。
【0024】
−工程(ii)において、合金を、ワイヤの形態の銅/スズ合金として供給する。
【0025】
−工程(ii)において、溶融性ワイヤを溶融させるための電気アークを、MIGまたはTIG溶接トーチの少なくとも一方により発生させる。
【0026】
−ろう付けされたマトリックスが、SN、AGおよびZNから選ばれる少なくとも1種のろう付け元素をさらに含む。
【0027】
−工程(a)で堆積された層を構成する銅/スズ合金が、任意に、ケイ素、マンガン、鉄およびニッケルから選ばれる少なくとも1種の付加的な元素を含む。
【0028】
−ろう付け材料が、3から10%のリン、0から15%の銀および0から1%のニッケルを含む。
【0029】
−工程(a)で堆積された層が、0.5%未満のマンガン、0.5%未満のケイ素および0.05%未満の鉄を含む。
【0030】
−工程(b)において、加工物を、MIG、TIGまたはプラズマ法またはそれらの方法の組み合わせ、好ましくはパルス式MIG法により溶接する。
【0031】
−ろう付けされたマトリックスを、スペーサを構成するフィンによりそれぞれ分離される複数の前記プレートのスタックにより支持し、前記フィンおよび前記プレートを前記ろう付けされたマトリックスを形成するように互いにろう付けする。
【0032】
−加工物は、熱交換器の一部を構成する流体収集および/または分配容器の構成要素であり、前記加工物は、好ましくは、銅またはステンレス鋼で作られている。
【0033】
−マトリックス上に堆積される層は、溶接された結合部がマトリックスのろう付けされた領域に由来する前記結合部の付加的な要素に組み込まれることなく、加工物と前記層との間に作り出されることを可能とするのに十分な幅を有する。
【0034】
本発明はまた、本発明による溶接プロセスが、スペーサを形成するフィンにより分離され、少なくとも1つのろう付けされたマトリックスを支持するプレートのスタックに、交換器の、好ましくは銅で作られた、少なくとも1つの流体収集分配容器を溶接するために用いることを特徴とする、ろう付けされた銅製熱交換器を製造するための方法にも関する。
【0035】
本発明はまた、スペーサを形成するフィンによりそれぞれ分離される複数のプレートのスタックにより支持されるろう付けされたマトリックスに溶接される少なくとも1つの流体収集分配容器を備える銅製熱交換器であって、前記容器は銅および1重量%を超えるスズを含む合金の少なくとも1層に溶接され、前記少なくとも1層の銅/スズ層は、前記ろう付けされたマトリックス上に堆積されていることを特徴とする銅製熱交換器にも関する。
【0036】
もう1つの側面によれば、本発明はまた、本発明による少なくとも1つの交換器を備える、流体、特に気体混合物を分離するためのプラントであって、好ましくは、前記プラントは、低温空気分離ユニットであるプラントに関する。
【0037】
さらにもう1つの側面によれば、本発明は、流体、特に気体混合物を分離するための方法であって、本発明による少なくとも1つの熱交換器を用い、その流体が好ましくは空気である方法に関する。
【0038】
【発明の実施の形態】
本発明は、明細書に添付される図面で例示されている。
【0039】
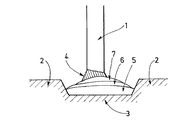
図1は、図2で詳細に示される、スペーサを形成するフィン12により分離されたプレート11のスタックをろう付けすることにより形成される熱交換器のろう付けされたマトリックス2のようなろう付け3されたマトリックス2に、加工物1、例えば、熱交換器のための流体収集分配容器を溶接するのに適用可能な本発明の原理を示す。
【0040】
上記溶接部4の亀裂形成の問題を回避するために、加工物1は、先行技術で通常なされるように一般的に10%未満のリンおよび任意の他の化合物を含む銅合金から形成されるろう付けされた領域3を有するマトリックス2に直接溶接するのではない。
【0041】
これは、先行技術のように扱うことにより、交換器のろう付けされたマトリックスへのヘッダーの溶接の間に、ろう付けされた交換器(マトリックス)の厚さの少量が、溶融された溶接材料により溶融され、ろう付け材料は次いで、金属堆積物(溶接された結合部)と混合するが、堆積全体に一様にではないことが見出されているからである。
【0042】
ろう付け近くの溶融金属では、そのとき、ろう付け材料に含まれる元素の局所的な富化が起こる。それらの元素の中で、本発明者は、もし局所的なリンの濃度が、堆積した金属、すなわち交換器とろう付けの銅の不均一な混合に由来する「局所合金」中の溶解限度を超えるならば、リンが先行技術で生じる亀裂形成問題の起源であるものであることを立証した。
【0043】
本発明によれば、その、リンが誘発する亀裂形成の問題を回避するために、銅/スズ合金の1以上の重なり合った層5、6、7(1重量%を超えるスズを含む)はまず、加工物1がその後溶接されるベースを構成するようにろう付け3を有するマトリックス2の面上に堆積される。ろう付けされた表面3を覆うそれらの重なり合った銅の層5、6、7は、「バタリング(buttering)」層と呼ばれる。
【0044】
このようにして、マトリックス2のろう付けされた隙間3が終わる表面上に堆積された「バタリング」層5、6、7は、バタリング層5〜7への加工物1の後の溶接の間にろう付け3から到来する有害な元素の再生(resurgence)による溶接された結合部4の起こり得る汚染を防止する隔離バリアを構成する。
【0045】
実際、そのように形成される銅の層5〜7は、実質的な劣化無しに、希釈剤として顕著な量の汚染物質を受容し得る。
【0046】
それゆえ本発明によれば、加工物1は、先行技術で通常なされるようにろう付けされた領域3に直接にではなく、ろう付けされたマトリックス3上に予め堆積されたバタリング層5〜7に溶接された結合部4に沿って溶接される。
【0047】
しかしながら、銅を銅フィラー製品を用いて溶接するときには困難が生じる。というのは、銅は、ほとんどの合金のようにある温度範囲内ではなく、一定の温度で溶融し、固化するからである。結果として、溶接プールは溶接者にとって操作するのが極めて難しく、得られるビードは一般的にほとんど「濡れて」いない、すなわち、ビードの側面はベース金属に貧弱にしか結合せず、それら側面はしばしば結合タイプの欠陥も示す、すなわち、フィラー金属は、ベース金属の溶融無しにベース金属上に「載置」されてしまう。
【0048】
交換器を予備加熱することにより以上の問題を克服する試みがなされ得るが、しかし、この操作は制御することが極めて困難である。というのは、銅の極めて大きな熱伝導性のために、溶接領域で供給される熱は、交換器全体に極めて急速に拡散し、このことは、熱交換器全体が予備加熱温度、例えば、300℃まで加熱されねばならないことを意味する。この方法を推し進めていくことは時間がかかって高価であり、バタリングでの欠陥をもたらし得ることが理解されうる。というのは、このことは、溶接ビードを堆積させることが所望される表面の酸化を引き起こすからである。
【0049】
それらの全ての欠点を回避するために、本発明の実施の試行は、もしMIGトーチの数センチメートル前方に、溶接方向に対して横にまたは縦に配置される電気アーク、例えば、閉ざされていない(deconfined)プラズマまたはTIGアークまたはいくつかのアークを設置するならば、溶接される領域を予備加熱することを無しで済ますことが可能であることを示した。このことは極めて局所的であるが有効な予備加熱を提供する。というのは、予備加熱用アークによりそのように提供される熱は、プラズマまたはTIGアークによる予備加熱経路とフィラー材料を堆積させるMIGトーチによる経路との間を経過する時間が短いために、交換器の全体に有意に拡散する時間を有していないからである。
【0050】
別の満足の行く解決は、フィラーワイヤとMIGアークを取り囲むプラズマアークを特徴とするハイブリッドプラズマ/MIGトーチを用いることからなる。
【0051】
汚染を最小にすることが所望されるときは、複数の溶接経路が有益である。というのは、そうすることは、複数の重なり合った「バタリング」層5〜7が得られるようにするからである。
【0052】
もちろん、バタリング層5〜7は、十分な幅を有し、ろう付けに由来してバタリング層5に導入されるリンが、クラックの形成を回避するのに十分に希釈され、付加的な溶接4が構造の一体性を損なうことなく作り出されるように、リンの溶解限度がやはり固化温度で十分に高い、例えば0.5から1%の溶解度であるところの1%を超えるスズ、好ましくはほぼ3から6%のスズを含む銅合金で作られ得る。
【0053】
この方法は、低温蒸留塔内の気体を特に低温により分離するために用いられ得るろう付けされた熱交換器の製造に特に良好に適している。
【0054】
熱交換器の詳細な構造は、本明細書では以下に記載されない。というのは、それは当該産業で周知であり、また、特にインターネットサイトwww.alpema.org上で見ることができるし、または、「ろう付けされたアルミニウム製プレート−フィン型熱交換器製造者協会の標準」、ALPIMA、第2版、2000年に記載されているからである。
【0055】
断面として見られるこのタイプの銅製交換器10のろう付けされた領域の詳細な構造は、その交換器がプレート間にスペーサを形成するフィン12により互いに分離されている金属プレートまたはシート11のスタックを含むことを示す、図2および図3に模式的に示される。前記フィン12は、交換器10で流体を収集および分配する働きをする1以上の構造または容器1が溶接されねばならないろう付け3されたマトリックス2をプレート11の端部で形成するようにプレート11の端部でろう付けされる。
【0056】
本発明によれば、流体収集分配容器または構造が、合金元素または不可避不純物を含み得る「バタリング」層5〜7に溶接される前に、「バタリング」層5〜7は、図1を参照して前に説明したように交換器10のマトリックス2のろう付けされた領域3の外表面上に形成される。
【0057】
前述の説明のように、「バタリング」パスを実施するために、被覆される領域は、まず、局所的な予備加熱を受け、次いで、溶融したCu/Sn合金がこの予備加熱領域に堆積される。前記Cu/Sn合金は溶融性ワイヤの形態で供給され、そのワイヤは、電気アークを用いることにより、特に、MIGトーチにより溶融する。MIGプロセスは好ましい。というのは、この溶接プロセスは、TIGプロセスよりも溶融金属の液体プールの中でより大きな動きを発生させ、それにより、特にろう付けと交差する「バタリング」ビード5の領域の中で、リンのようなある種の有害元素の局所的な濃縮を防止するからである。
【0058】
本発明の実施の試行の間に、Cu−Sn6Pタイプの合金、すなわち任意に不可避不純物を排除して、約6%のスズ、1%未満のリンおよび残部の銅(100重量%まで)を含む合金が希釈剤として比較的多量のリンを受け入れ得ることが見出された。
【0059】
加えて、このCu−Sn6P合金は、純粋な銅の融点未満の融点を有し、それゆえ、ろう付け合金の融点に近い(純粋な銅の1083℃と比較して、900℃の固相線温度および1050℃の液相線温度)。
【0060】
加えて、この合金は、よりすぐれた「濡れ」をもたらし、ろう付けされた結合部の間隙に溶融した合金をより有効に貫通させる。
【0061】
このCu−Sn6P合金の熱伝導度は、室温で57W/m.Kであり、それに対して、純粋な銅は、380W/m.Kである。それゆえこの合金は、純粋な銅より溶接するのが容易であり、それゆえ、穏やかな予備加熱によりMIG溶接プロセスのみならずTIG溶接プロセスによっても堆積し得る。
【0062】
さらに、この合金は、バタリングが実施されることを可能とするが、しかし、その特性は、合金が、ボックス上に閉鎖溶接部(closure weld)を作り出すために用いられることを可能とする。この合金はまた、極低温できわめて良好な機械的特性を有する。
【0063】
この合金は、名称Er Cu Sn−Aの下でAWSで、およびBS2901、第3部、グレードC11により標準化されている。
【0064】
しかしながら、銅で被覆されたろう付け領域に加工物(ヘッダー容器)を溶接するために、MIG(金属不活性気体)トーチ、TIG(タングステン不活性気体)トーチまたは、例えばプラズマ−MIGトーチもしくはMIG−TIGトーチのようなそれらのトーチの組み合わせのようなアーク溶接トーチを用いることも可能であり、補足として、銅/ニッケルまたは銅/アルミニウムタイプのフィラー製品を供給することが可能であり、または、銅被覆領域と流体ヘッダーのようなステンレス鋼加工物との間に結合を作ることが所望されるときは、ニッケルまたはニッケル合金タイプの他のフィラー製品を使用することが可能である。実際、熱交換器の製造の場合には、銅層5、6、7に直接ステンレス鋼流体ヘッダーを溶接するかまたは、図3に示される銅層5、6、7にそれ自体溶接される銅製中間加工物1にステンレス鋼流体ヘッダー21を溶接する(溶接された結合部20を介して)かのいずれかを選択し得る。
【0065】
【発明の効果】
本発明の溶接方法は、特に、低温蒸留塔の中で低温で空気を分離するために用いられ得るろう付けされた熱交換器の製造に良好に適している。というのは、それらの交換器は、従来の交換器よりも亀裂形成の問題についてより耐性があるからである。
【図面の簡単な説明】
【図1】本発明の原理を示す図である。
【図2】図1の一部詳細図である。
【図3】本発明の1つの変更された態様を示す図である。
【符号の説明】
1…加工物、2…マトリックス、4…溶接部、11…プレート、12…フィン、21…流体ヘッダー
Claims (16)
- 少なくとも1つのろう付けされた領域を含む銅製マトリックスに少なくとも1つの金属加工物をアーク溶接する方法であって、そのろう付け材料が銅及びリンを含み、前記銅製マトリックスは、スペーサを構成するフィンによりそれぞれ分離される複数のプレートのスタックにより支持されており、前記フィンおよび前記プレートは、前記ろう付けされたマトリックスを形成するように互いにろう付けされており、前記金属加工物は、熱交換器の一部を構成する流体収集分配容器の構成要素であり、
(a)銅および1重量%を超えるスズを含む合金からなる少なくとも1つの層を前記ろう付けされた領域の少なくとも一部上に堆積し、
(b)前記金属加工物を、工程(a)で堆積された前記少なくとも1層の銅/スズ合金に溶接する
方法。 - 前記銅/スズ合金が、少なくとも1.05%であり且つ10%未満のスズを含むことを特徴とする請求項1記載の方法。
- 前記銅/スズ合金が、少なくとも80重量%の銅を含むことを特徴とする請求項1または2記載の方法。
- 前記銅/スズ合金が、1重量%未満のリンを含むことを特徴とする請求項1ないし3のいずれか1項記載の方法。
- 前記銅/スズ合金が、2重量%から8重量%までのスズを含むことを特徴とする請求項1ないし4のいずれか1項記載の方法。
- 工程(a)において、銅/スズ合金に基づく複数の層を堆積し、それらの層が、1層が別の層に対して少なくとも部分的に重なり合っていることを特徴とする請求項1ないし5のいずれか1項記載の方法。
- 工程(a)の銅/スズ合金の少なくとも1層の堆積を、(i)被覆される合金領域を局所的に予備加熱し、(ii)工程(i)で予備加熱された領域に、電気アークにより溶融された銅/スズ合金を供給し、堆積させることにより行うことを特徴とする請求項1ないし6のいずれか1項記載の方法。
- 前記工程(i)の予備加熱を、1種類以上の電気アークを用いることにより実施することを特徴とする請求項7記載の方法。
- 工程(ii)において、前記合金を、ワイヤの形態の銅/スズ合金として供給することを特徴とする請求項7記載の方法。
- 工程(ii)において、溶融性ワイヤを溶融させるための前記電気アークを、MIGまたはTIG溶接トーチの少なくとも一方により発生させることを特徴とする請求項7または9記載の方法。
- 工程(a)で堆積された前記銅/スズ合金の少なくとも1層が、固化温度で0.1ないし3.5%のリン溶解限度を有することを特徴とする請求項1ないし10のいずれか1項記載の方法。
- 請求項1ないし11のいずれか1項記載の溶接プロセスを、スペーサを形成するフィンによりそれぞれ分離され、少なくとも1つのろう付けされたマトリックスを支持するプレートのスタックに、前記交換器の少なくとも1つの流体収集分配容器を溶接するために用いることを特徴とする、ろう付けされた銅製熱交換器を製造するための方法。
- スペーサを形成するフィンによりそれぞれ分離される複数のプレートのスタックにより支持されたろう付けされたマトリックスに溶接された少なくとも1つの流体収集分配容器を備える銅製熱交換器であって、前記容器は、少なくとも1つのろう付けされた領域を含む銅製マトリックスに少なくとも1つの金属加工物をアーク溶接する方法であって、そのろう付け材料が銅及びリンを含み、(a)銅および1重量%を超えるスズを含む合金からなる少なくとも1つの層を前記ろう付けされた領域の少なくとも一部上に堆積し、(b)前記金属加工物を、工程(a)で堆積された前記少なくとも1層の銅/スズ合金に溶接する方法によって、前記ろう付けされたマトリックスに溶接されており、前記ろう付けされたマトリックスは前記銅製マトリックスとして使用され、前記容器は前記金属加工物として使用されることを特徴とする銅製熱交換器。
- 前記流体収集分配容器が、銅またはステンレス鋼で作られていることを特徴とする請求項13記載の交換器。
- 請求項13または14記載の少なくとも1つの交換器を備える、流体を分離するためのプラント。
- 流体を分離するための方法であって、請求項13または14記載の少なくとも1つの熱交換器を用いる方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0209658A FR2843059B1 (fr) | 2002-07-30 | 2002-07-30 | Echangeurs thermiques en cuivre brases et leur procede de fabrication par soudage |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004066342A JP2004066342A (ja) | 2004-03-04 |
| JP4373149B2 true JP4373149B2 (ja) | 2009-11-25 |
Family
ID=30129533
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003203183A Expired - Lifetime JP4373149B2 (ja) | 2002-07-30 | 2003-07-29 | ろう付けされた銅製熱交換器および溶接によるその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20040222200A1 (ja) |
| EP (1) | EP1422010B1 (ja) |
| JP (1) | JP4373149B2 (ja) |
| CN (1) | CN1325222C (ja) |
| AT (1) | ATE320876T1 (ja) |
| DE (1) | DE60304144T2 (ja) |
| FR (1) | FR2843059B1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4634357B2 (ja) * | 2006-09-29 | 2011-02-16 | 三菱電機株式会社 | ヒートポンプ式給湯機 |
| SE532319C2 (sv) | 2007-07-26 | 2009-12-15 | Titanx Engine Cooling Holding | Värmeväxlare och sätt att tillverka denna |
| US20090294111A1 (en) * | 2008-05-28 | 2009-12-03 | Steve Larouche | Heat exchanger |
| US8079508B2 (en) * | 2008-05-30 | 2011-12-20 | Foust Harry D | Spaced plate heat exchanger |
| DK2542373T3 (da) * | 2010-03-02 | 2021-02-01 | Velocys Inc | Svejset, lamineret anordning, fremstillingsfremgangsmåder og fremgangsmåder til anvendelse af anordningen |
| US20130277348A1 (en) * | 2012-04-23 | 2013-10-24 | General Electric Company | Methods and apparatuses for preheated interval welding |
| FR2998202B1 (fr) * | 2012-11-19 | 2015-04-17 | Centre Nat Rech Scient | Soudage heterogene aluminium/cuivre |
| CN111805174B (zh) * | 2020-06-19 | 2022-03-08 | 中建四局安装工程有限公司 | 一种大型闭式蓄冷罐制作拼装方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2933593A (en) * | 1957-07-24 | 1960-04-19 | Allis Chalmers Mfg Co | Welding method |
| US3392017A (en) * | 1965-04-15 | 1968-07-09 | Eutectic Welding Alloys | Welding consumable products |
| US4423618A (en) * | 1981-09-14 | 1984-01-03 | Virginia Chemicals Inc. | Rehardening of copper connectors |
| US4460659A (en) * | 1982-07-29 | 1984-07-17 | General Electric Company | Copper alloy welding filler and method of use |
| JPS61184395A (ja) * | 1985-02-12 | 1986-08-18 | Sanden Corp | アルミニウム製熱交換器の防食処理法 |
| JPS61186164A (ja) * | 1985-02-15 | 1986-08-19 | Sanden Corp | アルミニウム製熱交換器の製造方法 |
| CN85105171B (zh) * | 1985-07-08 | 1988-02-24 | 天津市冶金局材料研究所 | 微晶铜基钎焊合金焊片 |
| CH670786A5 (ja) * | 1986-09-24 | 1989-07-14 | Bbc Brown Boveri & Cie | |
| CN1004813B (zh) * | 1986-12-02 | 1989-07-19 | 湖南省冶金材料研究所 | 铜锑合金 |
| CN1010754B (zh) * | 1989-04-08 | 1990-12-12 | 浙江大学材料制造厂 | 一种铜基多元合金钎料 |
| CN1034451C (zh) * | 1992-05-08 | 1997-04-02 | 金明君 | 钎焊开关铜触头制造方法 |
| FR2718836B1 (fr) * | 1994-04-15 | 1996-05-24 | Maurice Grenier | Echangeur de chaleur perfectionné à plaques brasées. |
| GB2328732B (en) * | 1997-09-02 | 2001-10-10 | Imi Marston Ltd | Heat exchanger |
| US6156443A (en) * | 1998-03-24 | 2000-12-05 | National Research Council Of Canada | Method of producing improved erosion resistant coatings and the coatings produced thereby |
| FR2789165B1 (fr) * | 1999-02-01 | 2001-03-09 | Air Liquide | Echangeur de chaleur, notamment echangeur de chaleur a plaques d'un appareil de separation d'air |
| FR2812935B1 (fr) * | 2000-08-08 | 2002-10-18 | Air Liquide | Echangeur thermique a blocs echangeurs multiples a ligne d'alimentation en fluide a distribution uniforme, et vaporiseur-condenseur comportant un tel echangeur |
| FR2815895B1 (fr) * | 2000-10-27 | 2003-02-28 | Air Liquide | Procede de fabrication d'un echangeur de chaleur a plaques de cuivre, et echangeur de chaleur obtenu par ce procede |
| US20030021717A1 (en) * | 2001-07-25 | 2003-01-30 | Harris Joseph W. | Phosphorus-copper-antimony-tin brazing alloy |
-
2002
- 2002-07-30 FR FR0209658A patent/FR2843059B1/fr not_active Expired - Fee Related
-
2003
- 2003-07-16 DE DE60304144T patent/DE60304144T2/de not_active Expired - Lifetime
- 2003-07-16 EP EP03300062A patent/EP1422010B1/fr not_active Expired - Lifetime
- 2003-07-16 AT AT03300062T patent/ATE320876T1/de not_active IP Right Cessation
- 2003-07-28 US US10/628,153 patent/US20040222200A1/en not_active Abandoned
- 2003-07-29 JP JP2003203183A patent/JP4373149B2/ja not_active Expired - Lifetime
- 2003-07-30 CN CNB031503802A patent/CN1325222C/zh not_active Expired - Fee Related
-
2007
- 2007-05-22 US US11/752,154 patent/US20070214641A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20070214641A1 (en) | 2007-09-20 |
| JP2004066342A (ja) | 2004-03-04 |
| ATE320876T1 (de) | 2006-04-15 |
| US20040222200A1 (en) | 2004-11-11 |
| EP1422010B1 (fr) | 2006-03-22 |
| FR2843059B1 (fr) | 2005-02-25 |
| EP1422010A1 (fr) | 2004-05-26 |
| FR2843059A1 (fr) | 2004-02-06 |
| CN1325222C (zh) | 2007-07-11 |
| CN1476952A (zh) | 2004-02-25 |
| DE60304144D1 (de) | 2006-05-11 |
| DE60304144T2 (de) | 2007-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11511375B2 (en) | Multi component solid solution high-entropy alloys | |
| US20070214641A1 (en) | Brazed copper heat exchangers and process of manufacturing them by welding | |
| AU2006202925C1 (en) | Flux system to reduce copper cracking | |
| US20090001141A1 (en) | Method for Arc or Beam Brazing/Welding of Workspieces of Identical or Different Metals or Metal Alloys with Additional Materials of Sn Base Alloys; Sn Base Alloy Wire | |
| US11339817B2 (en) | Multi-material component and methods of making thereof | |
| JP5980778B2 (ja) | 酸化性ガスを用いてアルミニウム被覆金属部品をアーク溶接する方法 | |
| JP4680502B2 (ja) | ろう付けされた銅製熱交換機、および溶接によるその製造方法 | |
| JP4978121B2 (ja) | 金属板の突合せ接合方法 | |
| US11318566B2 (en) | Multi-material component and methods of making thereof | |
| US6730876B2 (en) | Highly ductile reduced imperfection weld for ductile iron and method for producing same | |
| JP2001259888A (ja) | 耐ピット及び耐ブローホール性能が優れた亜鉛メッキ鋼板溶接用フラックス入りワイヤ | |
| WO2020163754A1 (en) | Multi-material component and methods of making thereof | |
| JP6996547B2 (ja) | Migろう付け方法、重ね継手部材の製造方法、および重ね継手部材 | |
| EP3470167B1 (en) | Method for forming a weld joint | |
| JP2006088174A (ja) | 異材接合方法 | |
| Medgyesi et al. | Problems when joining thin sheets | |
| FR2867404A1 (fr) | Echangeurs thermiques brases et leur procede de fabrication par soudage | |
| JPH0468078B2 (ja) | ||
| JPS586777A (ja) | 立向き溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060512 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080930 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20081226 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090107 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090128 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090414 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090804 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090903 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4373149 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130911 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |