JP4368452B2 - 射出成形機、複数材料射出成形機、射出成形機用シューティングポット作動アセンブリ、及び複数材料射出成形機用シューティングポットアクチュエータ - Google Patents
射出成形機、複数材料射出成形機、射出成形機用シューティングポット作動アセンブリ、及び複数材料射出成形機用シューティングポットアクチュエータ Download PDFInfo
- Publication number
- JP4368452B2 JP4368452B2 JP08961399A JP8961399A JP4368452B2 JP 4368452 B2 JP4368452 B2 JP 4368452B2 JP 08961399 A JP08961399 A JP 08961399A JP 8961399 A JP8961399 A JP 8961399A JP 4368452 B2 JP4368452 B2 JP 4368452B2
- Authority
- JP
- Japan
- Prior art keywords
- injection
- molding machine
- injection molding
- shooting
- shooting pot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/70—Means for plasticising or homogenising the moulding material or forcing it into the mould, combined with mould opening, closing or clamping devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/53—Means for plasticising or homogenising the moulding material or forcing it into the mould using injection ram or piston
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/02—Transfer moulding, i.e. transferring the required volume of moulding material by a plunger from a "shot" cavity into a mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/53—Means for plasticising or homogenising the moulding material or forcing it into the mould using injection ram or piston
- B29C45/54—Means for plasticising or homogenising the moulding material or forcing it into the mould using injection ram or piston and plasticising screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1642—Making multilayered or multicoloured articles having a "sandwich" structure
Description
【発明の属する技術分野】
本発明は、射出成形機に関する。更に詳細には、本発明は、射出成形機の複数のシューティングポット(射出加熱室)の共通制御に関する。
【0002】
【従来の技術】
熱可塑性樹脂又は他の材料を金型キャビティに導入するためにシューティングポット(射出加熱室)などの制御ユニットを用いることが広く知られている。一般に、主要樹脂供給源は、測定又は計量された量の材料を金型キャビティに供給するように操作されるシューティングポットリザーバに材料を供給する。ラング(Lang)の“射出成形機(Injection Molding Machine)”と題される米国特許第3,516,123号、及びニネマン(Ninneman)の“プラスチック成形用装置及び方法(Apparatus and Method of Plastic Molding) ”と題される第3,231,656号は、共に、正確に計量された樹脂のショットを金型キャビティに供給するシューティングポットの使用を開示している。計量は、正確な量の材料を金型に射出することを可能にし、適切に成形された部品が形成され、過剰充填金型による「バリ(flash) 」の形などでの材料の浪費を確実に防ぐようにする。計量は、一般に、シューティングポットの射出プランジャが各ショットごとに後退及び前進する距離を制御することによって達成される。
【0003】
他の計量技術も広く知られている。例えば、ブラウン(Brown) の、“射出成形用の処理シューティングポット(Staged Shooting Pot for Injection Molding)"と題される米国特許第4,966,545号は、同じ樹脂の同じ金型キャビティへ2回、順次計量した射出を行うために、単一のシューティングポットをどのように操作することができるかを示している。ヴァン アップルドーン(Van Appledorn) の、“ダイキャスティング装置等用のショットシリンダコントローラ(Shot Cylinder Controller for Die Casting Machines and the Like)" と題される米国特許第4,460,324号はシューティングポットのピストンの射出速度がどのように制御され、それにより、金型キャビティへの樹脂の射出の速度を制御するかを示している。
【0004】
ホットランナシステムを介して多数個取り金型に熱可塑性材料を供給することも、よく知られている。このホットランナシステムは、各金型キャビティに関連するシューティングポットを少なくとも1つ有する複数のシューティングポットを含むことができる。
【0005】
ホットランナシステムは、複数材料射出成形、又は同時射出成形のためにも用いることができる。一般的には、2つ又はそれ以上の樹脂を同時に又は順次に各金型キャビティに射出して、多層成形構造を作成する。例えば、複数材料成形の一般的な応用は、リサイクルされたプラスチックからの食品用規格の容器の製造である。政府規格では、食品に接触するあらゆる表面が新しく、未使用のプラスチックで作られていることを必要とする。より低コストのリサイクルされたプラスチックを利用するために、製造業者は同時射出技術を用いて、新しいプラスチックの被覆でリサイクルされた材料を包み込む。クリシュナクマー(Krishnakumar)の“多層予備成形の射出成形金型用装置(Apparatus for Injection Molding of Multilayer Preforms)" と題される米国特許第5,098,274号、及びシャド(Schad) の“空洞製品及び予備成形品の同時射出成形(Coinjection of Hollow Articles and Preforms)" と題される米国特許第4,717,324号は、共に、複数材料の用途のための射出成形機を開示している。
【0006】
一般に、これらの従来技術の射出成形機ではシューティングポットのストロークの個別の制御が行われる。各シューティングポットの射出プランジャのための個別の油圧作動シリンダが、装置の固定プラテンの内部に取り付けられる。これらの油圧シリンダは、個別にストロークを設定し、金型キャビティへの樹脂の個々の計量を制御しなければならない。シリンダの設定は、手作業で行われ、熱い表面及び加熱された射出材料に近い、加熱された射出ノズルの中の装置に人が手を伸ばして触れる必要がある危険な作業である。更に、成形プロセスは、この調節のために中断されなければならず、これは、96本に至る射出プランジャを有するより大きな装置においては特に、生産時間の顕著な損失をもたらす。
【0007】
プロシャ(Plocher) の、“複数の射出プランジャを用いたプレス(Press with a Plurality of Injection Plungers)" と題される米国特許第4,632,653号は、トランスファー成形機の射出プランジャのための共通のアクチュエータを記述している。この射出プランジャは、単一のクロスピース上に作用する油圧駆動手段によって作動される。しかしながら、Plocher に開示されたシューティングポットアクチュエータは、計量された射出成形機への適用を不可能にさせるいくつかの制限及び欠点を有する。第1に、圧縮成形機のシューティングポットが、計量されたショットを与えない。かわりに、各シューティングポットは、近似量の樹脂で充填され、射出ピストンはクロスピースによって作動され、樹脂を金型キャビティ中に圧縮する。プロシャは、過剰充填の場合に、金型キャビティを開放するための圧力補償ピストン及びオーバーフローチャネルを開示しており、これは不均一な製品及びフラッシングを生ずる。又、このようなトランスファー成形プロセスにおいて、金型中に射出される樹脂の量の正確な制御は重要でないため、射出ピストンのストロークを調節するために設けられた機構がない。第2に、プロシャのクロスピースアクチュエータは、金型内に位置され、金型の設計及び製造のコストを増加させる。更に、クロスピースによって占有される体積は、クロスピースが位置する金型構成部品の強度を低下させるため、高いクランプ力を有する装置にはこのような設計は非実用的であり、締付けられた際に、金型構成部品の変形の傾向を増加させる。更に、金型は、維持、調節、又は交換を行い易くするために完全に分解されなければならない。
【0008】
【発明が解決しようとする課題】
従来技術の欠点のうちの少なくとも1つを回避又は軽減する多数個取り射出成形機のための新規のシューティングポットアクチュエータを提供することが本発明の目的である。
【0009】
【課題を解決するための手段】
本発明の第1の実施の形態において、射出成形機が提供され、該射出成形機は、 各々が射出プランジャを有する少なくとも2つのシューティングポットを有する金型をクランプするためのクランプユニットを有し、該クランプユニットが前記金型の両側に配置された固定プラテン及び移動可能なプラテンを備え、前記シューティングポットに射出される材料を供給するための射出ユニットを有し、前記クランプユニットの外部に前記プラテンのうちの1つを通って延長するシューティングポットアクチュエータを有し、前記アクチュエータを第1の位置と第2の位置との間で移動させるために動作可能な駆動手段を有し、前記第1の位置において、前記射出プランジャが前記各シューティングポットが前記射出ユニットから受け取ることのできる材料の量を制限し、前記アクチュエータが前記第2の位置に移動する際に、前記材料が前記シューティングポットから送り出される。
前記アクチュエータは、前記第1の位置と前記第2の位置の間に位置する第3の位置に移動可能である。
【0010】
本発明の更なる態様において、複数材料射出成形機が提供され、該射出成形機は、
少なくとも2つの金型キャビティを有する金型を有し、前記少なくとも2つの金型キャビティの各々が、それらと流通する第1及び第2のシューティングポットを少なくとも有し、前記第1及び第2のシューティングポットがそれぞれ第1及び第2の射出プランジャを有し、
前記金型の両側に配置された固定プラテン及び移動可能なプラテンを備えたクランプユニットを有し、
前記シューティングポットに射出される材料を供給するための射出ユニットを有し、
前記クランプユニットの外部に前記プラテンのうちの1つを通って延長するシューティングポットアクチュエータを有し、該アクチュエータが前記第1の射出プランジャに当接するプッシャの第1の群及び前記第2の射出プランジャに当接するプッシャの第2の群を有し、
前記プッシャの第1及び第2の群を第1の位置と第2の位置との間で移動させるように動作可能な駆動手段を有し、前記第1の位置において、前記各シューティングポットが前記射出ユニットから受け取ることができる材料の量を前記射出プランジャが制限し、前記第2の位置へ前記アクチュエータが移動する際に前記材料が前記シューティングポットから送り出される。
【0011】
本発明のもう1つの態様において、射出成形機のためのシューティングポット作動アセンブリが提供され、前記射出成形機が、少なくとも2つのシューティングポットを有し、各シューティングポットが1つの射出プランジャを有する金型をクランプするクランプユニットを有し、前記クランプユニットが、前記金型の両側に配置された固定プラテンと移動プラテンとを有し、前記シューティングポットに射出される材料を供給する射出ユニットを有し、該射出ユニットが、
前記プラテンのうちの1つの外部に固定可能で、前記プラテンから離間された部分を有するフレームを有し、
前記射出プランジャに当接するように前記プラテンを通って延長するための、前記フレーム内の直線移動のために支持されたシューティングポットアクチュエータを有し、
前記部分に取り付けられた駆動手段を有し、前記駆動手段が、前記アクチュエータを第1の位置と第2の位置との間で移動させるように動作可能で、前記第1の位置が、前記各シューティングポットが前記射出ユニットから受け取ることができる材料の量を決定し、前記アクチュエータが前記第2の位置に移動する際に、前記量が前記シューティングポットから送り出される。
【0012】
本発明の更なる実施形態において、クランプユニットを有する複数材料射出成形機用のシューティングポットアクチュエータが提供され、前記クランプユニットが、少なくとも2つの金型キャビティを有し、前記各金型キャビティの少なくとも第1及び第2のシューティングポットを有する金型の両側に配置された固定プラテン及び移動可能なプラテンを備え、前記シューティングポットが対応する第1及び第2の射出プランジャを有し、前記シューティングポットに射出される材料に供給する射出ユニットを有し、該射出ユニットが、
少なくとも2つの第1のプッシャを有し、前記各第1のプッシャが各々第1の射出プランジャに当接するように動作可能であり、
前記第1のプッシャがそれを通って延長する少なくとも2つの第2のプッシャを有し、前記各第2のプッシャが各々第2の射出プランジャに当接するように動作可能であり、
前記第1及び第2のプッシャは、第1の位置と第2の位置との間を独立して移動するよう動作可能であり、前記前記第1の位置は、各々のシューティングポットが前記射出ユニットから受け取ることのできる材料の量を決定し、前記プッシャが前記第2の位置に移動する際に、前記量が前記シューティングポットから送り出される。
【0013】
ここで、本発明の好ましい実施形態を、実施例の目的でのみ添付の図を参照して述べられる。
【0014】
【発明の実施の形態】
例示のため、図に示されるように、二重ホットランナ射出成形機を参照して本発明が説明される。当業者に明らかなように、本発明は、共通の制御が望ましい複数シューティングポットを有するあらゆる射出成形機全般に用いることができる。
【0015】
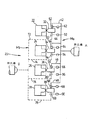
本発明の一実施形態が図1及び2に図示され、図1はホットランナシステムの略図を図示し、図2は、参照番号20で一般的に示される成形される2つの熱可塑性樹脂、又は他の材料を収容する射出成形機用のホットランナシステムの一部の断面部分を示す。1つの樹脂は、押出機Aとして特定される供給源から供給され、もう他方の樹脂は、押出機Bとして特定される供給源から供給される。例示される実施形態は2つの樹脂供給源A及びBを示すが、1つ、2つ又はそれ以上の供給源を用いることは、全て本発明の範囲内である。押出機Aから導かれるホットランナシステム20の一部は実線で示され、押出機Bから導かれるシステムの一部は点線で示される。
【0016】
図1に示されるように、押出機A及びBによって供給される材料は、対応する個別の同時射出ノズル32、34、36及び38を通って金型キャビティ22、24、26及び28に送り込まれる。押出機Aは、それぞれホットランナ即ちチャネル42、44、46及び48を介して各ノズル32、34、36及び38に連通する加熱されたマニホルドMa を備える。回転バルブ52、54、56及び58は、シューティングポット、すなわち射出シリンダ62、64、66及び68の充填を制御するように動作する。
【0017】
上と対応して、加熱されたマニホルドMb は、ホットランナ72、74、76及び78を介して押出機Bから各ノズル32、34、36及び38につながっている。回転バルブ82、84、86及び88はシューティングポット92、94、96及び98の充填を制御する。
【0018】
図1の略図は、調節された熱可塑性樹脂を移送する2つの供給源、押出機A及びBから4つのキャビティ金型に通ずるホットランナシステム20を示すが、1つ、2つ又はそれ以上の供給源から生じる48個又はそれ以上の金型キャビティを備えることは、全て本発明の範囲内である。
【0019】
図2に示されるように、中央マニホルドブロック102は、加熱要素104によって適切な温度範囲に維持される。例えば、樹脂がポリエチレンテレフタレート(PET)である場合、中央マニホルドブロックは、約500°〜550°Fの範囲内の温度に維持することができる。チャネル126及び108は、押出機Aから可塑化した樹脂を受け取る。チャネル108を有する回路にあり、リンク機構114によって動作する回転バルブ112は、その各々が射出プランジャ122を備えたシューティングポットすなわち射出シリンダ118のリザーバ116の充填を制御する。回転バルブ112は、横方向の貫通ボア124を備えて形成され、図2においては閉位置で示されている。リザーバ116は、ノズルアセンブリ32につながるチャネル126と連通している。ノズルアセンブリ32は、金型キャビティ(図示せず)中に樹脂を射出する機能を果す。
【0020】
同様に、押出機Bからつながる径路については、マニホルド102又はその一部から分離したセグメントであってもよいマニホルドブロック130が、加熱要素132によって適切な温度範囲に維持される。例えば、樹脂がエチレンビニルアルコールコポリマー(EVOH)である場合、中央マニホルドブロックは、ヒータ132によって約400°〜440°Fの範囲内の温度に維持することができる。チャネル134は、押出機Bから可塑化した樹脂を受け取る。チャネル134を有する回路であってリンク機構133によって動作する回転バルブ144は、その各々が射出プランジャ142に備えるシューティングポットすなわち射出シリンダ138のリザーバ136の充填を制御する。回転バルブ144は、横方向の貫通ボア146を備えて形成され、図2においては閉位置で示されている。リザーバ136は、ノズルアセンブリ32につながるチャネル140に連通している。
【0021】
ノズルアセンブリ32は、マニホルドブロック102と熱的に接触する中央スピゴット146を含む。スピゴット146は、樹脂がそれを通ってノズルゲート152に流れることが可能な、貫通チャネル148を備えて形成される。図示されるように、ピストン168によって移動されるバルブステム166は、ゲート152の開閉を制御する。ノズルアセンブリ32を通る樹脂の射出を制御するために、当業者に周知の、他のゲートシステムを用いることができる。
【0022】
スピゴット146は、断熱エアギャップ162によって実質的にその全長にわたりスピゴット146と離間したハウジング158の最少軸受面154〜156によって支持され、樹脂がチャネル160を通ってゲート152に進む際に、押出機Bからの樹脂を最適な処理温度に維持する。
【0023】
一般的に、2つの樹脂を押出機A及びBから各金型キャビティに射出するために、押出機Aによって供給される樹脂用の射出プランジャ(複数)122のセットは、まず、第1の樹脂の計量された量を金型キャビティに移すように前進し、部分的に金型キャビティを充填する。次に、射出プランジャ142を前進させることにより、押出機Bによって供給される第2の樹脂の計量された量を移し、金型キャビティを部分的にのみ再び充填する。最後に、シューティングポット118を通さずにチャネル126を通って直接に第1の樹脂の第2の供給を行って、金型キャビティを充填し、成形品を完成する。よく理解されるように、成形品を製造するために選択される特定の順序は、所望される最終的な構造に依存し、金型キャビティへの同時、並びに順次の射出を含む。
【0024】
図3〜9は、本発明の実施の形態を組み込んだ射出成形機の側面及び背面図を図示する。図3において、斜線で図示され、ホットランナシステム20を含む金型180は、クランプユニット184の間に取り付けられる。クランプユニット184は、一般的に固定プラテン190及び移動可能なプラテン192を有する。共通のシューティングポット作動アセンブリ196が、固定プラテン190の外部に取り付けられる。例示した実施の形態、及び本発明の以下の説明では、シューティングポット作動アセンブリ196は固定プラテン190に取り付けられるが、アセンブリ196を移動可能なプラテン192に取り付けることができることは、十分に発明者の意図するものの範囲内である。
【0025】
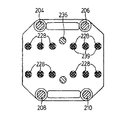
シューティングポット作動アセンブリ196は、一般的にフレーム198、シューティングポットアクチュエータ200、及び駆動手段202を有する。図4に最もよく見られるように、フレーム198は、ボルト212によって固定プラテン190に、ほぼ直線状のパターンで固定された4つの支柱204、206、208及び210を有する。支柱204、206、208及び210の露出した長さだけ、固定プラテン190の後部から離間した駆動支持体214は、支柱の端部に取り付けられ、ボルト216によって固定される。駆動支持体214には第1及び第2の駆動手段218及び220が取り付けられ、その動作は更に以下に述べられる。駆動手段218及び220は、油圧ラム、リニア電気モーター、又はあらゆる他の適切な駆動手段であってもよい。
【0026】
駆動支持体214と固定プラテン190の後部との間のスライド移動のために、支柱204、206、208及び210上にシューティングポットアクチュエータ200が取り付けられる。例示した実施の形態において、アクチュエータ200は、並行で、別々に移動可能な2つのプレート222及び224を有する。プッシャの第1の群226は、第1のプレート222に固定される。プッシャ226は、金型180のそれぞれの組合せで各々の射出プランジャ142の位置に対応するよう配置される。同様に、プッシャの第2の群228は、第2のプレート224に固定され、それぞれの組合せで射出プランジャ122の位置に対応するよう配置される。プッシャ226及び228は、プレート222及び224にねじで取り付けられるか、又は「バイオネットマウント」、又はあらゆる他の適切な方法で固定することができる。取り付け方法は、取り付けられた各プッシャ226、228が、その対応するプレート222、224から実質的に同じ程度まで確実に伸びていることが理想的である。プッシャは、対称に、または/且つ、均等に離間されて配置されてもよい。
【0027】
プッシャ226及び228は、固定プラテン190において、ボア230及び232を通ってそれぞれ延長し、射出ピストン142及び122に当接する。プッシャ226及び228の配置は、ホットランナシステム20のシューティングポット138及び118、及びそれぞれの射出プランジャ142及び122の位置に依存する。図7は、予備成形物を作るための、48個の金型キャビティ同時射出成形機に好適な配置を図示する。たくさんの異なったシューティングポットの配置に適応するために、プッシャ226及び228は取り外され、プレート222及び224上に必要に応じて再配置するか、又は種々の金型180用に別のプレート−プッシャアセンブリを用意することができる。以下に更に詳細に記述されるように、金型を相互に交換可能にするために、標準化した射出プランジャスペーシングを用いることができるようにすることが考えられる。
【0028】
プレート222は、対応する駆動手段218によって支柱204、206、208及び210に沿って、往復駆動することができる。図5及び6に最もよく見られるように、駆動手段218は2つの油圧シリンダピストン236を有する。プレート224は2つの油圧シリンダピストン234を有する駆動手段220によって同様に駆動される。プレート222はプレート224の手前に配置されるため、ピストン236の通路を収容し、プレート224に対してプレート222が自由に移動できるように、ピストンボア238が、プレート224に設けられる。同様に、プッシャ228がボアを自由に通れるようにボア239が、プレート222に設けられる。ピストン236の構造によって、ボア238及び239は、切欠きによって置換えられるか、又はプッシャが妨害しないならば全て一緒に省くことができる。
【0029】
プレート222及び224の位置及び線速度は、直線位置センサー手段240によって感知することができる。センサー240は、テンポソニックインコーポレーション(Temposonic Inc.) によって製造されるような磁気、光電子又は他の好適なセンサーであってもよい。センサー240は、フレーム198に固定されるか、又はそうでなければプレート222及び224に関連して固定される。当業者によく知られるように、従来のアクチュエータ200の電気的な及び/又はプログラム可能な制御のために、センサー240は、適切な制御システム(図示せず)に取り付けることができる。
【0030】
図3、8及び9を参照して、アクチュエータ200の動作を複数材料の射出順序に関して述べる。以下に述べる射出順序に先立ち、当業者によってよく理解される方法でクランプユニット184が起動され、金型180を一緒にクランプする。図3に図示されるように、射出順序は、後退位置にあるプッシャ226及び228、及びプレート222及び224で開始される。後退位置で、ホットランナシステム20の、射出ピストン142及び122に当接するプッシャ226及び228の自由端は、射出ピストン142及び122の後方への移動を制限し、従って、シューティングポットリザーバ136及び116に受け取られる材料の量を制限する。夫々のシリンダピストン236及び234の後方へのストロークを調節することにより、プレート222及び224の後退位置を調節し、それにより、押出機B及びAから各シューティングポット138及び118によって受け入れられる材料の量を効果的に計量する。
【0031】
シューティングポット138及び118が上述の方法で所望の量の材料で満されると、射出ピストン(複数)122のセットを作動させるためにプレート224とそのプッシャ228が前進し、それによって各リザーバ116から夫々の金型キャビティに材料の計量されたショットを射出する。プレート224に作用するシリンダピストン234の、図8に示される矢印Fの方向の、ある前進ストローク分だけ、プッシャ228は前進する。ボア238及び239は、プレート222の位置に影響を与えずにプレート222が前方に移動できるようにする。前進ストロークの際のプレート224の位置及び速度は、センサー240によって感知される。センサー240は、プッシャ228によって移動する速度及び距離を制御する制御システムに情報を伝達する。
【0032】
次に、図9に示されるように、プレート222及びそのプッシャ226が前進し射出プランジャ142を作動させる。それにより、各リザーバ136からそれぞれの金型キャビティに計量されたショットの材料を射出する。矢印Gの方向にプレート222に作用するシリンダピストン236の、ある前進ストローク分だけ、プッシャ226は前進する。プレート222の位置及び速度は、センサー240によって感知され、上述のように、プッシャ226によって移動する速度及び距離を制御する。押出機Aからの材料の射出は、次にノズル32に直接供給され、金型を充填し、ゲート152が閉じられる。
【0033】
次に、同時射出成形動作は、従来の装置と同様に進む。金型キャビティに射出される材料は冷却され、クランプユニット184は開放され、完成品が金型から放出される。
【0034】
当業者には明らかなように、本発明は、2枚のプレートに限定されず、必要により、3枚又はそれ以上のプレート−プッシャ及びそれに対応するシューティングポットの組に拡げることができる。本発明のアクチュエータも、複数の樹脂の順次の射出に限定されることはない。夫々の樹脂の同様の射出をもたらすために、プッシュロッドの順次の及び/又は同時の移動の組合せが可能である。
【0035】
本発明のアクチュエータアセンブリ196も、1998年3月19日に提出された米国仮特許出願第60/078,587号に記載されているようなトランスファー成形システムに組み込むことができる。この特許に記載されているように、射出プランジャは、完成品のアセトアルデヒド含量を減少させるためにシューティングポットが充填されているのと同じ速度で、その前進ストローク位置から後方に引き込まれる。この場合、アクチュエータアセンブリ196を組み込むために、プッシャロッド226、228は射出プランジャに固定され、射出ピストンの制御された収縮を可能にし、制御システムは、プランジャが後方に引き込まれる速度を監視し、制御する。
【0036】
金型180及びクランプユニット194の外部に複数のシューティングポットのための単一の作動アセンブリ196を備えることは、従来技術に対して明確な利点を有する。金型のシューティングポットの群の作動は、それらの関連するプレート及び夫々のプッシャによって移動する速度及び距離に単独の調節をすることによって行うことができる。この調節は、直線位置センサーによって検出された情報に応答して、制御システムにより、「動作中に」行うことができ、及び/又は、自動的に制御することができる。これは、危険な、個人の手作業による調節、及び製造中の長時間の中断及び遅延をなくすと共に、正確に計量された材料を確実に供給する。各プレートのストローク、及び各プッシャ上のプッシャの配置も、独立して調節することができる。
【0037】
アクチュエータが金型の外側にある事実は、遥かに単純な構造を提供し、個々のシューティングポットの作動に必要な高価な油圧構成部品及び回路の数を少なくすることにより、射出成形機を構成するコストを削減することができる。例えば、通常の48個のキャビティ同時射出成形機において、96個から僅か4個のシリンダとそれらに対応する弁に、油圧シリンダ及び弁の数を大幅に減らすことによって、著しいコストの削減をもたらすことができる。構造がより単純であるため、運転及び維持コストも削減され得る。特に、固定プラテン内の油圧シリンダ及び配管をなくすことができ、より少なく、より強力なシリンダを用いることができ、かつ維持及び調節のためのシリンダへのアクセスが単純化される。
【0038】
更に、本発明は、金型及び製造ラインの設計者に設計の高い柔軟性を与える。付加的な樹脂の射出を取扱うために、追加のプレートを容易にアクチュエータに付加することができる。更に、別のシューティングポットの配置に適合するようにプッシャロッドを再配置することも容易になる。プレート及び固定プラテンに異なるボアのパターンで孔あけすることは、従来技術の固定プラテン内に複数の作動シリンダを再配置させるよりも、遥かに低コストである。固定プラテン内の複数のシリンダの必要性をなくすことにより、金型の設計も大幅に単純化され、従って、金型のコストも削減される。
【0039】
プッシャをその各々のプレート上に付加し/取り外し、それらを再配置する能力も射出成形機の再加工に関連する時間及びコストを削減することができる。一般に、プッシャの取り外し可能な特質は、新たなプッシャの配置が所定の金型の設計を容易に達成できるようにする。それぞれの特定の金型の設計に適切であるように、異なる長さ、形状及び大きさのプッシャを同じプレート上で互いに交換することができる。金型を、標準のシューティングポットの間隔で設計することができることが考えられる。例えば、8インチの間隔で24個の金型キャビティを有する金型が、16インチの間隔で12個の金型キャビティを有する金型によって置換えられる場合、適切な配置に到るために全ての第2のプッシャを取り除くことができる。
【0040】
更に、本発明のアクチュエータは、特定の金型又は製品のためのストロークサイクルをセットし、再プログラムするのに必要な時間を大幅に削減することもできる。サイクルは、各別々のシューティングポットごとでなく、同様のシューティングポットの各組ごとだけに設定される必要がある。特定の金型用のストローク制御に関する情報を、電気的又は他の手段によって記憶することができ、これは、金型の敏速な交換を可能にする。これは、特に、「短時間運転用」金型に有利であり得る。
【0041】
アクチュエータを金型の外側に配置することも、樹脂のフローチャネルを最適化し、フローの長さを短縮するために、ホットランナのシューティングポットが再配置できるようにする。従来技術のアクチュエータは、油圧作動シリンダ及びそれらの関連する弁の取付け及び配管を収容するために固定プラテンに必要な空間により、シューティングポットの配置に制限を課した。この制限を除去することにより、更に効率的なホットランナの設計が可能となり、樹脂の管理が最適化され、それにより、装置内の樹脂の在留を減少させることができる。
【0042】
上述の本発明の実施の形態は、本発明の例示として意図したものであり、それらに対する修正及び変形を、本明細書に添付の請求項によってのみ規定される本発明の範囲から逸脱せずに、当業者によりなしうる。
【図面の簡単な説明】
【図1】4つのキャビティ金型の複数材料ホットランナシステムの略図である。
【図2】1つのノズルアセンブリ付近の複数材料ホットランナシステムの断面図である。
【図3】全てのプッシャが後退した位置にある共通のシューティングポット作動アセンブリを含む、複数材料射出成形機の一部の断面図である。
【図4】ラインDの方向における図3の装置の背面図である。
【図5】ラインA−Aに沿った図3の装置の断面図である。
【図6】ラインB−Bに沿った図3の装置の断面図である。
【図7】ラインC−Cに沿った図3の装置の断面図である。
【図8】前進したプッシャの第1の組を有する図3の装置を示す図である。
【図9】前進したプッシャの第1及び第2の組を共に有する図3の装置を示す図である。
【符号の説明】
20 ホットランナシステム
32 ノズルアセンブリ
118 シューティングポット
122 射出プランジャ
142 射出プランジャ
184 クランプユニット
196 シューティングポット作動アセンブリ
200 シューティングポットアクチュエータ
Claims (18)
- 射出成形機であって、該射出成形機は、少なくとも2つの金型キャビティを有する金型(180)と、クランプユニット(184)と、射出ユニットと、少なくとも4つのシューティングポットと、シューティングポットアクチュエータ(200)を有し、
該金型キャビティのそれぞれは、各該金型キャビティを射出材料で充填するため、2つの該シューティングポットを有し、該シューティングポットは、該射出材料を該金型キャビティに送り出すため、各々が射出プランジャを有し、
該クランプユニット(184)は、該金型をクランプし、該金型(180)の両側に配置された固定プラテン(190)及び移動可能なプラテン(192)を含み、
該射出ユニットは、該シューティングポットに射出される材料を供給し、
該シューティングポットアクチュエータ(200)は、該クランプユニットの外部にあり、該固定プラテンと該移動可能なプラテンのうちの1つを貫通して延在し、該シューティングポットのそれぞれに対応する一つのプッシャ(226,228)を含み、
該プッシャ(226,228)のそれぞれは、該各シューティングポットを充填するときの該射出プランジャの後方への移動を制限する後退位置を有し、該射出プランジャを前進させ、該シューティングポットから計量された材料を送り出すために第2の位置へ移動可能であり、
該射出成形機は、制御システムに動作可能に装着され、該シューティングポットアクチュエータ(200)の位置を検出する直線位置センサーと、該制御システムに応答し該プッシャ(226,228)を該後退位置と該第2の位置との間で互いに独立して移動させるように動作可能な駆動手段(202;218,220)とをさらに有し、
該少なくとも4つのシューティングポットは、それぞれが少なくとも2つのシューティングポットを含む、少なくとも第1のシューティングポットのセット及び第2のシューティングポットのセット、にグループ化され、
該シューティングポットアクチュエータ(200)は、シューティングポットの該各セットに対応する第1のプッシャ群(226)及び第2のプッシャ群(228)を含み、
該駆動手段(202;218,220)は、該第1のプッシャ群(226)及び該第2のプッシャ群(228)のそれぞれを該後退位置と該第2の位置との間で独立して移動させるように動作可能である、
射出成形機。 - 前記シューティングポットアクチュエータが、各射出プランジャに当接するようにそれぞれ動作可能な少なくとも2つのプッシャを有する、請求項1に記載の射出成形機。
- 前記駆動手段が、油圧ラムである、請求項1に記載の射出成形機。
- 前記直線位置センサーは、光学センサーである、請求項1に記載の射出成形機。
- 各前記プッシャが前記後退位置と前記第2の位置の間の第3の位置に移動可能な、請求項1に記載の射出成形機。
- 前記第1のプッシャ群(226)及び前記第2のプッシャ群(228)が、夫々第1の支持体(222)及び第2の支持体(224)に接続され、前記第2のプッシャ群(228)が、前記第1の支持体(222)を貫通して延在する、請求項1に記載の射出成形機。
- 前記第1の支持体(222)及び前記第2の支持体(224)が、平面プレート(222,224)である、請求項6に記載の射出成形機。
- 前記プッシャ(226,228)が、前記支持体(222,224)から取外し可能な、請求項6に記載の射出成形機。
- 前記プッシャが、対称に配置される、請求項1に記載の射出成形機。
- 各プッシャ群の前記プッシャが、均等に離間される、請求項1に記載の射出成形機。
- 前記第1及び第2のシューティングポットのセットが、異なる材料を受け取る、請求項1に記載の射出成形機。
- 前記後退位置は調整可能である、請求項1に記載の射出成形機。
- 複数材料射出成形機であって、該複数材料射出成形機が、少なくとも2つの金型キャビティ(22,24,26,28)を有する金型(180)を有し、前記少なくとも2つの金型キャビティ(22,24,26,28)の各々が、キャビティと連通する少なくとも第1及び第2のシューティングポット(62,64,66,68,118;92,94,96,98,138)を有し、前記第1及び第2のシューティングポットが、それぞれ第1及び第2の射出プランジャ(142、122)を有し、前記金型(180)の両側に配置された固定プラテン(190)及び移動可能なプラテン(192)を含むクランプユニット(184)を有し、前記シューティングポットに射出される材料を供給する射出ユニット(B,A)を有し、前記クランプユニット(184)の外部に、前記プラテン(190、192)のうちの1つを通って延びるシューティングポットアクチュエータ(200)を有し、前記アクチュエータ(200)が、前記第1の射出プランジャ(142)に当接するプッシャの第1の群(226)、及び前記第2の射出プランジャ(122)に当接するためのプッシャの第2の群(228)を有し、プッシャの前記第1及び第2の群(226,228)を第1の位置と第2の位置との間で互いに独立して移動させるように動作可能な駆動手段(202;218,220)を有し、前記第1の位置において、前記射出プランジャが、前記各シューティングポットが前記射出ユニットから受け取ることができる材料の量を制限し、前記アクチュエータが前記第2の位置に移動する際に、前記材料が前記シューティングポットから送り出される、複数材料射出成形機。
- 前記第2の群が前記第1の群を通って延長する、請求項13に記載の複数材料射出成形機。
- 前記第1及び第2の群が、それぞれ第1及び第2のプレートに取り付けられる、請求項13に記載の複数材料射出成形機。
- 前記第1のシューティングポットが、第1の材料を受け取り、前記第2のシューティングポットが第2の材料を受け取る、請求項13に記載の複数材料射出成形機。
- 複数材料射出成形機用のシューティングポットアクチュエータであって、該シューティングポットアクチュエータが、
少なくとも2つの金型キャビティ(22,24,26,28)及び該各金型キャビティのための少なくとも第1及び第2のシューティングポット(62,64,66,68,118;92,94,96,98,138)を有する金型(180)、の両側に配置された固定プラテン(190)及び移動可能なプラテン(192)を含むクランプユニット(184)を有し、該第1及び第2のシューティングポットが、対応する第1の射出プランジャ(142)及び第2の射出プランジャ(122)を有し、該第1及び第2のシューティングポットに射出される材料を供給するための射出ユニット(A,B)を有し、
該シューティングポットアクチュエータは、
少なくとも2つの第2のプッシャ(228)を含む第2のセットであって、該第2のプッシャの各々(228)は、該プラテンの一つ(190)を貫通して延在し、それぞれ第2の射出プランジャ(122)に当接するように動作可能である、少なくとも2つの第2のプッシャ(228)を含む第2のセットと、
該第2のプッシャ(228)が貫通して延在するプレート(222)上に設置された少なくとも2つの第1のプッシャ(226)を含む第1のセットであって、該各第1のプッシャ(226)は、それぞれ第1の射出プランジャ(142)に当接するように動作可能である、少なくとも2つの第1のプッシャ(226)を含む第1のセットと
を含み、
該第1のセットと該第2のセットは、それぞれ、該シューティングポットが該材料によって充填されるときの該各射出プランジャの後方への移動を制限する調整可能な第1の位置を有し、
該第1のセットと該第2のセットは、各該射出プランジャを前進させ、該シューティングポットから計量された材料を送り出すために第2の位置へ移動可能であり、
該第1のセット及び該第2のセットは、該第1の位置と該第2の位置との間を独立して移動するよう動作可能である、
複数材料射出成形機のためのシューティングポットアクチュエータ。 - 前記第1のセット及び前記第2のセットが、前記第1の位置及び前記第2の位置の間の位置に移動することができる、請求項17に記載のシューティングポットアクチュエータ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US050095 | 1998-03-30 | ||
| US09/050,095 US6152721A (en) | 1998-03-30 | 1998-03-30 | Shooting pot actuator for an injection molding machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11314252A JPH11314252A (ja) | 1999-11-16 |
| JP4368452B2 true JP4368452B2 (ja) | 2009-11-18 |
Family
ID=21963364
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP08961399A Expired - Fee Related JP4368452B2 (ja) | 1998-03-30 | 1999-03-30 | 射出成形機、複数材料射出成形機、射出成形機用シューティングポット作動アセンブリ、及び複数材料射出成形機用シューティングポットアクチュエータ |
Country Status (11)
| Country | Link |
|---|---|
| US (3) | US6152721A (ja) |
| EP (1) | EP0947303B1 (ja) |
| JP (1) | JP4368452B2 (ja) |
| KR (1) | KR100522076B1 (ja) |
| CN (2) | CN1103670C (ja) |
| AT (1) | ATE369966T1 (ja) |
| AU (1) | AU753570B2 (ja) |
| BR (1) | BR9901036A (ja) |
| CA (1) | CA2261487C (ja) |
| DE (1) | DE69936814T2 (ja) |
| HK (1) | HK1020700A1 (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6152721A (en) * | 1998-03-30 | 2000-11-28 | Husky Injection Molding Systems Ltd. | Shooting pot actuator for an injection molding machine |
| US6679696B1 (en) * | 1998-04-28 | 2004-01-20 | Gillette Canada Company | Apparatus for substantially simultaneously forming multiple articles having different properties |
| US6428727B1 (en) * | 2000-02-17 | 2002-08-06 | The Elizabeth And Sandor Valyi Foundation, Inc. | Process and apparatus for preparing a molded article |
| JP2001260179A (ja) * | 2000-03-14 | 2001-09-25 | Aoki Technical Laboratory Inc | 多層プリフォームの射出成形用ホットランナー金型 |
| US7559756B2 (en) * | 2004-06-30 | 2009-07-14 | Husky Injection Molding Systems, Ltd. | Apparatus and method for actuation of injection molding shooting pots |
| US7510387B2 (en) * | 2004-06-30 | 2009-03-31 | Husky Injection Molding Systems Ltd. | Control system for dynamic feed coinjection process |
| US20060003038A1 (en) * | 2004-06-30 | 2006-01-05 | Serniuck Nicholas W | Injection molding machine shooting pot with integral check valve |
| US7291298B2 (en) * | 2004-07-09 | 2007-11-06 | Husky Injection Molding Systems Ltd. | Apparatus and method for injection molding shooting pot wedge feature |
| US7610400B2 (en) * | 2004-11-23 | 2009-10-27 | Juniper Networks, Inc. | Rule-based networking device |
| US7462319B2 (en) * | 2004-12-13 | 2008-12-09 | Husky Injection Molding Systems Ltd | Injection molding machine apparatus and method with moving platen injection and ejection actuation |
| US20070035067A1 (en) * | 2005-08-09 | 2007-02-15 | Andreas Ujma | Molding machine plasticizing unit sub-assembly and a method of reducing shearing effects in the manufacture of plastic parts |
| US20070036879A1 (en) * | 2005-08-09 | 2007-02-15 | Andreas Ujma | Machine platen and an injection molding machine |
| US20080093772A1 (en) * | 2006-10-06 | 2008-04-24 | Graham Packing Company, Lp | Method and apparatus for delivering sequential shots to multiple cavities to form multilayer articles |
| US7695266B2 (en) * | 2006-11-02 | 2010-04-13 | Husky Injection Molding Systems Ltd. | Molding structure |
| US20080265465A1 (en) * | 2007-04-24 | 2008-10-30 | Husky Injection Molding Systems Ltd. | Apparatus for Injection Compression Molding and Method of Molding Articles |
| US7829004B2 (en) * | 2008-07-15 | 2010-11-09 | Asm Technology Singapore Pte Ltd | Transfer molding method and system for electronic devices |
| KR101077881B1 (ko) | 2009-10-28 | 2011-11-10 | 한국생산성본부 | 액상실리콘 다품종 사출시스템 |
| CN102985245B (zh) * | 2009-12-31 | 2015-04-22 | 赫斯基注塑系统有限公司 | 具有可独立控制喷射壶组件的模具浇道系统 |
| CA2792890C (en) * | 2010-04-08 | 2016-05-10 | Husky Injection Molding Systems Ltd | Mold assembly with integrated melting device |
| JP5510082B2 (ja) * | 2010-06-03 | 2014-06-04 | 東洋製罐株式会社 | 射出成形装置及び多層プリフォームの製造方法 |
| EP2603373B1 (en) | 2010-08-13 | 2021-09-22 | Greene, Tweed Technologies, Inc. | Thermoplastic fiber composite having high volume fiber loading and method for making same |
| CN105008107B (zh) * | 2012-06-21 | 2017-02-01 | 赫斯基注塑系统有限公司 | 侧促动射击罐 |
| DE102014004221A1 (de) | 2014-03-25 | 2015-10-01 | Hpt Hochwertige Pharmatechnik Gmbh & Co. Kg | Spritzstation für die Herstellung von Multilayer-Vorformlingen |
| JP6821678B2 (ja) * | 2015-11-11 | 2021-01-27 | ハスキー インジェクション モールディング システムズ リミテッドHusky Injection Molding Systems Limited | シューティングポットの補充タイミング |
| US11279072B2 (en) | 2019-03-27 | 2022-03-22 | Omachron Intellectual Property Inc. | Extruder with feed block for promoting increased mass transport rate |
| US10870226B2 (en) * | 2019-03-27 | 2020-12-22 | Omachron Intellectual Property Inc. | Apparatus and methods using multiple extruders |
| US11161275B2 (en) | 2019-03-27 | 2021-11-02 | Omachron Intellectual Property Inc. | Modular extruder |
| CN113059748B (zh) * | 2021-03-30 | 2022-03-18 | 泰瑞机器股份有限公司 | 一种注塑机的注射装置、注塑机及其控制方法 |
| DE102022110443A1 (de) | 2022-04-28 | 2023-11-02 | Kunststoff-Zentrum in Leipzig gemeinnützige Gesellschaft mbH | Vorrichtung zum Mikrospritzgießen |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3231656A (en) * | 1961-06-30 | 1966-01-25 | Owens Illinois Glass Co | Apparatus and method of plastic molding |
| US3516123A (en) * | 1966-10-03 | 1970-06-23 | Theo O Lang | Injection molding machine |
| JPS5850582B2 (ja) * | 1979-08-24 | 1983-11-11 | 道男 長田 | 半導体封入成形方法とその金型装置 |
| EP0070320A4 (en) * | 1981-01-26 | 1985-03-06 | Dai Ichi Seiko Co Ltd | MOLDING AND SEALING APPARATUS. |
| US4460324A (en) * | 1981-04-23 | 1984-07-17 | Prince Corporation | Shot cylinder controller for die casting machines and the like |
| DE3336173C2 (de) * | 1983-10-05 | 1985-08-29 | Maschinenfabrik Lauffer GmbH & Co KG, 7240 Horb | Presse mit mehreren Spritzkolben zur gleichzeitigen Herstellung mehrerer Kunststoffpreßteile |
| US4925161B1 (en) * | 1984-12-21 | 1994-12-20 | British Tech Group | Process for molding directionally-orientable material using shear force |
| JPS6225027A (ja) * | 1985-07-25 | 1987-02-03 | Aisin Seiki Co Ltd | 射出成形装置 |
| US4717324A (en) * | 1986-05-12 | 1988-01-05 | Husky Injection Molding Systems, Inc. | Coinjection of hollow articles and preforms |
| GB2193681B (en) * | 1986-07-30 | 1989-12-13 | Toshiba Machine Co Ltd | A method of controlling mold clamping and compression in an injection molding machine |
| US5098274A (en) * | 1989-01-25 | 1992-03-24 | Continental Pet Technologies, Inc. | Apparatus for injection molding of multilayer preforms |
| US4966545A (en) * | 1989-04-19 | 1990-10-30 | Husky Injection Molding Systems Ltd. | Staged shooting pot for injection molding |
| JP2780909B2 (ja) * | 1993-08-04 | 1998-07-30 | 住友重機械プラスチックマシナリー株式会社 | 局部加圧式射出成形機 |
| DE4443689A1 (de) * | 1994-12-08 | 1996-06-13 | Krauss Maffei Ag | Schließeinheit für eine Spritzgießmaschine |
| US5662856A (en) * | 1995-07-12 | 1997-09-02 | Imesco, Inc. | Low-pressure method for the preparation of hollow plastic articles |
| US5833899A (en) * | 1997-09-23 | 1998-11-10 | Wunderlich; Ernst Dieter | Method for the preparation of method articles by single and multi-layer compression and apparatus therefor |
| US6152721A (en) * | 1998-03-30 | 2000-11-28 | Husky Injection Molding Systems Ltd. | Shooting pot actuator for an injection molding machine |
-
1998
- 1998-03-30 US US09/050,095 patent/US6152721A/en not_active Expired - Lifetime
-
1999
- 1999-02-12 CA CA002261487A patent/CA2261487C/en not_active Expired - Fee Related
- 1999-02-19 AU AU18343/99A patent/AU753570B2/en not_active Ceased
- 1999-03-25 DE DE69936814T patent/DE69936814T2/de not_active Expired - Lifetime
- 1999-03-25 BR BR9901036-4A patent/BR9901036A/pt not_active IP Right Cessation
- 1999-03-25 AT AT99850047T patent/ATE369966T1/de active
- 1999-03-25 EP EP99850047A patent/EP0947303B1/en not_active Expired - Lifetime
- 1999-03-30 CN CN99104737A patent/CN1103670C/zh not_active Expired - Fee Related
- 1999-03-30 JP JP08961399A patent/JP4368452B2/ja not_active Expired - Fee Related
- 1999-03-30 CN CNB021189803A patent/CN1315630C/zh not_active Expired - Fee Related
- 1999-03-30 KR KR10-1999-0011096A patent/KR100522076B1/ko not_active IP Right Cessation
- 1999-12-17 HK HK99105961A patent/HK1020700A1/xx not_active IP Right Cessation
-
2000
- 2000-06-28 US US09/605,940 patent/US6540496B1/en not_active Expired - Fee Related
- 2000-10-06 US US09/680,977 patent/US6491509B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE69936814D1 (de) | 2007-09-27 |
| DE69936814T2 (de) | 2008-05-15 |
| EP0947303A3 (en) | 2001-08-16 |
| CA2261487C (en) | 2004-08-10 |
| AU1834399A (en) | 1999-10-14 |
| HK1020700A1 (en) | 2000-05-19 |
| US6540496B1 (en) | 2003-04-01 |
| JPH11314252A (ja) | 1999-11-16 |
| BR9901036A (pt) | 2004-05-25 |
| KR100522076B1 (ko) | 2005-10-18 |
| KR19990078424A (ko) | 1999-10-25 |
| ATE369966T1 (de) | 2007-09-15 |
| AU753570B2 (en) | 2002-10-24 |
| US6491509B1 (en) | 2002-12-10 |
| US6152721A (en) | 2000-11-28 |
| CN1103670C (zh) | 2003-03-26 |
| EP0947303B1 (en) | 2007-08-15 |
| CN1232742A (zh) | 1999-10-27 |
| EP0947303A2 (en) | 1999-10-06 |
| CA2261487A1 (en) | 1999-09-30 |
| CN1315630C (zh) | 2007-05-16 |
| CN1495007A (zh) | 2004-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4368452B2 (ja) | 射出成形機、複数材料射出成形機、射出成形機用シューティングポット作動アセンブリ、及び複数材料射出成形機用シューティングポットアクチュエータ | |
| CA1291610C (en) | Coinjection of hollow articles and preforms | |
| JP4225505B2 (ja) | 射出成形機用のフェイルセーフ射出ポット作動器 | |
| US4931234A (en) | Coinjection of hollow articles and preforms | |
| EP0442255B1 (en) | Molding plastic articles | |
| CA2261367C (en) | Injection molding valve member actuating mechanism | |
| US5192555A (en) | Apparatus for molding plastic articles | |
| EP0393389B1 (en) | Staged shooting pot for injection molding | |
| US20040109916A1 (en) | Hot runner co-injection nozzle | |
| EP0480223B1 (en) | Multi-cavity injection moulding system | |
| US5833899A (en) | Method for the preparation of method articles by single and multi-layer compression and apparatus therefor | |
| EP1360056B1 (en) | Metering device for a plastics moulding machine | |
| US6428727B1 (en) | Process and apparatus for preparing a molded article | |
| MXPA99002981A (en) | Operating container actuator for a molding machine by inyecc |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050207 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20050509 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20050510 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090601 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090709 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090803 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090826 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120904 Year of fee payment: 3 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080602 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130904 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |