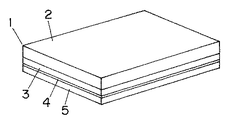
以下、図面を参照して、本発明の実施の形態及び参考例について説明をする。図2、図3はプリント配線板製造用シート材1を示しており、プリント配線板の製造工程によって使い分けられるものである。
図2に示すプリント配線板製造用シート材1は、キャリアフィルムとして、耐熱性支持フィルムが最外層に設けられており、このキャリアフィルムによって支持体層2が形成されている。耐熱性支持フィルムとしては、後工程での加熱加圧工程において、フィルムが分解、劣化、溶融等の化学的変化や機械的変化を引き起こさない程度の耐熱性を有し、また金属層3,5、受動部品形成層4にクラックや、割れなどを生じさせないように、金属層3,5、受動部品形成層4に機械特性のサポートを行うものがある。このような耐熱性支持フィルムとしては、ポリエチレンテレフタレート等のポリエステル系樹脂フィルム、ポリフェニレンサルファイドフィルム、ポリイミドフィルム、更にはフッ素系樹脂フィルム等、あるいはアルミニウム箔、ニッケル箔、銅箔等の金属製フィルムを挙げることができる。
この支持体層2には、一面側に、金属層3、受動部品形成層4、金属層5が順次積層成形されている。また図3に示すプリント配線板製造用シート材1は、上記の同様の支持体層2の一面側に、金属層3、受動部品形成層4が順次積層成形されている。
金属層3,5は、プリント配線板製造工程において、回路部品を構成したり、電極や回路部として形成されたりするものであり、そのため電気伝導性の良好な素材にて形成することが好ましく、特に鉄、銅、アルミニウム、ニッケル、チタン、あるいはその合金などで形成することが、性能やコストの面で好ましい。しかしながらこれらの素材に限定されるものではなく、金、銀、パラジウム、白金、モリブデン、タングステン等との複合化された導体などでもよい。この金属層3,5の形成にあたっては、めっき法や蒸着法により析出させることができる。また、金属箔を出発素材として、この金属箔を積層成形したものであっても良い。
受動部品形成層4は、このプリント配線板製造用シート材1にて形成する回路部品に応じて、高誘電率材料4a、高透磁率材料4b又は抵抗体材料4cから形成される。コンデンサを形成するためには高誘電率材料4aを適用し、インダクタや電波吸収部品層を形成するためには高透磁率材料4bを適用し、また抵抗を形成するためには抵抗体材料4cを適用する。この受動部品形成層4の厚みは、0.05μmから500μmの範囲とすることが好ましい。この厚みが0.05μmに満たないと、コンデンサを形成する場合のように受動部品形成層4の両面間に電気的絶縁性が要求される場合に、絶縁性を充分に確保することが困難となり、また0.05μmに満たない範囲で寸法精度を保つことは困難であって、回路部品に所望の性能を付与することが困難となる。逆に厚みが500μmを超えると、プリント配線板の絶縁層中への受動部品形成層4の埋め込み性が低下して、プリント配線板へこの受動部品形成層4を内層化させることが困難となる。
まず、受動部品形成層4が高誘電率材料4aにて形成された、コンデンサを形成するためのプリント配線板製造用シート材1について説明する。
受動部品形成層4は、高誘電率フィラーを充填・分散させた樹脂をシート状に硬化成形することによりBステージ状態又はCステージ状態のシート状の層として形成することができる。樹脂としては、エポキシ樹脂やフェノール樹脂等の、一般的にプリント配線板の絶縁層形成に適用されるものを用いることができる。高誘電率フィラーとしては、酸化チタン、チタン酸バリウム系セラミック、チタン酸ジルコン酸系セラミック、チタン酸ストロンチウム系セラミック等を用いることができ、その粒子形状は球状のものであっても、針状のものであっても良い。
また、ゾルゲル法によって酸化チタン、酸化ジルコニウム、チタン酸バリウム等の無機化合物を層状に析出させて受動部品形成層4を形成することもできる。また、受動部品形成層4を、溶射法、化学気相蒸着法(CVD法)、物理蒸着法(PVD法)、あるいはイオンプレーティング法によって、チタン酸バリウム、チタン酸ストロンチウム、チタン酸ジルコン酸等の無機化合物の層を成膜することにより形成することもでき、これらの手法を組み合わせて形成することもできる。このようにして、受動部品形成層4を無機化合物のみの層にて形成すると、樹脂中に高誘電率フィラーを分散させた場合よりも受動部品形成層4の更なる高誘電率化が可能となる。ここで、CVD法、PVD法、スパッタ等にて受動部品形成層4を形成すると、誘電率を特に向上することができるが、これは、結晶化や結晶粒の成長、配向化が促進されるためであると考えられる。
高誘電率フィラーを充填・分散させた樹脂にて受動部品形成層4を形成する場合は、比誘電率は2〜200の範囲で調整することができ、一方、受動部品形成層4を溶射法、化学気相蒸着法(CVD法)、物理蒸着法(PVD法)、あるいはイオンプレーティング法にて形成する場合は、比誘電率を50000程度までの範囲で調整することができる。ここで、コンデンサとして充分な機能を発揮させるためには、比誘電率が10以上であることが好ましく、また上記のように実際上の上限は50000となるため、受動部品形成層4の比誘電率は、好ましくは10〜50000の範囲で調整される。
またコンデンサに充分な静電容量を付与するためには、受動部品形成層4の厚みを薄く形成することが好ましい。特に好ましくは受動部品形成層4の厚みを0.05〜50μmの範囲に形成するものである。この厚みが0.05μmに満たないと受動部品形成層4の両面間の電気的絶縁性を確保することが困難となり、逆に50μmを超えるとコンデンサの静電容量が低下して充分な性能を得ることが困難となる。
また、高誘電率フィラーを充填・分散させた樹脂を用いて受動部品形成層4を形成するにあたり、受動部品形成層4の比誘電率を10〜200、厚みを1〜50μmの範囲に形成すると、安価で金属層3,5との密着性の良い、高誘電率を有する受動部品形成層4を形成することができるものである。ここで受動部品形成層4の厚みが1μmに満たないと受動部品形成層4を形成するにあたって正確な精度を得ることが困難であり、また50μmを超える場合においてはコンデンサの静電容量が低下して充分な性能を得ることが困難となる。
また、CVD法又はPVD法にて受動部品形成層4を形成するにあたっては、受動部品形成層4の厚みを0.05〜1μmの範囲に形成することが好ましく、この厚みが0.05μmに満たないと絶縁性が低下するおそれがあり、1μmを超えると成膜に時間がかかることから生産性や製造コストの面で問題となるものである。
図4,5に、プリント配線板製造用シート材1を用いてプリント配線板にコンデンサを内蔵する工程を示す。
図4の例では、プリント配線板製造用シート材1は図2に示すように、支持体層2、一層目の金属層3、受動部品形成層4、二層目の金属層5が順に積層された構成となっている。受動部品形成層4は高誘電率材料4aにて形成されている。
プリント配線板製造用シート材1は、まず図4(b)に示すように、二層目の金属層5にエッチング処理を施すことによりその一部が除去されて、所望の形状の電極(以下、「内側電極6」という。)が形成される。二層目の金属層5へエッチング処理を施すにあたっての処理方法は、金属の種類によっても異なるが、銅やニッケルにてこの二層目の金属層5を形成している場合は、一般的にプリント配線板の製造に用いられるエッチング液による処理を行うことができる。例えば塩化第二銅水溶液を用いるものである。ここで、二層目の金属層5へエッチング処理を施している間は、一層目の金属層3は支持体層2にて保護され、二層目の金属層5にのみエッチング処理を施すことが可能となる。このことから、後述するように、受動部品形成層4から形成される誘電体層17は変形や割れが生じにくくなっている。
この状態で、内側電極6が形成された面を、プリプレグ等にて形成された半硬化状態の絶縁樹脂層7の一面と対向させて重ね合わせた後、加熱加圧成形して積層一体化するものであり、このとき一面側から他面側に向けて、支持体層2、一層目の金属層3、受動部品形成層4、内側電極6、絶縁樹脂層7の順に積層している構成となっている。このとき、受動部品形成層4は、誘電体層17として形成される。ここで、絶縁樹脂層7の他面には、金属の導体層8が形成されており、この導体層8は予め絶縁樹脂層7と一体化させていても良く、絶縁樹脂層7と内側電極6等とを積層一体化する際に同時に絶縁樹脂層7に対して積層一体化しても良い。そして積層一体化後、図4(c)に示すように、支持体層2を金属層3から剥離するものである。
ここで、図4において絶縁樹脂層7の他面に金属導体層8の代わりにプリント配線板製造用シート材1を積層することにより、絶縁樹脂層7の両側の面に誘電体層17を形成させるようにしても良い。
上記のような図4(a)〜(c)の成形工程においては、内側電極6と絶縁樹脂層7とが積層一体化される際に、まず半硬化状態の絶縁樹脂層7が内側電極6の形状に沿って変形して、この状態で絶縁樹脂層7が硬化する。このとき内側電極6、誘電体層17、一層目の金属層3の形状は支持体層2によって支持されていると共に金属層3は支持体層2の存在により二層目の金属層5のエッチング処理時においてパターニングされていないことから、変形や割れが生じにくくなっている。そのため、誘電体層17の薄いものにおいても信頼性の高いコンデンサを歩留まり良く内蔵できることとなる。
また、このように支持体層2によって支持されて内側電極6、誘電体層17、一層目の金属層3が順に積層成形されたシート材を用いて、絶縁樹脂層7と積層一体化してプリント配線板が作製されるため、受動部品となる誘電体層17の寸法、形状が、絶縁樹脂層7と積層一体化される前の状態のまま維持されて、設計通りに精度良く形成され、凹凸のないコプラナリティーの良い状態となるものである。
ここで、図示の例では絶縁樹脂層7と導体層8とが一層のみ形成されている構成において絶縁樹脂層7に内側電極6、誘電体層17、一層目の金属層3を積層しているが、多層プリント配線板の表面に形成されている絶縁樹脂層7に対して内側電極6、誘電体層17、一層目の金属層3を積層して更に多層のプリント配線板を作製する場合においても、同様の効果が得られる。
この状態で一層目の金属層3に、二層目の金属層5の場合と同様のエッチング処理を施すことで、図4(d)、図4(e)、図4(f)に例示するように、所望の形状の電極(以下、「外側電極9」という。)と、電送用の回路10とを形成する。外側電極9は内側電極6と、誘電体層17を介して対向するように形成される。この外側電極9、内側電極6及びこの電極6,9間に配置されている誘電体層17によって、コンデンサが構成されるものであり、このようにしてコンデンサがプリント配線板に内蔵されるものである。
図4(d)に示す例においては、外側電極9は電送用の回路10を兼ねる。一方、内側電極6への導通は、内側電極6と、電送用の回路10とをスルーホールやバイアホール(インナーバイアホール)等にて接続することにより確保される。すなわち、図4(d)の図示の例では、内側電極6の一部は外側電極9よりも外方に突出するように形成されており、この突出する内側電極6の一部が、電送用の回路10の一部と、誘電体層17を介して対向するように配置される。この内側電極6と電送用の回路10とが対向する部分において、内側電極6と電送用の回路10とを接続する非貫通孔を形成すると共にその非貫通孔の内面にめっき層を形成することにより、バイアホール11aが形成されている。
また、図4(e)や図4(f)においては、バイアホールやスルーホールを形成せずに、二つの外側電極9間にコンデンサを形成することができるパターンの例を示している。この図4(e)及び図4(f)では、一つの内側電極6が二つの外側電極9と対向するように形成されている。図4(e)に示す例では、内側電極6は二つの外側電極9とこの二つの外側電極9,9の間の領域とを併せた領域の形状と略同一形状に形成されており、この領域と合致する位置に形成されている。一方、図4(f)に示す例では、内側電極6は二つの外側電極9とこの二つの外側電極9,9の間の領域とを併せた領域の形状よりも大きい形状に形成されており、この領域よりも外側に突出するように形成されている。このような図4(e)及び図4(f)に示す例では、コンデンサを等価的に直列に形成したものであり、二つの外側電極9,9間に二つのコンデンサが直列に形成されている。
この場合、単位面積当たりの静電容量は図4(d)に示す場合よりも1/4以下に低下するが、層間の導通を確保するためのバイアホール11aやスルーホールを形成する必要がなく、バイアホール11aやスルーホールの導通信頼性を問題にする必要がなくなるものである。
コンデンサの性能は、内側電極6、外側電極9及び誘電体層17の寸法及び形状によって決定されるが、既述のように内側電極6、外側電極9及び誘電体層17が、寸法・形状が精度良く形成されることとなり、支持体層2があることから誘電体層17を薄型化してコンデンサを高容量化しても割れや変形などが生じず所望の寸法・形状が維持された誘電体層17を形成することができる。従って、プリント配線板にコンデンサを容易に内蔵すると共に、このコンデンサの高容量化と高精度化を達成することができる。
またコンデンサの静電容量の微調整(トリミング)を行うにあたっては、必要であれば外側電極9を一部除去することにより調整することができる。
一方、図5に示す例では、図4(a)(b)と同様にして二層目の金属層5にエッチング処理を施すことにより内側電極6を形成した後(図5(a)、(b))、図5(c)に示すように、内側電極6が形成されていない箇所の受動部品形成層4をエッチング除去し、内側電極6が形成されている部分に残存する受動部品形成層4を誘電体層17として形成するものである。
受動部品形成層4の部分エッチング方法としては、不活性ガスのイオン源を照射して物理的除去を行うイオンエッチングや反応性イオンエッチング等のドライエッチングを適用したり、あるいはレーザ照射による除去などの物理的エッチングを適用したりすることができる。
また受動部品形成層4が樹脂から構成されている場合は、デスミア処理と同様に、濃硫酸溶液やクロム酸溶液等のデスミア液にて受動部品形成層4を処理することにより、受動部品形成層4の一部を除去することができる。更に、受動部品形成層4を光崩壊性の樹脂にて構成する場合は、受動部品形成層4に光(紫外線)を照射し、その後、感光部分を現像液にて処理することにより、受動部品形成層4の一部が除去される。ここで光崩壊性の樹脂とは、ポジ型レジスト等のような、感光することによってアルカリ溶液等の現像液にて現像除去することが可能となる感光性樹脂等を用いるものであり、ノボラック樹脂等のポリマーにナフトキノンジアジド化合物等の増感剤を添加したもの等を用いることができる。これらの方法にて受動部品形成層4の一部を除去するにあたり、内側電極6がマスクとなって、内側電極6が形成されていない部分において受動部品形成層4が除去される。
この状態で、内側電極6が形成された面を、プリプレグ等にて形成された半硬化状態の絶縁樹脂層7の一面と対向させて重ね合わせた後、加熱加圧成形して積層一体化するものであり、このとき一面側から他面側に向けて支持体層2,一層目の金属層3、誘電体層17、内側電極6、絶縁樹脂層7の順に積層した構成となる。ここで、絶縁樹脂層7の他面には、金属の導体層8が形成されており、この導体層8は予め絶縁樹脂層7と一体化させていても良く、絶縁樹脂層7と内側電極6等とを積層一体化する際に同時に絶縁樹脂層7に対して積層一体化しても良い。そして積層一体化後、図5(d)に示すように、支持体層2を金属層3から剥離する。
また、図5において絶縁樹脂層7の他面に金属導体層8の代わりにプリント配線板製造用シート材1を積層することにより、絶縁樹脂層7の両側の面に誘電体層17を形成させるようにしても良い。
上記のような図5(a)〜(d)の成形工程においては、内側電極6と絶縁樹脂層7とが積層一体化される際に、まず半硬化状態の絶縁樹脂層7が内側電極6及び誘電体層17の形状に沿って変形し、この状態で絶縁樹脂層7が硬化する。このとき内側電極6、誘電体層17、一層目の金属層3の形状は、支持体層2によって支持されていると共に金属層3が支持体層2の存在により二層目の金属層5のエッチング処理時にパターニングされていないことから、変形や割れが生じにくくなっている。そのため、誘電体層17の薄いものにおいても信頼性の高いコンデンサを歩留まり良く内蔵することができる。
また、このように支持体層2によって支持されて内側電極6、誘電体層17、一層目の金属層3が順に積層成形されたシート材を用いて、絶縁樹脂層7と積層一体化してプリント配線板が作製されるため、受動部品となる誘電体層17の寸法、形状が、絶縁樹脂層7と積層一体化される前の状態のまま維持されて、設計通りに精度良く形成され、凹凸のないコプラナリティーの良い状態となる。
ここで、図示の例では絶縁樹脂層7と導体層8とが一層のみ形成されている構成において絶縁樹脂層7に内側電極6、誘電体層17、一層目の金属層3を積層しているが、多層プリント配線板の表面に形成されている絶縁樹脂層7に対して内側電極6、誘電体層17、一層目の金属層3を積層して更に多層のプリント配線板を作製する場合においても、同様の効果が得られる。
この状態で一層目の金属層3に、二層目の金属層5の場合と同様のエッチング処理を施すことで、図5(e)、図5(f)、図5(g)に例示するように、所望の形状の外側電極9と、電送用の回路10とを形成する。外側電極9は内側電極6と、誘電体層17を介して対向するように形成される。この外側電極9、内側電極6及びこの電極6,9間に配置されている誘電体層17によって、コンデンサが構成されるものであり、このようにしてコンデンサがプリント配線板に内蔵されるものである。
図5(e)に示す例においては、外側電極9は電送用の回路10を兼ねる。一方、内側電極6への導通は、内側電極6と、電送用の回路10とをスルーホールやバイアホール(インナーバイアホール)等にて接続することにより確保される。すなわち、図5(e)に示す例では、内側電極6の一部は外側電極9よりも外方に突出するように形成されており、この突出する内側電極6の一部が、電送用の回路10の一部と、誘電体層17を介して対向するように配置される。この内側電極6と電送用の回路10とが対向する部分において、内側電極6と電送用の回路10とを接続する非貫通孔を形成すると共にその非貫通孔の内面にめっき層を形成することにより、バイアホール11aが形成されている。
また、図5(f)や図5(g)においては、バイアホールやスルーホールを形成せずに、二つの外側電極9間にコンデンサを形成することができるパターンの例を示している。この図5(f)及び図5(g)では、一つの内側電極6が二つの外側電極9と対向するように形成されている。図5(f)に示す例では、内側電極6は二つの外側電極9とこの二つの外側電極9,9の間の領域とを併せた領域の形状と略同一形状に形成されており、この領域と合致する位置に形成されている。一方、図5(g)に示す例では、内側電極6は二つの外側電極9とこの二つの外側電極9,9の間の領域とを併せた領域の形状よりも大きい形状に形成されており、この領域よりも外側に突出するように形成されている。このような図5(f)及び図5(g)に示す例では、コンデンサを等価的に直列に形成したものであり、二つの外側電極9,9間に二つのコンデンサが直列に形成されている。
この場合、単位面積当たりの静電容量は図5(e)に示す場合よりも1/4以下に低下するが、層間の導通を確保するためのバイアホール11aやスルーホールを形成する必要がなく、バイアホール11aやスルーホールの導通信頼性を問題にする必要がなくなるものである。
このようにしてコンデンサをプリント配線板に内蔵させるようにすると、受動部品形成層4から形成される複数の誘電体層17を、プリント配線板内に部分的に内蔵化させて、プリント配線板に複数のコンデンサを内蔵化させることができ、パターン設計の自由度を向上することができる。すなわち、複数のコンデンサを設ける場合、従来のように基板上に多数の端子を形成すると共にこの各端子にチップコンデンサをそれぞれ接続していると、チップコンデンサを配置するための領域を確保する必要があり、また基板における回路の引き回しも煩雑となってしまう。また、バイパスコンデンサによるノイズ除去効率を向上するためには、コンデンサに接続される配線の長さを短くする必要があるが、チップコンデンサを用いている場合は配線を短くすることは困難である。それに対して本方法では、プリント配線板内に複数のコンデンサを内蔵化させることができ、しかもこのときコンデンサを配置する領域を特に設定する必要がなく、また回路の引き回しも容易に設計することができ、更にコンデンサに接続される配線を短く形成して、バイパスコンデンサとして用いた場合のノイズ除去効率を向上することができるものである。
また、図4、図5において形成されたプリント配線板をコア基板として用い、ビルドアップ法やプレス法等の従来のプリント配線板の多層化方法により多層化することにより、コンデンサが内蔵された多層プリント配線板を得ることができるものであり、コンデンサを内蔵したプリント配線板の形態は、図4、図5に示すような単独基板に限定されない。
次に、受動部品形成層4が高透磁率材料4bにて形成された、インダクタや電波吸収部品層を形成するためのプリント配線板製造用シート材1について説明する。
高透磁率材料4bからなる受動部品形成層4は、Ni−Zn系フェライトやMn−Zn系フェライト、Cu−Zn−Mg系フェライト、Mn−Mg−Al系フェライト等の高透磁率材料4bを蒸着等の方法により析出させることにより形成することができる。
またNi−Zn系フェライトやMn−Zn系フェライト、Cu−Zn−Mg系フェライト、Mn−Mg−Al系フェライト等の無機質固体のセラミック焼結体を用いることもできる。
また、これらの物質の粉体を充填・分散させた樹脂をシート状に硬化成形することにより受動部品形成層4を形成することができ、このとき樹脂としては、エポキシ樹脂やフェノール樹脂等の、一般的にプリント配線板の絶縁層形成に適用されるものを用いることができ、またポリエーテルスルフォン、ポリエーテルイミド、液晶ポリマー、ナイロン(ポリアミド)、ポリフェニレンサルファイド等の電子部品用途の高いガラス転移温度を有する熱可塑性樹脂なども適用される。
図6,1に、プリント配線板製造用シート材1を用いてプリント配線板にインダクタを内蔵する工程を示す。
図6の例では、プリント配線板製造用シート材1は図3に示すように、支持体層2、金属層3、受動部品形成層4の順に積層した構成となっている。受動部品形成層4は高透磁率材料4bにて形成されている。プリント配線板製造用シート材1は、まず受動部品形成層4の一部がエッチング除去されて、所望の形状にパターニングされた高透磁率層14が形成される。
受動部品形成層4の部分エッチング方法としては、コンデンサを形成する場合と同様に、イオンエッチング、レーザ照射等の物理的エッチング等を適用することができる。
また受動部品形成層4を樹脂にて形成する場合も同様にイオンエッチング、レーザ照射等の物理的エッチング等を適用することができ、また除去すべき部分に硫酸溶液やクロム酸溶液等のデスミア液による処理を施すことによりエッチングを行うこともできる。あるいは、受動部品形成層4を光崩壊性の樹脂にて構成して、受動部品形成層4上の除去すべき部分に光を照射することによりエッチングを行うこともできるものである。
この高透磁率層14には、スルーホールやバイアホール(インナーバイアホール)を形成するための通孔12が形成されている。尚、必要がなければ、受動部品形成層4にはパターニングを施さずに、プリント配線板製造用シート材1に形成されている受動部品形成層4をそのまま高透磁率層14として構成することにより高透磁率層14をプリント配線板の全面に亘って形成しても良く、また通孔12もスルーホールやバイアホール等による回路の引き回しが必要な場合にのみ形成すれば良い。このようなパターニングは、高透磁率層14を形成する場合における一例を示すものであり、多層プリント配線板中に内蔵された高透磁率層14上に導体のパターンニングを形成してインダクタを構成する場合に適用される。
このようにして高透磁率層14が形成された後、高透磁率層14が形成された面を、プリプレグ等にて形成された半硬化状態の絶縁樹脂層7の一面と対向させて重ね合わせた後、加熱加圧成形して積層一体化するものであり、このとき支持体層2、金属層3、高透磁率層14、絶縁樹脂層7の順に積層した構成となっている。ここで、絶縁樹脂層7の他面には金属の導体層8が形成されており、この導体層8は予め絶縁樹脂層7と一体化させていても良く、絶縁樹脂層7と高透磁率層14等とを積層一体化する際に同時に絶縁樹脂層7に対して積層一体化しても良い。そして積層一体化後、支持体層2を金属層3から剥離する。
また、図6において、絶縁樹脂層7の他面に、金属導体層8の代わりにプリント配線板製造用シート材1を積層しても良く、この場合、絶縁樹脂層7の両側の面に高透磁率層14を形成することができる。
上記のような成形工程においては、高透磁率層14と絶縁樹脂層7とが積層一体化される際に、まず半硬化状態の絶縁樹脂層7が高透磁率層14の形状に沿って変形し、この状態で絶縁樹脂層7が硬化する。このとき高透磁率層14、金属層3の形状は支持体層2によって支持されているので変形や割れが生じにくくなっていることから、高透磁率層14の薄いものにおいても信頼性の高いインダクタを歩留まり良く内蔵することができるものである。
また、このように支持体層2によって支持されて高透磁率層14、一層目の金属層3が順に積層成形されたシート材を用いて、絶縁樹脂層7と積層一体化してプリント配線板が作製されるため、受動部品となる高透磁率層14の寸法、形状が、絶縁樹脂層7と積層一体化される前の状態のまま維持されて、設計通りに精度良く形成されるものである。
ここで、図示の例では絶縁樹脂層7と導体層8とが一層のみ形成されている構成において絶縁樹脂層7に高透磁率層14、一層目の金属層3を積層しているが、多層プリント配線板の表面に形成されている絶縁樹脂層7に対して高透磁率層14、一層目の金属層3を積層して更に多層のプリント配線板を作製する場合においても、同様の効果が得られる。
この状態で金属層3にエッチング処理を施すことにより、所望の形状のインダクタパターン13を形成する。図示の例ではインダクタパターン13を渦巻き状(平面コイル状)に形成しているが、所望のインダクタとしての機能を奏するならばそのパターン形状は特に限定されない。またスルーホールやバイアホール等は必要に応じて形成されるものであり、その有無は限定されない。
図示の例では、渦巻き状のインダクタパターン13の中心は高透磁率層14の通孔12と合致する位置に形成されている。そしてこの通孔12が形成されている位置において、インダクタパターン13と導体層8とを接続する貫通孔を形成すると共にこの貫通孔の内面にめっき処理を施して、スルーホール11bを形成する。また導体層8にはエッチング処理等による回路形成を施して、回路15として形成する。このようにして、インダクタパターン13が、インダクタパターン13とは別の層に形成されている回路15と導通されている。
図1に示す例では、プリント配線板製造用シート材1は図2に示すように、支持体層2、一層目の金属層3、受動部品形成層4、二層目の金属層5が順次積層成形された構成となっている。受動部品形成層4は高透磁率材料4bにて形成されている。プリント配線板製造用シート材1は、まず二層目の金属層5にエッチング処理が施されて、平行並列な複数条の内面側ラインパターン13bが形成される。このとき、図4に示す場合と同様に、一層目の金属層3は支持体層2によって保護される。更に受動部品形成層4の一部が、図6に示すものの場合と同様の手法にてエッチング除去されて、所望の形状にパターニングされた高透磁率層14が形成される。このとき受動部品形成層4は、内面側ラインパターン13bが形成されていない箇所がエッチング除去されるものであるが、必要がなければ受動部品形成層4にはパターニングを施さずに、プリント配線板製造用シート材1に形成されている受動部品形成層4をそのまま高透磁率層14として構成することにより高透磁率層14をプリント配線板の全面に亘って形成しても良い。
このようにして内面側ラインパターン13b及び高透磁率層14が形成された後、高透磁率層14及び内面側ラインパターン13bが形成された面を、プリプレグ等にて形成された半硬化状態の絶縁樹脂層7の一面と対向させて重ね合わせた後、加熱加圧成形して積層一体化するものであり、このとき一面側から他面側に向けて支持体層2、金属層3、高透磁率層14、内面側ラインパターン13b、絶縁樹脂層7の順に積層した構成となる。ここで、絶縁樹脂層7の他面には、金属の導体層8が形成されており、この導体層8は予め絶縁樹脂層7と一体化させていても良く、絶縁樹脂層7と高透磁率層14等とを積層一体化する際に同時に絶縁樹脂層7に対して積層一体化しても良い。そして積層一体化後、支持体層2を金属層3から剥離する。
また、図1において、絶縁樹脂層7の他面に金属の導体層8の代わりにプリント配線板製造用シート材1を積層しても良く、この場合、絶縁樹脂層7の両側の面に高透磁率層14を形成することができる。
上記のような成形工程においては、高透磁率層14及び内面側ラインパターン13bと絶縁樹脂層7とが積層一体化される際に、まず半硬化状態の絶縁樹脂層7が内面側ラインパターン13b及び高透磁率層14の形状に沿って変形し、この状態で絶縁樹脂層7が硬化する。このとき内面側ラインパターン13b、高透磁率層14、一層目の金属層3の形状は支持体層2によって支持されて変形や割れが生じにくくなっている。
また、このように支持体層2によって支持されて内面側ラインパターン13b、高透磁率層14、一層目の金属層3が順に積層成形されたシート材を用いて、絶縁樹脂層7と積層一体化してプリント配線板が作製されるため、受動部品となる高透磁率層14の寸法、形状が、絶縁樹脂層7と積層一体化される前の状態のまま維持されて、設計通りに精度良く形成されるものである。
ここで、図示の例では絶縁樹脂層7と導体層8とが一層のみ形成されている構成において絶縁樹脂層7に内面側ラインパターン13b、高透磁率層14、一層目の金属層3を積層しているが、多層プリント配線板の表面に形成されている絶縁樹脂層7に対して内面側ラインパターン13b、高透磁率層14、一層目の金属層3を積層して更に多層のプリント配線板を作製する場合においても、同様の効果が得られる。
そして、一層目の金属層3にエッチング処理を施して、平行並列な複数条の外面側ラインパターン13aを形成する。外面側ラインパターン13aは内面側ラインパターン13bの、高透磁率層14を介した反対側に形成されるものである。また複数条の外面側ラインパターン13aのうち、両端に配置されている各外面側ラインパターン13aには、電送用の端子回路13dが、図示の例では形成されている。
更に、内面側ラインパターン13bの先端部と、外面側ラインパターン13aの先端部の間は、側部ラインパターン13cにて接続されている。側部ラインパターン13cは高透磁率層14の端縁に沿って形成されるものであり、外面側ラインパターン13aと側部ラインパターン13cを接続するスルーホールやバイアホール(インナーバイアホール)等によって構成される。すなわち、複数条の各外面側ラインパターン13aの両端部分において、一つの外面側ラインパターン13aの先端部分と一つの内面側ラインパターン13bの先端部分とを接続する貫通孔又は非貫通孔を高透磁率層14の端縁に沿って形成し、この貫通孔又は非貫通孔の内面にめっき処理や導電性ペーストの穴埋め印刷等を施して側部ラインパターン13cを構成するものである。このとき、互いに導通された内面側ラインパターン13b、外面側ラインパターン13a及び側部ラインパターン13cにて、高透磁率層14の周囲をコイル状に多数巻に囲むインダクタパターン13を構成するものであり、一対の端子回路13dは、このインダクタパターン13の両端に配置されてインダクタパターン13への送電用の端子を構成している。図1(f)は、高透磁率層14の周囲にインダクタパターン13が形成されている様子を概念的に示したものである。
また、図1において、金属導体層8の代わりにプリント配線板用シート材1を用いることにより、絶縁樹脂層7の両側に高透磁率層14を形成するようにしても良い。
図6,1に示す方法では、プリント配線板にインダクタを内蔵するにあたり、高透磁率層14をプリント配線板内に内蔵するすることができて、インダクタンス値の向上を図ることができるものであり、回路の引き回しのみでインダクタを形成していた場合に比べて高いインダクタンス値を達成することができるものである。
またこのようなコイル状構造の回路パターンを形成するにあたり、受動部品形成層4を選択的に除去せずに、プリント配線板の全面に亘って残すような場合においても適用され、図6、図1に示すような構成に限定されるものではない。
また、上記の高透磁率層14を、ノイズの発生する回路の一部又は全面に形成することにより、高透磁率層14を電波吸収部品層として機能させ、ノイズの低減を達成することが可能となる。
次に、受動部品形成層4が抵抗体材料4cにて形成された、抵抗を形成するためのプリント配線板製造用シート材1について説明する。
受動部品形成層4は、カーボンを充填・分散させた樹脂をシート状に硬化成形することにより形成することができる。樹脂としては、エポキシ樹脂やフェノール樹脂等の、一般的にプリント配線板の絶縁層形成に適用されるものを用いることができ、またポリエーテルスルフォン、ポリエーテルイミド、液晶ポリマー、ナイロン(ポリアミド)、ポリフェニルサルファイド等の高いガラス転移温度を有する電子部品用途の熱可塑性樹脂を用いることもできる。ここで高いガラス転移温度を有する樹脂を用いると、マトリックス高分子のミクロブラウン運動が高温側まで生じずカーボンの凝集化が妨げられることから受動部品形成層4中におけるカーボンの分散構造を維持することができ、抵抗値を安定化しやすくなる。また受動部品形成層4をニッケル合金、クロム合金等の合金金属や、シリコンカーバイド(SiC)等のセラミック素材等にて形成することもできる。この場合は、受動部品形成層4をめっき等により析出させて金属めっきにて形成しても良いし、また蒸着法にて形成しても良い。
図7に、プリント配線板製造用シート材1を用いてプリント配線板に抵抗を内蔵する工程を示す。
図示の例では、プリント配線板製造用シート材1は図3に示すように、支持体層2、金属層3、受動部品形成層4の順に積層した構成となっている。受動部品形成層4は抵抗体材料4cにて形成されている。プリント配線板製造用シート材1は、まず受動部品形成層4の一部がエッチング除去されて、所望の形状の抵抗体層15が形成される。受動部品形成層4の部分エッチング方法としては、受動部品形成層4が合金金属からなる抵抗体材料4cにて形成されている場合においてはウェットエッチングで行うことが好ましい。またコンデンサを形成する場合と同様に、イオンエッチング、レーザ照射等の物理的エッチング等を適用することもできる。また受動部品形成層4を樹脂にて形成する場合は、除去すべき部分に硫酸溶液やクロム酸溶液等のデスミア液による処理を施すことによりエッチングを行うことができる。この抵抗体層15の形状及び寸法を調整することで、回路に内蔵する抵抗の抵抗値が調節される。この状態で、抵抗体層15が形成された面を、プリプレグ等にて形成された半硬化状態の絶縁樹脂層7の一面と対向させて重ね合わせた後、加熱加圧成形することにより積層一体化するものであり、このとき一面側から他面側に向けて、支持体層2、金属層3、抵抗体層15、絶縁樹脂層7の順に積層した構成となる。そして積層一体化後、支持体層2を金属層3から剥離するものである。
上記のような成形工程においては、抵抗体層15と絶縁樹脂層7とが積層一体化される際に、まず半硬化状態の絶縁樹脂層7が抵抗体層15の形状に沿って変形し、この状態で絶縁樹脂層7が硬化する。このとき抵抗体層15、金属層3の形状は支持体層2によって支持されて変形や割れが生じにくくなっている。
また、このように支持体層2によって支持されて抵抗体層15、金属層3が順に積層成形されたシート材を用いて、絶縁樹脂層7と積層一体化してプリント配線板が作製されるため、受動部品となる抵抗体層15の寸法、形状が、絶縁樹脂層7と積層一体化される前の状態のまま維持されて、設計通りに精度良く形成されるものである。
ここで、図示の例では絶縁樹脂層7と導体層8とが一層のみ形成されている構成において絶縁樹脂層7に抵抗体層15、金属層3を積層しているが、多層プリント配線板の表面に形成されている絶縁樹脂層7に対して抵抗体層15、金属層3を積層して更に多層のプリント配線板を作製する場合においても、同様の効果が得られる。
この状態で金属層3にエッチング処理を施すことにより、所望の形状の電送用の回路16を形成する。このとき抵抗体層15はこの回路16と導通され、抵抗を構成するものである。
従来のカーボンペーストの印刷法においてはスクリーン印刷などの工程が非常に手間がかかるものであったのに対して、本法では上記のように予めフィルム状の硬化物として形成した抵抗体層15をプリント配線板に内蔵することにより、印刷工程を省くことができ、ハンドリング性が良好なものである。また、抵抗体層15を合金やセラミック系材料にて形成した場合では、後工程である加熱加圧工程における抵抗値変化が抑制され、安定性のある抵抗の内蔵化が可能となる。
また、抵抗体層15のパターニング形成時において金属層3が支持体層2で保護されていることから、抵抗体層15と金属層3のエッチレートの差を大きくさせなくても済むことから抵抗体層15のエッチング液と素材のバリエーションを多くとれるというメリットがある。すなわち、特に受動部品形成層4を金属めっき等の金属の層にて形成している場合、図7(a)(b)に示すように受動部品形成層4の一部をエッチング除去して抵抗体層15を形成するにあたり、支持体層2によって金属層3が保護されているので、受動部品形成層4のエッチング液を選択するにあたり、そのエッチング液が金属層3を溶解させるか否かを考慮する必要がなくなり、エッチング液の選択の幅が広がるものである。
(参考例1)
厚み50μmのポリイミド製シートからなる支持体に厚み18μmの銅箔が積層された支持体付銅箔を用い、このポリイミド製シートにて支持体層2を、銅箔にて一層目の金属層3を構成した。
一方、エポキシ樹脂としてビスフェノール−Aジグリシジルエーテル(大日本インキ化学工業株式会社製、品番「エピクロン850S」)23.3質量部、多官能エポキシ樹脂(三井化学株式会社製、品番「VG3101」)40.9質量部を、硬化剤としてノボラック型フェノール樹脂(明和化成株式会社製、品番「H3M」)34.5質量部を、硬化促進剤としてトリフェニルホスフィン(北興化学株式会社製、「TPP」)0.4質量部を、カップリング剤としてγ−グリシドキシプロピルトリメトキシシラン(SH6040)0.9質量部、溶剤としてメチルエチルケトン(大伸化学株式会社製)40質量部を配合し、更にフィラーとしてチタン酸バリウム粉(日本化学工業株式会社製「BT−4」)を樹脂に対する体積分率で80vol%の割合で混合して樹脂組成物を調製した。
この樹脂組成物を、上記の一層目の金属層3の表面にグラビアコータにて1μmの厚みに塗布し、100℃で10分間加熱乾燥して溶剤を除去すると共にエポキシ樹脂を半硬化状態とし、更に175℃で1時間加熱することにより十分に硬化させ、高誘電率材料4aからなる受動部品形成層4を形成した。その後、過マンガン酸カリウムによりデスミア処理を施した後、無電解銅めっき、及び電解銅めっきを施すことにより、受動部品形成層4の表面に銅めっきからなる厚み18μmの二層目の金属層5を形成し、図2に示す構成を有するプリント配線板製造用シート材1を得た。更に、受動部品形成層4と二層目の金属層5との密着性を向上させる目的で、更に150℃で3時間、加熱処理を行った。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の比誘電率を測定したところ、1MHzの周波数において100であった。
(参考例2)
参考例1と同様にして支持体層2及び一層目の金属層3を構成した。
一方、フィラーとしてチタン酸バリウム(日本化学工業株式会体社製「BT−4」)を樹脂に対して体積分率で25vol%の割合で混合した以外は参考例1と同様にして、樹脂組成物を調製した。
この樹脂組成物を、上記の一層目の金属層3の表面にロールコータにて20μmの厚みに塗布し、100℃で10分間加熱乾燥して溶剤を除去すると共にエポキシ樹脂を半硬化状態とした。この半硬化状態の樹脂組成物の表面に、厚み18μmの銅箔を真空ラミネータを用いてラミネートし、更に150℃で3時間、加熱処理を行い、樹脂組成物を完全に硬化して高誘電率材料4aからなる受動部品形成層4を形成すると共に銅箔にて二層目の金属層5を形成し、図2に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の比誘電率を測定したところ、1MHzの周波数において10であった。
(参考例3)
参考例1と同様にして支持体層2及び金属層3を構成した。
ポリエーテルスルホン樹脂(住友化学工業株式会社製;「スミカエクセル」)10質量部を溶剤であるジメチルホルムアミド400質量部中に溶解させると共にフィラーとしてチタン酸バリウム(日本化学工業株式会社製;「BT−4」)を樹脂に対して体積分率で25vol%の割合で混合して樹脂組成物を調製した。
この樹脂組成物を、上記の金属層3の表面にロールコータにて20μmの厚みに塗布し、150℃で40分間加熱乾燥して完全に溶剤の除去を行った。乾燥後の樹脂組成物の表面に、厚み18μmの銅箔を真空ラミネータを用いてラミネートし、高誘電率材料4aからなる受動部品形成層4を形成すると共に銅箔にて二層目の金属層5を形成し、図2に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の比誘電率を測定したところ、1MHzの周波数において10であった。
(参考例4)
参考例1と同様にして支持体層2及び一層目の金属層3を構成した。
一方、無機フィラーとしてチタン酸バリウムウィスカー(大塚化学株式会社製)を樹脂に対して体積分率で80vol%の割合で混合した以外は参考例1と同様にして、樹脂組成物を調製した。
この樹脂組成物を、上記の一層目の金属層3の表面にロールコータにて20μmの厚みに塗布し、100℃で10分間加熱乾燥して溶剤を除去すると共にエポキシ樹脂を半硬化状態とした。この半硬化状態の樹脂組成物の表面に、厚み18μmの銅箔を真空ラミネータを用いてラミネートし、更に150℃で3時間、加熱処理を行い、樹脂組成物を完全に硬化して高誘電率材料4aからなる受動部品形成層4を形成すると共に銅箔にて二層目の金属層5を形成し、図2に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の比誘電率を測定したところ、1MHzの周波数において200であった。
(参考例5)
参考例1と同様にして支持体層2及び一層目の金属層3を構成した。
一方、参考例1と同様にして、樹脂組成物を調製した。
この樹脂組成物を、上記の一層目の金属層3の表面にロールコータにて50μmの厚みに塗布し、100℃で20分間加熱乾燥して溶剤を除去すると共にエポキシ樹脂を半硬化状態とした。この半硬化状態の樹脂組成物の表面に、厚み25μmのニッケル箔を真空ラミネータを用いてラミネートし、更に150℃で3時間、加熱処理を行い、樹脂組成物を完全に硬化して高誘電率材料4aからなる受動部品形成層4を形成すると共にニッケル箔にて二層目の金属層5を形成し、図2に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の比誘電率を測定したところ、1MHzの周波数において100であった。
(参考例6)
参考例1と同様にして支持体層2及び一層目の金属層3を構成した。
この金属層3の表面に、プラズマ溶射ガンを用いて、溶射電流1000A、供給量50g/分の条件で、溶射により酸化チタンの層を2μmの厚みで形成し、高誘電率材料4aからなる受動部品形成層4を構成した。ここで、溶射時には支持体層2側から水冷処理を行い、かつ所定の巻き取り速度で支持体層2及び金属層3を巻き取りながら行った。その後、更に150℃で1時間、熱処理を施した。
次に、無電解銅めっき、及び電解銅めっきを施すことにより、受動部品形成層4の表面に銅めっきからなる厚み18μmの二層目の金属層5を形成し、図2に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の比誘電率を測定したところ、1MHzの周波数において500であった。
(参考例7)
参考例1と同様にして支持体層2及び一層目の金属層3を構成した。
この金属層3の表面に、ゾルゲル法により酸化チタンの層を10μmの厚みで形成し、高誘電率材料4aからなる受動部品形成層4を構成した。ここで、ゾル−ゲル法を行うにあたっては、チタンテトライソプロポシドのイソプロピル溶液を用い、0.001mol/Lの塩酸溶液により加水分解を行い、高分子量化した後、300℃、2時間の加熱を行い10μmの厚みの誘電体層14を得た。
次に、無電解銅めっき、及び電解銅めっきを施すことにより、受動部品形成層4の表面に銅めっきからなる厚み18μmの二層目の金属層5を形成し、図2に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の比誘電率を測定したところ、1MHzの周波数において300であった。
(参考例8)
参考例1と同様にして支持体層2及び一層目の金属層3を構成した。
この金属層3の表面に、スパッタリングによりチタン酸ランタン鉛の層を0.05μmの厚みで形成し、高誘電率材料4aからなる受動部品形成層4を構成した。この時のスパッタリングは、通常のスパッタリング装置を用いて行い、ターゲット材としてチタン酸ランタン鉛を用い、基板温度50℃、アルゴンガス圧25mTorr(3.3Pa)、酸素分圧25mTorr(3.3Pa)、析出時間20分間の条件にて行った。
次に、チタンを下地としたアルミニウムのスパッタリングを施すことにより二層目の金属層5を形成した。このときのスパッタリングは、通常のスパッタリング装置を用い、ターゲット材としてアルミニウムを用い、基板温度200℃、出力12kW、アルゴン分圧25mTorr(3.3Pa)の条件で行った。このようにして図2に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の比誘電率を測定したところ、1MHzの周波数において50000であった。
(参考例9)
厚み50μmのポリイミド製シートからなる支持体に厚み20μmのアルミニウム箔が積層された支持体付アルミニウム箔を用い、このポリイミド製シートにて支持体層2を、アルミニウム箔にて一層目の金属層3を構成した。
この金属層3の表面に、イオンプレーティングによりチタン酸バリウムの層を1μmの厚みで形成し、高誘電率材料4aからなる受動部品形成層4を構成した。ここでイオンプレーティングは、直流イオンプレーティング装置を用い、蒸発源としてチタン酸バリウムを用い、アルゴン雰囲気下、圧力3mTorr(0.4Pa)、印加電圧2000kVの条件にて行った。
次に、無電解銅めっき、及び電解銅めっきを施すことにより、受動部品形成層4の表面に銅めっきからなる厚み18μmの二層目の金属層5を形成し、図2に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の比誘電率を測定したところ、1MHzの周波数において2000であった。
(参考例10)
参考例1と同様にして支持体層2及び一層目の金属層3を構成した。
一方、ノボラック樹脂をベースポリマーとし、o−ナフトキノンジアジド化合物を感光材として使用したノボラック系感光性レジスト材料中に、溶剤としてジメチルホルムアミドを配合すると共に、無機フィラーとしてチタン酸バリウム粉(日本化学工業株式会社製「BT−4」)を樹脂に対して体積分率で60vol%の割合で混合して樹脂組成物を調製した。
この樹脂組成物を、上記の一層目の金属層3の表面にロールコータにて20μmの厚みに塗布し、150℃で20分間加熱して乾燥させた後、厚み18μmの銅箔を真空ラミネータを用いてラミネートし、図2に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の比誘電率を測定したところ、1MHzの周波数において50であった。
(参考例11)
参考例1と同様にして支持体層2及び一層目の金属層3を構成した。
一方、フィラーとしてMn−Znフェライト粉(戸田工業株式会社製)を樹脂に対して体積分率で60vol%配合することを除いて参考例1と同様にして樹脂組成物を調製した。
この樹脂組成物を、上記の一層目の金属層3の表面にロールコータにて500μmの厚みに塗布し、100℃で1時間加熱乾燥して溶剤を除去すると共にエポキシ樹脂を半硬化状態とし、更に175℃で1時間加熱することにより十分に硬化させ、高透磁率材料4bからなる受動部品形成層4を形成した。その後、過マンガン酸カリウムによりデスミア処理を施した後、無電解銅めっき、及び電解銅めっきを施すことにより、受動部品形成層4の表面に銅めっきからなる厚み18μmの二層目の金属層5を形成し、図2に示す構成を有するプリント配線板製造用シート材1を得た。更に、受動部品形成層4と二層目の金属層5との密着性を向上させる目的で、更に150℃で3時間、加熱処理を行った。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の透磁率を測定したところ、100kHzの周波数において10であった。
(参考例12)
参考例1と同様にして支持体層2及び金属層3を構成した。
一方、フィラーとしてCu−Zn−Mgフェライト粉(戸田工業株式会社製)を樹脂に対して体積分率で60vol%の割合で混合した以外は参考例1と同様にして樹脂組成物を得た。
この樹脂組成物を、上記の金属層3の表面にロールコータにて30μmの厚みに塗布し、100℃で10分間加熱乾燥して溶剤を除去すると共にエポキシ樹脂を半硬化状態とし、更に175℃で1時間加熱することにより十分に硬化させ、高透磁率材料4bからなる受動部品形成層4を形成し、図3に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の透磁率を測定したところ、100kHzの周波数において16であった。
(参考例13)
参考例1と同様にして支持体層2及び金属層3を構成した。
この金属層3の表面に、Ni/W/P(Ni:75%、W:19%、P:6%)の合金めっき層を5μmの厚みに形成することにより抵抗体材料4cからなる受動部品形成層4を構成し、図3に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の固有抵抗率を測定したところ、0.00012(Ω・cm)であった。
(参考例14)
参考例1と同様にして支持体層2及び金属層3を構成した。
一方、フィラーとしてカーボンブラックを樹脂に対して体積分率で30vol%の割合で配合した以外は、参考例1と同様にして樹脂組成物を調製した。
この樹脂組成物を、上記の金属層3の表面にロールコータにて20μmの厚みに塗布し、100℃で10分間加熱乾燥して溶剤を除去した後、175℃で1時間加熱することにより十分に硬化させ、抵抗体材料4cからなる受動部品形成層4を形成し、図3に示す構成を有するプリント配線板製造用シート材1を得た。
このようにして得られたプリント配線板製造用シート材1における受動部品形成層4の固有抵抗率を測定したところ、200(Ω・cm)であった。
以上の結果を表1にまとめる。