JP4187635B2 - 高周波誘導加熱コイル - Google Patents
高周波誘導加熱コイル Download PDFInfo
- Publication number
- JP4187635B2 JP4187635B2 JP2003411117A JP2003411117A JP4187635B2 JP 4187635 B2 JP4187635 B2 JP 4187635B2 JP 2003411117 A JP2003411117 A JP 2003411117A JP 2003411117 A JP2003411117 A JP 2003411117A JP 4187635 B2 JP4187635 B2 JP 4187635B2
- Authority
- JP
- Japan
- Prior art keywords
- coil
- portions
- hole
- induction heating
- coil portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000010438 heat treatment Methods 0.000 title claims description 54
- 230000006698 induction Effects 0.000 title claims description 23
- 238000004804 winding Methods 0.000 claims description 27
- 239000002184 metal Substances 0.000 claims description 12
- 229910052751 metal Inorganic materials 0.000 claims description 12
- 239000000463 material Substances 0.000 description 12
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 5
- 239000010949 copper Substances 0.000 description 5
- 238000009413 insulation Methods 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000005219 brazing Methods 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 230000020169 heat generation Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
Images




Landscapes
- General Induction Heating (AREA)
Description
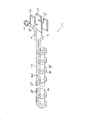
図1〜図3は、本発明に係わる高周波誘導加熱コイルの一実施形態を示し、図1がその斜視図、図2がその横断面図、図3が往路側コイル部と復路側コイル部の連結部の説明図である。
Claims (3)
- 金属部材に形成された孔の軸方向に沿うようにそれぞれ螺旋状に延びると共に同一方向もしくは逆方向に巻回された往路側コイル部と復路側コイル部を有し、当該両コイル部は、その巻回部の外径が略同一に設定されて軸方向に重なった状態で略同一軸上に配置されると共に、その一端部が連結部で連結されることにより互いに直列接続されかつその他端部が円周方向の略同一位置から引き出されて端子板にそれぞれ固定され、前記両コイル部を前記孔内に挿入して前記端子板に高周波電源から所定の高周波電流を供給することにより、前記孔の内面を誘導加熱することを特徴とする高周波誘導加熱コイル。
- 前記往路側コイル部と復路側コイル部の前記巻回部に所定形状のコアが介装されていることを特徴とする請求項1に記載の高周波誘導加熱コイル。
- 前記往路側コイル部と復路側コイル部が、前記孔の内面形状に対応した外形形状の絶縁ケース内に、該ケースに設けた突起により移動が防止されて嵌装されていることを特徴とする請求項1または2に記載の高周波誘導加熱コイル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003411117A JP4187635B2 (ja) | 2003-12-10 | 2003-12-10 | 高周波誘導加熱コイル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003411117A JP4187635B2 (ja) | 2003-12-10 | 2003-12-10 | 高周波誘導加熱コイル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005174671A JP2005174671A (ja) | 2005-06-30 |
| JP4187635B2 true JP4187635B2 (ja) | 2008-11-26 |
Family
ID=34731953
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003411117A Expired - Fee Related JP4187635B2 (ja) | 2003-12-10 | 2003-12-10 | 高周波誘導加熱コイル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4187635B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5694001B2 (ja) * | 2011-02-28 | 2015-04-01 | 本田技研工業株式会社 | 高周波焼入れ用コイル及びそれを用いた焼入れ方法 |
| JP7446188B2 (ja) * | 2020-09-17 | 2024-03-08 | 大阪瓦斯株式会社 | 加熱装置 |
| DE102021210454A1 (de) | 2021-09-21 | 2023-03-23 | Thyssenkrupp Ag | Induktor zum induktiven Härten von metallischen Werkstoffen, sowie Herstellungsverfahren für einen Induktor |
-
2003
- 2003-12-10 JP JP2003411117A patent/JP4187635B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005174671A (ja) | 2005-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7362061B2 (ja) | 誘導加熱方法及び誘導加熱装置 | |
| CN104067021B (zh) | 弹簧套筒和弹簧销 | |
| EP0811304B1 (en) | Apparatus and method for inductively heating a workpiece | |
| JP3621685B2 (ja) | 内径面誘導加熱コイル | |
| US5553729A (en) | Induction heating roller apparatus | |
| JP4187635B2 (ja) | 高周波誘導加熱コイル | |
| JP2007063642A (ja) | 残留応力改善方法と高周波誘導加熱用コイル | |
| JP2011129292A (ja) | 誘導加熱コイル | |
| JP2008118731A (ja) | ステータコイル及びコアの加熱装置および加熱方法 | |
| JP2019009097A (ja) | 誘導加熱コイル | |
| CN215882640U (zh) | 一种电磁感应加热夹具 | |
| JP6969714B2 (ja) | 誘導加熱コイル | |
| JP7299582B2 (ja) | 誘導加熱コイル | |
| JPH11329702A (ja) | 誘導加熱用のコイル装置 | |
| JP7057505B2 (ja) | 修復装置 | |
| JP5131641B2 (ja) | 電磁誘導加熱装置 | |
| JP4232963B2 (ja) | 金属パイプの高周波誘導加熱装置 | |
| JPH0355790A (ja) | 高周波加熱方法及びその装置 | |
| JP7457970B2 (ja) | 誘導加熱コイル及び誘導加熱装置 | |
| GB2311197A (en) | Induction heating | |
| KR102141875B1 (ko) | 자동차용 인덕션 히터 | |
| JP2019129192A (ja) | 誘導加熱用の出力変成器 | |
| JP2513250Y2 (ja) | ボルト加熱用高周波加熱ト―チ | |
| JPH11291128A (ja) | 円筒状ワークの軸孔誘導加熱方法及びその装置 | |
| JP2020013635A (ja) | 誘導加熱装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080519 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080604 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080904 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080909 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4187635 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110919 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110919 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120919 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120919 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130919 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |