JP4192013B2 - Manufacturing method of steel plate for striping in hot rolling line - Google Patents
Manufacturing method of steel plate for striping in hot rolling line Download PDFInfo
- Publication number
- JP4192013B2 JP4192013B2 JP2003054163A JP2003054163A JP4192013B2 JP 4192013 B2 JP4192013 B2 JP 4192013B2 JP 2003054163 A JP2003054163 A JP 2003054163A JP 2003054163 A JP2003054163 A JP 2003054163A JP 4192013 B2 JP4192013 B2 JP 4192013B2
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- steel plate
- bar
- width direction
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Metal Rolling (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、熱間圧延ラインにおける条取り用鋼板の製造方法に関し、特に、複数条に条取りされる条取り用鋼板の温度を所定の範囲内に収めるように制御するために用いて好適なものである。
【0002】
【従来の技術】
鉄鋼業の分野では、粗圧延されたシートバーを圧延スタンドに通板して鋼板を製造するようにすることが一般的に行われている。
このようにして鋼板を製造する場合、上記シートバーの両端部をエッジ加熱装置で加熱してから上記シートバーを圧延スタンドに通板するようにして、鋼板の品質を高めるようにすることが行われている(例えば、特許文献1を参照)。
【0003】
ところで、近年、鋼板の生産性を向上させるために、製品幅の複数倍の幅を有する鋼板を製造し、上記製造した鋼板を複数条に条取りするようにすることが行われ始めている。
【0004】
【特許文献1】
特開2000−160289号公報
【0005】
【発明が解決しようとする課題】
しかしながら、上述した従来の技術では、上記シートバーの両端部を加熱してから上記シートバーを圧延スタンドに通板して鋼板を圧延製造するようにしているので、製造した鋼板の両端部の温度が央部の温度よりも高くなってしまう虞があった。
【0006】
したがって、例えば、上述した従来の技術を用いて圧延製造された鋼板を中央部で分割(スリット)して2条取りし、2つの鋼板を形成すると、上記形成した2つの鋼板においては、それぞれの鋼板の両端部における温度差が大きくなってしまうので、上記それぞれの鋼板の両端部における品質を均一にすることができなくなってしまう虞があった。
【0007】
このように、上述した従来の技術を用いて圧延製造された鋼板を条取りすると、上記条取りした各鋼板の品質を高めることが困難であるという問題点があった。
【0008】
本発明は上述の問題点にかんがみてなされたもので、条取りして製造される各鋼板の品質を可及的に向上させるようにすることを目的とする。
【0009】
【課題を解決するための手段】
本発明の熱間圧延ラインにおける条取り用鋼板の製造方法は、粗圧延されたシートバーを第1〜第nの圧延スタンドに通板して、所定の後工程で複数条に条取りされる条取り用鋼板を製造するようにした熱間圧延ラインにおける条取り用鋼板の製造方法であって、上記第nの圧延スタンドより後方の所定の位置における上記条取り用鋼板の幅方向における温度分布の中で、上記条取り用鋼板の幅方向における両端部の温度と、上記複数条に条取りされる条取り部の温度とが略同じになるように制御する温度制御工程を有し、上記温度制御工程においては、上記粗圧延されたシートバーの幅方向における両端部の温度と、上記複数条に条取りされる条取り部の温度との差が所定の温度範囲になるように、粗バー加熱装置を用いて上記粗圧延されたシートバーの温度を制御するようにしたことを特徴としている。
【0014】
【発明の実施の形態】
次に、図面を参照しながら、本発明の熱間圧延ラインにおける条取り用鋼板の製造方法の実施の形態を説明する。
【0015】
なお、本実施の形態では、1220[mm]の幅を有する条取り用鋼板を製造し、上記製造した条取り用鋼板を中央部でスリットして2条取りし、製品幅が600[mm]、板厚が2[mm]の2つの鋼板を形成する場合を例に挙げて説明する。
【0016】
図1は、本発明の実施の形態を示し、熱間圧延設備の概略構成の一例を示した図である。
【0017】
図1において、熱間圧延設備1は、熱間圧延ライン2と、スリッターライン3とを有している。
熱間圧延ライン2は、条取り用鋼板を圧延するためのラインであり、加熱炉4と、粗圧延機5と、コイルボックスル6と、接合機7と、加熱装置8と、仕上げ圧延入り側温度計9と、仕上げ圧延機10と、仕上げ圧延出側温度計11と、ランアウトテーブル12と、鋼板シャー13と、巻き取り前温度計14と、コイル巻き取り装置15と、搬送ローラ速度制御装置16と、温度制御装置17とを有している。
【0018】
加熱炉4は、図示していない圧延鋼板製造ラインから搬送されたスラブ18を所定の温度に加熱するためのものである。
粗圧延機5は、加熱炉4により加熱されたスラブ18を粗圧延して、シートバー19を形成するためのものである。
【0019】
コイルボックス6は、粗圧延機5で形成されたシートバー19を一旦巻き取った後に、再び巻戻して接合機7に供給するためのものである。
接合機7は、コイルボックス6から搬送されたシートバー19の先端と、先行するシートバー19の後端とを接合するためのものである。
【0020】
加熱装置8は、接合機7から搬送されたシートバー19を加熱するためのものであり、粗バー加熱装置8aと、シートバー19の両端部を加熱するエッジ加熱装置8bとを有している。なお、粗バー加熱装置8aの具体的な構成と機能については後述する。
【0021】
仕上げ圧延入り側温度計9は、加熱装置8に搬送される直前のシートバー19の幅方向における温度を計測するためのものである。
【0022】
仕上げ圧延機10は、例えば7台の圧延スタンドF1〜F7によりシートバー19を連続的に仕上げ圧延して、条取り用鋼板20を形成するためのものである。なお、それぞれの圧延スタンドF1〜F7は、ワークロール、バックアップロール、ロードセル、及びモータなどにより構成されている。
【0023】
仕上げ圧延出側温度計11は、仕上げ圧延機10により仕上げ圧延された条取り用鋼板20の幅方向における温度を計測するためのものである。なお、本実施の形態では、仕上げ圧延出側温度計11により計測される条取り用鋼板20の幅方向における温度が850[℃]〜900[℃]程度になるようにしている。
【0024】
ランアウトテーブル12は冷却スタンドを有し、仕上げ圧延機10により仕上げ圧延された条取り用鋼板20を冷却するためのものである。
コイル巻き取り装置15は、ランアウトテーブル12により冷却された条取り用鋼板20をコイル状に巻き取るためのものである。
【0025】
鋼板シャー13は、条取り用鋼板20がコイル巻き取り装置15により所定の長さだけ巻き取られたときに、条取り用鋼板20を切断するためのものである。巻き取り前温度計14は、コイル巻き取り装置15に巻き取られる条取り用鋼板20の幅方向における温度を計測するためのものである。
なお、本実施の形態では、巻き取り前温度計14により計測される条取り用鋼板20の巻き取り温度が550[℃]程度になるようにしている。
また、本実施の形態では、巻き取り前温度計14を、鋼板シャー13の手前に配置するようにしたが、巻き取り前温度計14と鋼板シャー13は、ライン内に配置されていればよく、例えば、巻き取り前温度計14の手前に鋼板シャー13を配置するようにしてもよい。
【0026】
搬送ローラ速度制御装置16は、熱間圧延ライン2に配設されている複数個の搬送ローラの回転速度などを調節して、シートバー19及び条取り用鋼板20の搬送速度を制御するためのものである。
【0027】
なお、本実施の形態の搬送ローラ速度制御装置16は、仕上げ圧延機10における仕上げ圧延速度の最大値が、1200[mpm]〜1500[mpm]の範囲内の所定の速度となるように、上記複数個の搬送ローラの回転速度を調節するようにしている。
【0028】
また、このような高速の仕上げ圧延を行う際には、各圧延スタンドF1〜F7の間に冷却スプレーを配設し、上記配設した冷却スプレーにより冷却しながら仕上げ圧延するようにするのが好ましい。
【0029】
温度制御装置17は、仕上げ圧延入側温度計9により計測されるシートバー19の幅方向における温度を監視しながら、仕上げ圧延出側温度計11により計測される条取り用鋼板20の両端部における温度と、条取り部における温度とが略一致するように、加熱装置8を制御するためのものである。なお、この温度制御装置17の主要部は、コンピュータにより構成されている。
【0030】
ここで、条取り用鋼板20の両端部とは、条取り用鋼板20の右側端部における所定の領域と、左側端部における所定の領域を言う。また、条取り用鋼板20の条取り部とは、後述するスリッターライン3により条取りされる条取り用鋼板20の所定の領域を言う。
【0031】
なお、本実施の形態では、条取り用鋼板20を2条取りするので、仕上げ圧延出側温度計11により計測される条取り用鋼板20の両端部における温度と、中央部における温度とが略一致するように、加熱装置8の加熱動作を制御する。
【0032】
また、本願発明者らは、仕上げ圧延出側温度計11により計測される条取り用鋼板20の両端部における温度と、条取り部における温度との差を20[℃]以下にすれば、条取り用鋼板20を条取りして形成された鋼板が、上記形成された鋼板と同じ幅を有する鋼板を条取りせずに形成した場合と略同等の品質が得られるということを見出した。
【0033】
したがって、本実施の形態では、仕上げ圧延出側温度計11により計測される条取り用鋼板20の中央部の温度が870[℃]となるようにするとともに、両端部における温度が890[℃]となるようにした。
【0034】
スリッターライン3は、上述した熱間圧延ライン2により仕上げ圧延された条取り用鋼板20を2条取りして、2つの鋼板を形成するためのラインであり、コイル巻戻し装置21と、レベラ22と、スリッタ23と、条取りコイル巻き取り装置24とを有している。
【0035】
コイル巻き戻し装置21は、コイル巻き取り装置15によりコイル状に巻き取られた条取り用鋼板20を巻戻してレベラ22に供給するためのものである。
【0036】
レベラ22は、コイル巻き戻し装置21により巻き戻された条取り用鋼板20の形状を矯正し、平坦な形状にするための装置である。
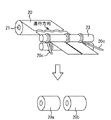
スリッタ23は、レベラ22により形状が矯正された条取り用鋼板20を幅方向の中央部で切断して2条取りするためのものである(図2を参照)。
【0037】
条取りコイル巻き取り装置24は、スリッタ23により2条取りされた2つの鋼板20a、20bのそれぞれをコイル状に巻き取るためのものである(図2を参照)。なお、図2に示すように、本実施の形態では、条取り用鋼板20の中央部の切断と、両端部の切断とを同時に行うようにして、切断された条取り用鋼板20の両端部を10[mm]程度の幅の耳屑20cとし、鋼板20a、20bの特性を可及的に均一にするようにしている。また、このようにしてコイル状に巻き取られた2つの鋼板20a、20bは、それぞれ自動車用、容器用、建材用、または切り板として主に用いられる。
【0038】
次に、加熱装置8に配設されている粗バー加熱装置8aの構成と機能について説明する。
図3は、粗バー加熱装置8aが配設されている領域を拡大して表した熱間圧延ライン2の様子を示した図である。図3(a)は、粗バー加熱装置8aが配設されている領域を側方から見た図である。図3(b)は、粗バー加熱装置8aが配設されている領域を上方から見た図である。
【0039】
図3において、本実施の形態の粗バー加熱装置8aは、シートバー19の右端部を加熱する第1のトランスバース型誘導加熱装置31と、シートバー19の中央部(条取り部)を加熱する第2のトランスバース型誘導加熱装置32と、シートバー19の左端部を加熱する第3のトランスバース型誘導加熱装置33とを有している。
【0040】
これら第1〜第3のトランスバース型誘導加熱装置31〜33は、それぞれシートバー19の幅方向にシフトすることができ、シートバー19の所望の領域を加熱することができるように構成されている。
【0041】
ここで、図4を参照しながら、トランスバース型誘導加熱装置について説明する。なお、第1〜第3のトランスバース型誘導加熱装置31〜33は、それぞれ同様の構成を有しているので、図4では第1のトランスバース型誘導加熱装置31についてのみ説明する。
【0042】
図4において、第1のトランスバース型誘導加熱装置31は、上側鉄芯31aと、上側コイル31bと、下側鉄芯31cと、下側コイル31dとを有している。
【0043】
図4に示すように、上側コイル31bが巻き回された上側鉄芯31aと、下側コイル31dが巻き回された下側鉄芯31cとをシートバー19の右端部で対向するように配設して第1のトランスバース型誘導加熱装置31を構成している。
【0044】
そして、上側コイル31bと下側コイル31dに所定の電流を流すことにより、上側鉄芯31aと下側鉄芯31cとの間に搬送されたシートバー19の板厚方向に磁界を発生させ、上記発生させた磁界の作用により、シートバー19の右端部を加熱するようにする。
【0045】
また、シートバー19の右端部における加熱量は、上側鉄芯31aと下側鉄芯31cとの間隔や、上側コイル31bと下側コイル31dに流す電流の値などにより制御される。
【0046】
次に、温度制御装置17の構成について説明する。
図5は、温度制御装置17の構成の一例を示したブロック図である。
図5において、温度制御装置17は、仕上げ圧延入側温度監視部51と、加熱プロフィール記憶部52と、プロフィール取得部53と、通電量設定部54と、シフト量設定部55と、加熱装置制御指令部56とを有している。
【0047】
仕上げ圧延入側温度監視部51は、仕上げ圧延入側温度計9により計測されるシートバー19の幅方向における温度分布を監視するためのものである。
【0048】
加熱プロフィール記憶部52は、シートバー19の幅方向における温度分布のプロフィールを記憶するためのものである。また、加熱プロフィール記憶部52には、第1〜第3のトランスバース型誘導加熱装置31〜33の加熱量と位置に関する情報が、上記温度分布のプロフィールに対応付けて記憶されている。
【0049】
本願発明者らは、仕上げ圧延入側温度計9で計測されるシートバーの条取り部(中央部)における温度と、両端部における温度とを同じ状態にして幅広の条取り用鋼板を製造すると、仕上げ圧延出側温度温度計11で計測される条取り用鋼板の条取り部(中央部)における温度が、両端部における温度よりも低くなる傾向にあることを見出した。
【0050】
これは、以下のような原因によると考えられる。
すなわち、加熱炉4は高温雰囲気中でスラブ18を加熱するものであるので、スラブ18の中央部の温度が必然的に低くなり、この加熱炉4で加熱されたスラブ18の温度分布は、圧延により板厚が薄くなっても維持される。したがって、条取り用鋼板20の幅方向の温度は、中央部が低く、両端部が高くなる傾向がある。幅狭の鋼板を製造する場合には、スラブの中央部の温度と両端部の温度との差は小さい。これに対して本実施の形態のような幅広の条取り用鋼板20を製造する場合には、スラブ18の中央部の温度と両端部の温度との差は、幅狭のスラブに比べて大きい傾向になる。
【0051】
したがって、本実施の形態では、仕上げ圧延入側温度計9により計測されるシートバー19の中央部における温度を、両端部における温度よりも高くした状態で仕上げ圧延することにより(図6(a)を参照)、仕上げ圧延出側温度温度計11で計測される条取り用鋼板20の中央部における温度と両端部における温度とを略同じにするようにしている(図6(b)を参照)。
【0052】
すなわち、本実施の形態では、シートバー19の中央部を加熱する第2のトランスバース型誘導加熱装置32の加熱量を、他のトランスバース型誘導加熱装置31、33の加熱量よりも大きくするようにしている。
【0053】
プロフィール取得部53は、仕上げ圧延入側温度監視部51により監視されているシートバー19の幅方向における現在の温度分布と、予め設定されている目標の温度分布との差を算出する。
【0054】
そして、上記算出した温度分布の差に対応する温度分布のプロフィールを加熱プロフィール記憶部52から取得する。このとき、上記取得した温度分布のプロフィールに対応付けて記憶されている第1〜第3のトランスバース型誘導加熱装置31〜33の加熱量と位置に関する情報も取得する。
【0055】
通電量設定部54は、プロフィール取得部53により取得された第1〜第3のトランスバース型誘導加熱装置31〜33の加熱量に関する情報に基づいて、第1〜第3のトランスバース型誘導加熱装置31〜33に配設されているコイル(上側コイル31b、下側コイル31d)へ流す電流の値を設定する。
【0056】
シフト量設定部55は、プロフィール取得部53により取得された第1〜第3のトランスバース型誘導加熱装置31〜33の位置に関する情報に基づいて、第1〜第3のトランスバース型誘導加熱装置31〜33のシフト量を設定する。
【0057】
加熱装置制御指令部56は、通電量設定部54により設定された値の電流が、第1〜第3のトランスバース型誘導加熱装置31〜33に配設されているコイルに流れるようにするととともに、シフト量設定部55により設定されたシフト量分だけ第1〜第3のトランスバース型誘導加熱装置31〜33をシートバー19の幅方向にシフトするようにするための制御指令信号を加熱装置8に送信する。
【0058】
そして、加熱装置8は、加熱装置制御指令部56から送信された制御指令信号に基づいて、第1〜第3のトランスバース型誘導加熱装置31〜33を制御してシートバー19を加熱する。
【0059】
また、図7に示すように、本願発明者らは、このようにしてシートバー19を加熱してから仕上げ圧延することにより製造された条取り用鋼板20の仕上げ圧延出側温度計11で計測される温度と、条取り用鋼板20の降伏点との間に相関関係があることに着目した。
【0060】
そして、種々の解析を行った結果、条取り用鋼板20の中央部における降伏点と、両端部における降伏点との差を、30[MPa](=3[kgf/mm2])以下、好ましくは12[MPa]以下にすれば、条取り用鋼板20を2条取りして形成された2つの鋼板20a、20bが良好なものになるということを見出した。
【0061】
すなわち、本実施の形態では、仕上げ圧延出側温度計11により計測される条取り用鋼板20の温度と、条取り用鋼板20の降伏点とを管理することで、条取り用鋼板20を2条取りして形成される2つの鋼板20a、20bに種々の問題が生じないようにして、製造(形状)不良の鋼板が出荷されてしまうことを確実に防止するようにしている。
【0062】
次に、図8のフローチャートを参照しながら、温度制御装置17の処理動作の一例について説明する。
まず、最初のステップS1において、プロフィール取得部53は、仕上げ圧延入側温度計9により計測されたシートバー19の幅方向における現在の温度分布が、仕上げ圧延入側温度監視部51により取得されるまで待機し、取得されるとステップS2に進む。
【0063】
次に、ステップS2において、プロフィール取得部53は、ステップS1で取得されたシートバー19の幅方向における現在の温度分布と、上記予め設定されている目標の温度分布との差を算出する。
【0064】
次に、ステップS3において、プロフィール取得部53は、ステップS2で算出した温度分布の差に対応する温度分布のプロフィールを、加熱プロフィール記憶部52から取得する。
【0065】
このとき、プロフィール取得部53は、上記プロフィールに対応付けて記憶されている第1〜第3のトランスバース型誘導加熱装置31〜33の加熱量と位置に関する情報も取得する。
【0066】
次に、ステップS4において、通電量設定部54は、ステップS3で取得された第1〜第3のトランスバース型誘導加熱装置31〜33の加熱量に関する情報に基づいて、第1〜第3のトランスバース型誘導加熱装置31〜33に配設されているコイルへ流す電流の値を設定する。なお、このとき、エッジ加熱装置8bによる加熱量を考慮して上記コイルへ流す電流の値を設定するようにするのが好ましい。
【0067】
次に、ステップS5において、シフト量設定部55は、ステップS3で取得された第1〜第3のトランスバース型誘導加熱装置31〜33の位置に関する情報と、第1〜第3のトランスバース型誘導加熱装置31〜33の現在位置に関する情報とから、第1〜第3のトランスバース型誘導加熱装置31〜33をシフトさせる必要があるか否かを判定する。
【0068】
この判定の結果、第1〜第3のトランスバース型誘導加熱装置31〜33をシフトさせる必要がある場合にはステップS6に進み、シフト量設定部55は、ステップS3で取得された第1〜第3のトランスバース型誘導加熱装置31〜33の位置に関する情報に基づいて、第1〜第3のトランスバース型誘導加熱装置31〜33のシフト量を設定し、その後ステップS7に進む。
【0069】
一方、第1〜第3のトランスバース型誘導加熱装置31〜33をシフトさせる必要がない場合には、ステップS6を省略してステップS7に進む。
【0070】
そして、ステップS7において、加熱装置制御指令部56は、ステップS4及びステップS6で設定された値で第1〜第3のトランスバース型誘導加熱装置31〜33が動作するようにするための制御指令信号を加熱装置8に送信する。
そして、加熱装置8は、上記制御指令信号に基づいて、第1〜第3のトランスバース型誘導加熱装置31〜33を動作させて、シートバー19を加熱する。
【0071】
以上のように本実施の形態では、仕上げ圧延出側温度計11により計測される条取り用鋼板20の中央部における温度と、両端部における温度との差が20[℃]以下になるように、加熱装置8を制御してシートバー19を加熱するようにしたので、条取りを行わずに製造した場合と略同等の特性を有する鋼板20a、20bを、複雑な制御を行うことなく容易に製造することができる。これにより、熱間圧延ライン2における生産性を向上させながら良好な品質の鋼板20a、20bを製造することができる。
【0072】
また、上述した構成にすれば、幅が広い鋼板を製造する際に生じる種々の問題も解決することができる。具体的に説明すると、例えば、鋼板の中伸びや耳波を低減することができるとともに、圧延時における鋼板の蛇行を可及的に防止することができる。
【0073】
また、本実施の形態では、シートバー19の板厚方向に磁界を発生させてシートバー19を加熱するようにしたので、シートバー19の幅方向における温度分布を容易に、且つ確実に制御することができる。
【0074】
なお、本実施の形態では、条取り用鋼板20を2条取りする場合を例に挙げて説明したが、本実施の形態のシステム、装置、方法は、条取り用鋼板20を2条取りする場合に限定されるものではなく、条取り用鋼板20をn条取り(nは、3以上の自然数)する場合にも、上述したのと同様にして適用することができる。
【0075】
例えば、1820[mm]の幅の条取り用鋼板を製造し、上記製造した条取り用鋼板を3条取りして、製品幅が600[mm]、板厚が2[mm]の3つの鋼板を形成するようにしてもよい。
【0076】
また、本実施の形態では、3つのトランスバース型誘導加熱装置31〜33を用いて加熱装置8を構成するようにしたが、製造しようとする条取り用鋼板の種別や幅などによっては、シートバー19の中央部のみを加熱すればよい場合も考えられる。このような場合には、1つのトランスバース型誘導加熱装置を用いてシートバー19の中央部を加熱する構成にしてもよい。
【0077】
また、条取り用鋼板をn条取り(nは、3以上の自然数)する場合には、条取り用鋼板の条取り部における温度と両端部における温度とが略同じになるようにするために、任意の数のトランスバース型誘導加熱装置を組み合わせて加熱装置8を構成することができる。
すなわち、トランスバース型誘導加熱装置の配設数は3つに限定されず、幾つであってもよい。
【0078】
また、本実施の形態では、シートバー19の幅方向における温度分布のプロフィールを加熱プロフィール記憶部52に予め記憶しておくようにしたが、仕上げ圧延出側温度計11により計測される条取り用鋼板20の幅方向における温度分布に基づいて、第1〜第3のトランスバース型誘導加熱装置31〜33の加熱量とシフト量を設定するようにしてもよい。
【0079】
具体的に説明すると、例えば、仕上げ圧延入側温度計9により計測されたシートバー19の幅方向における温度分布の実績と、仕上げ圧延出側温度計11により計測された条取り用鋼板20の幅方向における温度分布の実績とを学習する。そして、仕上げ圧延出側温度計11により計測される条取り用鋼板20の幅方向における温度分布が所定の目標値になるように、上記学習した結果に基づいて、加熱装置8を制御するようにしてもよい。
【0080】
また、本実施の形態では、仕上げ圧延入側温度計9を加熱装置8の前に配設するようにしたが、仕上げ圧延入側温度計9を加熱装置8の後に配設し、フィードバック制御により加熱装置8を制御するようにしてもよい。
【0081】
(本発明の他の実施形態)
上述した実施形態の機能を実現するべく各種のデバイスを動作させるように、上記各種デバイスと接続された装置あるいはシステム内のコンピュータに対し、上記実施形態の機能を実現するためのソフトウェアのプログラムコードを供給し、そのシステムあるいは装置のコンピュータ(CPUあるいはMPU)に格納されたプログラムに従って上記各種デバイスを動作させることによって実施したものも、本発明の範疇に含まれる。
【0082】
また、この場合、上記ソフトウェアのプログラムコード自体が上述した実施形態の機能を実現することになり、そのプログラムコード自体、およびそのプログラムコードをコンピュータに供給するための手段、例えば、かかるプログラムコードを格納した記録媒体は本発明を構成する。かかるプログラムコードを記憶する記録媒体としては、例えばフレキシブルディスク、ハードディスク、光ディスク、光磁気ディスク、CD−ROM、磁気テープ、不揮発性のメモリカード、ROM等を用いることができる。
【0083】
また、コンピュータが供給されたプログラムコードを実行することにより、上述の実施形態の機能が実現されるだけでなく、そのプログラムコードがコンピュータにおいて稼働しているOS(オペレーティングシステム)あるいは他のアプリケーションソフト等と共同して上述の実施形態の機能が実現される場合にもかかるプログラムコードは本発明の実施形態に含まれる。
【0084】
さらに、供給されたプログラムコードがコンピュータの機能拡張ボードやコンピュータに接続された機能拡張ユニットに備わるメモリに格納された後、そのプログラムコードの指示に基づいてその機能拡張ボードや機能拡張ユニットに備わるCPU等が実際の処理の一部または全部を行い、その処理によって上述した実施形態の機能が実現される場合にも本発明に含まれる。
【0085】
【発明の効果】
上述したように本発明によれば、粗圧延されたシートバーを第1〜第nの圧延スタンドに通板して仕上げ圧延を行い、条取り用鋼板を製造するに際し、上記粗圧延されたシートバーの幅方向における両端部の温度と、複数条に条取りされる条取り部の温度との差が所定の温度範囲になるように、粗バー加熱装置を用いて上記粗圧延されたシートバーの温度を制御することにより、上記仕上げ圧延後における上記条取り用鋼板の両端部の温度と、上記複数条に条取りされる条取り部の温度とを略同じにするようにしたので、上記条取り用鋼板を複数条に条取りすることにより形成される各鋼板を、条取りを行わずに製造される鋼板と略同等の特性のものにすることができる。これにより、熱間圧延ラインにおける生産性を向上させながら良好な品質の鋼板を製造するようにすることができる。
【図面の簡単な説明】
【図1】本発明の実施の形態を示し、熱間圧延設備の概略構成の一例を示した図である。
【図2】本発明の実施の形態を示し、条取り用鋼板が条取りされる様子を示した図である。
【図3】本発明の実施の形態を示し、粗バー加熱装置が配設されている領域を拡大して表した熱間圧延ラインの様子を示した図である。
【図4】本発明の実施の形態を示し、トランスバース型誘導加熱装置の構成の一例を示した図である。
【図5】本発明の実施の形態を示し、温度制御装置の構成の一例を示したブロック図である。
【図6】本発明の実施の形態を示し、シートバーと条取り用鋼板の幅方向における温度分布の一例を示した図である。
【図7】本発明の実施の形態を示し、条取り用鋼板の温度と降伏点との関係の一例を示した図である。
【図8】本発明の実施の形態を示し、温度制御装置の処理動作の一例を説明するフローチャートである。
【符号の説明】
1 熱間圧延設備
2 熱間圧延ライン
3 スリッターライン
8 加熱装置
9 仕上げ圧延入り側温度計
10 仕上げ圧延機
11 仕上げ圧延出側温度計
17 温度制御装置
19 シートバー
20 条取り用鋼板
31〜33 トランスバース型誘導加熱装置[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a method for producing a steel plate for striping in a hot rolling line. To the law In particular, it is suitable for use in controlling the temperature of the steel sheet for striping that is stripped into a plurality of strips so as to be within a predetermined range.
[0002]
[Prior art]
In the field of steel industry, it is a common practice to produce a steel sheet by passing a roughly rolled sheet bar through a rolling stand.
When manufacturing a steel plate in this way, both ends of the sheet bar are heated with an edge heating device, and then the sheet bar is passed through a rolling stand to improve the quality of the steel plate. (For example, see Patent Document 1).
[0003]
By the way, in recent years, in order to improve the productivity of a steel sheet, it has begun to manufacture a steel sheet having a width that is a multiple of the product width, and to strip the manufactured steel sheet into a plurality of strips.
[0004]
[Patent Document 1]
JP 2000-160289 A
[0005]
[Problems to be solved by the invention]
However, in the above-described conventional technology, since both ends of the sheet bar are heated and then the sheet bar is passed through a rolling stand to produce a steel plate, the temperature of both ends of the manufactured steel plate is reduced. However, there was a risk that the temperature would be higher than the central temperature.
[0006]
Therefore, for example, when the steel plate produced by rolling using the above-described conventional technique is divided (slit) at the central portion to form two strips, and two steel plates are formed, Since the temperature difference at both ends of the steel plate becomes large, there is a possibility that the quality at both ends of each steel plate cannot be made uniform.
[0007]
As described above, when a steel sheet rolled and manufactured using the above-described conventional technique is prepared, there is a problem that it is difficult to improve the quality of each of the prepared steel sheets.
[0008]
The present invention has been made in view of the above-described problems, and an object of the present invention is to improve the quality of each steel sheet manufactured by stripping as much as possible.
[0009]
[Means for Solving the Problems]
In the manufacturing method of the steel plate for preparation in the hot rolling line of the present invention, the roughly rolled sheet bar is passed through the first to n-th rolling stands, and is prepared into a plurality of strips in a predetermined subsequent process. A method of manufacturing a steel plate for a rolling in a hot rolling line for manufacturing a steel plate for a winding, wherein the temperature distribution in the width direction of the steel plate for a winding at a predetermined position behind the n-th rolling stand Temperature control for controlling the temperature of both end portions in the width direction of the steel plate for stripping to be substantially the same as the temperature of the stripped portion stripped by the plurality of strips. Process The And, in the temperature control step, a difference between the temperature at both ends in the width direction of the rough-rolled sheet bar and the temperature of the stripped portion that is stripped into the plurality of strips is within a predetermined temperature range. So as to control the temperature of the coarsely rolled sheet bar using a coarse bar heating device It is characterized by that.
[0014]
DETAILED DESCRIPTION OF THE INVENTION
Next, with reference to the drawings, a method for producing a steel plate for striping in the hot rolling line of the present invention Legal An embodiment will be described.
[0015]
In the present embodiment, a steel sheet for stripping having a width of 1220 [mm] is manufactured, and the striped steel sheet for manufacturing described above is slit at the center portion to form two strips, and the product width is 600 [mm]. The case where two steel plates having a thickness of 2 [mm] are formed will be described as an example.
[0016]
FIG. 1 shows an embodiment of the present invention and is a diagram showing an example of a schematic configuration of a hot rolling facility.
[0017]
In FIG. 1, a hot
The hot rolling line 2 is a line for rolling the strip steel plate, and includes a heating furnace 4, a
[0018]
The heating furnace 4 is for heating the
The
[0019]
The coil box 6 is for winding the
The joining machine 7 is for joining the leading end of the
[0020]
The heating device 8 is for heating the
[0021]
The finish rolling entering
[0022]
The
[0023]
The finish rolling
[0024]
The run-out table 12 has a cooling stand for cooling the
The coil winding device 15 is for winding the
[0025]
The
In the present embodiment, the winding temperature of the
Further, in the present embodiment, the
[0026]
The conveyance roller
[0027]
The transport roller
[0028]
Moreover, when performing such high-speed finish rolling, it is preferable to arrange | position a cooling spray between each rolling stand F1-F7, and to finish-roll while cooling with the arranged cooling spray. .
[0029]
The
[0030]
Here, the both ends of the
[0031]
In this embodiment, since two strips of the stripping
[0032]
In addition, the inventors of the present application will make the strip if the difference between the temperature at both ends of the
[0033]
Therefore, in the present embodiment, the temperature of the central portion of the
[0034]
The slitter line 3 is a line for forming two steel sheets by winding two
[0035]
The coil rewinding device 21 is for rewinding and supplying the leveling
[0036]
The
The
[0037]
The winding
[0038]
Next, the configuration and function of the coarse
FIG. 3 is a view showing a state of the hot rolling line 2 in which a region where the coarse
[0039]
In FIG. 3, the coarse
[0040]
These first to third transverse type
[0041]
Here, the transverse induction heating apparatus will be described with reference to FIG. Since the first to third transverse
[0042]
In FIG. 4, the first transverse
[0043]
As shown in FIG. 4, the
[0044]
And by flowing a predetermined current through the
[0045]
The amount of heating at the right end of the
[0046]
Next, the configuration of the
FIG. 5 is a block diagram showing an example of the configuration of the
In FIG. 5, the
[0047]
The finish rolling entry side
[0048]
The heating
[0049]
The inventors of the present application produce a wide steel sheet for preparation by making the temperature at the preparation part (center part) of the sheet bar measured by the finish rolling
[0050]
This is considered due to the following causes.
That is, since the heating furnace 4 heats the
[0051]
Therefore, in the present embodiment, by performing finish rolling in a state where the temperature at the center portion of the
[0052]
That is, in the present embodiment, the heating amount of the second transverse induction heating device 32 that heats the central portion of the
[0053]
The profile acquisition unit 53 calculates the difference between the current temperature distribution in the width direction of the
[0054]
Then, a temperature distribution profile corresponding to the calculated temperature distribution difference is acquired from the heating
[0055]
The energization
[0056]
The shift amount setting unit 55 is based on information about the positions of the first to third transverse
[0057]
The heating device control command unit 56 causes the current of the value set by the energization
[0058]
Then, the heating device 8 heats the
[0059]
Further, as shown in FIG. 7, the inventors of the present application measured with a finish rolling
[0060]
As a result of various analyzes, the difference between the yield point at the central portion of the
[0061]
That is, in the present embodiment, by managing the temperature of the
[0062]
Next, an example of the processing operation of the
First, in the first step S <b> 1, the profile acquisition unit 53 acquires the current temperature distribution in the width direction of the
[0063]
Next, in step S2, the profile acquisition unit 53 calculates the difference between the current temperature distribution in the width direction of the
[0064]
Next, in step S <b> 3, the profile acquisition unit 53 acquires a temperature distribution profile corresponding to the temperature distribution difference calculated in step S <b> 2 from the heating
[0065]
At this time, the profile acquisition unit 53 also acquires information on the heating amount and position of the first to third transverse
[0066]
Next, in step S4, the energization
[0067]
Next, in step S5, the shift amount setting unit 55 includes information on the positions of the first to third transverse
[0068]
As a result of the determination, when it is necessary to shift the first to third transverse
[0069]
On the other hand, if it is not necessary to shift the first to third transverse
[0070]
In step S7, the heating device control command unit 56 controls the first to third transverse
The heating device 8 operates the first to third transverse
[0071]
As described above, in the present embodiment, the difference between the temperature at the center of the
[0072]
Moreover, if it is set as the structure mentioned above, the various problems which arise when manufacturing a wide steel plate can also be solved. Specifically, for example, it is possible to reduce the middle elongation and the ear wave of the steel sheet, and to prevent the meandering of the steel sheet during rolling as much as possible.
[0073]
Further, in the present embodiment, the magnetic field is generated in the plate thickness direction of the
[0074]
In addition, in this Embodiment, although the case where two strips of the
[0075]
For example, a steel sheet for preparation with a width of 1820 [mm] is manufactured, three steel sheets for preparation with the above-mentioned preparation are prepared, and three steel sheets with a product width of 600 [mm] and a thickness of 2 [mm] are obtained. May be formed.
[0076]
Moreover, in this Embodiment, although the heating apparatus 8 was comprised using the three transverse type induction heating apparatuses 31-33, depending on the kind, width, etc. of the steel plate for preparation to manufacture, a sheet | seat is used. There may be a case where only the central portion of the
[0077]
In addition, when n-stripping (n is a natural number greater than or equal to 3) of the steel plate for striping, the temperature at the stripping portion of the steel plate for stripping and the temperature at both ends are substantially the same. The heating device 8 can be configured by combining any number of transverse induction heating devices.
In other words, the number of transverse induction heating devices is not limited to three, and may be any number.
[0078]
Further, in the present embodiment, the profile of the temperature distribution in the width direction of the
[0079]
More specifically, for example, the results of the temperature distribution in the width direction of the
[0080]
In the present embodiment, the finish rolling
[0081]
(Other embodiments of the present invention)
In order to operate various devices to realize the functions of the above-described embodiments, program codes of software for realizing the functions of the above-described embodiments are provided to an apparatus or a computer in the system connected to the various devices. What is implemented by operating the various devices according to a program supplied and stored in a computer (CPU or MPU) of the system or apparatus is also included in the scope of the present invention.
[0082]
In this case, the program code itself of the software realizes the functions of the above-described embodiments, and the program code itself and means for supplying the program code to the computer, for example, the program code are stored. The recorded medium constitutes the present invention. As a recording medium for storing the program code, for example, a flexible disk, a hard disk, an optical disk, a magneto-optical disk, a CD-ROM, a magnetic tape, a nonvolatile memory card, a ROM, or the like can be used.
[0083]
Further, by executing the program code supplied by the computer, not only the functions of the above-described embodiments are realized, but also the OS (operating system) or other application software in which the program code is running on the computer, etc. Such a program code is also included in the embodiment of the present invention even when the functions of the above-described embodiment are realized in cooperation with the embodiment.
[0084]
Further, after the supplied program code is stored in the memory provided in the function expansion board of the computer or the function expansion unit connected to the computer, the CPU provided in the function expansion board or function expansion unit based on the instruction of the program code Etc. perform part or all of the actual processing, and the functions of the above-described embodiments are realized by the processing.
[0085]
【The invention's effect】
As described above, according to the present invention, the roughly rolled sheet bar is passed through the first to n-th rolling stands to perform finish rolling, and when manufacturing the steel sheet for stripping, Using the coarse bar heating device, the difference between the temperature of the both ends in the width direction of the roughly rolled sheet bar and the temperature of the strip portion to be striped into a plurality of strips is within a predetermined temperature range. By controlling the temperature of the rough rolled sheet bar, Since the temperature at both ends of the steel sheet for finishing after the finish rolling and the temperature of the part to be grounded by the plurality of strips are made substantially the same, the steel sheet for striping is made into a plurality of strips. Each steel plate formed by the striping can have substantially the same characteristics as a steel plate manufactured without striping. Thereby, it is possible to manufacture a steel plate with good quality while improving the productivity in the hot rolling line.
[Brief description of the drawings]
FIG. 1 is a diagram showing an embodiment of the present invention and showing an example of a schematic configuration of a hot rolling facility.
FIG. 2 is a diagram showing an embodiment of the present invention and showing a state in which a steel plate for striping is striped.
FIG. 3 is a view showing a hot rolling line showing an embodiment of the present invention and showing an enlarged region where a coarse bar heating device is provided.
FIG. 4 is a diagram illustrating an embodiment of the present invention and illustrating an example of a configuration of a transverse induction heating apparatus.
FIG. 5 is a block diagram illustrating an example of the configuration of a temperature control device according to an embodiment of the present invention.
FIG. 6 is a diagram showing an embodiment of the present invention and showing an example of a temperature distribution in the width direction of a sheet bar and a strip steel plate.
FIG. 7 is a diagram showing an embodiment of the present invention and showing an example of the relationship between the temperature of the steel sheet for stripping and the yield point.
FIG. 8 is a flowchart illustrating an example of a processing operation of the temperature control device according to the embodiment of this invention.
[Explanation of symbols]
1 Hot rolling equipment
2 Hot rolling line
3 Slitter line
8 Heating device
9 Finishing rolled thermometer
10 Finishing mill
11 Finishing rolling delivery thermometer
17 Temperature controller
19 Seat bar
20 Stripping steel plate
31-33 transverse type induction heating device
Claims (3)
上記第nの圧延スタンドより後方の所定の位置における上記条取り用鋼板の幅方向における温度分布の中で、上記条取り用鋼板の幅方向における両端部の温度と、上記複数条に条取りされる条取り部の温度とが略同じになるように制御する温度制御工程を有し、
上記温度制御工程においては、上記粗圧延されたシートバーの幅方向における両端部の温度と、上記複数条に条取りされる条取り部の温度との差が所定の温度範囲になるように、粗バー加熱装置を用いて上記粗圧延されたシートバーの温度を制御するようにしたことを特徴とする熱間圧延ラインにおける条取り用鋼板の製造方法。Sheeting in a hot rolling line in which the roughly rolled sheet bar is passed through first to n-th rolling stands to produce a sheet steel for sheeting that is striped into a plurality of strips in a predetermined post-process. A method for manufacturing a steel sheet for a vehicle,
In the temperature distribution in the width direction of the steel sheet for stripping at a predetermined position behind the n-th rolling stand, the temperature at both ends in the width direction of the steel sheet for stripping is stripped to the plurality of strips. A temperature control step for controlling the temperature of the stripping portion to be substantially the same ,
In the temperature control step, so that the difference between the temperature at both ends in the width direction of the rough-rolled sheet bar and the temperature of the strip portion to be striped into the plurality of strips is within a predetermined temperature range, A method of manufacturing a steel sheet for stripping in a hot rolling line, wherein the temperature of the roughly rolled sheet bar is controlled using a coarse bar heating device .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003054163A JP4192013B2 (en) | 2003-02-28 | 2003-02-28 | Manufacturing method of steel plate for striping in hot rolling line |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003054163A JP4192013B2 (en) | 2003-02-28 | 2003-02-28 | Manufacturing method of steel plate for striping in hot rolling line |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004261838A JP2004261838A (en) | 2004-09-24 |
| JP4192013B2 true JP4192013B2 (en) | 2008-12-03 |
Family
ID=33118580
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003054163A Expired - Fee Related JP4192013B2 (en) | 2003-02-28 | 2003-02-28 | Manufacturing method of steel plate for striping in hot rolling line |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4192013B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005031805A1 (en) * | 2005-07-07 | 2007-01-18 | Sms Demag Ag | Method and production line for producing metal strips of copper or copper alloys |
| JP2014079778A (en) * | 2012-10-16 | 2014-05-08 | Jfe Steel Corp | Manufacturing method and manufacturing apparatus of hot rolled steel sheet |
| JP7215603B2 (en) * | 2020-05-11 | 2023-01-31 | 東芝三菱電機産業システム株式会社 | Induction heating method and induction heating system |
-
2003
- 2003-02-28 JP JP2003054163A patent/JP4192013B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004261838A (en) | 2004-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101067758B1 (en) | System and method for endless hot rolling | |
| JP3271724B2 (en) | Method and equipment for making hot rolled steel strip from continuous cast slabs | |
| JP3348826B2 (en) | Setting method of rolling condition of hot rolled material | |
| JP4192013B2 (en) | Manufacturing method of steel plate for striping in hot rolling line | |
| MXPA00009684A (en) | Method for rolling a metal strip. | |
| JP3771734B2 (en) | High-precision winding method for rolled steel strip | |
| JP4165723B2 (en) | Hot rolling method and equipment | |
| KR101424458B1 (en) | Apparatus for controlling mandrel of coiler and method thereof | |
| JP3698088B2 (en) | Manufacturing method of hot-rolled steel strip | |
| JP3265972B2 (en) | Manufacturing method and equipment for thin hot rolled steel sheet | |
| JP3980740B2 (en) | Hot rolling method and equipment | |
| JP4846680B2 (en) | Thermal crown prediction method and thermal crown prediction apparatus | |
| KR100990721B1 (en) | Method for cooling a part of hot rolled steel strip by continuous hot rolling equipment | |
| JP3527819B2 (en) | Hot rolled steel strip manufacturing method | |
| JP3116786B2 (en) | Finishing Temperature Control Method in Finish Rolling of Hot Rolled Steel Strip | |
| KR101435040B1 (en) | Apparatus for driving of run out table and method thereof | |
| JP3436744B2 (en) | Hot rolling strip thickness changing method and rolling device | |
| JP2906988B2 (en) | Method of controlling width of steel sheet in hot rolling | |
| JP2000153303A (en) | Manufacture of coil and device therefor | |
| JP3558010B2 (en) | Steel sheet manufacturing method | |
| JPH11207402A (en) | Hot steel strip rolling apparatus and rolling method | |
| JPH0671321A (en) | Coiling temperature controlling method for hot rolled steel sheet | |
| JP2000288603A (en) | Method for operating continuous rolling in continuous hot rolling line | |
| JPH09300003A (en) | Method for rolling hot rolled steel strip | |
| JP2001212609A (en) | Method of shifting work roll during hot rolling |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050914 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070424 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070620 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080909 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080919 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110926 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4192013 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120926 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120926 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130926 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130926 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130926 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130926 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |