JP4319080B2 - Manufacturing method of fiberboard - Google Patents
Manufacturing method of fiberboard Download PDFInfo
- Publication number
- JP4319080B2 JP4319080B2 JP2004105829A JP2004105829A JP4319080B2 JP 4319080 B2 JP4319080 B2 JP 4319080B2 JP 2004105829 A JP2004105829 A JP 2004105829A JP 2004105829 A JP2004105829 A JP 2004105829A JP 4319080 B2 JP4319080 B2 JP 4319080B2
- Authority
- JP
- Japan
- Prior art keywords
- synthetic resin
- fiber
- fiberboard
- fiber mat
- mat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000011094 fiberboard Substances 0.000 title claims description 102
- 238000004519 manufacturing process Methods 0.000 title claims description 31
- 229920003002 synthetic resin Polymers 0.000 claims description 155
- 239000000057 synthetic resin Substances 0.000 claims description 155
- 239000000835 fiber Substances 0.000 claims description 121
- 229920002522 Wood fibre Polymers 0.000 claims description 58
- 239000002025 wood fiber Substances 0.000 claims description 58
- 239000000853 adhesive Substances 0.000 claims description 42
- 230000001070 adhesive effect Effects 0.000 claims description 42
- 238000007731 hot pressing Methods 0.000 claims description 27
- 229920001169 thermoplastic Polymers 0.000 claims description 20
- 239000004416 thermosoftening plastic Substances 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 15
- 239000002344 surface layer Substances 0.000 claims description 9
- 238000000465 moulding Methods 0.000 claims description 8
- 238000003892 spreading Methods 0.000 claims description 6
- 239000010410 layer Substances 0.000 description 21
- 229920005989 resin Polymers 0.000 description 15
- 239000011347 resin Substances 0.000 description 15
- 102100040428 Chitobiosyldiphosphodolichol beta-mannosyltransferase Human genes 0.000 description 9
- 239000000203 mixture Substances 0.000 description 8
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 8
- 239000004926 polymethyl methacrylate Substances 0.000 description 8
- 239000000463 material Substances 0.000 description 6
- 239000004925 Acrylic resin Substances 0.000 description 4
- 229920000178 Acrylic resin Polymers 0.000 description 4
- 239000005315 stained glass Substances 0.000 description 4
- 238000002834 transmittance Methods 0.000 description 4
- 101100495270 Caenorhabditis elegans cdc-26 gene Proteins 0.000 description 3
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 239000002023 wood Substances 0.000 description 3
- 239000004695 Polyether sulfone Substances 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000001877 deodorizing effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000011121 hardwood Substances 0.000 description 2
- 239000012948 isocyanate Substances 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- 229920001230 polyarylate Polymers 0.000 description 2
- 229920006393 polyether sulfone Polymers 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000011122 softwood Substances 0.000 description 2
- 238000010025 steaming Methods 0.000 description 2
- 229920003051 synthetic elastomer Polymers 0.000 description 2
- 239000005061 synthetic rubber Substances 0.000 description 2
- 239000012855 volatile organic compound Substances 0.000 description 2
- 101100491335 Caenorhabditis elegans mat-2 gene Proteins 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 230000000274 adsorptive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 239000003610 charcoal Substances 0.000 description 1
- 238000012217 deletion Methods 0.000 description 1
- 230000037430 deletion Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical compound O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 description 1
- 238000001579 optical reflectometry Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
Images








Landscapes
- Dry Formation Of Fiberboard And The Like (AREA)
Description
本発明は繊維板の製造方法に関する。 The present invention relates to a fiberboard manufacturing method.
木質繊維板は、使用目的や用途に応じて厚さ、大きさ、比重などを容易に選定できることから、従来より住宅建築用の部材や家具、建具など住宅に関する部材や材料として多岐にわたって使用されている。 Since wood fiberboard can be easily selected in terms of thickness, size, specific gravity, etc. according to the purpose and application, it has been widely used as a member and material related to housing, such as housing building materials, furniture, and fittings. Yes.
また、木質繊維板に所望の性能や機能を付与したものが各種提案されており、防音性能を付与したもの(下記特許文献1)、VOC(揮発性有機化合物)吸着作用および湿度調整作用を有するもの(下記特許文献2,3)、消臭・脱臭機能を付与したもの(下記特許文献4)などが知られている。
ところで、これらの繊維板は、木質繊維自体を熱圧することにより(特許文献1)、または、所望の作用を付与するための物質や成分(ゼオライト、炭類、ゴムなど)を木質繊維に混合して成形一体化することにより(特許文献2〜4)、製造されるものである。しかしながら、光を透過する光透過性や光を反射する光反射性を有する繊維板の製造に関する従来技術は見当たらない。
By the way, in these fiberboards, the wood fiber itself is hot-pressed (Patent Document 1), or substances and components (zeolites, charcoal, rubber, etc.) for imparting a desired action are mixed with the wood fiber. Then, it is manufactured by forming and integrating (
したがって、本発明が解決しようとする課題は、光透過性または光反射性を有する繊維板を製造することにある。 Therefore, the problem to be solved by the present invention is to produce a fiberboard having light transmittance or light reflection.
上記の課題を達成するため、請求項1にかかる本発明は、木質繊維に接着剤を付着・散布して繊維マットを形成し、この繊維マットの上に光を透過する熱可塑性合成樹脂塊を散在させ、その上に、接着剤を付着させた木質繊維を散布して形成した別の繊維マットを重ね合わせ、熱圧成形一体化して前記熱可塑性合成樹脂塊の一部を繊維板の表面および/または裏面に露出させることを特徴とする繊維板の製造方法である。 In order to achieve the above object, according to the present invention, a thermoplastic synthetic resin mass that transmits light onto the fiber mat is formed by adhering and spreading an adhesive to a wood fiber to form a fiber mat. Another fiber mat formed by dispersing wood fibers with an adhesive attached thereto is scattered on top of each other and superposed by hot-press molding to partially transfer the thermoplastic synthetic resin mass to the surface of the fiberboard. And / or a fiberboard manufacturing method, wherein the fiberboard is exposed to the back surface .
請求項2にかかる本発明は、木質繊維に接着剤を付着・散布して繊維マットを形成し、この繊維マットの上に光を透過する熱可塑性合成樹脂塊を散在させる工程と、その上にさらに別の繊維マットを重ね合わせる工程とを任意回数繰り返して行った後、熱圧成形一体化して前記熱可塑性合成樹脂塊の一部を繊維板の表面および/または裏面に露出させることを特徴とする繊維板の製造方法である。 According to a second aspect of the present invention, there is provided a step of forming a fiber mat by adhering and spreading an adhesive to a wood fiber, and dispersing a thermoplastic synthetic resin mass that transmits light on the fiber mat; Further, the process of laminating another fiber mat is repeatedly performed an arbitrary number of times, and then, thermo-press molding is integrated to expose a part of the thermoplastic synthetic resin mass on the front surface and / or back surface of the fiber board. And a method for producing a fiberboard.
請求項3にかかる本発明は、木質繊維に接着剤を付着・散布して繊維マットを形成し、この繊維マットの上に光を透過する熱可塑性合成樹脂塊を散在させた後、熱圧成形一体化して前記熱可塑性合成樹脂塊の一部を繊維板の表面および/または裏面に露出させることを特徴とする繊維板の製造方法である。
The present invention according to
請求項4にかかる本発明は、表面に接着剤を付着させた木質繊維と、光を透過する熱可塑性合成樹脂塊とを混合した後、マット状に成形し、熱圧成形一体化して前記熱可塑性合成樹脂塊の一部を繊維板の表面および/または裏面に露出させることを特徴とする繊維板の製造方法である。 In the present invention according to claim 4, the wood fiber having an adhesive attached to the surface and the thermoplastic synthetic resin block that transmits light are mixed, then formed into a mat shape, integrated by hot pressing, and A method for producing a fiberboard, characterized in that a part of a thermoplastic synthetic resin mass is exposed on the front surface and / or back surface of the fiberboard.
請求項5にかかる本発明は、請求項1ないし4のいずれか記載の繊維板の製造方法において、熱圧成形一体化して得られた繊維板の表層部を薄く削って削除することを特徴としている。
The present invention according to
請求項6にかかる本発明は、光を透過する熱可塑性合成樹脂塊に代えて、光を反射する熱可塑性合成樹脂塊を用いることを特徴とする請求項1ないし4のいずれか記載の繊維板の製造方法である。
The present invention according to
本発明において、繊維板の原料となる木質繊維は、針葉樹および/または広葉樹材の一種または複数種よりなる木材チップを高温高圧蒸気で蒸煮して脱脂軟化処理した後、解繊することによって得られる。これを風送乾燥して所定含水率に調整する。 In the present invention, the wood fiber used as a raw material for the fiberboard is obtained by defibrating and softening a wood chip made of one or more kinds of softwood and / or hardwood materials by steaming with high-temperature and high-pressure steam. . This is air-dried and adjusted to a predetermined moisture content.
木質繊維を風送乾燥させつつ搬送し、この過程において、木質繊維に接着剤を付着させる。接着剤の付着は解繊と同時に行ってもよく、あるいは解繊後の風送時に行っても良い。 The wood fiber is conveyed while being air-dried, and an adhesive is attached to the wood fiber in this process. The adhesive may be attached at the same time as defibration, or may be performed at the time of airing after defibration.
木質繊維に付着させる接着剤は、ホルムアルデヒドの発散が少ないものを用いることが好ましく、尿素樹脂、フェノール樹脂、メラミン樹脂、ウレタン樹脂またはそれらの変性樹脂接着剤、イソシアネート系接着剤、合成ゴム系接着剤などの熱硬化性接着剤から任意設定される一種または複数種を使用することが好ましい。 It is preferable to use an adhesive that adheres to the wood fiber with less formaldehyde emission. Urea resin, phenol resin, melamine resin, urethane resin or their modified resin adhesive, isocyanate adhesive, synthetic rubber adhesive It is preferable to use one or more types arbitrarily set from a thermosetting adhesive such as
繊維マットの形成は、接着剤を付着させた木質繊維を風送搬送し、搬送ベルト上に散布し、さらに、定尺裁断することにより行うと良い。表面側に配される繊維マットは、裏面側に配される繊維マットと同じ材質、大きさのものとするが、木質繊維の種類や大きさなどを変えたものとしても良い。 The formation of the fiber mat is preferably performed by air-conveying the wood fiber to which the adhesive is attached, spraying it on the conveyor belt, and further cutting the sheet. The fiber mat disposed on the front side is the same material and size as the fiber mat disposed on the back side, but the type and size of the wood fiber may be changed.
合成樹脂塊は、使用目的や用途などに応じて適宜の材質のものを選定するが、熱可塑性樹脂の中から選定される。たとえば、PC(ポリカーボネイト)樹脂、PMMA(ポリメタクリル酸メチル)樹脂(アクリル樹脂)、ABS(アクリロニトリル・ブタジエン・スチレン)樹脂、PAR(ポリアリレート)樹脂、PES(ポリエーテルサルフォン)樹脂などである。 The synthetic resin lump is selected from an appropriate material according to the purpose of use and application, but is selected from thermoplastic resins. For example, PC (polycarbonate) resin, PMMA (polymethyl methacrylate) resin (acrylic resin), ABS (acrylonitrile butadiene styrene) resin, PAR (polyarylate) resin, PES (polyethersulfone) resin, and the like.
合成樹脂塊は、通常透明のものを使用するが、光が透過または反射するものであれば着色や白濁などのものでも良い。合成樹脂塊の形状は塊状であれば特に限定されず、球、立方体、直方体、多角体、円柱その他の異形体なども含まれる。これらの形状の選定は、製造すべき繊維板の模様による。合成樹脂塊の大きさは、特に限定されず、製造すべき繊維板の厚さに対応するものとする。たとえば100mmの繊維マット2枚の間に10〜50mm径の合成樹脂塊を散在させて熱圧し、20mm厚の繊維板を製造するなどである。 The synthetic resin block is usually transparent, but may be colored or cloudy as long as it transmits or reflects light. The shape of the synthetic resin lump is not particularly limited as long as it is a lump, and includes spheres, cubes, rectangular parallelepipeds, polygons, cylinders, and other irregular shapes. The selection of these shapes depends on the pattern of the fiberboard to be manufactured. The magnitude | size of a synthetic resin lump is not specifically limited, It shall respond | correspond to the thickness of the fiberboard which should be manufactured. For example, a synthetic resin lump having a diameter of 10 to 50 mm is scattered between two 100 mm fiber mats and hot pressed to produce a 20 mm thick fiber board.
繊維マットに合成樹脂塊を散在させる工程は、接着剤を付与・散布した木質繊維を搬送ベルト上に散布して繊維マットを形成した後、この繊維マット上に合成樹脂塊を散布することによって行う。繊維マットを別々に形成し、二つの繊維マットの間に合成樹脂塊を挟んでも良い。合成樹脂塊の散布量は、製造すべき繊維板の使用目的、用途などに応じて決定する。 The step of dispersing the synthetic resin lump on the fiber mat is performed by spreading the synthetic resin lump on the fiber mat after forming the fiber mat by spreading the wood fiber to which the adhesive has been applied and spread on the conveyor belt. . Fiber mats may be formed separately and a synthetic resin block may be sandwiched between the two fiber mats. The amount of the synthetic resin mass to be applied is determined according to the purpose and application of the fiberboard to be manufactured.
繊維マットの積層数は、1層(繊維マット1枚の上に合成樹脂塊を散在させた場合)、2層(合成樹脂塊は1層)、3層(合成樹脂塊は2層)など任意の数とすることができる。 The number of fiber mats to be laminated is 1 layer (when synthetic resin lump is scattered on 1 fiber mat), 2 layers (1 layer for synthetic resin lump), 3 layers (2 layers for synthetic resin lump), etc. The number of
1層の場合は、繊維マット上に合成樹脂塊を散布した後、熱圧成形一体化して繊維板とする(請求項3)。 In the case of a single layer, a synthetic resin lump is sprayed on the fiber mat, and then integrated by hot pressing to form a fiberboard.
2層の場合は、繊維マット上に合成樹脂塊を散布した後、その上に、接着剤を付着させた木質繊維を散布して形成した別の繊維マットを重ね合わせ、熱圧成形一体化して繊維板とする(請求項1)。この場合、2枚の繊維マットを上記したような工程によってあらかじめ形成しておき、その一つの上に合成樹脂塊を散布した後にもう一つの繊維マットを重ね合わせて載置し、これらを熱圧成形一体化して繊維板とすることができる。あるいは、1枚の繊維マット上に合成樹脂塊を散布した後、さらにその上に、接着剤を付与した木質繊維を散布して別の繊維マットとし、これらを熱圧成形一体化して繊維板としても良い。 In the case of two layers, after the synthetic resin lump is sprayed on the fiber mat, another fiber mat formed by spraying the wood fiber to which the adhesive is attached is superposed on the fiber mat, and the hot press molding is integrated. A fiberboard is used (claim 1). In this case, two fiber mats are formed in advance by the process as described above, and after the synthetic resin block is spread on one of them, another fiber mat is placed on top of each other, and these are heated and pressed. It can be molded and integrated into a fiberboard. Alternatively, after a synthetic resin lump is sprayed on one fiber mat, a wood fiber provided with an adhesive is further sprayed thereon to form another fiber mat. Also good.
3層以上の場合は、繊維マットの上に合成樹脂塊を散在させる工程と、その上にさらに別の繊維マットを重ね合わせる工程とを任意回数繰り返して行った後、これらを熱圧成形一体化して繊維板とする(請求項2)。 In the case of three or more layers, the step of dispersing the synthetic resin mass on the fiber mat and the step of overlaying another fiber mat thereon are repeated an arbitrary number of times, and then these are integrated by hot pressing. A fiberboard (claim 2).
あるいは、表面に接着剤を付着させた木質繊維と、合成樹脂塊とを混合した後、マット状に成形し、これを熱圧成形一体化して繊維板を製造することもできる(請求項4)。 Alternatively, after mixing the wood fiber with the adhesive attached to the surface and the synthetic resin block, it is molded into a mat shape, and this can be integrated by hot pressing to produce a fiberboard (Claim 4). .
熱圧は、たとえば熱圧プレスなどにより行い、表面が平坦な熱圧盤で行うと良い。熱圧盤に凹凸模様を設けておき、製造される繊維板にこの凹凸模様を転写させても良い。熱圧時の圧力は、5〜70kgf/cm2、熱圧盤の温度160〜210°C、熱圧時間10〜40秒/mmの各範囲から、繊維マットの厚さ、層数、合成樹脂塊の種類と大きさなどに応じて条件設定する。ここで熱圧時間の数値は熱圧後の繊維板の厚さ1mm当たりの時間(秒)を示し、たとえば20mm厚の繊維板を製造する場合の熱圧時間は200〜800秒となる。
The hot pressing is preferably performed by, for example, a hot pressing, and a hot pressing plate having a flat surface. An uneven pattern may be provided on the hot platen, and the uneven pattern may be transferred to the fiberboard to be manufactured. The pressure at the time of hot press is 5 to 70 kgf / cm 2 , the temperature of the hot platen 160 to 210 ° C., the
本発明方法によって製造された繊維板は、住宅建築用の部材や家具、建具などの材料として好適に使用され、木質繊維で形成された繊維部と、この繊維部内に混在し光を透過または反射する合成樹脂塊で形成された合成樹脂部とを有する。合成樹脂部の少なくとも一部は繊維板の表面および/または裏面に露出し、あるいは表裏両面に露出する。 The fiberboard manufactured by the method of the present invention is preferably used as a material for a house building member, furniture, joinery, etc., and a fiber part formed of wood fiber and mixed in the fiber part and transmits or reflects light. And a synthetic resin portion formed of a synthetic resin lump. At least a part of the synthetic resin portion is exposed on the front surface and / or back surface of the fiberboard, or is exposed on both the front and back surfaces.
請求項1にかかる本発明の繊維板の製造方法によれば、繊維マット同士の間に合成樹脂塊を散在させたものを熱圧するので、各繊維マットにおいて木質繊維に付着・散布した接着剤により木質繊維同士が圧着していく。一方、繊維マット間に散在する合成樹脂塊は圧力を受けて表裏の繊維マットにめり込んでいくが、このとき同時に熱も受けるので、熱により軟化しつつ圧縮され変形していく。これにより、合成樹脂塊の一部は繊維板の表面または裏面に露出し、場合によっては表裏両面に露出する。合成樹脂塊がどの面に露出するか、またその露出面積の大小などは、繊維マットに対する合成樹脂塊の位置、大きさ、熱圧時の温度、熱圧時間などの条件に左右される。また、軟化した合成樹脂は、それ自体の接着力によって、また木質繊維に付着する接着剤によって、木質繊維と接着一体化される。このようにして、光透過性を発揮する繊維板が製造される。 According to the manufacturing method of the fiberboard of the present invention according to claim 1, since the synthetic resin lump interspersed between the fiber mats is hot-pressed, the adhesive adhered to and dispersed on the wood fiber in each fiber mat The wood fibers are pressed together. On the other hand, the synthetic resin lump scattered between the fiber mats receives pressure and sinks into the front and back fiber mats. At this time, it receives heat at the same time, so it is compressed and deformed while being softened by the heat. Thereby, a part of synthetic resin lump is exposed on the front surface or the back surface of the fiberboard, and in some cases, exposed on both the front and back surfaces. The surface on which the synthetic resin lump is exposed and the size of the exposed area depend on conditions such as the position and size of the synthetic resin lump relative to the fiber mat, the temperature during hot pressing, and the hot pressing time. Further, the softened synthetic resin is bonded and integrated with the wood fiber by its own adhesive force or by an adhesive that adheres to the wood fiber. In this way, a fiberboard that exhibits light transmittance is manufactured.
このようにして製造された繊維板によると、繊維板の表面に露出する光透過性合成樹脂部に入射した光が、繊維板内部において該合成樹脂部を透過し、繊維部に当たって反射した後に同じ合成樹脂部の表面から外に出るので、表面側から見たときに光って見える。裏面に露出する合成樹脂部についても裏面側から見たときに同様に光って見える。また、表裏面に露出する合成樹脂部については、表面から入射した光が該合成樹脂部を透過して裏面側の露出部から出射するので、あたかもステンドグラスのように透いて透明に見え、従来にはない斬新な意匠性を発揮する。 According to the fiberboard manufactured in this manner, the light incident on the light-transmitting synthetic resin portion exposed on the surface of the fiberboard is the same after being transmitted through the synthetic resin portion inside the fiberboard and being reflected by the fiber portion. Since it goes out from the surface of the synthetic resin portion, it looks shining when viewed from the surface side. The synthetic resin portion exposed on the back side also appears to shine similarly when viewed from the back side. In addition, for the synthetic resin parts exposed on the front and back surfaces, light incident from the front surface is transmitted through the synthetic resin part and emitted from the exposed part on the back surface side, so that it looks transparent and transparent like a stained glass. Unprecedented innovative design.
請求項2にかかる本発明の繊維板の製造方法によれば、3層またはそれ以上の繊維マットを用い、それらの間に各々合成樹脂塊を散在させて熱圧成形一体化するので、各繊維マットを薄く形成するとともに、それらの間に挟む合成樹脂塊の大きさも小さくすることができ、繊維板の表面に露出する合成樹脂部の分布を均一にすることができる
According to the fiberboard manufacturing method of the present invention according to
請求項3にかかる本発明の繊維板の製造方法によれば、繊維マット上に合成樹脂塊を散在させたものを熱圧するので、繊維マットにおいて木質繊維に付着・散布した接着剤により木質繊維同士が圧着していく。一方、繊維マット上に散在する合成樹脂塊は圧力を受けて繊維マットにめり込んでいくが、このとき同時に熱も受けるので、熱により溶融しつつ内部は軟化し、圧縮され変形していく。これにより、合成樹脂塊は少なくとも一部が繊維板の表面に露出し、場合によっては裏面にも露出する。合成樹脂塊が表面だけに露出するか裏面にも露出するか、またその露出面積の大小などは、繊維マットに対する合成樹脂塊の位置、大きさ、熱圧時の温度、熱圧時間などの条件に左右される。また、軟化した合成樹脂は、それ自体の接着力によって、また木質繊維に付着する接着剤によって、木質繊維と接着一体化される。このようにして、光透過性を発揮する繊維板が製造される。
According to the manufacturing method of the fiberboard of the present invention according to
このようにして製造された繊維板によると、繊維板の表面に露出する光透過性合成樹脂部に入射した光が、繊維板内部において該合成樹脂部を透過し、繊維部に当たって反射した後に同じ合成樹脂部の表面から外に出るので、表面側から見たときに光って見える。また、表裏面に露出する合成樹脂部については、表面から入射した光が該合成樹脂部を透過して裏面側の露出部から出射するので、あたかもステンドグラスのように透いて透明に見え、従来にはない斬新な意匠性を発揮する。 According to the fiberboard manufactured in this manner, the light incident on the light-transmitting synthetic resin portion exposed on the surface of the fiberboard is the same after being transmitted through the synthetic resin portion inside the fiberboard and being reflected by the fiber portion. Since it goes out from the surface of the synthetic resin portion, it looks shining when viewed from the surface side. In addition, for the synthetic resin parts exposed on the front and back surfaces, light incident from the front surface is transmitted through the synthetic resin part and emitted from the exposed part on the back surface side, so that it looks transparent and transparent like a stained glass. Unprecedented innovative design.
請求項4にかかる本発明の繊維板の製造方法によれば、木質繊維と合成樹脂塊とを混合した後にマット状に成形し、これを熱圧するので、木質繊維同士が接着剤により圧着していく。一方、合成樹脂塊は圧力と共に熱を受けるので、熱により軟化しつつ圧縮され変形していく。これにより、合成樹脂塊の一部は繊維板の表面および/または裏面に露出し、場合によっては表裏両面に露出する。合成樹脂塊の残部は繊維板の表裏いずれにも露出せず、内部に埋没する。合成樹脂塊がどの面に露出するか、またその露出面積の大小などは、繊維マットに対する合成樹脂塊の位置、大きさ、熱圧時の温度、熱圧時間などの条件に左右される。また、軟化した合成樹脂は、それ自体の接着力によって、また木質繊維に付着する接着剤によって、木質繊維と接着一体化される。このようにして、光透過性合成樹脂によって光透過性を発揮する繊維板が製造される。 According to the method for manufacturing a fiberboard of the present invention according to claim 4, the wood fibers and the synthetic resin lump are mixed and then formed into a mat shape, and this is hot-pressed. Go. On the other hand, since the synthetic resin mass receives heat together with pressure, it is compressed and deformed while being softened by heat. Thereby, a part of synthetic resin lump is exposed on the front surface and / or back surface of the fiberboard, and in some cases, exposed on both front and back surfaces. The remainder of the synthetic resin mass is not exposed on either the front or back of the fiberboard, but is buried inside. The surface on which the synthetic resin lump is exposed and the size of the exposed area depend on conditions such as the position and size of the synthetic resin lump relative to the fiber mat, the temperature during hot pressing, and the hot pressing time. Further, the softened synthetic resin is bonded and integrated with the wood fiber by its own adhesive force or by an adhesive that adheres to the wood fiber. Thus, the fiber board which exhibits light transmittance is manufactured with a light-transmitting synthetic resin.
このようにして製造された繊維板によると、繊維板の表面に露出する光透過性合成樹脂部に入射した光が、繊維板内部において該合成樹脂部を透過し、繊維部に当たって反射した後に同じ合成樹脂部の表面から外に出るので、表面側から見たときに光って見える。裏面に露出する合成樹脂部についても裏面側から見たときに同様に光って見える。また、表裏面に露出する合成樹脂部については、表面から入射した光が該合成樹脂部を透過して裏面側の露出部から出射するので、あたかもステンドグラスのように透いて透明に見え、従来にはない斬新な意匠性を発揮する。 According to the fiberboard manufactured in this manner, the light incident on the light-transmitting synthetic resin portion exposed on the surface of the fiberboard is the same after being transmitted through the synthetic resin portion inside the fiberboard and being reflected by the fiber portion. Since it goes out from the surface of the synthetic resin portion, it looks shining when viewed from the surface side. The synthetic resin portion exposed on the back side also appears to shine similarly when viewed from the back side. In addition, for the synthetic resin parts exposed on the front and back surfaces, light incident from the front surface is transmitted through the synthetic resin part and emitted from the exposed part on the back surface side, so that it looks transparent and transparent like a stained glass. Unprecedented innovative design.
請求項5にかかる本発明の繊維板の製造方法によれば、熱圧されたままの繊維板の表面に形成される不要な凹凸や傷または合成樹脂の溶融層や浸透層などを削って除去するので、表面性が良好な繊維板を得ることができる。特に合成樹脂部の表層には、樹脂の溶融した層や浸透した層が形成されているので、これを削ることにより繊維部と合成樹脂部の模様が明確に表現された表面とすることができる。
According to the method for producing a fiberboard of the present invention according to
請求項6にかかる本発明の繊維板の製造方法によれば、表裏の繊維マット同士の間または繊維マット上に散在する合成樹脂塊として、光を透過する合成樹脂に代えて光を反射する合成樹脂の塊が用いられるので、光反射性を有する繊維板が製造される。
According to the manufacturing method of the fiberboard of the present invention according to
このようにして製造された繊維板によると、繊維板表面の光反射性合成樹脂露出部に入射した光が該合成樹脂内部で反射して再度該合成樹脂露出部から出射するので、繊維板の光反射性合成樹脂露出部が光って見え、従来にはない斬新な意匠性を発揮する。 According to the fiberboard manufactured in this way, light incident on the light-reflective synthetic resin exposed portion on the surface of the fiberboard is reflected inside the synthetic resin and is emitted again from the synthetic resin exposed portion. The exposed part of the light-reflective synthetic resin looks shining and exhibits a novel design that has never been seen before.
本発明により製造される繊維板は、上述のように、表面および/または裏面に光透過性または光反射性の合成樹脂が露出した部分が形成され、該露出部において光透過性または光反射性を発揮するので、従来にはない斬新な意匠性ないし表面模様を有するものとなり、繊維板の用途の幅を拡げることができる。 As described above, the fiberboard produced according to the present invention has a light-transmitting or light-reflecting synthetic resin exposed portion formed on the front surface and / or back surface, and the exposed portion is light-transmitting or light-reflecting. Therefore, it has a novel design or surface pattern that has never existed before, and the range of uses of the fiberboard can be expanded.
図1は、本発明による繊維板の製造方法を概略的に示す説明図であり、(a)は繊維マット1の断面図、(b)は繊維マット1の上に合成樹脂塊3を散在させた状態の断面図、(c)は(b)の合成樹脂塊3の上に繊維マット4を重ねた状態の断面図である。
1A and 1B are explanatory views schematically showing a fiberboard manufacturing method according to the present invention, in which FIG. 1A is a cross-sectional view of a fiber mat 1 and FIG. 1B is a diagram in which
先ず繊維板の原料となる木質繊維を加工する。木質繊維は、一般的な解繊方法により形成され、針葉樹および/または広葉樹材の一種または複数種よりなる木材チップを高温高圧蒸気で蒸煮して脱脂軟化処理した後、解繊することによって得られる。 First, the wood fiber used as the raw material of the fiberboard is processed. The wood fiber is formed by a general defibrating method, and is obtained by defibrating and softening wood chips made of one or more kinds of softwood and / or hardwood materials by steaming with high-temperature and high-pressure steam. .
次に、この木質繊維の表面に接着剤を付着させる。木質繊維に付着させる接着剤は、ホルムアルデヒドの発散が少ないものを用いることが好ましく、イソシアネート系接着剤、合成ゴム系接着剤などの熱硬化性接着剤を使用する。 Next, an adhesive is attached to the surface of the wood fiber. As the adhesive to be attached to the wood fiber, it is preferable to use an adhesive that emits less formaldehyde, and a thermosetting adhesive such as an isocyanate adhesive or a synthetic rubber adhesive is used.
さらに、接着剤を付着させた木質繊維をダクトを介して風送乾燥し、所定含水率に調整する。所定含水率に調整した木質繊維を風送搬送により搬送コンベヤ2上に散布し、繊維マット1を形成する(図1(a))。繊維マット1の厚さはたとえば100mmである。所定の厚さに形成した繊維マット1を次工程に搬送する。
Furthermore, the wood fiber to which the adhesive is attached is blown and dried through a duct to adjust to a predetermined moisture content. The wood fiber adjusted to a predetermined moisture content is sprinkled on the
次に、図1(b)に示すように、この繊維マット1の上に合成樹脂塊3を散在させる。合成樹脂塊3としては、たとえばPMMA(ポリメタクリル酸メチル)樹脂(アクリル樹脂)を使用し、その大きさは10〜30mm程度のものである。合成樹脂塊3を散在させた繊維マット1を次工程に搬送する。
Next, as shown in FIG. 1 (b), the
次に、図1(c)に示すように、合成樹脂塊3を散在させた繊維マット1の上に、さらに上記木質繊維と同じ木質繊維を散布し、もう一つの繊維マット4を形成する。繊維マット4の厚さは繊維マット1と同じく100mmとする。そして、合成樹脂塊3を挟んだ繊維マット1,4を熱圧プレスに搬送し、熱圧プレスの下側熱圧盤上5に載置する。
Next, as shown in FIG.1 (c), the same wood fiber as the said wood fiber is further sprayed on the fiber mat 1 in which the
図2は、図1(c)の合成樹脂塊3を繊維マット1,4間に挟んだものを熱圧した状態の断面図である。熱圧プレスの下側熱圧盤5上に載置された合成樹脂塊3を挟んだ繊維マット1,4は、矢印Aで示すように、上側熱圧盤6により圧縮され熱圧される。下側熱圧盤5および上側熱圧盤6の表面温度は185°Cに維持される。加圧の圧力は37.5kgf/cm2前後とし、熱圧時間は500秒とする。
FIG. 2 is a cross-sectional view of a state in which the
繊維マットを熱圧する際、下側熱圧盤5と上側熱圧盤6との間に、最終的に圧締により製造しようとする繊維板の厚さに相当する間隔保持ブロック7,7を少なくとも左右両側に置くと、間隔保持ブロック7,7がストッパーとなって、一定厚みの繊維板が形成されるので、好ましい実施形態である。たとえば、上下合せて200mmの繊維マットを熱圧して20mm厚の繊維板をプレス成形することができる。
When the fiber mat is hot pressed,
図1(c)に示すように、表裏の繊維マット1,4の間に合成樹脂塊3を散在させたものを熱圧することにより、合成樹脂塊3は、熱圧盤5,6と接触する繊維マット1,4を介して伝わる熱によって加熱されるので軟化して変形しながら、表裏いずれかの繊維マットまたはこれらの両方の内部に向けてめり込んでいく。このようにして、合成樹脂塊3の一部は表面に露出するもの(9a)となり、他の一部は裏面に露出するもの(9b)となり、他の一部は表裏両面に露出するもの(9c)となる。同時に、繊維マット1,4を形成する木質繊維の表面に付着している熱硬化性接着剤により繊維マット1,4が熱圧されることにより木質繊維同士が圧着して、これら繊維マット1,4が一体となった繊維部8を形成する。また、軟化した合成樹脂塊3はそれ自体の接着力に加えて木質繊維に付着する接着剤によっても木質繊維と強固に接着されるので、合成樹脂部9と繊維部8とが互いに強固に接着一体化されてなる繊維板が得られる。
As shown in FIG. 1 (c), the
このようにして製造された繊維板10の成形直後の状態が図3に示されており、表裏の繊維マット1,4が熱圧成形一体化されて繊維部8を形成するとともに、合成樹脂塊3が熱圧によって軟化変形しながら繊維部8にめり込んだ状態となって合成樹脂部9(9a,9b,9c)を形成している。合成樹脂部9aは繊維板10の表面側にのみ露出しており、合成樹脂部9bは繊維板10の裏面側にのみ露出しており、合成樹脂9cは繊維板10の表裏両面に露出している。
The state immediately after molding of the
合成樹脂部9が繊維板10の表面/裏面に露出した部分では、溶融した樹脂がその回りの繊維部8の表層に入り込んで樹脂溶融層11を形成しているので、表層部をサンダーやプレーナーなどにより薄く削って樹脂溶融層11を削除する。これにより繊維部8と合成樹脂部9との間の輪郭がはっきりし、明瞭な模様として現出される(図4、図5)。
In the portion where the synthetic resin portion 9 is exposed on the front surface / back surface of the
表層部除去後の繊維板10’は、木質繊維で形成された繊維部8と、この繊維部内に混在し光を透過する合成樹脂塊3で形成された合成樹脂部9とを有し、合成樹脂部9には、表面に露出する合成樹脂部9aと、裏面に露出する合成樹脂部9bと、繊維板を厚さ方向に貫通して表裏に露出する合成樹脂部9cとが混在している。
The
図4を参照して、合成樹脂塊3が光を透過する合成樹脂からなるものである場合、繊維板10’の表面に露出する合成樹脂部9aに矢印B方向から入射した光はその内部を透過し、繊維部8に当たって反射した後に矢印Cのように表面から外側に出るので矢印Cの延長線上からこの合成樹脂部9aを見ると光って見える。説明を省略するが、繊維板10’の裏面に露出する合成樹脂部9bについても、裏面側から見たときに同様の作用が発揮される。表裏に露出する合成樹脂部9cについては、表裏両面側から見たときに同様の作用が発揮されることに加えて、矢印D方向から光が入射すると、該入射光が合成樹脂部9cの内部を透過して裏面側から外に出ることになるので、裏面側から見たときにあたかもステンドグラスのように透いて見える。
Referring to FIG. 4, when the
合成樹脂塊3が光を反射する合成樹脂からなるものであるときは、各合成樹脂部9a,9b,9cに入射した光がこれら合成樹脂部の内部で乱反射した後に表面または裏面から外側に出ることになるので、表面または裏面から見たときに光って見えるという意匠的効果が得られる。
When the
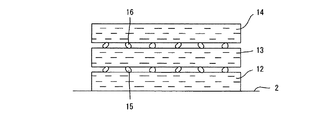
図6は、本発明の他の実施形態による繊維板の製造方法を示し、3枚の繊維マット12,13,14の間に合成樹脂塊15,16を二層に散在させた状態の断面図であり、図7は、これを熱圧した状態の断面図である。この実施形態による繊維板の製造方法は、前述の実施形態におけるとほぼ同様にして、接着剤を付着させた木質繊維をダクトを介して風送乾燥して所定含水率に調整し、この木質繊維を風送搬送により搬送コンベヤ2上に散布し、繊維マット12を形成する。繊維マット12の厚さはたとえば60〜70mmである。このような所定の厚さに形成した繊維マット12を次工程に搬送する。
FIG. 6 shows a method for manufacturing a fiberboard according to another embodiment of the present invention, and is a sectional view showing a state in which synthetic resin blocks 15 and 16 are scattered in two layers between three
次に、この繊維マット12の上に合成樹脂塊15を散在させる。合成樹脂塊15としては、たとえばPMMA(ポリメタクリル酸メチル)樹脂(アクリル樹脂)を使用し、その大きさは5〜20mm程度のものである。合成樹脂塊15を散在させた繊維マット12を次工程に搬送する。
Next, the
次に、合成樹脂塊15を散在させた繊維マット12の上に、さらに上記木質繊維と同じ木質繊維を散布し、繊維マット13を形成する。繊維マット13の厚さは、繊維マット12と同じく60〜70mmとする。
Next, on the
繊維マット12、合成樹脂塊15、繊維マット13を積層したものを次工程に搬送して、繊維マット13の上にさらに合成樹脂塊16を散在させる。この合成樹脂塊16の大きさは、下の位置に散在させた合成樹脂塊15と同じく5〜20mm程度とする。さらに、この上に木質繊維を散布して繊維マット14を形成する。繊維マット14の厚さは、繊維マット12,13と同じく60〜70mmとする。3層の繊維マット12,13,14の間に各々合成樹脂塊15,16を挟んだものを熱圧プレスに搬送する。
A laminate of the
次に、繊維マット12,13,14の間に合成樹脂塊15,16を挟んだものを熱圧プレスの下側熱圧盤5上に載置し、前記実施形態におけると同様にして熱圧して繊維板を製造する(図7)。
Next, the
この実施形態による繊維板の製造方法は、繊維マットを3層(12,13,14)に分け、各々の繊維マットを薄く形成するとともに、それらの間に挟む合成樹脂塊15,16の大きさも小さくすることにより、繊維板の表面に露出する合成樹脂部の分布を均一にすることができるという利点がある。なお、図6および図7におけるその他の構造、構成、作用は、図1〜5に示した前記実施形態におけると同様であるのでその説明を省略する。 In the fiberboard manufacturing method according to this embodiment, the fiber mat is divided into three layers (12, 13, 14), each fiber mat is formed thin, and the size of the synthetic resin blocks 15, 16 sandwiched between them is also large. By making it small, there exists an advantage that distribution of the synthetic resin part exposed to the surface of a fiber board can be made uniform. 6 and 7 are the same as those in the above-described embodiment shown in FIGS. 1 to 5, and a description thereof will be omitted.
図8は、本発明のさらに別の実施形態による繊維板の製造方法を示し、木質繊維と合成樹脂塊とを混合して成形したマット状混合物の断面図であり、図9はこれを熱圧した状態の断面図である。 FIG. 8 is a sectional view of a mat-like mixture formed by mixing wood fibers and a synthetic resin lump, showing a method for manufacturing a fiberboard according to still another embodiment of the present invention. It is sectional drawing of the state which carried out.
この実施形態による繊維板の製造方法は、前述の実施形態におけるとほぼ同様にして、接着剤を付着させた木質繊維をダクトを介して風送乾燥して所定含水率に調整し、この木質繊維を搬送コンベヤ上に散布するが、特徴的なことは、木質繊維17と共に合成樹脂塊18を散布して両者が混合したマット状混合物19を形成することである。マット状混合物19の厚さはたとえば200mmである。合成樹脂塊としては、たとえばPMMA(ポリメタクリル酸メチル)樹脂(アクリル樹脂)を使用し、その大きさは5〜20mm程度のものである。このようにして所定の厚さに形成したマット状混合物19を熱圧プレスに搬送する。
In the fiberboard manufacturing method according to this embodiment, the wood fiber to which the adhesive is attached is blown and dried through a duct to adjust to a predetermined moisture content in substantially the same manner as in the previous embodiment. Is sprayed on the conveyor, and it is characteristic that a
次に、マット状混合物19を熱圧プレスの下側熱圧盤5上に載置する。そして、前述の実施形態におけると同様にして、熱圧することにより繊維板を製造する(図9)。
Next, the mat-
この実施形態による繊維板の製造方法では、木質繊維17と合成樹脂塊18とを混合して形成したマット状混合物19を熱圧成形するので、合成樹脂塊18が有する光透過性または光反射性を備え、ランダムな表面模様を有する繊維板が得られる。この実施形態におけるその他の構造、構成および作用は既述の実施形態におけると同様であるのでその説明を省略する。
In the fiberboard manufacturing method according to this embodiment, the mat-
1 繊維マット
2 搬送コンベヤ
3 合成樹脂塊
4 繊維マット
5 下側熱圧盤
6 上側熱圧盤
7 間隔保持ブロック
8 繊維部
9 合成樹脂部
10 熱圧成形直後の繊維板
10’ 表層部削除後の繊維板
11 樹脂溶融層
12,13,14 繊維マット
15,16 合成樹脂塊
17 木質繊維
18 合成樹脂塊
19 マット状混合物
DESCRIPTION OF SYMBOLS 1
10 '
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105829A JP4319080B2 (en) | 2004-03-31 | 2004-03-31 | Manufacturing method of fiberboard |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105829A JP4319080B2 (en) | 2004-03-31 | 2004-03-31 | Manufacturing method of fiberboard |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005288832A JP2005288832A (en) | 2005-10-20 |
| JP2005288832A5 JP2005288832A5 (en) | 2007-01-18 |
| JP4319080B2 true JP4319080B2 (en) | 2009-08-26 |
Family
ID=35322333
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004105829A Expired - Lifetime JP4319080B2 (en) | 2004-03-31 | 2004-03-31 | Manufacturing method of fiberboard |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4319080B2 (en) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3055974B2 (en) * | 1991-07-23 | 2000-06-26 | 大倉工業株式会社 | Manufacturing method of cosmetic particle board |
| JPH11320519A (en) * | 1998-05-18 | 1999-11-24 | Araco Corp | Manufacture of woody fiber sheet with grain pattern |
| JP3608457B2 (en) * | 1999-12-14 | 2005-01-12 | トヨタ自動車株式会社 | Wood-like molded body |
| JP4132551B2 (en) * | 2000-03-07 | 2008-08-13 | ニチハ株式会社 | Method for producing a wooden molded body |
| JP2001260108A (en) * | 2000-03-17 | 2001-09-25 | Dantani Plywood Co Ltd | Composite board of wood and plastic, and its manufacturing method |
-
2004
- 2004-03-31 JP JP2004105829A patent/JP4319080B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005288832A (en) | 2005-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7866119B2 (en) | Method of making a multi-ply door core, multi-ply door core, and door manufactured therewith | |
| JP2017502850A (en) | Core layer with wood elements, in particular wood elements with a wavy structure | |
| JP2733641B2 (en) | Architectural board | |
| JP2017512682A (en) | Method for producing corrugated wooden member, corrugated wooden member and use thereof | |
| RU2007113189A (en) | METHODS FOR MANUFACTURING LAMINATED PRODUCTS | |
| JP4319080B2 (en) | Manufacturing method of fiberboard | |
| US3001902A (en) | Lignocellulosic tile and method for its manufacture | |
| CA2615739C (en) | Decorative wood material sheet and method for production thereof | |
| JP2000136579A (en) | Panel and manufacture thereof | |
| JP2008173809A (en) | Manufacturing method for woody composite building panel and woody composite building panel | |
| JP4937830B2 (en) | Decorative plate manufacturing method | |
| RU2190521C2 (en) | Method for manufacture of plate products provided with relief pattern | |
| JPH0675743U (en) | Laminate | |
| JPH08239944A (en) | Panel for architecture | |
| JP5770418B2 (en) | Veneer | |
| JP4851783B2 (en) | Veneer | |
| JPH0439035A (en) | Composite plate and its manufacture | |
| US3681165A (en) | Method of making a three-dimensional multilayer panel | |
| JPH0425403A (en) | Composite board and its manufacture | |
| JP2024072076A (en) | Wood flooring, manufacturing method for wood flooring, and wood board-shaped member | |
| JP2014113825A (en) | Decorative sheet and method for producing decorative sheet | |
| KR20060008265A (en) | A manufacturing method of plywood for pattern wood | |
| JPH11241491A (en) | Soundproof floor material and manufacture of cushioning material for soundproof floor material | |
| JPH10286808A (en) | Woody molded board | |
| JPH10244516A (en) | Composite board |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061128 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090113 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090428 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090527 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120605 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4319080 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130605 Year of fee payment: 4 |