JP4133813B2 - 両端にピンが位置するスタッド - Google Patents
両端にピンが位置するスタッド Download PDFInfo
- Publication number
- JP4133813B2 JP4133813B2 JP2003514129A JP2003514129A JP4133813B2 JP 4133813 B2 JP4133813 B2 JP 4133813B2 JP 2003514129 A JP2003514129 A JP 2003514129A JP 2003514129 A JP2003514129 A JP 2003514129A JP 4133813 B2 JP4133813 B2 JP 4133813B2
- Authority
- JP
- Japan
- Prior art keywords
- shoulder
- stud
- shaft
- forged
- forging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005242 forging Methods 0.000 claims abstract description 85
- 238000009434 installation Methods 0.000 claims abstract description 29
- 230000013011 mating Effects 0.000 claims description 21
- 230000002093 peripheral effect Effects 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 18
- 239000000463 material Substances 0.000 claims description 15
- 230000002441 reversible effect Effects 0.000 claims description 7
- 230000001154 acute effect Effects 0.000 claims description 5
- 230000007480 spreading Effects 0.000 claims description 3
- 230000000717 retained effect Effects 0.000 abstract description 2
- 230000008569 process Effects 0.000 description 10
- 239000002184 metal Substances 0.000 description 7
- 238000001125 extrusion Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 2
- 238000007664 blowing Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/04—Devices for fastening nuts to surfaces, e.g. sheets, plates
- F16B37/06—Devices for fastening nuts to surfaces, e.g. sheets, plates by means of welding or riveting
- F16B37/062—Devices for fastening nuts to surfaces, e.g. sheets, plates by means of welding or riveting by means of riveting
- F16B37/065—Devices for fastening nuts to surfaces, e.g. sheets, plates by means of welding or riveting by means of riveting by deforming the material of the nut
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
- B23P19/062—Pierce nut setting machines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/04—Devices for fastening nuts to surfaces, e.g. sheets, plates
- F16B37/06—Devices for fastening nuts to surfaces, e.g. sheets, plates by means of welding or riveting
- F16B37/062—Devices for fastening nuts to surfaces, e.g. sheets, plates by means of welding or riveting by means of riveting
- F16B37/068—Devices for fastening nuts to surfaces, e.g. sheets, plates by means of welding or riveting by means of riveting by deforming the material of the support, e.g. the sheet or plate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49833—Punching, piercing or reaming part by surface of second part
- Y10T29/49835—Punching, piercing or reaming part by surface of second part with shaping
- Y10T29/49837—Punching, piercing or reaming part by surface of second part with shaping of first part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T403/00—Joints and connections
- Y10T403/49—Member deformed in situ
- Y10T403/4933—Member deformed in situ by separate, deformable element
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Connection Of Plates (AREA)
- Radar Systems Or Details Thereof (AREA)
- Flanged Joints, Insulating Joints, And Other Joints (AREA)
- Joining Of Building Structures In Genera (AREA)
- Insertion Pins And Rivets (AREA)
- Dowels (AREA)
Description
例えば、スタッドは、ランプ、ブラケット、モジュール、金属シート部品を、車両に取り付けるために用いられる。
そのような部品を取り付ける際、ナットは、据え付けられたスタッドの端の上に置かれ、空気または電気トルク銃のような回転工具で、指定したトルク値まで固く締め付けられる。
自己据付型スタッドは、この様に必要かつ十分な反トルクまたは回転抵抗(スタッドにナットを締め付ける際、ホストパネル上のスタッドを回転させないための力)を有しなければならない。
スタッドの全長の対直径比が大きいため、スタッドは容易に自動供給装置に適合する。
スタッドの全長の対直径比が大きくなればなるほど、効果的な高速供給作業が実現される。
これらの力はスタッドに対し、その引き出し方向から、スタッドが取り付けられた金属板から、スタッドを引き抜くように作用する。
それゆえ取り付けられたスタッドは、引き抜き、押し出し(push out ,pull out force)に対する効果的な抵抗力を有さなければならない。
前述の通り、強力な引き抜き、押し出し力を確保する唯一の方法は、相手材にスタッドを溶接(溶着)させることだった。
初期に実用化された二重端スタッドは、溶接(溶着)されておらず、非常に弱い引き抜き、押し出し力(push-in,push out force)しか有していなかった。
低い押し出し力は、スタッドを利用可能な用途の数を限定させる。なぜなら低い押し出し力しか有しないスタッドは、どんな質量の部品であっても取り付けることができないからである。
環状フランジは長手方向の軸に対して、おおむね直角に、シャフトから半径方向に延びている。
ホストパネルと嵌合する肩は、シャフトに隣接する頂上部と、フランジに隣接する底面部とを有する。
肩は、シャフトから半径方向に延びて、肩とフランジは、肩の底面で両者間のアンダーカットを、底面における肩の直径が頂上部の直径よりも小さくなるように定めている。
鍛造カラーは中心開口部を有し、シャフト上で袖の様な形式で受け止められ、シャフトと共に保持されている。
鍛造カラーは、環状フランジに最も近い端に鍛造表面を有している。鍛造表面は、肩の頂上部と、変形可能な形式で接触している。
鍛造カラーは、ホストパネルを鍛造して、アンダーカットと結合させるために、鍛造カラーの端から環状フランジへ向かって延びる第一鍛造リングを、さらに備えている。
シャフトに対して同軸の環状フランジは、シャフトの第1の端と第2の端との中間に配置される。
肩は、フランジの表面に隣接して形成され、フランジに対して同軸であり、肩は、外周辺表面を有する。
肩の周辺表面とフランジの表面とは、鋭角を構成する。
鍛造カラーは、中心開口部を有し、シャフトに袖のような形式で受け止められ、そこに保持されている。
鍛造カラーは、環状フランジに最も近い端部に鍛造表面を有し、肩の頂上部と変形可能な形式で接触している。
第1鍛造リングは、ホストパネルを鋭角部と嵌合するように鍛造するために、鍛造カラーの端から環状フランジへ向かって広がっている。
ホストパネルの開口部に、スタッドは逆回転タブを備える環状フランジを有し、さらに、クラウンを備える肩表面と、後方に傾斜したアンダーカットを備えるショルダ部を有し、ショルダ部のアンダーカットはパネルの開口部に受け入れられている。
据付方法は、据付固定具を用いてスタッドの一つの端と、スタッドのフランジとを倒れないように支えるステップと、スタッドの他端に円筒状の鍛造カラーを設置するステップとを有し、
鍛造カラーの一端は、肩のクラウンと、鍛造カラー端から広がる鍛造リングとを押圧する鍛造表面を有し、スタッドを受け入れるパネル開口部に隣接するパネル部分を押圧する。
次に、力は、据付固定具に向かって、鍛造カラーに加えられる。こうしてパネルの素材は、鍛造リングと共に背面角のアンダーカットに変形させられ、そして、張り出し縁部の表面を押圧すると共にクラウンの肩を半径方向外側に変形させて、パネルの開口部の周辺でパネルと結合する。
明確に反対の内容を述べている場合を除いて、本発明が、様々な他のオリエンテーションや連続するステップを想定していることは、理解されるべきだ。
同じく、添付の図面に図解され以下の明細書で説明している特定の装置と処理は、請求項で定められた発明の概念を実施した単純な例であることも理解されるべきである。
それゆえ、請求項で明確に述べられている場合を除いて、ここで明らかにされている実施例に関わる、特定のディメンション(dimension)、その他の物理的な特徴は、限定するものと判断されるべきではない。
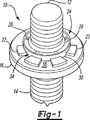
環状フランジ16は、シャフト12とシャフト14の中間に配置され、シャフト12と14の長手方向の軸に対して、おおむね直角に半径方向に延びている。
肩24は、フランジ16の上部表面18に接している。
肩24は、ねじ切られた上部シャフト12から、放射状に広がっている。
肩の頂上部は直接シャフト12に隣接する凹所26と、その外側の周辺にクラウン部28とを有する。
肩24の底面は、フランジ16の上部表面18に接している。
肩24の表面34と、フランジ16の上部表面18は、結果として底面の肩24の直径が、頂上部またはクラウン部28の直径よりも小さくなるようにアンダーカット30を定める。
少なくとも一つの逆回転タブ22は、クラウン部28と、フランジ16の上部表面18との間の領域に突き出ている。
一般的には、通常ブローと呼ばれる、スタッドの取付部分を形成するためのヘッディング加工処理で要求される3から5のステップまたはステーションが存在する。
ヘッディング加工処理の最初のステップは、技術分野で広く知られており、本明細書内では、記述するものの図示はしない。
最初にワイヤのコイルが、ヘッディング加工機械に供給される。ワイヤは、第一のダイ内で適切な長さにカットされ、ダイ内に設置される。
ダイは、環状フランジ16と、環状フランジ16の肩24とを成型し始める。
肩24は、例えば、円形、正方形、八角形、他の多角形など、様々な形に成型可能である。好ましい実施例では、図1のように肩24は円形である。
ヘッディング加工処理の後工程では、逆回転タブ22は、環状フランジ16の上部表面18に、部分的に成型されている。
逆回転タブ22は、下記の据付後、スタッド10がホストパネル上で回転しないように、幾何学的に不規則な形状に成型されることも可能である。
ヘッダー内のスタッドに対するそれぞれの連続するステップ、又はブローは、スタッドを目的の形に形成するよう、漸次、金属を動かす。
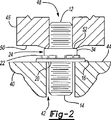
この作業中、ヘッディング加工機械内のダイ46は、スタッド10の上部シャフト12に支えられる開口部48を有している。
ダイ46は、開口部48の周辺部のツールの表面上に環状先端部52を含む。
ヘッダーツール(header tool)が進むにつれて、それは、スタッド10の肩24の頂上部と接触するように、ダイ上の環状先端部52に力をかける。
ツール(tool)が進むことで、反作用の力が生じる。反作用の力は、肩24の頂上部28にかかり、肩24の頂上部またはクラウン28にスタッドの中心から半径方向外側に力を及ぼし凹所26を形成する。
こうして、環状フランジ16の頂上部表面18と、肩24の頂上部28との間に、背面角部30が形成される。
フランジ16の上部表面18からクラウン28までの高さは、据え付けられる物質の厚みよりも少しだけ大きい。
当業者によって容易に理解されるように、工業分野で利用される板材の標準規格は特定されているため、限られた数の肩のサイズだけが、これらの標準規格に沿うように生産される必要がある。
図4に説明されているように、スタッド10のフランジ16は、据付固定具60の上部表面64上に置かれている。結果として、ねじ切られた下部シャフト14は、開口部62によって支えられ、開口部内に延びている。
メイティングパネル76は、フランジ16の上部表面18上に位置する逆回転タブ22の頂上部に置かれている。
肩24のクラウン部28は、メイティングパネル76の上部表面の上に広がっているということも指摘される。
自身を貫く開口部67を有する据付パンチ66は、ねじ切られた上部シャフト12が、開口部67によって受け止められるようにスタッド10の上に、下げられている。
据付パンチ66の底面部は、開口部67の外周部と直接隣接する内部底表面70と、内部底表面70の下方に延びる環状突出部68とを有している。
クラウン28と、メイティングパネル76の上部表面と、内部底表面70と、環状突出部68とは、クラウン28と内部底表面70とが接触しているのと同様に環状突出部68とメイティングパネル76の上部表面とが接触するように配列されている。
当業者に理解できるように、本発明の意図と範囲を維持しつつ、この配列をわずかに変更させることが可能である。
また、当業者に理解されるように、スタッド10の肩24を受け止める穴のサイズと、メイティングパネルのサイズは、肩24の一番大きい直径よりもわずかに大きい。
この方法では、開口部の壁とクラウン28に最も近い肩24の上部とのクリアランスを最小限に維持すると、アンダーカット30内の、開口部の壁と肩24の間に、比較的大きいクリアランスが生じる。
この組み合わせは、据付パンチに、据付固定具60方向へ十分な圧力がかけられることによって得られる。
十分な圧力とは、メイティングパネル76の素材が、逆回転タブ22上を輪郭をなぞって流れ、フランジ16の上部表面18と接触する程度のものである。
加えて、メイティングパネル76の上部表面に対して、パネルが変形するように押し込まれている環状突起部68は、肩24の周辺部を囲む素材を、背角面領域に流入させ、肩表面34の突起部を形成させている。
加えて、クラウン28に向かって圧迫されている据付パンチ66の内側底表面は、クラウン28を、メイティングパネル76に固定するように下方と、放射状に外部に移動させている。
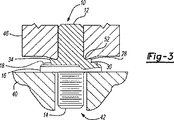
据付された最終的なスタッドは、部分的な断面図で図6に示されている。逆回転タブ22が、メイティングパネル76の底表面の内部または上に広がる様子が、示されている。
環状突起部68から形成された凹所78は、メイティングパネル76の表面上で、クラウン28の外周部から最も近い位置に現れる。
加えて、肩24の周辺部を囲むメイティングパネル76の素材は、肩表面34に接触し、背角面領域30に対して流入することによって、メイティングパネル76にスタッド10を固く接着させる。
当業者によれば理解される様に、角度、高さ、肩の直径、肩表面34の軸受領域を調節することによって、板とスタッドの組み合わせの押し出し力を、個々のアプリケーションの要求に応えるよう調節可能である。
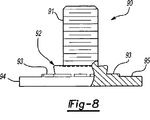
この図から、上部シャフト81と下部シャフト82は、個々の据付での要求に応じて、異なる構成が可能であると示される。
さらに、肩83は、肩の周辺部を構成する複数の面を有する、多面的要素(multi-sided element)として示されている。
図示されている実施例では、肩は八角形として描かれているが、複数の面を持つどんな多角形も利用可能である。
当業者に理解されるように、肩83を形成する多角形の隣接する面の交点が逆回転タブとして機能することによって、フランジ88の上部表面上に逆回転タブを設ける必要性はなくなる。
スタッド80は、同様に、肩83に対する背角面領域87と、クラウン部85とを有する。ここで、背角面領域87と、クラウン部85は、スタッド10と同じ形式で構成されている。
それによって、先端部52を有するヘッダーツールダイ(header tool die)46は、肩83の表面に押下される。
肩92と、逆回転タブ93は、上述したスタッド10の肩24と逆回転タブ22と全く同一である。
一重端(single-ended)スタッドに本発明の特徴をさらに取り入れる場合、下部シャフトを省略することが可能であることを説明するため、スタッド90は図示されている。
パンチ73は、パネル76をパンチ66と全く同一の方法でスタッド10の肩に組み合わせる。
しかしながら、パンチ73は、パンチ73の外周辺部から下方に延びる外部環状領域74も含む。
内側底表面70と、環状突起部68が、鍛造によって肩24とパネル76に接着されているために、外部環状領域74は、パネル76を、フランジ16の周囲を囲むように下方向に変形させている。結果として、フランジ16の底表面とパネル76の底表面は、実質的に同じ高さとなる。
この実施例において、シャフト112は、ねじ切られていない。そして、下部シャフト114は、ねじ切られることも可能であるし、ねじ切られなくとも良い。
当業者によって理解されるように、スタッド110の望ましい使用に応じて下部シャフト114は、省略可能である。
この実施例において、スタッド110は、図1のスタッド10と全く同じ特徴を有している。
図1と類似する特徴には、図1で付した番号の最初に1をつけ、その番号を付してある。
こうして、上部シャフト112と下部シャフト114は、同軸にあり、環状フランジ116は、シャフト112とシャフト114の中間に位置する。
肩124は、フランジ116の上部表面118に接しており、上部シャフト112から、放射状に広がっている。
肩124の頂上部分は、直接シャフト112に隣接する凹所126と、その外周部にクラウン部128とを有する。
肩124は、同様に、上部表面118との間に鋭角を形成して肩124の底面でアンダーカット130を定める表面134も持つ。
こうして、肩124の直径は、頂上部、又はクラウン部128の直径よりも底辺部の直径の方が小さくなる。
一つ、又は複数の逆回転タブ122は、クラウン部128と、上部表面118との間の領域に突き出ることが可能である。
肩124と、逆回転タブ122と、フランジ116とを備えるスタッド110の自己据付部分とは、上述したスタッド10と全く同じマルチステップ処理で成型される。
上部シャフト112は、さらに肩124の直接上に位置するシャフト112の底辺に形成される溝132を含む。
溝132は、シャフト112の底面の周囲に展開する。
鍛造カラー140は、円筒形の構造であり、中心開口部142を規定する。
中心開口部142の直径は、鍛造カラーをシャフト112に取り付ける際に、しまりばめ(interference fit)が形成されるように、等しい又は、上部シャフト112の直径よりもわずかに小さくなっている。
フランジ116の反対側の端にある鍛造カラー140は、特定の用途の要求に沿って構成されることができる。本実施例の場合、円錐形の閉鎖端150として示されている。
袖のような様式で、シャフト112上に受け止められている鍛造カラー140の端は、図11に最も明確に説明されている。
鍛造カラー140の端は、中心開口部142の周辺に隣接する内側鍛造リング146と、内側鍛造リング146から半径方向に離間された外側鍛造リング148とを備えている。
鍛造リング146と148は、鍛造塔140の端部表面から突き出ており、両者間の鍛造表面144を形成している。
図12は、据付固定具60の開口部67に受け止められている下部シャフト114と、据付固定具60の上部表面に載置されているフランジ116の下部表面120を説明している。
肩124は、ホストパネル176が逆回転タブ22の上部表面上に置かれるように、ホストパネルの開口部に受け止められている。
鍛造カラー140は、外側鍛造リング148がホストパネル176の上部表面と接触し、内側鍛造リングが上部シャフト112の底辺で溝132と直接隣接するようにシャフト112上に設置されている。
軸力は、鍛造カラー140を据付固定具60に向かって進ませる。
図13は、ホストパネル176に完全に据え付けられたスタッドの部分的な断面図を示す。
鍛造カラーがフランジ116に対して進むと、ホストパネル176がフランジ116の上部表面118に接触するまで、外側鍛造リング148は、開口部に直接隣接するパネル176の素材を、アンダーカット130と逆回転タブ122の周囲に流す。
同時に、鍛造表面144は、クラウン128を外側に向かって放射状に変形させ、
さらに開口部の周辺で、ホストパネル176に固定させる。
内側鍛造リング146は、肩124の頂上部にて上下反対にして置かれ溝132に変形される。こうして、鍛造カラーは上部シャフト112に固定される。
フランジ164とカラー162は、シャフト161の一つの端に位置し、スタッド110のフランジ116と、カラー124と同じ様式で構成されている。
逆回転タブ163は、肩162とフランジ164との中間に位置する。
シャフト161は、溝166の直接上にあるシャフトの底面167が、鍛造カラー168を受け止めるように構成されることが可能である。
さらに、シャフト161の第二の部分165は、土台部167よりも小さい直径を有しており、ねじ切られることもできるし、先細り上に形成されることも、個々の用途に対して必要とされるように構成されることも可能である。
鍛造カラー168は、その厚みがシャフト161の部分167とほぼ同じか、小さいという点を除けば、鍛造カラー140と同一の構成である。
鍛造カラー168は、シャフト161上に鍛造され、スタッド110と同じ方法でホストパネルに取り付けられている。
第二の肩236は、上部シャフト212よりも大きい直径を有するが、肩224の直径よりは小さい。
肩224は、図10乃至13に示し、これに対応して説明した肩124と全く同一であり、ここでは説明しない。
鍛造カラー240は、内側鍛造リング146が除去され、あり溝238が、中心開口部242の底面上に形成されている点を除けば、図10から13で示した鍛造カラー140とおおむね同一である。
あり溝238は、鍛造表面239を有している。
鍛造カラー240が、スタッド200上で下方向に力をかけられているとき、鍛造カラー240の外側鍛造リング248は、図10乃至13に示した方法と同一の方法で、ホストパネル76を変形させる。加えて、鍛造表面239は、変形可能な第二の肩236上を、あり溝238に対して変形させるために圧迫する。
この方法で、鍛造カラー240は、スタッド200上に、あり溝238表面を満たし当該表面を押圧する変形した肩236によって支えられる。
そのような修正は、請求項で異なる方法をあえて表現していない場合でも、請求項内に含まれていると考えられる。
Claims (47)
- 長手方向の軸を有する少なくとも一つのシャフトと、
前記シャフトから、前記長手方向の軸に対して概ね直角に、半径方向に延びる環状フランジと、
前記シャフトに隣接する頂部と、前記フランジに隣接する底部と、前記頂部の外周辺部に変形可能なクラウンと、を有し、前記シャフトから放射状に広がり、前記頂部の径よりも前記底部の径が小さくなるように前記フランジとの間でアンダーカットを定め、ホストパネルと結合する肩と、
前記肩の頂部と前記環状フランジの中間に配置され、前記ホストパネルと結合させるために配列された、少なくとも一つの逆回転タブと、を備える、ホストパネルに据え付けるためと、ホストパネルに部品を締め付けるためのスタッド。 - 前記肩は、周辺が円形に形成されることを特徴とする請求項1に記載のスタッド。
- 前記肩は、多角形周辺部を定める複数の面を有することを特徴とする請求項1に記載のスタッド。
- 前記少なくとも一つの逆回転タブは、前記多角形周辺部の隣接する二つの面によって定められるコーナーであることを特徴とする請求項3に記載のスタッド。
- 前記クラウンは、前記少なくとも一つのシャフトに隣接する前記頂部の内周辺部において、凹所を定めることを特徴とする、請求項1に記載のスタッド。
- 前記少なくとも一つの逆回転タブは、前記環状フランジの上部表面から広がることを特徴とする請求項1に記載のスタッド。
- 前記少なくとも一つの逆回転タブは、前記肩の表面から広がることを特徴とする請求項1に記載のスタッド。
- 前後軸と、第一の端と、第二の端とを有するシャフトと、
前記シャフトと同軸であり、前記第一の端と第二の端の中間に位置する環状フランジと、
前記フランジの表面に隣接し、フランジに対して同軸であり、前記フランジ表面と共に、鋭角を定める外周辺面を有する肩と、
前記フランジ表面の一つもしくは前記肩の外周辺表面から広がる、少なくとも一つのタブと、を有する、ホストパネルに据え付けるためと、ホストパネルに部品を締め付けるための二重端スタッド。 - 前記肩の表面は、円柱状の周辺部を有することを特徴とする請求項8に記載のスタッド。
- 前記肩の表面は、多角形周辺部を定める複数の面を有することを特徴とする請求項8に記載のスタッド。
- 前記少なくとも一つの逆回転タブは、前記多角形周辺部の隣接する二つの面から定められるコーナーであることを特徴とする請求項10に記載のスタッド。
- 前記肩は、前記肩の頂上部の外周辺部に、変形可能なクラウンを有しており、前記クラウンは、前記シャフトに隣接する頂上部の内周辺部で、凹所を定めることを特徴とする請求項8に記載のスタッド。
- 前記少なくとも一つの逆回転タブは、前記環状フランジの上部表面から突き出ていることを特徴とする請求項8に記載のスタッド。
- 前記少なくとも一つの逆回転タブは、前記肩の前記表面から突き出ていることを特徴とする請求項8に記載のスタッド。
- スタッドの一端とスタッドのフランジを、据付固定具で支えるステップと、
肩のクラウンを押圧する表面部と、スタッドを受け止めるパネル開口部に隣接するパネル領域を押圧する環状突起部とを有する据付パンチを、スタッドの他端に置くステップと、
据付取付具の方向へ、パンチに力をかけるステップと、
逆回転タブの周辺のパネル素材を変形させるステップと、
パネル開口部を定めるパネル素材を、後方傾斜部分に流すステップと、
パネル開口部の周辺部においてパネルを固定するように、肩のクラウンを半径方向外側に変形させるステップと、を備える、逆回転タブを備える環状フランジとクラウンを備える肩と背面角部分を備える表面とを有する二重端スタッドを、ホストパネルの開口部に据え付ける方法。 - 据え付けられるスタッドは、背面角部を有しておらず、力をかけるステップが背面各部を肩の土台部分に形成することを特徴とする請求項15に記載の方法。
- ホストパネルに据え付けるための、自己鍛造型スタッドであって、前記スタッドは、
長手方向の軸を有する少なくとも一つのシャフトと、
前記長手方向の軸に対して概ね直角となる前記シャフトから半径方向に延びる環状フランジと、
前記シャフトに隣接する頂部と、前記フランジに隣接する基台部とを有し、前記シャフトから半径方向に延び、前記フランジと共に、その直径が前記土台部分において前記頂上部よりも小さくなるように、前記基台部において両者の間のアンダーカットを定める、ホストパネルに固定するための肩と、
中心開口部を有し、前記シャフトに筒状形態で受け止められ、最も前記環状フランジに近い端で、前記肩の頂上部分と変形可能な接触を有する鍛造表面と、前記端から前記環状フランジに対して広がり、前記ホストパネルを張り出して前記アンダーカットに嵌合させるための第一の鍛造リングと、を有する鍛造カラーと、を備える、ホストパネルに据え付けるための自己鍛造型スタッド。 - 前記鍛造カラーの中心開口部は、当該鍛造カラーが前記シャフト上に妨害するようにして、支えられるように、前記肩に隣接する前記シャフトの直径よりもわずかに少ない直径を有する、ことを特徴とする請求項17に記載の自己鍛造型スタッド。
- 前記シャフトは、さらに、前記肩に隣接する周辺の溝を定め、
前記鍛造カラーは、さらに、前記開口部の周辺において、前記端から延びる変形可能な第二の鍛造リングを有し、前記変形可能な第二の鍛造リングは、前記鍛造カラーが、前記シャフトによって支えられているとき、変形可能に前記周辺の溝に受け止められている、ことを特徴とする請求項18に記載の自己鍛造型スタッド。 - 自動鍛造型スタッドは、さらに、前記肩の頂上部と前記フランジの中間に配置され、前記ホストパネルと結合するように配列された、少なくとも一つの逆回転タブを有している、ことを特徴とする請求項19に記載の自己鍛造型スタッド。
- 前記少なくとも一つの逆回転タブは、前記環状フランジの上部表面から広がることを特徴とする請求項20に記載の自己鍛造型スタッド。
- 前記少なくとも一つの逆回転タブは、前記肩の表面から広がることを特徴とする請求項20に記載の自己鍛造型スタッド。
- 前記鍛造カラーは、第二の端で閉じており、第二の端は円錐状に先細に成型されていることを特徴とする請求項19に記載の自己鍛造型スタッド。
- 前記シャフトは、さらに、前記肩に隣接する変形可能な第二の肩を有しており、
前記鍛造カラーは、さらに、前記端の前記開口部の内周辺部に、あり溝を定め、前記変形可能な第二の肩は、前記鍛造カラーが、前記シャフトに支えられている間に、変形可能な形式で、前記あり溝に受け止められていることを特徴とする請求項17に記載の自己鍛造型スタッド。 - 自動鍛造型スタッドは、さらに、前記肩の頂上部と前記フランジの中間物となる、少なくとも一つの逆回転タブを含み、前記少なくとも一つの逆回転タブは、前記ホストパネルと結合する(engage)ように並んでいることを特徴とする請求項24に記載の自己鍛造型スタッド。
- 前記少なくとも一つの逆回転タブは、前記環状フランジの上部表面から広がることを特徴とする請求項25に記載の自己鍛造型スタッド。
- 前記少なくとも一つの逆回転タブは、前記肩の表面から広がることを特徴とする請求項25に記載の自己鍛造型スタッド。
- 前記肩は、円形の周辺部を有することを特徴とする請求項17に記載の自己鍛造型スタッド。
- 前記肩は、多角形周辺部を定める複数の面を有することを特徴とする請求項17に記載の自己鍛造型スタッド。
- 前記少なくとも一つの逆回転タブは、前記多角形周辺部の隣接する二つの面から定められるコーナーであることを特徴とする請求項29に記載のスタッド。
- 前記肩は、前記頂上部の外周辺部に変形可能なクラウンを有し、前記クラウンは、前記少なくとも一つのシャフトに隣接する、前記頂上部の内周辺部において、凹所を定めることを特徴とする、請求項17に記載のスタッド。
- 自動鍛造型スタッドは、少なくとも一つのシャフトとして、前記環状フランジの対となる面から広がる第二のシャフトを有することを特徴とする、請求項17に記載の自動鍛造型スタッド。
- 前後軸と、第一の端と、第二の端とを有するシャフトと、
前記シャフトと同軸であり、前記第一の端と第二の端の中間に位置する環状フランジと、
前記フランジの表面に隣接し、フランジに対して同軸であり、外周辺表面を有し、その周辺表面が前記フランジ表面と共に鋭角を定める肩と、
中心開口部を有し、前記シャフト上を袖のような様式で受け止められており、前記環状フランジに最も近い端で、前記肩の頂上部分と変形可能な接触を有する鍛造表面と、前記端から前記環状フランジに対して広がり、前記アンダーカットとホストパネルを接続する第一の鍛造リングを有している鍛造カラーと、を有する、ホストパネルに据え付けるためと、ホストパネルに部品を締め付けるための二重端スタッド。 - 前記鍛造カラーの中心開口部は、前記肩に隣接する前記シャフトの直径よりもわずかに少ない直径を有し、結果として、前記シャフト上に妨害するように(interferingly)支えられていることを特徴とする請求項33に記載の自己鍛造型スタッド。
- 前記シャフトは、さらに、前記肩に隣接する周辺の溝を定め、
前記鍛造カラーは、さらに、前記開口部の周辺において、前記端から展開する変形可能な第二の鍛造リングを有しており、
前記変形可能な第二の鍛造リングは、前記鍛造カラーが、前記シャフトによって支えられている際、変形可能に前記周辺の溝に受け止められていることを特徴とする請求項14に記載の自己鍛造型スタッド。 - 自動鍛造型スタッドは、さらに、前記肩の頂上部と前記フランジの中間物となる、少なくとも一つの逆回転タブを含み、前記少なくとも一つの逆回転タブは、前記ホストパネルと結合する(engage)ように並んでいることを特徴とする請求項35に記載の自己鍛造型スタッド。
- 前記少なくとも一つの逆回転タブは、前記環状フランジの上部表面から広がることを特徴とする請求項36に記載の自己鍛造型スタッド。
- 前記少なくとも一つの逆回転タブは、前記肩の表面から広がることを特徴とする請求項36に記載の自己鍛造型スタッド。
- 前記鍛造カラーは、第二の端で閉じており、第二の端は円錐状に先細に成型されていることを特徴とする請求項35に記載の自己鍛造型スタッド。
- 前記シャフトは、更に前記肩に隣接する変形可能な第二の肩を有しており、
前記鍛造カラーは、更に前記端の前記開口部の内周辺部に、あり溝を定め、前記変形可能な第二の肩は、前記鍛造カラーが、前記シャフトに支えられている際、変形可能な形式で、前記あり溝に受け止められていることを特徴とする請求項33に記載の自己鍛造型スタッド。 - 自動鍛造型スタッドは、さらに、前記肩の頂上部と前記フランジの中間物となる、少なくとも一つの逆回転タブを含み、前記少なくとも一つの逆回転タブは、前記ホストパネルと結合する(engage)ように並んでいることを特徴とする請求項40に記載の自己鍛造型スタッド。
- 前記少なくとも一つの逆回転タブは、前記環状フランジの上部表面から広がることを特徴とする請求項41に記載の自己鍛造型スタッド。
- 前記少なくとも一つの逆回転タブは、前記肩の表面から広がることを特徴とする請求項41に記載のスタッド。
- 前記肩は、前記肩の頂上部の外周辺部で、変形可能なクラウンを有し、前記クラウンは、前記シャフトに隣接する前記頂上部の内周辺部に、凹所を定めることを特徴とする請求項33に記載のスタッド。
- スタッドの一端とフランジを据付固定具で支え、
鍛造カラーの端部が、肩のクラウンと、鍛造カラーから広がる鍛造リングとを圧迫する(bearing on)鍛造表面を有し、スタッドを支えるパネル開口部に隣接するパネル領域を押圧するように、円柱状の鍛造カラーをスタッドの他端に配置し、
鍛造カラーに、据付固定具の方向に向かって力をかけ、
パネルの素材を、鍛造カラーと鍛造リングを用いて背面角のアンダーカットへ変形させ、
肩のクラウンを、パネル開口部の外周にパネルを固定させるように、鍛造表面と共に、半径方向外側に変形させる、逆回転タブを有する環状フランジとクラウンを備える肩と背面角のアンダーカットを備える肩表面部とを有する二重端スタッドを肩がパネルの開口部に受け止められるようにホストパネルの開口部に据え付ける方法。 - スタッドのシャフトが、肩に隣接する周辺の溝を含み、鍛造カラーが、鍛造カラー開口部の周辺部で、第二の鍛造リングを含み、
前記変形ステップ後で、第二鍛造リングを、スタッドのシャフトの周辺の溝に変形させる、請求項45に記載の方法。 - スタッドのシャフトは、肩に隣接する変形可能な第二の肩と、鍛造カラー開口部の内周部近傍にあり溝を定める鍛造カラーとを含み、
前記変形ステップの後で、第二の肩を円柱状のカラーのあり溝に変形させる、
請求項45に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/909,260 US6592311B2 (en) | 2001-07-19 | 2001-07-19 | Double-ended self-attaching stud |
| US09/957,720 US6491487B1 (en) | 2001-07-19 | 2001-09-21 | Double-ended self-attaching stud |
| PCT/US2002/003746 WO2003008817A1 (en) | 2001-07-19 | 2002-02-07 | Locating pin on double ended stud |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005508485A JP2005508485A (ja) | 2005-03-31 |
| JP4133813B2 true JP4133813B2 (ja) | 2008-08-13 |
Family
ID=27129517
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003514129A Expired - Fee Related JP4133813B2 (ja) | 2001-07-19 | 2002-02-07 | 両端にピンが位置するスタッド |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US6491487B1 (ja) |
| EP (1) | EP1417419B1 (ja) |
| JP (1) | JP4133813B2 (ja) |
| CN (1) | CN1524164A (ja) |
| AT (1) | ATE336666T1 (ja) |
| BR (1) | BR0211037A (ja) |
| CA (1) | CA2448716A1 (ja) |
| DE (1) | DE60214008T2 (ja) |
| ES (1) | ES2272671T3 (ja) |
| MX (1) | MXPA04000501A (ja) |
| WO (1) | WO2003008817A1 (ja) |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6746285B2 (en) * | 2001-02-20 | 2004-06-08 | Newfrey Llc | Grounding stud |
| US7056161B2 (en) | 2001-02-20 | 2006-06-06 | Newfrey Llc | Grounding stud |
| US6864015B2 (en) * | 2001-07-17 | 2005-03-08 | Delphi Technologies, Inc. | Anti-rotation terminal connection assembly |
| US7698799B2 (en) | 2001-07-19 | 2010-04-20 | Whitesell International Corporation | Method of attaching a clinch spacer to a panel |
| US7124492B2 (en) * | 2001-07-19 | 2006-10-24 | Whitesell International Corporation | Fastener, method of attaching a fastener to a panel and fastener and panel assembly |
| US6641326B2 (en) * | 2001-12-21 | 2003-11-04 | General Electric Company | Removable stud for joining casing flanges |
| US20050111934A1 (en) * | 2003-11-14 | 2005-05-26 | Ladouceur Harold A. | Self-riveting male fastener and panel assembly |
| US20050025605A1 (en) * | 2003-07-30 | 2005-02-03 | Vrana John J. | Locator stud and method of assembly |
| GB0413866D0 (en) * | 2004-06-21 | 2004-07-21 | Bas Components Ltd | Captive fastener |
| US7282662B2 (en) * | 2005-12-12 | 2007-10-16 | Nelson Stud Welding, Inc. | Paint groove stud |
| US7614125B2 (en) * | 2006-08-07 | 2009-11-10 | Newfrey Llc | Positive hold tube weld stud assembly |
| DE102006056065B4 (de) | 2006-11-20 | 2018-08-09 | Newfrey Llc | Vormontierte Kontaktiereinheit und Befestigungsanordnung |
| JP4345988B2 (ja) | 2007-04-16 | 2009-10-14 | Ntn株式会社 | 車輪用軸受装置 |
| DE102007022624A1 (de) * | 2007-05-15 | 2008-11-27 | Nedschroef Plettenberg Gmbh | Unrunde Stanzmutter |
| US7892049B1 (en) * | 2009-08-18 | 2011-02-22 | GM Global Technology Operations LLC | Electrical connector assemblies |
| KR101214011B1 (ko) * | 2010-05-31 | 2012-12-26 | 로베르트 보쉬 게엠베하 | 전극 단자 구조 및 이를 이용한 이차 전지 |
| CN101968070B (zh) * | 2010-09-29 | 2012-02-15 | 芜湖恒丰机械有限公司 | 一种通体螺栓 |
| EP2600503B1 (de) * | 2011-12-02 | 2019-02-13 | Lakeview Innovation Ltd. | Bürstendeckel für einen bürstenkommutierten Elektromotor und Elektromotor |
| CN103511429A (zh) * | 2012-06-21 | 2014-01-15 | 昆山神昌精密金属制品有限公司 | 一种双头螺栓 |
| US9400005B2 (en) * | 2012-06-29 | 2016-07-26 | Infastech Intellectual Property Pte. Ltd | Self-clinching fastener |
| FI124657B (en) * | 2012-12-31 | 2014-11-28 | Suunto Oy | Male connector for telemetric receiver |
| DE102013101068A1 (de) * | 2013-02-01 | 2014-08-07 | Ejot Tezmak Baglanti Elemanlari Teknolojileri San. Ve Tic. A.S. | Einpressbolzen |
| DE102013113763A1 (de) * | 2013-12-10 | 2015-06-11 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Klebebolzen und Anbringungsverfahren |
| US9200661B2 (en) * | 2013-12-19 | 2015-12-01 | GM Global Technology Operations LLC | Flow drill screw |
| US9680239B2 (en) | 2014-04-23 | 2017-06-13 | Ramco Specialties, Inc. | Grounding stud and electrical connections |
| DE102014211656A1 (de) * | 2014-06-18 | 2016-01-07 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Verpressen einer Kugel mit einem ersten Bauteil sowie Bauteilverbindung |
| US10335907B2 (en) | 2015-05-18 | 2019-07-02 | Reo Hydro-Pierce, Inc. | Method and apparatus for installing pierce nuts |
| KR102451126B1 (ko) * | 2015-12-18 | 2022-10-05 | 주식회사 성우하이텍 | 서브 프레임용 마운팅 볼트 |
| USD803266S1 (en) * | 2016-04-08 | 2017-11-21 | Enrique J. Baiz | Solenoid cover |
| USD803267S1 (en) * | 2016-04-08 | 2017-11-21 | Enrique J. Baiz | Solenoid cover |
| CN107477069A (zh) * | 2017-07-31 | 2017-12-15 | 太仓市众翔精密五金有限公司 | 一种免旋具的耐磨螺柱 |
| US10876556B2 (en) * | 2018-03-26 | 2020-12-29 | GM Global Technology Operations LLC | Double-ended dual attached fastener |
| DE102019110635A1 (de) | 2018-05-02 | 2019-11-07 | Profil Verbindungstechnik Gmbh & Co. Kg | Zusammenbauteil bestehend aus einem Bauteil und einem Element mit einem Kopfteil und einem auf einer Seite des Kopfteils angeordneten Kragen sowie Herstellungsverfahren |
| JP7156124B2 (ja) * | 2019-03-25 | 2022-10-19 | 株式会社Jvcケンウッド | スタッドピンおよびスタッドピンのかしめ方法 |
| JPWO2021255912A1 (ja) * | 2020-06-19 | 2021-12-23 | ||
| DE102020134255A1 (de) * | 2020-12-18 | 2022-06-23 | Te Connectivity Germany Gmbh | Sammelschienenkontakt zur Anbringung an einer Sammelschiene, und Verfahren zur Anbringung eines Sammelschienenkontakts |
| FR3118833A1 (fr) * | 2021-01-12 | 2022-07-15 | Valeo Systemes Thermiques | Dispositif de gestion thermique d’un élément électrique et/ou électronique pour véhicule automobile. |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US914327A (en) * | 1908-05-16 | 1909-03-02 | Standard Underground Cable Company | Binding-post. |
| US1114013A (en) * | 1914-01-16 | 1914-10-20 | William B Millar | Concrete-insert. |
| US2972730A (en) * | 1955-05-16 | 1961-02-21 | Cambridge Thermionic Corp | Pressure mounted lug |
| US3820579A (en) * | 1971-03-29 | 1974-06-28 | Southco | Blind stud fastener |
| US5441417A (en) * | 1981-01-28 | 1995-08-15 | Multifastener Corporation | Electrical grounding stud |
| US4543023A (en) * | 1981-05-28 | 1985-09-24 | Russell, Burdsall & Ward Corporation | Fastener |
| US5251370A (en) * | 1991-10-31 | 1993-10-12 | Profil Verbindungstechnik Gmbh & Co. | Method of attaching a fastening element to a panel |
| US6125524A (en) * | 1994-03-25 | 2000-10-03 | Multifastener Corporation | Rivetable element, assembly, method of assembly and riveting die |
| US5513933A (en) * | 1994-04-04 | 1996-05-07 | Textron Inc. | Staked fastener with undercut |
-
2001
- 2001-09-21 US US09/957,720 patent/US6491487B1/en not_active Expired - Fee Related
-
2002
- 2002-02-07 ES ES02704395T patent/ES2272671T3/es not_active Expired - Lifetime
- 2002-02-07 AT AT02704395T patent/ATE336666T1/de not_active IP Right Cessation
- 2002-02-07 CA CA002448716A patent/CA2448716A1/en not_active Abandoned
- 2002-02-07 DE DE60214008T patent/DE60214008T2/de not_active Expired - Lifetime
- 2002-02-07 JP JP2003514129A patent/JP4133813B2/ja not_active Expired - Fee Related
- 2002-02-07 CN CNA028137019A patent/CN1524164A/zh active Pending
- 2002-02-07 BR BR0211037-7A patent/BR0211037A/pt not_active Application Discontinuation
- 2002-02-07 MX MXPA04000501A patent/MXPA04000501A/es active IP Right Grant
- 2002-02-07 WO PCT/US2002/003746 patent/WO2003008817A1/en active IP Right Grant
- 2002-02-07 EP EP02704395A patent/EP1417419B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ATE336666T1 (de) | 2006-09-15 |
| WO2003008817A1 (en) | 2003-01-30 |
| US6491487B1 (en) | 2002-12-10 |
| DE60214008T2 (de) | 2007-03-29 |
| EP1417419B1 (en) | 2006-08-16 |
| CA2448716A1 (en) | 2003-01-30 |
| DE60214008D1 (de) | 2006-09-28 |
| CN1524164A (zh) | 2004-08-25 |
| MXPA04000501A (es) | 2005-07-25 |
| BR0211037A (pt) | 2005-04-19 |
| JP2005508485A (ja) | 2005-03-31 |
| EP1417419A1 (en) | 2004-05-12 |
| EP1417419A4 (en) | 2005-03-30 |
| ES2272671T3 (es) | 2007-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4133813B2 (ja) | 両端にピンが位置するスタッド | |
| US6592311B2 (en) | Double-ended self-attaching stud | |
| JP5643338B2 (ja) | ラグフレア付きナット | |
| CA2778104C (en) | Clinch pin fastener | |
| JP4052669B2 (ja) | ファスナー要素の挿入方法、ボルト要素、かしめ用ダイおよび部品組立体 | |
| JP3781057B2 (ja) | リベッティング可能な要素、組立体、組立方法及びリベッティングダイ | |
| US20010031188A1 (en) | Clinch nut assembly and method of producing clinch nut | |
| JP2013024423A (ja) | 回転防止機能を有する機能要素および該機能要素とシート金属部材とを備える部品アセンブリ | |
| US20110150562A1 (en) | Ball Stud Fastener | |
| US8616039B2 (en) | Method of manufacturing a clinch pin fastener | |
| JPH07171654A (ja) | ピアスナットの製造装置 | |
| JP2011038578A (ja) | 取付部材を被溶接部材へ固定する固定装置 | |
| JP2008537065A (ja) | 自動装着ファスナ並びにファスナとパネルの組立部材 | |
| JP7202470B2 (ja) | クリンチファスナー | |
| US20050025610A1 (en) | Locator stud, panel assembly and method of assembly | |
| JP2005214415A (ja) | 急速締結ナット | |
| JP7382485B2 (ja) | セルフクリンチングファスナ | |
| US20230235773A1 (en) | Clinch fastener | |
| TW202409440A (zh) | 自壓鉚緊固件 | |
| CN102889275B (zh) | 连接元件,零件总成和形成该零件总成的方法 | |
| JP2507849B2 (ja) | 座金付ナットとその製造方法 | |
| JP5148074B2 (ja) | リベット締めによってシートメタル部に取り付け可能な部材と部品アッセンブリ並びにその部品アッセンブリの製造方法 | |
| CN111503117A (zh) | 紧固机构及其组装方法 | |
| JPH0415309A (ja) | ブラインドナットの連れ回り防止構造 | |
| JP2021025543A (ja) | 圧入ねじの取付方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071030 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080527 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080602 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees | ||
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |