JP4228687B2 - High barrier transparent laminate - Google Patents
High barrier transparent laminate Download PDFInfo
- Publication number
- JP4228687B2 JP4228687B2 JP2002373791A JP2002373791A JP4228687B2 JP 4228687 B2 JP4228687 B2 JP 4228687B2 JP 2002373791 A JP2002373791 A JP 2002373791A JP 2002373791 A JP2002373791 A JP 2002373791A JP 4228687 B2 JP4228687 B2 JP 4228687B2
- Authority
- JP
- Japan
- Prior art keywords
- gas barrier
- film
- transparent laminate
- layer
- water
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Description
【0001】
【発明の属する技術分野】
本発明は、食品や日用品及び医薬品等の包装分野に用いられる包装用の積層体に関するもので、特に高度な酸素透過率や水蒸気透過率が必要とされる包装分野の積層体に関するものである。
【0002】
【従来の技術】
食品や日用品及び医薬品等の包装に用いられる包装材料は、内容物の変質を抑制しそれらの機能や性質を保持するために、包装材料を透過する酸素、水蒸気、その他内容物を変質させる気体による影響を防止する必要があり、これら気体(ガス)を遮断するガスバリア性を備えることが求められている。従来は、高分子の中では比較的にガスバリア性に優れる塩化ビニリデン樹脂のフィルムまたはそれらをコーティングしたフィルム等が良く用いられてきた。しかし、それらは温度・湿度などによるガスバリア性の影響が大きい、高度なガスバリア性の要求には対応できないなどの欠点を有し問題があった。そこで高度なガスバリア性を要求されるものについては、アルミ等の金属からなる金属箔等をガスバリア層として用いた包装材料を用いざるを得なかった。
【0003】
ところが、アルミ等の金属からなる金属箔等を用いた包装材料は、温度・湿度の影響がなく高度なガスバリア性を持つが、包装材料を透視して内容物を確認することができない、使用後の廃棄の際は不燃物として処理しなければならない、検査の際金属探知器が使用できないなど多くの欠点を有し問題があった。
【0004】
そこで、これらの欠点を克服した包装材料として、例えば、特許文献1、特許文献2等に記載されているような酸化珪素、酸化アルミニウム、酸化マグネシウム等の無機酸化物を高分子フィルム上に、真空蒸着法やスパッタリング法等の形成手段により蒸着膜を形成したフィルムが開発されている。これらの蒸着フィルムは透明性及び酸素、水蒸気等のガス遮断性を有していることが知られ、金属箔等では得ることのできない透明性、ガスバリア性の両者を有する包装材料として好適とされている。
【0005】
【特許文献1】
米国特許第3442686号明細書
【特許文献2】
特公昭63−28017号公報
【特許文献3】
特開平7−164591号公報
【0006】
【発明が解決しようとする課題】
しかしながら、上述した包装用材料に適するフィルムであっても、包装容器または包装材として、蒸着フィルム単体で用いられることはほとんどなく、蒸着後の後加工として蒸着フィルム表面に文字・絵柄等を印刷加工またはフィルム等との貼り合わせ、容器等の包装体への形状加工などさまざまな工程を経て包装体を完成させている。
【0007】
そこで、上述した蒸着フィルム等を用いてシーラントフィルムと貼り合わせ製袋後、酸素透過率や水蒸気透過率等のガスバリア性を測定したところ、高分子ガスバリア性フィルム並のガスバリア性は有するもの、金属箔並のガスバリア性を達成することはできなかった。
【0008】
すなわち、高度なガスバリア性を要求される包装材料として用いられる条件として、内容物を直接透視することが可能なだけの透明性、内容物に対して影響を与える気体等を遮断する金属箔並みの高いガスバリア性等を要求されている。
【0009】
このような課題を解決する技術として、無機化合物からなる蒸着層を第1層とし、水溶性高分子と、1種類以上の金属アルコキシド或いは金属アルコキシド加水分解物又は、塩化錫の少なくとも一方を含む水溶液、あるいは水アルコール混合溶液を主剤とするコーティング剤を塗布し、加熱乾燥してなるガスバリア性被膜を第2層として順次積層したガスバリア包材が提案されている(特許文献3参照)。このガスバリア包材は、高いガスバリア性を示し、かつ耐水性、耐湿性を有するとともにある程度の変形に耐えられる。しかし、該ガスバリア包材のガスバリア性被膜は、無機化合物からなる蒸着層からなるため、包装容器または包装材料とする際の後加工条件によっては、透明積層体が応力により劣化するため、バリア性が若干低下することがある。またボイルおよびレトルト殺菌のような処理が必要な包材に用いると包材が処理中に屈曲を受けるため、バリア性が若干劣化する。例えば輸液の1次包装体などの非常に高いバリア性能が要求される包材に関しては多少の劣化でも使用することはできない。
【0010】
本発明は以上のような従来技術の課題を解決しようとするものであり、幅広い加工条件で後加工でき、透明性に優れるため内容物が透視可能で且つ金属探知器が使用でき、屈曲耐性に優れ、さらに高温高湿下での高いガスバリア性を持ち、ボイル、レトルト殺菌処理後もバリア性が劣化しない包装材料として最適なハイバリア透明積層体を提供することを課題とする。
【0011】
【課題を解決するための手段】
本発明は上記課題を達成するためのもので、請求項1に記載される発明は、透明プラスチック材料からなる基材のすくなくとも片面に、厚さ5〜300nmの無機酸化物からなる蒸着薄膜層、及び水溶性高分子と、(a)1種以上の金属アルコキシドまたは/およびその加水分解物または(b)塩化錫の少なくともいずれか1つを含む水溶液、或いは水/アルコール混合溶液を主剤とするコーティング剤を塗布し、オーブン加熱部のテンションを4.0メガパスカル以上、20メガパスカル未満として加熱乾燥してなるガスバリア性被膜層を順次積層したことを特徴とするハイバリア透明積層体としたものである。
【0012】
また請求項2の発明は、前記無機酸化物が、酸化アルミニウム、酸化珪素、酸化マグネシウム或いはそれらの混合物であることを特徴とする請求項1記載のハイバリア透明積層体としたものである。
【0013】
請求項3の発明は、前記金属アルコキシドが、テトラエトキシシランまたはトリイソプロポキシアルミニウム、或いはそれらの混合物であることを特徴とする請求項1または2記載のハイバリア透明積層体としたものである。
【0014】
請求項4の発明は、前記水溶性高分子が、ポリビニルアルコールであることを特徴とする請求項1乃至3いずれか1項記載のハイバリア透明積層体としたものである。
【0015】
【作用】
本発明によれば、透明プラスチック基材に蒸着薄膜層及び適切に加熱乾燥したガスバリア性被膜を順次積層した構成になっているので、これをガスバリア層として用いた場合金属箔並みのガスバリア性を示す。また後加工適性については、蒸着膜にコーティングし、一般のガスバリア性フィルム並みの各種耐性を持っているので、通常の使用が可能である。
【0016】
【発明の実施の形態】
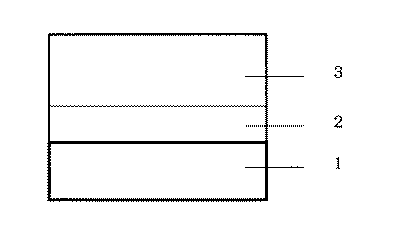
本発明について図面を用いて更に詳細に説明する。図1は本発明の実施の形態例のハイバリア透明積層体を説明する断面図である。
【0017】
まず図1の本発明の強密着ガスバリア透明積層体を説明する。図1における基材(1)は透明プラスチック材料からなるフィルムであり、その少なくとも片面上に無機酸化物からなる蒸着薄膜層(2)、ガスバリア性被膜層(3)が順次積層されている。
【0018】
上述した基材1は透明プラスチック材料であり、蒸着薄膜層の透明性を生かすために透明なフィルムが好ましい。例えば、ポリエチレンテレフタレート(PET)およびポリエチレンナフタレートなどのポリエステルフィルム、ポリエチレンやポリプロピレンなどのポリオレフィンフィルム、ポリスチレンフィルム、ポリアミドフィルム、ポリ塩化ビニルフィルム、ポリカーボネートフィルム、ポリアクリルニトリルフィルム、ポリイミドフィルム等が用いられ、延伸、未延伸のどちらでも良く、また機械的強度や寸法安定性を有するものが良い。これらをフィルム状に加工して用いられる。特に耐熱性等の面から二軸方向に任意に延伸されたポリエチレンテレフタレートが好ましく用いられる。またこの基材1の表面に、周知の種々の添加剤や安定剤、例えば帯電防止剤、紫外線防止剤、可塑剤、滑剤などが使用されていても良く、薄膜との密着性を良くするために、前処理としてコロナ処理、低温プラズマ処理、イオンボンバード処理を施しておいても良く、さらに薬品処理、溶剤処理などを施しても構わない。
【0019】
基材1の厚さはとくに制限を受けるものではないが、包装材料としての適性、他の層を積層する場合も在ること、無機酸化物からなる蒸着薄膜層(2)、ガスバリア性被膜層(3)を形成する場合の加工性を考慮すると、実用的には3〜200μmの範囲で、用途によって6〜30μmとすることが好ましい。
【0020】
また、量産性を考慮すれば、連続的に各層を形成できるように長尺フィルムとすることが望ましい。
【0021】
無機酸化物からなる蒸着薄膜層(2)は、酸化アルミニウム、酸化珪素、酸化錫、酸化マグネシウム、或いはそれらの混合物などの無機酸化物の蒸着膜からなり、透明性を有しかつ酸素、水蒸気等のガスバリア性を有するものであればよい。その中でも、特に酸化アルミニウム、酸化珪素、酸化マグネシウム或いはそれらの混合物が酸素透過率及び水蒸気透過率に優れるので好ましい。ただし本発明の薄膜層(2)は、上述した無機酸化物に限定されず、上記条件に適合する材料であれば用いることができる。
【0022】
蒸着薄膜層(2)の厚さは、用いられる無機化合物の種類・構成により最適条件が異なるが、一般的には5〜300nmの範囲内が望ましく、その値は適宜選択される。ただし膜厚が5nm未満であると均一な膜が得られないことや膜厚が十分ではないことがあり、ガスバリア材としての機能を十分に果たすことができない場合がある。また膜厚が300nmを越える場合は薄膜にフレキシビリティを保持させることができず、成膜後に折り曲げ、引っ張りなどの外的要因により、薄膜に亀裂を生じるおそれがある。好ましくは、5〜100nmの範囲内である。
【0023】
無機酸化物からなる蒸着薄膜層(2)を基材1上に形成する方法としては種々在り、通常の真空蒸着法により形成することができるが、その他の薄膜形成方法であるスパッタリング法やイオンプレーティング法、プラズマ気相成長法(CVD)などを用いることもできる。但し生産性を考慮すれば、現時点では真空蒸着法が最も優れている。真空蒸着法による真空蒸着装置の加熱手段としては電子線加熱方式や抵抗加熱方式、誘導加熱方式等が好ましく、薄膜と基材の密着性及び薄膜の緻密性を向上させるために、プラズマアシスト法やイオンビームアシスト法を用いることも可能である。また、蒸着膜の透明性を上げるために蒸着の際、酸素ガスなど吹き込んだりする反応蒸着を行っても一向に構わない。
【0024】
ガスバリア性被膜層(3)は、金属箔並の高度なガスバリア性を付与するために無機酸化物からなる蒸着薄膜層(2)上に設けられるものである。
【0025】
それを達成するために前記ガスバリア性被膜層(3)は、水溶性高分子と(a)1種以上の金属アルコキシドまたは/および加水分解物または(b)塩化錫、の少なくともいずれか1つを含む水溶液、或いは水/アルコール混合溶液を主剤とするコーティング剤からなる。水溶性高分子と塩化錫を水系(水或いは水/アルコール混合)溶媒で溶解させた溶液、或いはこれに金属アルコキシドを直接、或いは予め加水分解させるなど処理を行ったものを混合した溶液を無機化酸化物薄膜層(2)にコーティング、4.0メガパスカル以上、20メガパスカル未満の応力をかけながら加熱乾燥し形成したものである。コーティング剤に含まれる各成分について更に詳細に説明する。
【0026】
本発明でコーティング剤に用いられる水溶性高分子はポリビニルアルコール、ポリビニルピロリドン、デンプン、メチルセルロース、カルボキシメチルセルロース、アルギン酸ナトリウム等が挙げられる。特にポリビニルアルコール(以下、PVAとする)を本発明の積層体のコーティング剤に用いた場合にガスバリア性が最も優れるので好ましい。ここでいうPVAは、一般にポリ酢酸ビニルをけん化して得られるもので、酢酸基が数十%残存している、いわゆる部分けん化PVAから酢酸基が数%しか残存していない完全PVAまでを含み、特に限定されない。
【0027】
また塩化錫は塩化第一錫(SnCl2 )、塩化第二錫(SnCl4 )、或いはそれらの混合物であってもよく、無水物でも水和物でも用いることができる。
【0028】
更に金属アルコキシドは、テトラエトキシシラン〔Si(OC2 H5 )4 〕、トリイソプロポキシアルミニウム〔Al(O−2’−C3 H7 )3 〕などの一般式、M(OR)n (M:Si,Ti,Al,Zr等の金属、R:CH3 ,C2 H5 等のアルキル基)で表せるものである。中でもテトラエトキシシラン、トリイソプロポキシアルミニウムが加水分解後、水系の溶媒中において比較的安定であるので好ましい。
【0029】
上述した各成分を単独又はいくつかを組み合わせてコーティング剤に加えることができ、さらにコーティング剤のガスバリア性を損なわない範囲で、イソシアネート化合物、シランカップリング剤、或いは分散剤、安定化剤、粘度調整剤、着色剤などの公知の添加剤を加えることができる。
【0030】
例えばコーティング剤に加えられるイソシアネート化合物は、その分子中に2個以上のイソシアネート基(NCO基)を有するものであり、例えばトリレンジイソシアネート(以下TDI)、トリフェニルメタントリイソシアネート(以下TTI)、テトラメチルキシレンジイソシアネート(以下TMXDI)などのモノマー類と、これらの重合体、誘導体などがある。
【0031】
コーティング剤の塗布方法には、通常用いられるディッピング法、ロールコーティング法、スクリーン印刷法、スプレー法、グラビア印刷法などの従来公知の手段を用いることができる。本発明に特徴的な被膜とするために、塗布および加熱乾燥する際に、4.0メガパスカル以上の応力をかけることが重要である。ただし20メガパスカル以上の応力は基材の物性を劣化させたり、収縮による寸法変化が起こるため好ましくない。被膜の厚さは、コーティング剤の種類や加工機や加工条件によって異なる。乾燥後の厚さが、0.01μm以下の場合は、均一な塗膜が得られなく十分なガスバリア性を得られない場合があるので好ましくない。また厚さが50μmを超える場合は膜にクラックが生じ易くなるため問題がある。好ましくは0.01〜50μmの範囲にあることが好ましく、より好ましくは0.1〜10μmの範囲にあることである。
【0032】
更にガスバリア性被膜層(3)上に他の層を積層することも可能である。例えば印刷層、外側基材層、中間層、ヒートシール層等である。印刷層は包装袋などとして実用的に用いるために形成されるものであり、ウレタン系、アクリル系、ニトロセルロース系、ゴム系、塩化ビニル系等の従来から用いられているインキバインダー樹脂に各種顔料、体質顔料及び可塑剤、乾燥剤、安定剤等の添加剤などが添加されてなるインキにより構成される層であり、文字、絵柄等が形成されている。インキタイプとしては、表刷りタイプ及び裏刷りタイプ等どちらでも構わない。印刷層の形成方法としては、例えばオフセット印刷法、グラビア印刷法、シルクスクリーン印刷法等の周知の印刷方式や、ロールコート、ナイフエッジコート、グラビアーコート等の周知の塗布方式を用いることができる。厚さは0.1〜2.0μmで良い。
【0033】
また外側基材層は、ガスバリア層が中間層として用いられる場合の印刷基材等に用いられるもので、一般的に機械的強度の面からポリエチレンテレフタレート(PET)およびポリエチレンナフタレートなどのポリエステルフィルム、ポリエチレンやポリプロピレンなどのポリオレフィンフィルム、ポリアミドフィルム、ポリカーボネートフィルム、ポリアクリルニトリルフィルム、ポリイミドフィルム等が好ましく用いられ、特に二軸方向に任意に延伸されたポリエチレンテレフタレートフィルム、ポリプロピレンフィルム等がより好ましい。
【0034】
外側基材の厚さは、材質や要求品質に応じて決められるが、一般的に5〜50μmの範囲内である。またその形成方法としては、2液硬化型ウレタン系樹脂等の接着剤を用いて貼り合わせるドライラミネート法、ノンソルベントラミネート法、エキストルーションラミネート法等の公知の方法により積層できる。
【0035】
また中間層は、袋状包装体とした場合の破袋強度や突き刺し強度を高めるために設けられるもので、一般的に機械強度及び熱安定性の面から二軸延伸ナイロンフィルム、二軸延伸ポリエチレンテレフタレートフィルム、二軸延伸ポリプロピレンフィルムの内から選ばれる一種である必要がある。
【0036】
中間層の厚さは、材質や要求品質に応じて決められるが、一般的に5〜50μmの範囲内である。またその形成方法としては、2液硬化型ウレタン系樹脂等の接着剤を用いて貼り合わせるドライラミネート法、ノンソルベントラミネート法、エキストルーションラミネート法等の公知の方法により積層できる。
【0037】
またヒートシール層は袋状包装体などを形成する際に接着層として設けられるものである。例えばポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、エチレン−メタクリル酸共重合体、エチレン−メタクリル酸エステル共重合体、エチレン−アクリル酸共重合体、エチレン−アクリル酸エステル共重合体及びそれらの金属架橋物等の樹脂が用いられる。厚さは目的に応じて決められるが、一般的には15〜200μmの範囲である。形成方法としては、上記樹脂からなるフィルム状のものを2液硬化型ウレタン樹脂などの接着剤を用いて貼り合わせるドライラミネート法等を用いることが一般的であるがいずれも公知の方法により積層することができる。
【0038】
【実施例】
本発明のハイバリア透明積層体を具体的な実施例を挙げて更に説明する。
【0039】
〈実施例1〉
基材1として、厚さ12μmの2軸延伸ポリエチレンテレフタレート(PET)フィルムの片面に、電子線加熱方式による真空蒸着装置により、金属アルミニウムを蒸発させそこに酸素ガスを導入し、厚さ15nmの酸化アルミニウムを蒸着して無機酸化物からなる蒸着薄膜層(2)、次いでガスバリア性被膜層(3)として下記組成からなるコーティング剤をグラビアコート法にて、オーブン加熱部のテンションを4.0メガパスカルとして乾燥させ、厚さ0.5μm形成し、本発明のハイバリア透明積層体を得た。
コーティング剤の組成は、▲1▼液と▲2▼液を配合比(wt%)で60/40に混合したもの。(注:▲1▼テトラエトキシシラン10.4gに塩酸水溶液(0.1N)89.6gを加え、30分間撹拌し加水分解させた固形分3wt%(SiO2 換算)の加水分解溶液 ▲2▼ポリビニルアルコールの3wt%水/イソプロピルアルコール溶液(水:イソプロピルアルコール重量比で90:10))
【0040】
〈実施例2〉
実施例1において、ガスバリア性被膜層(3)において、オーブン加熱部のテンションを10メガパスカルとして乾燥させた以外は、同様に本発明のハイバリア透明積層体を得た。
【0041】
〈比較例1〉
実施例1において、ガスバリア性被膜層(3)において、オーブン加熱部のテンションを3.0メガパスカルとして乾燥させた以外は、同様に本発明のハイバリア透明積層体を得た。
【0042】
〈比較例2〉
実施例1において、ガスバリア性被膜層(3)において、オーブン加熱部のテンションを20メガパスカルとして乾燥させた以外は、同様に本発明のハイバリア透明積層体を得た。
【0043】
〈二次加工:積層体試作〉
実施例及び比較例のガスバリア性被膜層に、裏刷り用ウレタン系インキを用いてグラビア印刷法により印刷層、次いでヒートシール層として厚さ30μmの未延伸ポリプロピレンフィルムを2液硬化型ウレタン系接着剤を介してドライラミネート法により積層し、実施例及び比較例のそれぞれについて積層体を得た。
【0044】
〈テスト1〉
本発明のハイバリア透明積層体単体にて、実施例1,2及び比較例1の積層体のそれぞれについて、0から2%の伸度をかけ、その際の水蒸気透過率(gr/m2 ・day )を測定した。測定結果を表1に示す。また実施例及び比較例の透明性を確認するために、目視により内容物が確認できるか観察した。その結果も併せて表1に示す。
【0045】
〈テスト2〉
実施例及び比較例の積層体のそれぞれについて、製袋・輸送・ハンドリング時の実用強度を判断する目安としてのゲルボテスト(もみテスト)を行い、酸素透過率(cm2/m2 ・day・atm)を測定した比較結果を表2に示した。
【0046】
【表1】
【0047】
【表2】
ゲルボテスト条件
23℃、50%RH
ねじりサイクル:40回/分
チャック間距離:175mm
ストローク:150mm
径:88mm
ねじり角度 :450度
尚表中、比較例2の酸素透過度で、ねじり100回では測定不能で、150以上であった。
【0049】
実施例に対して比較例は上述した包装材料として用いられる条件とした、内容物を直接透視することが可能なだけの透明性、内容物に対して影響を与える気体等を遮断する金属箔並の高度なガスバリア性、廃棄が容易で有毒ガスが出ないなどの環境適合性、耐屈曲性等を全て満たすものではないが、実施例はそれを全て満たしていると言える。
【0050】
【発明の効果】
以上に述べたように本発明によれば、透明性に優れ包材を通しての内容物の確認が可能で、且つ金属箔並の高度なガスバリア性を持つ汎用性のある包装材料が得られ、耐屈曲性に優れ、後加工が容易で包装分野において巾広く使用が可能なハイバリア透明積層体とすることができる。
【図面の簡単な説明】
【図1】本発明のハイバリア透明積層体の実施の形態例の部分断面図である。
【符号の説明】
1・・・・透明プラスチック基材
2・・・・無機酸化物からなる蒸着薄膜層
3・・・・ガスバリア性被膜層[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a laminated body for packaging used in the packaging field of foods, daily necessities, pharmaceuticals, and the like, and particularly relates to a laminated body in the packaging field that requires high oxygen permeability and water vapor permeability.
[0002]
[Prior art]
Packaging materials used for packaging foods, daily necessities, and pharmaceuticals are made of oxygen, water vapor, or other gas that alters the contents to penetrate the packaging materials in order to suppress the deterioration of the contents and maintain their functions and properties. It is necessary to prevent the influence, and it is required to have a gas barrier property that blocks these gases. Conventionally, a vinylidene chloride resin film having a relatively excellent gas barrier property among polymers or a film coated with them has been often used. However, they have problems such as a large influence of gas barrier properties due to temperature, humidity, etc., and inability to meet demands for high gas barrier properties. Therefore, for materials that require high gas barrier properties, a packaging material using a metal foil made of a metal such as aluminum as a gas barrier layer must be used.
[0003]
However, packaging materials using metal foils made of metal such as aluminum have high gas barrier properties without the influence of temperature and humidity, but the contents cannot be confirmed through the packaging materials. There are many disadvantages such as having to treat it as an incombustible material at the time of disposal, and being unable to use a metal detector at the time of inspection.
[0004]
Therefore, as a packaging material that overcomes these disadvantages, for example, an inorganic oxide such as silicon oxide, aluminum oxide, or magnesium oxide described in Patent Document 1,
[0005]
[Patent Document 1]
U.S. Pat. No. 3,442,686 [Patent Document 2]
Japanese Patent Publication No. 63-28017 [Patent Document 3]
Japanese Patent Laid-Open No. 7-164591 [0006]
[Problems to be solved by the invention]
However, even if it is a film suitable for the packaging material described above, it is rarely used as a vapor deposition film alone as a packaging container or packaging material, and characters, designs, etc. are printed on the surface of the vapor deposition film as post-processing after vapor deposition. Or the packaging body is completed through various processes, such as bonding with a film etc. and shape processing to the packaging bodies, such as a container.
[0007]
Therefore, after the bag was bonded to the sealant film using the above-described deposited film, the gas barrier properties such as oxygen permeability and water vapor permeability were measured. An average gas barrier property could not be achieved.
[0008]
In other words, as a condition to be used as a packaging material that requires a high level of gas barrier properties, it is transparent enough to allow the contents to be directly seen through, and is equivalent to a metal foil that blocks gases that affect the contents. A high gas barrier property is required.
[0009]
As a technique for solving such a problem, an aqueous solution containing at least one of a water-soluble polymer and one or more kinds of metal alkoxide or metal alkoxide hydrolyzate or tin chloride, which is a vapor deposition layer made of an inorganic compound as a first layer. Alternatively, there has been proposed a gas barrier packaging material in which a gas barrier coating formed by applying a coating agent mainly composed of a hydroalcoholic solution and heating and drying is sequentially laminated as a second layer (see Patent Document 3). This gas barrier packaging material exhibits high gas barrier properties, has water resistance and moisture resistance, and can withstand some deformation. However, since the gas barrier coating of the gas barrier packaging material comprises a vapor-deposited layer made of an inorganic compound, depending on the post-processing conditions when the packaging container or packaging material is used, the transparent laminate deteriorates due to stress, and thus the barrier property is low. May decrease slightly. In addition, when used for a packaging material that requires treatment such as boil and retort sterilization, the packaging material is bent during the treatment, so that the barrier properties are slightly deteriorated. For example, a packaging material that requires a very high barrier performance such as a primary package for infusion cannot be used even if it is somewhat deteriorated.
[0010]
The present invention is intended to solve the above-described problems of the prior art, can be post-processed under a wide range of processing conditions, and is excellent in transparency, so that the contents can be seen through and a metal detector can be used. It is an object of the present invention to provide a high barrier transparent laminate that is excellent as a packaging material that has excellent gas barrier properties under high temperature and high humidity and does not deteriorate after boiling and retort sterilization.
[0011]
[Means for Solving the Problems]
This invention is for achieving the said subject, The invention described in Claim 1 is the vapor-deposited thin film layer which consists of an inorganic oxide with a thickness of 5-300 nm on at least one side of the base material which consists of transparent plastic materials, And an aqueous solution containing at least one of (a) one or more metal alkoxides and / or hydrolysates thereof and (b) tin chloride, or a water / alcohol mixed solution as a main component. agent is applied, the tension of the oven heating section 4.0 megapascals or more, is obtained by a high barrier transparent laminate, characterized in that by laminating a gas barrier coating layer formed by heat-drying as less than 20 MPa sequentially .
[0012]
The invention according to
[0013]
The invention according to
[0014]
The invention according to claim 4 is the high barrier transparent laminate according to any one of claims 1 to 3, wherein the water-soluble polymer is polyvinyl alcohol.
[0015]
[Action]
According to the present invention, the vapor-deposited thin film layer and the appropriately heat-dried gas barrier film are sequentially laminated on the transparent plastic base material, and when this is used as the gas barrier layer, it exhibits a gas barrier property similar to that of a metal foil. . As for post-processing suitability, it is coated on a vapor-deposited film and has various resistances similar to those of a general gas barrier film, so that it can be used normally.
[0016]
DETAILED DESCRIPTION OF THE INVENTION
The present invention will be described in more detail with reference to the drawings. FIG. 1 is a cross-sectional view illustrating a high barrier transparent laminate according to an embodiment of the present invention.
[0017]
First, the strong adhesion gas barrier transparent laminate of the present invention shown in FIG. 1 will be described. The base material (1) in FIG. 1 is a film made of a transparent plastic material, and a vapor-deposited thin film layer (2) made of an inorganic oxide and a gas barrier coating layer (3) are sequentially laminated on at least one surface thereof.
[0018]
The substrate 1 described above is a transparent plastic material, and a transparent film is preferable in order to make use of the transparency of the deposited thin film layer. For example, polyester films such as polyethylene terephthalate (PET) and polyethylene naphthalate, polyolefin films such as polyethylene and polypropylene, polystyrene films, polyamide films, polyvinyl chloride films, polycarbonate films, polyacrylonitrile films, polyimide films, etc. are used. Either stretched or unstretched, and those having mechanical strength and dimensional stability are preferred. These are processed into a film and used. In particular, polyethylene terephthalate arbitrarily stretched biaxially from the viewpoint of heat resistance or the like is preferably used. In addition, various known additives and stabilizers such as antistatic agents, ultraviolet inhibitors, plasticizers, lubricants, and the like may be used on the surface of the substrate 1 to improve the adhesion to the thin film. In addition, corona treatment, low temperature plasma treatment, ion bombardment treatment may be performed as pretreatment, and chemical treatment, solvent treatment, etc. may be performed.
[0019]
The thickness of the substrate 1 is not particularly limited, but is suitable as a packaging material, may be laminated with other layers, a vapor-deposited thin film layer (2) made of an inorganic oxide, a gas barrier coating layer Considering the workability in forming (3), it is practically in the range of 3 to 200 μm and preferably 6 to 30 μm depending on the application.
[0020]
In consideration of mass productivity, it is desirable to use a long film so that each layer can be formed continuously.
[0021]
The vapor-deposited thin film layer (2) made of an inorganic oxide is made of a vapor-deposited film of an inorganic oxide such as aluminum oxide, silicon oxide, tin oxide, magnesium oxide, or a mixture thereof, and has transparency and oxygen, water vapor, etc. Any gas barrier property may be used. Among these, aluminum oxide, silicon oxide, magnesium oxide or a mixture thereof is particularly preferable because of its excellent oxygen permeability and water vapor permeability. However, the thin film layer (2) of the present invention is not limited to the inorganic oxide described above, and any material that meets the above conditions can be used.
[0022]
The optimum condition for the thickness of the vapor-deposited thin film layer (2) varies depending on the type and configuration of the inorganic compound used, but generally it is preferably in the range of 5 to 300 nm, and the value is appropriately selected. However, if the film thickness is less than 5 nm, a uniform film may not be obtained or the film thickness may not be sufficient, and the function as a gas barrier material may not be sufficiently achieved. On the other hand, when the film thickness exceeds 300 nm, flexibility cannot be maintained in the thin film, and the thin film may be cracked due to external factors such as bending and pulling after the film formation. Preferably, it exists in the range of 5-100 nm.
[0023]
There are various methods for forming the vapor-deposited thin film layer (2) made of an inorganic oxide on the substrate 1, and it can be formed by a normal vacuum vapor deposition method, but other thin film forming methods such as sputtering and ion plating. A plating method, a plasma vapor deposition method (CVD), or the like can also be used. However, considering productivity, the vacuum deposition method is the best at present. As the heating means of the vacuum evaporation apparatus by the vacuum evaporation method, an electron beam heating method, a resistance heating method, an induction heating method or the like is preferable, and in order to improve the adhesion between the thin film and the substrate and the denseness of the thin film, a plasma assist method or An ion beam assist method can also be used. In addition, in order to increase the transparency of the deposited film, it is possible to carry out reactive deposition by blowing oxygen gas or the like during deposition.
[0024]
The gas barrier coating layer (3) is provided on the vapor-deposited thin film layer (2) made of an inorganic oxide in order to impart a high level of gas barrier properties comparable to that of a metal foil.
[0025]
In order to achieve this, the gas barrier coating layer (3) comprises at least one of a water-soluble polymer and (a) one or more metal alkoxides or / and hydrolysates or (b) tin chloride. It consists of the coating agent which makes the aqueous solution containing or the water / alcohol mixed solution the main ingredient. Mineralize a solution in which water-soluble polymer and tin chloride are dissolved in an aqueous (water or water / alcohol mixed) solvent, or a solution in which metal alkoxide has been directly or previously hydrolyzed. The oxide thin film layer (2) is formed by coating, heating and drying while applying a stress of 4.0 megapascal or more and less than 20 megapascal. Each component contained in the coating agent will be described in more detail.
[0026]
Examples of the water-soluble polymer used in the coating agent in the present invention include polyvinyl alcohol, polyvinyl pyrrolidone, starch, methyl cellulose, carboxymethyl cellulose, sodium alginate and the like. In particular, when polyvinyl alcohol (hereinafter referred to as PVA) is used as the coating agent of the laminate of the present invention, the gas barrier property is most excellent, which is preferable. The PVA here is generally obtained by saponifying polyvinyl acetate, and includes from so-called partially saponified PVA in which several dozen percent of acetate groups remain to complete PVA in which only several percent of acetate groups remain. There is no particular limitation.
[0027]
The tin chloride may be stannous chloride (SnCl2), stannic chloride (SnCl4), or a mixture thereof, and may be used in the form of an anhydride or a hydrate.
[0028]
Further, the metal alkoxide is represented by a general formula such as tetraethoxysilane [Si (OC2H5) 4], triisopropoxyaluminum [Al (O-2'-C3H7) 3], M (OR) n (M: Si, Ti , Al, Zr and other metals, and R: alkyl groups such as CH3 and C2H5). Among these, tetraethoxysilane and triisopropoxyaluminum are preferable because they are relatively stable in an aqueous solvent after hydrolysis.
[0029]
Each of the above-mentioned components can be added to the coating agent alone or in combination, and an isocyanate compound, a silane coupling agent, or a dispersant, a stabilizer, and a viscosity adjustment as long as the gas barrier properties of the coating agent are not impaired. Known additives such as coloring agents and coloring agents can be added.
[0030]
For example, an isocyanate compound added to a coating agent has two or more isocyanate groups (NCO groups) in the molecule. For example, tolylene diisocyanate (hereinafter TDI), triphenylmethane triisocyanate (hereinafter TTI), tetra There are monomers such as methylxylene diisocyanate (hereinafter TMXDI), and polymers and derivatives thereof.
[0031]
For the coating method of the coating agent, conventionally known means such as a dipping method, a roll coating method, a screen printing method, a spray method, a gravure printing method and the like that are usually used can be used. In order to obtain a film characteristic of the present invention, it is important to apply a stress of 4.0 megapascals or more during coating and heat drying. However, a stress of 20 megapascals or more is not preferable because it deteriorates the physical properties of the base material or causes a dimensional change due to shrinkage. The thickness of the coating varies depending on the type of coating agent, processing machine, and processing conditions. When the thickness after drying is 0.01 μm or less, a uniform coating film cannot be obtained and sufficient gas barrier properties may not be obtained. Further, when the thickness exceeds 50 μm, there is a problem because cracks are likely to be generated in the film. It is preferably in the range of 0.01 to 50 μm, more preferably in the range of 0.1 to 10 μm.
[0032]
Further, another layer can be laminated on the gas barrier coating layer (3). For example, a printing layer, an outer substrate layer, an intermediate layer, a heat seal layer, and the like. The printed layer is formed for practical use as a packaging bag, etc., and various pigments are added to conventionally used ink binder resins such as urethane, acrylic, nitrocellulose, rubber and vinyl chloride. , A layer composed of an ink to which additives such as extender pigments, plasticizers, desiccants, stabilizers and the like are added, and characters, patterns, etc. are formed. The ink type may be either a surface printing type or a back printing type. As a method for forming the printing layer, for example, a known printing method such as an offset printing method, a gravure printing method, a silk screen printing method, or a known coating method such as a roll coating, a knife edge coating, or a gravure coating can be used. . The thickness may be 0.1 to 2.0 μm.
[0033]
The outer substrate layer is used for a printing substrate when the gas barrier layer is used as an intermediate layer, and is generally a polyester film such as polyethylene terephthalate (PET) and polyethylene naphthalate in terms of mechanical strength, A polyolefin film such as polyethylene or polypropylene, a polyamide film, a polycarbonate film, a polyacrylonitrile film, a polyimide film, or the like is preferably used, and a polyethylene terephthalate film or a polypropylene film that is arbitrarily stretched in a biaxial direction is more preferable.
[0034]
The thickness of the outer substrate is determined according to the material and the required quality, but is generally in the range of 5 to 50 μm. Moreover, as the formation method, it can laminate | stack by well-known methods, such as the dry laminating method bonded together using adhesives, such as a two-component curable urethane type resin, the non-solvent laminating method, the extrusion laminating method.
[0035]
The intermediate layer is provided to increase the bag breaking strength and the piercing strength in the case of a bag-shaped package, and is generally a biaxially stretched nylon film or a biaxially stretched polyethylene in terms of mechanical strength and thermal stability. It is necessary to be a kind selected from a terephthalate film and a biaxially stretched polypropylene film.
[0036]
The thickness of the intermediate layer is determined according to the material and required quality, but is generally in the range of 5 to 50 μm. Moreover, as the formation method, it can laminate | stack by well-known methods, such as the dry laminating method bonded together using adhesives, such as a two-component curable urethane type resin, the non-solvent laminating method, the extrusion laminating method.
[0037]
The heat seal layer is provided as an adhesive layer when a bag-like package or the like is formed. For example, polyethylene, polypropylene, ethylene-vinyl acetate copolymer, ethylene-methacrylic acid copolymer, ethylene-methacrylic acid ester copolymer, ethylene-acrylic acid copolymer, ethylene-acrylic acid ester copolymer and their metals A resin such as a cross-linked product is used. The thickness is determined according to the purpose, but is generally in the range of 15 to 200 μm. As a forming method, it is common to use a dry laminating method or the like in which a film-like material made of the above resin is bonded using an adhesive such as a two-component curable urethane resin. be able to.
[0038]
【Example】
The high barrier transparent laminate of the present invention will be further described with specific examples.
[0039]
<Example 1>
As a substrate 1, a 12-μm-thick biaxially stretched polyethylene terephthalate (PET) film is evaporated on a single surface by a vacuum vapor deposition apparatus using an electron beam heating method, and oxygen gas is introduced therein, and a 15-nm-thick oxide is oxidized. A vapor deposition thin film layer (2) made of inorganic oxide by vapor deposition of aluminum, and then a coating agent having the following composition as a gas barrier coating layer (3) is applied by gravure coating, and the tension of the oven heating section is set to 4.0 megapascal. As a result, it was dried and formed to a thickness of 0.5 μm to obtain a high barrier transparent laminate of the present invention.
The composition of the coating agent is a mixture of (1) liquid and (2) liquid in a mixing ratio (wt%) of 60/40. (Note: (1) 89.6 g of hydrochloric acid aqueous solution (0.1N) is added to 10.4 g of tetraethoxysilane, and the mixture is stirred for 30 minutes to be hydrolyzed. The hydrolyzed solution has a solid content of 3 wt% (in terms of SiO 2 ). 3% by weight polyvinyl alcohol in water / isopropyl alcohol solution (water: isopropyl alcohol weight ratio 90:10))
[0040]
<Example 2>
In Example 1, the high barrier transparent laminate of the present invention was obtained in the same manner except that the gas barrier coating layer (3) was dried with the tension of the oven heating part set to 10 megapascals.
[0041]
<Comparative example 1>
A high barrier transparent laminate of the present invention was obtained in the same manner as in Example 1 except that the gas barrier coating layer (3) was dried by setting the tension of the oven heating unit to 3.0 megapascals.
[0042]
<Comparative example 2>
A high barrier transparent laminate of the present invention was obtained in the same manner as in Example 1 except that the gas barrier coating layer (3) was dried with the oven heating section tension of 20 megapascals.
[0043]
<Secondary processing: Laminate prototype>
A two-part curable urethane adhesive with a 30 μm-thick unstretched polypropylene film as a heat-seal layer and a printed layer by a gravure printing method using a urethane ink for back printing on the gas barrier coating layer of Examples and Comparative Examples The laminates were obtained for each of the examples and comparative examples.
[0044]
<Test 1>
The high barrier transparent laminate of the present invention was subjected to an elongation of 0 to 2% for each of the laminates of Examples 1 and 2 and Comparative Example 1, and the water vapor transmission rate (gr / m 2 · day) at that time ) Was measured. The measurement results are shown in Table 1. Moreover, in order to confirm the transparency of an Example and a comparative example, it was observed whether the contents could be confirmed visually. The results are also shown in Table 1.
[0045]
<
About each of the laminated body of an Example and a comparative example, the gelbo test (fir test) as a standard which judges the practical strength at the time of bag making, transportation, and handling is performed, and oxygen permeability (cm 2 / m 2 · day · atm) Table 2 shows the comparison results obtained by measuring.
[0046]
[Table 1]
[0047]
[Table 2]
Gervo test conditions
23 ℃, 50% RH
Twist cycle: 40 times / min Chuck distance: 175mm
Stroke: 150mm
Diameter: 88mm
Twist angle: 450 degrees In the table, the oxygen permeability of Comparative Example 2 was not measurable with a twist of 100 times and was 150 or more.
[0049]
In contrast to the examples, the comparative example was used as a packaging material as described above, the transparency that allows the contents to be directly seen through, and the metal foil that blocks the gas that affects the contents. Although it does not satisfy all of the high gas barrier properties, environmental compatibility such as easy disposal and no toxic gas, flex resistance, etc., it can be said that the examples satisfy all of them.
[0050]
【The invention's effect】
As described above, according to the present invention, it is possible to confirm the contents through the packaging material with excellent transparency, and to obtain a versatile packaging material having a high gas barrier property similar to that of a metal foil. A high barrier transparent laminate having excellent flexibility, easy post-processing, and wide use in the packaging field can be obtained.
[Brief description of the drawings]
FIG. 1 is a partial cross-sectional view of an embodiment of a high barrier transparent laminate of the present invention.
[Explanation of symbols]
DESCRIPTION OF SYMBOLS 1 ... Transparent
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002373791A JP4228687B2 (en) | 2002-12-25 | 2002-12-25 | High barrier transparent laminate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002373791A JP4228687B2 (en) | 2002-12-25 | 2002-12-25 | High barrier transparent laminate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004202818A JP2004202818A (en) | 2004-07-22 |
| JP4228687B2 true JP4228687B2 (en) | 2009-02-25 |
Family
ID=32811980
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002373791A Expired - Fee Related JP4228687B2 (en) | 2002-12-25 | 2002-12-25 | High barrier transparent laminate |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4228687B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4619133B2 (en) * | 2005-01-04 | 2011-01-26 | 株式会社クレハ | Moisture-proof coverlay film and flexible printed wiring board using the same |
| JP6707806B2 (en) * | 2014-09-11 | 2020-06-10 | 凸版印刷株式会社 | Gas barrier laminate |
-
2002
- 2002-12-25 JP JP2002373791A patent/JP4228687B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004202818A (en) | 2004-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4085814B2 (en) | Laminated body | |
| JP2790054B2 (en) | Gas barrier laminate film and packaging material using this laminate film | |
| JP2007168085A (en) | Laminate having high barrier properties | |
| JP2005074731A (en) | Transparent laminate having high gas barrier properties | |
| JP3482844B2 (en) | Gas barrier transparent laminate | |
| JP2006205626A (en) | Packaging material | |
| JP2000218726A (en) | Strong adherence transparent laminate | |
| JP4654662B2 (en) | Packaging using gas barrier film laminate having heat treatment resistance | |
| JP2004106314A (en) | Barrier laminate having biodegradability | |
| JP4228687B2 (en) | High barrier transparent laminate | |
| JP2002166487A (en) | Gas barrier laminated film and packaging material using the same | |
| JP2003326636A (en) | Strong adhesion gas barrier transparent laminate | |
| JPH11129384A (en) | Strongly adhesive gas barrier transparent laminate and package using it | |
| JPH11962A (en) | Gas barrier film and packaging material using the same | |
| JPH1029263A (en) | Laminated material suitable for heat sterilization and packaging container using the same | |
| JPH08267637A (en) | Barrier material with vepor deposition layer and laminated material using this barrier material | |
| JP3119109B2 (en) | Laminated material with excellent barrier properties | |
| JP2004314564A (en) | Transparent laminate having high gas barrier property | |
| JP2004276294A (en) | Pressure-sensitive adhesive film having high gas barrier properties | |
| JP2004106443A (en) | Gas barrier film laminate having retort properties | |
| JP4032607B2 (en) | Gas barrier vapor deposition film having flexibility | |
| JP3119108B2 (en) | Packaging material with excellent barrier properties with printed layer | |
| JP2004202823A (en) | Vapor deposition film laminate | |
| JP4714994B2 (en) | Selective gas permeable packaging material and method for producing the same | |
| JP3119107B2 (en) | Transparent laminate having gas barrier properties |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080520 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080626 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081111 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081124 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4228687 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111212 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121212 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121212 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131212 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |