JP4286140B2 - 配管補強用ライナー及びその製造法 - Google Patents
配管補強用ライナー及びその製造法 Download PDFInfo
- Publication number
- JP4286140B2 JP4286140B2 JP2003540566A JP2003540566A JP4286140B2 JP 4286140 B2 JP4286140 B2 JP 4286140B2 JP 2003540566 A JP2003540566 A JP 2003540566A JP 2003540566 A JP2003540566 A JP 2003540566A JP 4286140 B2 JP4286140 B2 JP 4286140B2
- Authority
- JP
- Japan
- Prior art keywords
- fibers
- fabric
- layer
- liner
- woven fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 230000002787 reinforcement Effects 0.000 title claims abstract description 7
- 239000000835 fiber Substances 0.000 claims abstract description 171
- 239000004744 fabric Substances 0.000 claims abstract description 139
- 239000000463 material Substances 0.000 claims abstract description 30
- 238000000034 method Methods 0.000 claims abstract description 26
- 230000003014 reinforcing effect Effects 0.000 claims description 55
- 239000002759 woven fabric Substances 0.000 claims description 29
- 229920005989 resin Polymers 0.000 claims description 24
- 239000011347 resin Substances 0.000 claims description 24
- 229920000728 polyester Polymers 0.000 claims description 11
- 239000011521 glass Substances 0.000 claims description 9
- 239000000945 filler Substances 0.000 claims description 7
- 238000009958 sewing Methods 0.000 claims description 5
- 239000011230 binding agent Substances 0.000 claims description 4
- 239000004005 microsphere Substances 0.000 claims description 4
- 239000011152 fibreglass Substances 0.000 claims description 2
- 239000000203 mixture Substances 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 137
- 239000003365 glass fiber Substances 0.000 description 17
- 230000008439 repair process Effects 0.000 description 8
- 239000002023 wood Substances 0.000 description 7
- 238000004804 winding Methods 0.000 description 6
- 239000007789 gas Substances 0.000 description 5
- 239000012783 reinforcing fiber Substances 0.000 description 4
- 239000004606 Fillers/Extenders Substances 0.000 description 3
- 241000282537 Mandrillus sphinx Species 0.000 description 3
- 238000011065 in-situ storage Methods 0.000 description 3
- 230000033001 locomotion Effects 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 239000010865 sewage Substances 0.000 description 3
- 239000002356 single layer Substances 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- 102100037978 InaD-like protein Human genes 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 101150003018 Patj gene Proteins 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000011358 absorbing material Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000003518 caustics Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000011491 glass wool Substances 0.000 description 1
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 241001148471 unidentified anaerobic bacterium Species 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images
























Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/16—Devices for covering leaks in pipes or hoses, e.g. hose-menders
- F16L55/162—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe
- F16L55/165—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe a pipe or flexible liner being inserted in the damaged section
- F16L55/1656—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe a pipe or flexible liner being inserted in the damaged section materials for flexible liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/12—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat
- B29C70/14—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of short length, e.g. in the form of a mat oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/32—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core on a rotating mould, former or core
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/16—Devices for covering leaks in pipes or hoses, e.g. hose-menders
- F16L55/162—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe
- F16L55/165—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe a pipe or flexible liner being inserted in the damaged section
- F16L55/1651—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe a pipe or flexible liner being inserted in the damaged section the flexible liner being everted
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Textile Engineering (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Woven Fabrics (AREA)
- Moulding By Coating Moulds (AREA)
- Sewage (AREA)
- Treatment Of Fiber Materials (AREA)
- Making Paper Articles (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
Description
埋設された配管は、周期的荷重、早期磨耗、腐食、孔あき、及び周囲の地盤又は大地の移動に曝される。これらの要因は、配管の全体的劣化を引き起こす。配管にはしばしば損傷し又は弱くなった領域が発生し、修理が必要になる。
埋設配管の修理に対する解決策は、配管をその場に置いたまま修理することである。現場配管修理処置は開発されている。処置の中には、柔軟性のある補強ライナーを損傷した配管内に挿入するものもある。ライナーは、通常、損傷した配管の内径と実質的に同じ外径を有している。ライナーは、損傷配管の内壁に沿ってしっかりと押し付けるように加圧される。膨張したライナーを次に硬化させて、元の配管内に新たに堅固なライニング又は表面を形成する。
或る種のライナーは、装着後に固めるか又は硬化させる。これらのライナーは、「現場硬化型(CIPP)」ライナーと呼ばれる。現場硬化型ライナーの樹脂は、硬化後に、ガラス又は他の強化繊維に結合又は接着する。樹脂と繊維の結合により、軸方向又は半径方向の荷重が硬化したライナーに加えられた場合、樹脂は伸縮に対して抵抗力がより強くなる。この様に、硬化した樹脂は、樹脂とガラス繊維の間の結合が壊れない限り、繊維によって補強される。
配管の内側に挿入されるライナーは、硬化前には、伸縮して母体配管の径にライナー自体を合わすために可撓性が良くなくてはならず、また、硬化後には、特に母体配管が要求される構造上の完全性を失なっている場合には、土地の沈下又は土地の移動に抵抗するために高い強度と適切な剛度を有していなくてはならない。
補強ライナーの別の例としては、カターリョに対する米国特許第5,868,169号(以後、カターリョ)に示されているものがある。カターリョは、配管を修復するための管状ライニングホースを開示している。このライニングホース1は、樹脂吸収材料の層2と4、補強繊維層3、及び外側の被覆層5を含んでいる。
補強ライニングの別の例として、タカダに対する米国特許第3,996,967号(以後、タカダ)に示されているものがある。タカダは、タカダの図1に示すように、長手方向に伸張する繊維1と周囲方向の繊維2を含んでいる補強マトリクス3を開示している。繊維1は、伸び特性が低いガラス繊維である。周囲方向の繊維2は、高い非回復性の伸び特性を有し、非伸縮性ポリエステルであってもよい。繊維2は、非回復性で、一旦ライニングが硬化すると、ライニングの形状を維持する。
様々な用途に対応できる可撓性を有する経済的な補強材料が必要とされている。同様に、周方向引張及び曲げ強さ並びに周方向曲げ剛性を提供すると共に、円周方向に伸縮性があり母体配管の内径に適合することのできる補強ライナーが必要とされている。
ライナーは、第1繊維と第2繊維を一体に連結するために使用される縫い合わせ材料を含んでいてもよい。縫い合わせ材料は弾性糸であるのが望ましい。
ライナーは、互いに平行に配置された長い細断ストランドを含んでいる。長い細断ストランドは、完成した補強材料の外周方向に向くように方向決めされる。長い細断ファイバは、連続的に分散配置してもよいし、織物の幅の或る部分のみに沿って分散配置してもよい。
開示するライナー製造方法は、このライナーを製造することのできる代替工程を含んでいる。織物は、連続ロールの形態で製造される。1つの方法は、ロールを固定マンドリルの周りに螺旋模様に巻く段階を備えている。別の方法は、幾つかのロールをマンドリルの周りに円周方向に取り付ける段階を備えている。ロールは、各ロールからの織物の条片が隣接する織物条片の一部に重なって、マンドリル上に連続したライナー面を提供するように取り付けられる。
配管12には損傷領域14がある。損傷領域14としては、亀裂又は弱くなった或いは薄くなった領域が挙げられる。配管12は、通常、弱くなった或いは薄くなった領域がたわむ。
配管12は、周囲の環境条件、配管システム内の磨耗又は腐食材料、及び外部荷重、穿孔及び成長根を始めとする各種の力により損傷を被る。配管12は、配管システムの有用性と機能を確保するために修理又は修復されるのが望ましい。
配管システムを修理する1つのやり方は、補強ライナーを配管12の損傷領域に挿入することである。補強ライナーは、通常、半径方向に支持を提供し、配管のたわみを防ぎ、配管に亀裂があればこれを被覆し密封する。
補強ライナーは、その長手方向にも支持を提供する。ライナーは、その長手方向軸に沿って配置された補強部材を含んでいてもよい。これら補強部材は、通常、ガラス繊維のようなフィラメント要素である。
補強ライナーは、半径方向に、硬化前は可撓性であり、硬化後は剛性を提供しなければならない。半径方向に可撓性があるので、補強ライナーは、半径方向に膨張させて損傷した配管の内壁に押し付けることができる。配管の損傷領域は、異なる横断面形状と輪郭を有していることもある。従って、補強ライナーは、位置決めして硬化する際には、その長さに沿って内径と外径が変化することもある。
本発明は、たて糸、よこ糸、又は両方向に伸縮性のある補強織物の製造に関する。この織物は、ホース形状に成形した後、母体配管への挿入が容易で、簡単に膨張させて損傷配管の直径に沿わせることができる。
本発明の原理を具体化しているライナーは、ライナーの長さに沿って連続繊維を配置し、ライナーの長さに対して実質的に垂直に不連続繊維を配置した織物を含んでいる。それぞれの繊維が一体に結合されて織物を形成する。不連続繊維は、ライナーの半径方向又は円周方向に可撓性と周方向強度を与える。ライナーは、織物の条片を重ねることにより形成される。条片は、螺旋状に巻いてもよいし、円周方向に巻いてもよいし、或いは長手方向の条片であってもよい。
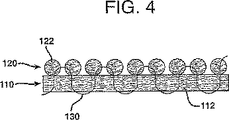
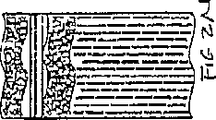
本発明の原理を具体化している、配管のような管状部材を補強するためのライナーを図2から図18に示している。図2から図4に示すように、織物100は、第1支持層110と、第2支持層120を含んでいる。支持層110と120は、縫い合わせ要素130で一体に連結されている。
織物100は、材料の連続条片として形成される。支持層110と120の異なる方向配置を図2及び図3に示しており、織物の幅を「W」で示すが、この幅は連続形態の織物の向きにより異なる。
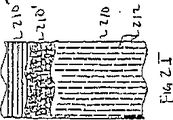
第2支持層120は、フィラメント要素又は繊維122を含んでおり、それらは互いに実質的に同じ方向に配置されている。図2に示すように、繊維122は、繊維112に対し実質的に垂直方向に伸びている。
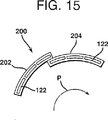
繊維122は、長い細断繊維であり、図2に示すように実質的に平行線状に分散配置される。完成した補強ライナーでは、繊維122は、ライナーの円周即ち外周方向に伸びているのが望ましいが、この方向を図2及び図3では矢印「P」で示している。繊維の第1層110と第2層120の方向配置により、補強ライナーの半径及び円周方向に支持を提供するあや目模様が生成される。
支持層110、120は、図4に示すように縫い合わせ要素130で一体に連結される。縫い合わせ要素130は、層110、120を通して縫われ又は織られ、両層を一体に固定する。
従って、好適なライナーは、3層の繊維層、即ち、「L」方向の連続よこ糸を有する第1層と、短く細断されたランダムな繊維から成る第2層と、「P」方向の長く非連続な粗紡糸から成る第3層とを含んでおり、これら3つの層が縫い合わせてアッセンブリされているのが望ましい。当業者には理解頂けるように、ライナーの要件次第で、上記3つの層の順序(3つの層を重ねる順序)は変更することができ、第1層又は第2層の何れかが他方の層の組成を含んでいてもよく、或いは一方を全く無しにしてもよい。
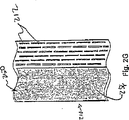
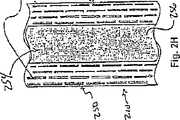
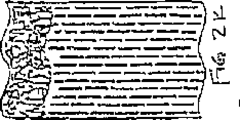
好適な組合わせとしては、下表1に示し且つ図2Iから図2Rに示す実施形態を始めとして、縫い合わせられた3層ライナーが挙げられる。当業者には理解頂けるように、「単にインターレースされたか、又は結合された」とは、1つ又はそれ以上の隣接する層内に後で挿入されたものを含んでいる(例えば、図2Oでは、層2Cが層D内に挿入されており、図2Rでは、層A、2B、2Cが層2D内に挿入されており、又はここに開示する組合わせと同様の如何なる組合わせでもよい)。同様に、当業者には理解頂けるように、層2Aから2Hの他の組合わせも本開示の範囲内にある。更に、図2Aから図2Rの繊維212の向きは変更してもよく、例えば、図2CのP方向に示す繊維212はL方向に向けてもよいし、上記何れの事例の繊維についても同様である。更に、図2Eから図2Hに示す層210の実施形態は、好適に表1の層2Cに置き換えることができ、或いは、繊維がそのような向きに配置された場合にその組合わせで、ライナーが本開示に説明するように伸縮性を有する限り、他の何れの層に置換えることもできる。

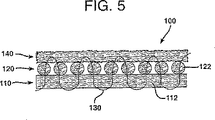
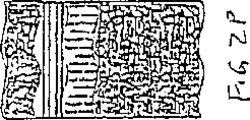
別の実施形態では、織物100は、図5に示すように第3支持層140を含んでいる。層140は、ランダムに配向されマットの形になった細断繊維の層である。層140は、先に述べた縫い合わせ要素130により第1層及び第2層に連結される。層140は、層120のどちら側にあってもよい。層140は、層110と層120の間に配置してもよい。
図6では、第2支持層120の繊維122は、織物102の幅の一部に分散配置されている。具体的には、繊維122は、織物の幅の凡そ半分に亘って分散配置されている。
下で更に詳しく説明するが、繊維122の分散配置により、完成した補強ライナー内の繊維122の位置が決まる。ライナーを製造する際、織物の後続の層が重ね合わされる。従って、繊維122は、それらがライナーの外周に沿ってライナーの外面にくるように配置することができる。
補強ライナー用の織物の又別の実施形態を図7に示している。先に述べた実施形態同様に、第2支持層120の繊維122は、織物104の幅の一部に分散配置されている。
本実施形態の繊維分散配置の説明と理解を単純化するため、織物104を3つの部分、即ち両側部150、152と中間部154に分割する。繊維122は、図示のように各側部150、152に実質的に平行線状に分散配置されている。この分散配置の有意性は、下のライナー製造についての説明を参照すると明らかになる。
増量材156としては、各種材料を使用することができる。幾つか例を挙げると、樹脂、炭酸カルシウム、必ずしも融解されなくともよいがガラスビーズ又は気泡、(スウェーデン、ケマノードAB製の)EXPANCEL(登録商標)により供給される膨張又は非膨張微小球、破砕シート材化合物(SMC)の様な再生ガラス強化プラスチック化合物を含むガラスと樹脂の再生混合物が挙げられる。微小球は、ガスを封入した小型球状ポリマーシェルである。ガスが加熱されると、圧力が上昇し、シェルは軟化して膨張する。UV放射により硬化するライナーでは、増量材は、例えば、気泡、微小球、又は細断ガラス繊維など、できる限り透明であるのが望ましい。代わりに、増量材は、フリース又はフェルト材の様な前もって製作された材料から成り、例えば、ポリエステルフェルトで作られた材料のシートを支持層の間に挿入し、その層を上記の様に一体に縫い合わせてもよい。
本発明の原理を具体化しているロールを図8に示す。ロール160は、第1及び第2支持層110、120と、上記縫い合わせ要素を含んでいる連続する織物104である。
ロール160は、ロールの長手方向軸に沿って配置された繊維112を含んでいる。繊維112は、織物の実質的に全幅に亘って伸びている。ロール160は、繊維112に対し実質的に垂直に向けられた、長くて不連続な繊維122も含んでいる。図8に示す織物104は、先に図7に関して論じた織物である。熟練者には理解頂けるように、ロール160は図2から図7に示した織物の3通りの実施形態の何れでも形成することができる。
本発明の原理を具体化している別のロールを図9に示している。ロール162は、ロール160に似た連続する織物を含んでいる。しかしながら、繊維112と122の向きは変更されている。繊維112は、ロール162の長手方向軸に対して垂直方向に向けられている。繊維122は、矢印「W」で示す織物100の幅方向に向けられている。
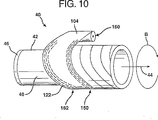
成形システム40は、位置が固定されたマンドレル42を含んでいる。マンドレル42は、長手方向軸44と外面46を有している。膜48の層は、樹脂の防水且つ耐樹脂性熱可塑性膜であるのが望ましいが、これがマンドレルの外面46に塗布されている。
ロール160は、マンドレルの周りを図10の矢印「B」の方向に円周方向に回転される。織物104は、マンドレル42上の膜48の上に、先行する層の一部に後続の層が重なり、マンドレルの長手軸方向に前進するよう螺旋状に巻かれる。
この方法の場合、織物は上記3つの実施形態の何れでもよい。簡潔さを期して、図10の織物は図7の織物104としている。
層同士の関係の説明を簡単にするため、個々の層は離してある。熟練者には理解頂けるように、完成した補強ライナーでは層は互いに接触している。「層」という用語は、マンドレル周りにロールを1回転させる間にマンドレル上に配置される織物の量を指す。
ライナーの一部を図11に示す。ライナー170は、層172、174、176を含め、その長さに沿って多数の織物の層を含んでいる。ライナーの長手軸の向きを「L」で示している。
織物100の第1の実施形態では、繊維122は、織物の幅に沿って分散配置されている。織物の後続の層は、先行する層の少なくとも1つに好適に重なって、連続補強ライナー面を形成している。層174は、層172の概ね半分に重なっているのが望ましい。同様に、層176は、層174の概ね半分に重なっている。でき上がったライナー170は、ライナー170の長さに沿う長く細断された繊維の2つの層を有している。ライナーを巻く際に、織物の重なり部分を織物幅の1/3又は1/4程度に小さくして、幾層かを備えたライナーを構成してもよい。
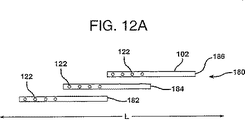
層184は、層184の繊維122の有る部分が、層182の繊維122の無い部分を覆うように重ねられる。層186は、同様に層184の一部に重ねられる。でき上がった補強ライナー180は、単層織物の2倍の厚さの外面を有している。
でき上がったライナー180は、ライナー180に外面に、その長さに沿って繊維122の単一層を連続して有している。この構造では、連続する層の間で繊維122が重なることはない。
層の重なり量を変化させて、幾つかの繊維122層が図12Bに示すように他の層の繊維122を覆うようなライナーを構成することもできる。
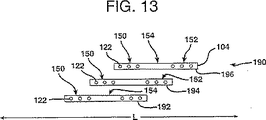
別のライナーの一部を図13に示す。ライナー190は、層192、194、196と、長手軸「L」を有している。この実施形態では、織物104は図7の織物を表している。織物104は、織物の側部150、152に分散配置された繊維122を含んでいる。
層194は、層194の側部150と中間部154が、層192の中間部154と側部152をそれぞれ覆うように層192上に配置されている。層196は、層194上に同様に配置されている。
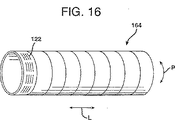
図10の方法で製造した補強ライナーの例を図16と図17に示す。各ライナーは、連続した重なり合う織物の条片を含んでいる。
ライナー内の連続する織物の層の向きは、ロールと形成されるライナーの間の相対運動で決まる。ロールが織物の層を配置する際に、ロール又はライナーがライナーの長手方向軸に沿って軸方向に移動する距離によって、層の巻き取り角度が決まる。例えば、ロールがライナーの周りを回転しながら軸方向に前進する場合、織物の層は、長手方向軸「L」に垂直な面に対して角度「C」に配置される。
本発明の原理を具体化している補強ライナーを製造する別の方法を図14に示す。この方法では、織物100は、数個のロールから同時に成形システム上に供給される。熟練者には理解頂けるように、これも従来型の方法である。
成形システム40は、支持マンドレル42を含んでおり、その外面46上に膜の層48が配置されている。
数片の織物100が、対応する個数のロール162に成形されている。各ロール162は、マンドレル142の円周の周りの位置に取り付けられる。ロール162は、熟練者には理解頂けるように、ロール162を巻き戻して織物をマンドレル42の長手軸方向に沿って配置することのできる支持装置に連結されている。ロール162は、織物の隣接する条片が図示のように互いに重なり合うように配置される。
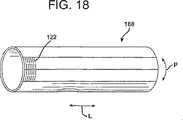
図14の製造方法で形成されたライナーの一例を図18に示す。ライナー168は、ライナーの長手方向軸「L」に沿う方向に向いた一連の平行な織物の条片を含んでいる。
補強ライナーは、幾つかの方法で損傷した配管内に設置される。代表的な従来型の設置方法を図1A及び図1Bに示すが、熟練者には理解頂けるであろう。図1Aと図1Bに示す方法は、通常それぞれ、「反転」又は「逆転」及び「ウィンチ・イン・プレース」(WIP)又は「ウィンチ・スルー」法と呼ばれている。
次いで、ライナー106は、適当な種類のエネルギーを印加してエネルギー硬化性樹脂を硬化させることにより硬化して固まる。ある程度の硬化は熱によっても始動できるが、好ましい硬化エネルギーはUV放射である。ライナーは、完全に装着された後、硬化されるのが望ましい。しかしながら、熟練者には理解頂けるように、ライナーは装着しながら硬化させてもよい。樹脂を硬化させることのできる異なる種類のエネルギーとしては、超音波エネルギー、輻射、対流、又は伝導による熱が挙げられる。
長細断繊維のテックス=1650〜51.7イールド(300〜9600テックス)
長細断繊維の長さ=2〜12インチ(5〜30cm)
織物の幅=4〜100インチ(10〜250cm)
補強ライナーの直径=4〜64インチ(10〜160cm)
織物の厚さ=0.02〜0.4インチ(0.05〜1.0cm)。
熟練者には理解頂けるように、上記特定実施形態に関しては、本発明の原理に則って多くの変更を施すことができる。例えば、第1及び第2支持層の繊維を補強ライナー幅に亘って分散配置する範囲は変更することができる。
織物の連続する層と層の間の重なり合いの量を変えて、長い細断繊維の位置と、でき上がった補強ライナーの肉厚を制御することもできる。
配管を通してライナーを所望位置まで引っぱり、次いで、ライナーを裏返しにするのではなく、圧縮空気の様な媒体でライナーを膨張させることによって、ライナーを損傷した配管内に挿入することもできる。
長い細断粗紡糸を横断するストランドは、連続していても非連続であってもよい。
織物をマンドレルに巻き付ける角度を調節して、出来上がったライナーの肉厚を変えることもできる。
ライナーは、薄いガラスベール又はポリエステル繊維ベールの様な表面ベールを含んでいてもよい。
Claims (39)
- 円周を有する配管を補強するための支持を形成できるだけの長さを有する連続した織物において、
第1層(210)を形成する複数の第1繊維(212)と、
前記第1層に連結された複数の第2繊維(212)とを有し、該第2繊維は、実質的に平行に整列した細断繊維を含んでおり、かつ、前記配管の実質的に円周の周りに配置されるように整列しており、これにより前記織物が、前記第2繊維の長手方向と平行な方向に延ばすことができるようになっていることを特徴とする織物。 - 前記第1繊維は、実質的にランダムな向きに配置されていることを特徴とする請求項1に記載の織物。
- 前記第1繊維は、不連続繊維であることを特徴とする請求項2に記載の織物。
- 前記第1繊維は、実質的に連続繊維であることを特徴とする請求項1に記載の織物。
- 前記織物には幅があり、前記第2繊維は前記織物の幅の一部に亘って分散配置されていることを特徴とする請求項1に記載の織物。
- 前記第2繊維は、前記織物の幅に対し実質的に垂直に分散配置されていることを特徴とする請求項5に記載の織物。
- 前記第2繊維は、前記織物の幅の略半分に亘って分散配置されていることを特徴とする請求項6に記載の織物。
- 前記織物は、両側部(250、252)と、その間の中間部(254)を含んでおり、前記第2繊維は、前記織物の前記両側部だけに配置されていることを特徴とする請求項5に記載の織物。
- 前記中間部に配置された増量材(256)を更に備えていることを特徴とする請求項8に記載の織物。
- 前記増量材は、樹脂、ガラス、裁断再生ガラス強化プラスチック混合物、及び微小球、の内の1つを含んでいることを特徴とする請求項9に記載の織物。
- 前記繊維を連結するための縫い合わせ要素(130)を更に備えており、前記縫い合わせ要素は、弾性を有する糸を含んでいることを特徴とする請求項1に記載の織物。
- ランダムに配向された細断状の繊維を含む複数の第3繊維を更に備えており、前記第3繊維は、前記第1及び第2繊維に連結されていることを特徴とする請求項1に記載の織物。
- 前記第3繊維の実質的に全部は、前記第2繊維に対して或る角度で配置されていることを特徴とする請求項12に記載の織物。
- 前記第1層には長さがあり、前記第1繊維は、実質的に連続しており、前記第1層の長さに対し実質的に垂直に配置されていることを特徴とする請求項13に記載の織物。
- 第3繊維の層の長手方向に対し実質的に垂直に配置された実質的に連続した第3繊維を有する第3繊維の層を更に有することを特徴とする請求項12に記載の織物。
- 前記第2繊維に対して或る角度で配置された細断状の第3繊維を含む第3層を更に備えており、前記第3繊維は、実質的に互いに平行に、且つシートの長に対し垂直に整列し、前記第3層は前記第1及び第2繊維に連結されていることを特徴とする請求項1に記載の織物。
- 前記第1繊維は、ガラス又はポリエステルフェルトの内の1つで作られた不織繊維であることを特徴とする請求項1に記載の織物。
- 前記第2繊維は、ガラス又はポリエステルの内の1つで作られた不織繊維であることを特徴とする請求項2に記載の織物。
- 前記第2及び第3繊維は、前記第1層内にインターロックされていることを特徴とする請求項12に記載の織物。
- 前記第2及び第3繊維は、前記第2層内でインターロックされていることを特徴とする請求項12に記載の織物。
- 前記第1及び第2繊維は、粉状結合剤で連結されていることを特徴とする請求項1に記載の織物。
- 前記第2繊維は、第2層内に設けられ、縫い合わせにより前記第1層に連結されていることを特徴とする請求項1に記載の織物。
- 織物によってライナーが形成され、前記ライナーは半径方向に伸張可能であることを特徴とする請求項1に記載の織物。
- 配管を補強するための支持体において、
実質的に管の形態に構成された補強ライナーであって、前記管は、長手方向軸に沿う長さと、前記長手方向軸に垂直な面内の外周方向とを有し、前記ライナーは、上記請求項1乃至23のいずれか1項に記載の織物を有し、前記織物は、積層状に配置され、条片が重なり合って前記管を形成し、前記織物は前記第2繊維の長手方向に平行な方向に延ばすことができるように構成された補強ライナーを備えていることを特徴とする支持体。 - 前記織物は、前記管の長さに沿って螺旋模様に配置されていることを特徴とする請求項24に記載の支持体。
- 前記細断繊維は、実質的に前記管の外周方向に沿って配置されていることを特徴とする請求項25に記載の支持体。
- 前記織物は、前記管の長さに沿って長手方向条片として配置されていることを特徴とする請求項24に記載の支持体。
- 前記織物には幅方向があり、前記細断繊維は、前記幅方向に実質的に垂直に配置されていることを特徴とする請求項24に記載の支持体。
- 前記織物の各後続条片は、前記細断繊維の有る後続条片の部分が、前記細断繊維の無い先行条片の部分に接触するように、前記先行条片に接触することを特徴とする請求項24に記載の支持体。
- 前記織物は、両側部と、前記両側部の間の中間部を含んでおり、前記細断繊維は、前記織物の前記両側部に沿ってのみ配置され、前記織物の各後続条片は、前記後続条片の一方の側部が、前記先行条片の中間部に重なるように、前記先行条片に接触することを特徴とする請求項29に記載の支持体。
- 前記管は、前記織物の内面に沿って伸張する樹脂膜を含んでいることを特徴とする請求項24に記載の支持体。
- 前記管は、前記管の半径方向に伸縮可能であることを特徴とする請求項24に記載の支持体。
- 前記第2繊維は第2条片を備えており、前記第1及び第2条片は、縫い合わせ要素により連結されていることを特徴とする請求項24に記載の支持体。
- 配管を補強するための支持体を製造する方法において、
織物を形成するようにランダムな方向に配置された繊維で作られた第1層を配置する段階と、
織物を形成するように前記第1層の一部に重なる第2層を配置する段階と、から成り、
前記第1層と第2層は、実質的に管の形態に構成された補強ライナーを形成し、前記管は、長手方向軸と、前記長手方向軸に対して垂直な面内の外周方向とを有し、前記織物は、縫い合わせ要素により一体に連結された第1層と第2層を備えており、第2層は、実質的に同一方向に整列した細断繊維を含んでおり、前記織物は前記細断繊維に平行な方向に延ばすことができるようになっていることを特徴とする方法。 - 前記第1層を配置する段階及び前記第2層を配置する段階は、前記織物を前記長手方向軸に沿う螺旋模様に配置する段階を含んでいることを特徴とする請求項34に記載の方法。
- 前記第1層を配置する段階及び前記第2層を配置する段階は、前記第1層及び第2層からなる長手方向条片を前記長手方向軸に沿って配置する段階からなることを特徴とする請求項34に記載の方法。
- 前記第1及び第2層に樹脂材料を含浸することにより前記第1及び第2層を連結する段階を更に含んでいることを特徴とする請求項34に記載の方法。
- 前記細断繊維は、前記長手方向軸に対し実質的に垂直に整列していることを特徴とする請求項34に記載の方法。
- 前記織物は、半径方向に伸張可能であることを特徴とする請求項38に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/003,582 US6615875B2 (en) | 2000-08-30 | 2001-10-31 | Liner for reinforcing a pipe and method of making the same |
| PCT/EP2002/012084 WO2003038331A1 (en) | 2001-10-31 | 2002-10-29 | A liner for reinforcing a pipe and method of making the same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005507331A JP2005507331A (ja) | 2005-03-17 |
| JP2005507331A5 JP2005507331A5 (ja) | 2006-01-05 |
| JP4286140B2 true JP4286140B2 (ja) | 2009-06-24 |
Family
ID=21706557
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003540566A Expired - Lifetime JP4286140B2 (ja) | 2001-10-31 | 2002-10-29 | 配管補強用ライナー及びその製造法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6615875B2 (ja) |
| EP (1) | EP1440273B1 (ja) |
| JP (1) | JP4286140B2 (ja) |
| AT (1) | ATE314605T1 (ja) |
| DE (1) | DE60208424T2 (ja) |
| ES (1) | ES2254768T3 (ja) |
| PL (1) | PL203440B1 (ja) |
| WO (1) | WO2003038331A1 (ja) |
Families Citing this family (79)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100523184B1 (ko) | 1998-02-26 | 2005-10-24 | 악조 노벨 엔.브이. | 아제티딘 및 피롤리딘의 유도체 |
| GB0011190D0 (en) * | 2000-05-09 | 2000-06-28 | Univ Aberdeen | Duct leakage control |
| US6732763B2 (en) * | 2002-05-24 | 2004-05-11 | Lantor, Inc. | Stretch-resistant pipe liner |
| US7096890B2 (en) * | 2002-06-19 | 2006-08-29 | Saint-Gobain Technical Fabrics Canada, Ltd. | Inversion liner and liner components for conduits |
| US6837273B2 (en) * | 2002-06-19 | 2005-01-04 | Saint-Gobain Technical Fabrics Canada, Ltd. | Inversion liner and liner components for conduits |
| DK1684967T3 (da) * | 2003-11-07 | 2011-04-04 | Ina Acquisition Corp | Dæklag, der er forstærket i længderetningen og hærdet på stedet |
| US7112254B1 (en) | 2003-11-07 | 2006-09-26 | Insituform (Netherlands) B.V. | Installation of cured in place liner with inner impermeable layer and apparatus |
| US7857932B1 (en) * | 2003-11-07 | 2010-12-28 | Ina Acquisition Corp. | Cured in place liner with everted outer impermeable layer and method of manufacture |
| US7261788B1 (en) | 2003-11-07 | 2007-08-28 | Insitaform (Netherlands) B.V. | Preparation of cured in place liner with integral inner impermeable layer |
| US7238251B1 (en) | 2003-11-07 | 2007-07-03 | Insituform (Netherlands) B.V. | Method of preparing cured in place liner using resin impregnation tower |
| US7625827B2 (en) * | 2003-12-19 | 2009-12-01 | Basf Construction Chemicals, Llc | Exterior finishing system and building wall containing a corrosion-resistant enhanced thickness fabric and method of constructing same |
| US7786026B2 (en) | 2003-12-19 | 2010-08-31 | Saint-Gobain Technical Fabrics America, Inc. | Enhanced thickness fabric and method of making same |
| CN1910436B (zh) * | 2004-01-23 | 2010-05-26 | Lm玻璃纤维有限公司 | 包括用于纤维增强结构中应变测量的温度补偿系统的装置 |
| FR2869971B1 (fr) * | 2004-05-05 | 2006-07-28 | Freyssinet Internat Stup Soc P | Procede de renforcement d'un tuyau cylindrique enterre |
| US20050281970A1 (en) * | 2004-06-16 | 2005-12-22 | Lamarca Louis J Ii | Lateral liner substrates |
| US7766048B2 (en) | 2004-11-03 | 2010-08-03 | Ina Acquisition Corp. | Installation of cured in place liners with air and flow-through steam to cure |
| US7374127B2 (en) * | 2005-01-12 | 2008-05-20 | Smart Pipe Company, Inc. | Systems and methods for making pipe liners |
| US7258141B2 (en) * | 2004-12-13 | 2007-08-21 | Catha Stephen C | Pipe liner apparatus and method |
| EP1844258B1 (en) * | 2004-12-13 | 2021-01-06 | Smart Pipe Company, LP. | Systems and methods for making pipe liners |
| US20060151042A1 (en) * | 2005-01-12 | 2006-07-13 | Stringfellow William D | Pipe liner |
| US8567448B2 (en) * | 2007-12-26 | 2013-10-29 | Smart Pipe Company, Inc. | Methods and systems for in situ pipe lining |
| US8567450B2 (en) * | 2005-01-12 | 2013-10-29 | Smart Pipe Company Lp | Methods and systems for in situ manufacture and installation of non-metallic high pressure pipe and pipe liners |
| US20060245830A1 (en) * | 2005-04-27 | 2006-11-02 | Jon Woolstencroft | Reinforcement membrane and methods of manufacture and use |
| US7875562B2 (en) * | 2005-06-01 | 2011-01-25 | Intertape Polymer Corp. | Polyethylene fabric with improved physical properties and method for making thereof |
| EP1948990A1 (de) * | 2005-11-14 | 2008-07-30 | Impreg Holding APS | Einlegeschlauch zum auskleiden von rohrleitungen und kanälen insbesondere von abwasserkanälen |
| JP4573246B2 (ja) * | 2005-12-21 | 2010-11-04 | 日本電信電話株式会社 | 地中埋設管補修方法 |
| US8028736B2 (en) | 2006-08-25 | 2011-10-04 | Ocv Intellectual Capital, Llc | System for forming reinforcement layers having cross-directionally oriented fibers |
| US7905255B2 (en) * | 2006-08-28 | 2011-03-15 | Iwasaki-Higbee Jeffrey L | Installation of sealant materials for repair of underground conduits |
| DE102006047574A1 (de) * | 2006-10-05 | 2008-04-17 | Daimler Ag | Leitungsoptimierung zum Verhindern von Einfrieren |
| CA2667425A1 (en) * | 2006-10-24 | 2008-05-02 | Shell Canada Limited | Radially expanding a tubular element |
| US20080277012A1 (en) * | 2007-05-10 | 2008-11-13 | Anders Richard M | Reinforcing Liner |
| US7891381B2 (en) * | 2007-05-10 | 2011-02-22 | Novoc Performance Resins | Pipe and tube rehabilitation liners and corresponding resins |
| KR100904194B1 (ko) * | 2007-09-05 | 2009-06-22 | 주식회사 세운티.엔.에스 | 단열파이프 제조장치 |
| US9453606B2 (en) * | 2007-12-26 | 2016-09-27 | Smart Pipe Company, Inc. | Movable factory for simultaneous mobile field manufacturing and installation of non-metallic pipe |
| US8591695B2 (en) * | 2008-03-14 | 2013-11-26 | Danny Warren | Method and composition for lining a pipe |
| US8186385B2 (en) * | 2009-07-06 | 2012-05-29 | Iwasaki-Higbee Jeffrey L | Packer for installing sealant in defective conduits |
| DE102009033140A1 (de) * | 2009-07-13 | 2011-05-12 | Sml Verwaltungs Gmbh | Auskleidungsschlauch für die Sanierung flüssigkeitsführender Leitungssysteme und Verfahren zu dessen Herstellung |
| WO2011070353A2 (en) | 2009-12-07 | 2011-06-16 | Smart Pipe Company, Lp | Systems and methods for making pipe, and method of installing the pipe in a pipeline |
| US8678036B2 (en) * | 2010-04-30 | 2014-03-25 | Johann Kübel | Sealing hose |
| EP2569139B1 (en) * | 2010-05-13 | 2015-11-04 | Structural Group, Inc. | System and method for repairing and strengthening pipe with internal helically wound tensile reinforcement |
| MX340872B (es) | 2011-04-18 | 2016-07-27 | Fyfe Co Llc | Revestimiento expandible para la protección y fortalecimiento de tuberías existentes. |
| DE102011105593A1 (de) | 2011-06-27 | 2012-12-27 | Sml Verwaltungs Gmbh | Auskleidungsschlauch für die Sanierung von Leitungssystemen und Verfahren zur Sanierung von Leitungssystemen |
| DE102011113264A1 (de) | 2011-09-13 | 2013-03-14 | Sml Verwaltungs Gmbh | Auskleidungsschlauch für die Sanierung von fluidführenden Leitungssystemen |
| DE102012003393B4 (de) | 2012-02-23 | 2013-09-26 | Sml Verwaltungs Gmbh | Auskleidungsschlauch für die Sanierung von fluidführenden Leitungssystemen |
| WO2013179442A1 (ja) * | 2012-05-31 | 2013-12-05 | 積水化学工業株式会社 | ライニング材、ライニング材の製造方法、及びライニング施工方法 |
| WO2014062539A1 (en) | 2012-10-16 | 2014-04-24 | Ocv Intellectual Capital, Llc | Liner for reinforcing a pipe and method of making the same |
| DE102012024905A1 (de) | 2012-12-20 | 2014-06-26 | Sml Verwaltungs Gmbh | Auskleidungsschlauch für die Sanierung von Leitungssystemen und Verfahren zur Sanierung von Leitungssystemen |
| US20150369399A1 (en) * | 2013-01-14 | 2015-12-24 | Fyfe Co. Llc | High strength liner and method of use |
| US20140373956A1 (en) * | 2013-06-24 | 2014-12-25 | Jeffrey M. Tanner | Laminated Pipe Lining System |
| EP2827040A1 (en) | 2013-07-19 | 2015-01-21 | Per Aarsleff A/S | A reinforced liner for renovation of underground pipe systems, a method of producing a reinforced liner and a method of installing a reinforced liner into a pipe line |
| DE102013111092A1 (de) | 2013-10-08 | 2015-04-09 | Sml Verwaltungs Gmbh | Auskleidungsschlauch für die Sanierung von fluidführenden Leitungssystemen |
| DE102013114630A1 (de) * | 2013-12-20 | 2015-06-25 | Trelleborg Pipe Seals Duisburg Gmbh | Auskleidungselement zur Sanierung einer Rohrleitung |
| AU2015247451B2 (en) | 2014-04-17 | 2017-05-25 | Warren Environmental & Coating, Llc | Large diameter pipe lining and repair |
| CA2950056C (en) | 2014-06-16 | 2018-10-09 | Fyfe Co. Llc | Repair of pipes |
| CN106471305A (zh) | 2014-07-14 | 2017-03-01 | 法伊夫有限责任公司 | 利用管道衬里增强管道的方法、增强管道和使增强管道防水的方法 |
| DE102014110929A1 (de) * | 2014-07-31 | 2016-02-04 | Sml Verwaltungs Gmbh | Auskleidungsschlauch zur Sanierung fluidführender Leitungssysteme |
| DE102014110930A1 (de) * | 2014-07-31 | 2016-02-04 | Sml Verwaltungs Gmbh | Auskleidungsschlauch zur Sanierung fluidführender Leitungssysteme |
| DE102014114746B4 (de) * | 2014-10-10 | 2018-06-21 | Saertex Multicom Gmbh | Kanalsanierungsliner |
| EP3147550B1 (en) | 2014-10-24 | 2018-12-12 | OCV Intellectual Capital, LLC | Asymmetrical fabrics composition for winding applications in pipe relining |
| US9163771B1 (en) * | 2015-01-26 | 2015-10-20 | Rosetta Higman | Conduit repair system |
| US9435480B2 (en) | 2015-01-26 | 2016-09-06 | Rosetta Higman | Conduit repair system |
| DE102015105668C5 (de) | 2015-04-14 | 2020-07-09 | Cuylits Holding GmbH | Verbundschlauch zur Reparatur undichter Fluidleitungen, Verfahren zur Herstellung eines derartigen Verbundschlauches und Verfahren zur Reparatur undichter Fluidleitungen mit einem Verbundschlauch |
| US9993992B2 (en) | 2015-04-17 | 2018-06-12 | Fyfe Co. Llc | Structural fabric useful for lining pipe |
| US10077855B2 (en) * | 2015-09-22 | 2018-09-18 | Ina Acquisition Corp. | Method of lining pipe with high strength liner, high strength liner, and pipe lined with high strength liner |
| DE202015008926U1 (de) | 2015-10-13 | 2016-03-04 | Sml Verwaltungs Gmbh | Vorrichtung zum Aushärten eines Auskleidungsschlauchs |
| US9581279B1 (en) | 2015-11-23 | 2017-02-28 | William G. Higman | Multi-layered conduit repair system |
| DE102015122313A1 (de) | 2015-12-18 | 2017-06-22 | Sml Verwaltungs Gmbh | Verfahren zum Aushärten eines Auskleidungsschlauchs |
| DE102016105722A1 (de) | 2016-03-29 | 2017-10-05 | Sml Verwaltungs Gmbh | Längenveränderbare Vorrichtung zum Aushärten eines Auskleidungsschlauchs |
| US11125375B2 (en) | 2016-06-30 | 2021-09-21 | Sanexen Environmental Services Inc. | Tubular liner for rehabilitating underground and surface pipes and pipelines |
| DE102016116036A1 (de) | 2016-08-29 | 2018-03-01 | Pipetronics Gmbh & Co. Kg | Messvorrichtung mit endlich korrigierter Linsenanordnung |
| US10502356B2 (en) | 2016-12-06 | 2019-12-10 | SAK Construction, LLC | Liner for lateral pipe line |
| EP3348379A1 (en) * | 2017-01-11 | 2018-07-18 | OCV Intellectual Capital, LLC | Dry liners for pipe repair and methods for manufacturing dry liners |
| US11173634B2 (en) | 2018-02-01 | 2021-11-16 | Ina Acquisition Corp | Electromagnetic radiation curable pipe liner and method of making and installing the same |
| US10704728B2 (en) | 2018-03-20 | 2020-07-07 | Ina Acquisition Corp. | Pipe liner and method of making same |
| FR3093118B1 (fr) * | 2019-02-21 | 2021-02-19 | C H A B | Gaine formée par au moins un tricot circulaire pour la réalisation d’un pieu en béton armé |
| US10919212B1 (en) | 2019-08-14 | 2021-02-16 | Sak Construction Llc | Mechanized inverter for pipe liners |
| DE102021126951A1 (de) * | 2021-10-18 | 2023-04-20 | Brandenburger Liner Gmbh & Co. Kg | Auskleidungsschlauch zur Sanierung von defekten Kanalrohren und Verfahren zur Herstellung sowie Installation eines solchen |
| WO2023126529A2 (de) | 2021-12-30 | 2023-07-06 | Relineeurope Gmbh | Textil mit zwei matrixbildenden komponenten |
| EP4431783B1 (de) * | 2023-03-16 | 2025-02-12 | Saertex multicom GmbH | Schlauchförmiger liner |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1340068A (en) | 1970-09-22 | 1973-12-05 | Insituform Pipes & Structures | Lining of surfaces defining passageways |
| US3996967A (en) | 1972-10-18 | 1976-12-14 | Takata Kojyo Co., Ltd. | Reinforced lining for tubes |
| GB2113739B (en) * | 1981-12-14 | 1985-06-19 | Alphacrete Linings | Reinforcing member |
| US5535786A (en) | 1990-04-06 | 1996-07-16 | Suomen Putkisaneeraus Oy | Method for repairing flow conduits, and repair material |
| US5174228A (en) * | 1990-12-21 | 1992-12-29 | Brunswick Technologies, Inc. | Non-woven reinforcement structure |
| SE9100525D0 (sv) | 1991-02-22 | 1991-02-22 | Inpipe Sweden Ab | Laminat |
| CA2121711A1 (en) | 1993-05-03 | 1994-11-04 | Giulio Catallo | Reinforced lining hose |
| EP0712352B1 (de) | 1993-08-06 | 1997-10-08 | Brandenburger Patentverwertungsgesellschaft des bürgerlichen Rechts | Verfahren zum herstellen eines rohrförmigen auskleidungsschlauches |
| US5799705A (en) * | 1995-10-25 | 1998-09-01 | Ameron International Corporation | Fire resistant pipe |
| US5836357A (en) | 1995-10-26 | 1998-11-17 | Bay Mills Ltd. | Pressure-expandable conduit liner |
| GB9606200D0 (en) * | 1996-03-25 | 1996-05-29 | Daton Lovett Andrew J | An extendible member |
| US6196271B1 (en) | 1999-02-23 | 2001-03-06 | Michael Braun | Liner hose for reconstruction of conduits and pipelines and a method for manufacture thereof |
| US6360780B1 (en) * | 2000-08-30 | 2002-03-26 | Owens Corning Fiberglas Technology, Inc. | Liner for reinforcing a pipe and method of making the same |
-
2001
- 2001-10-31 US US10/003,582 patent/US6615875B2/en not_active Expired - Lifetime
-
2002
- 2002-10-29 ES ES02790309T patent/ES2254768T3/es not_active Expired - Lifetime
- 2002-10-29 AT AT02790309T patent/ATE314605T1/de not_active IP Right Cessation
- 2002-10-29 EP EP02790309A patent/EP1440273B1/en not_active Expired - Lifetime
- 2002-10-29 JP JP2003540566A patent/JP4286140B2/ja not_active Expired - Lifetime
- 2002-10-29 WO PCT/EP2002/012084 patent/WO2003038331A1/en active IP Right Grant
- 2002-10-29 DE DE60208424T patent/DE60208424T2/de not_active Expired - Lifetime
- 2002-10-29 PL PL368181A patent/PL203440B1/pl unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP1440273A1 (en) | 2004-07-28 |
| PL203440B1 (pl) | 2009-10-30 |
| US20020124898A1 (en) | 2002-09-12 |
| PL368181A1 (en) | 2005-03-21 |
| ATE314605T1 (de) | 2006-01-15 |
| DE60208424D1 (de) | 2006-02-02 |
| JP2005507331A (ja) | 2005-03-17 |
| DE60208424T2 (de) | 2006-08-31 |
| ES2254768T3 (es) | 2006-06-16 |
| EP1440273B1 (en) | 2005-12-28 |
| US6615875B2 (en) | 2003-09-09 |
| WO2003038331A1 (en) | 2003-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4286140B2 (ja) | 配管補強用ライナー及びその製造法 | |
| EP1313982B1 (en) | A liner for reinforcing a pipe and method of making the same | |
| US6932116B2 (en) | Fiber reinforced composite liner for lining an existing conduit and method of manufacture | |
| US6923217B2 (en) | Fiber reinforced composite liner for lining an existing conduit and method of manufacture | |
| JP6547216B2 (ja) | 管を補強するためのライナ及びその製造方法 | |
| US6732763B2 (en) | Stretch-resistant pipe liner | |
| EP0770812B1 (en) | Pressure expandable conduit liner | |
| US9052053B2 (en) | Method of lining a conduit using a scrim-reinforced pipe liner | |
| US11384889B2 (en) | Pipe liner and method of making and installing the same | |
| US11708919B2 (en) | High strength, stretchable liner, for pipe | |
| US20080277012A1 (en) | Reinforcing Liner |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051031 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051031 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090223 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090324 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120403 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4286140 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120403 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130403 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130403 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140403 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |