JP4133003B2 - 成形性に優れた高強度鋼板とその製造方法 - Google Patents
成形性に優れた高強度鋼板とその製造方法 Download PDFInfo
- Publication number
- JP4133003B2 JP4133003B2 JP2002171544A JP2002171544A JP4133003B2 JP 4133003 B2 JP4133003 B2 JP 4133003B2 JP 2002171544 A JP2002171544 A JP 2002171544A JP 2002171544 A JP2002171544 A JP 2002171544A JP 4133003 B2 JP4133003 B2 JP 4133003B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- less
- strength steel
- temperature
- formability
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Heat Treatment Of Sheet Steel (AREA)
Description
【発明の属する技術分野】
本発明は、例えば自動車のパネル類、足廻り、メンバーなどに用いられる高強度鋼板およびその製造方法に関するものである。本発明によれば強度−延性バランス、穴広げ性ならびに深絞り性に優れた高強度鋼板を製造できるため、加工の厳しい部材にも高強度鋼板が使用でき、自動車の軽量化に寄与し、燃費の低減により地球環境保全に貢献できるものと考えられる。
【0002】
【従来の技術】
自動車の軽量化ニーズに伴い、鋼板の高強度化が望まれている。高強度化することで板厚減少による軽量化や衝突時の安全性向上が可能となる。しかしながら、高強度で成形性特に深絞り性が優れた鋼板を得ようとすると、例えば特開昭56−139654号公報に開示されているように、C量を著しく減じた極低炭素鋼にSi,Mn,Pなどを添加して鋼を強化することが必須であった。C量を低減するためには製鋼工程で真空脱ガスを行わねばならず、製造過程でCO2を多量に発生することになり、地球環境保全の観点で必ずしも最適なものとは言い難い。これに対してC量が比較的多く、かつ深絞り性の良好な鋼板についても、例えば、特公昭57−47746号公報、特公昭61−10012号公報、特公平2−20695号公報、特公昭58−49623号公報、特公昭61−12983号公報、特公平1−37456号公報、特開昭59−13030号公報などに開示されている。また、本発明者らも高r値を有する高強度鋼板に関する技術を特願2000−403447号にて出願している。しかし、これらの鋼板は高r値を有するが、強度−延性バランス、穴広げ性の点では必ずしも満足な結果を得ていなかった。
【0003】
【発明が解決しようとする課題】
本発明は、深絞り性、強度−延性バランス、穴広げ性に優れた高強度鋼板ならびにその製造方法を提供するもので、これにより現在まで不可能と考えられていた厳しい成形条件にも高強度鋼板が使用でき、自動車の軽量化を促進する事が出来る。
【0004】
【課題を解決するための手段】
本発明者らは、上記のような課題を解決すべく鋭意検討を行い、成分の最適化を図り、適正な熱延、冷延、焼鈍条件を組み合わせることにより深絞り性と強度-延性バランスに優れた鋼板を製造することができるという従来にはない知見を得た。
【0005】
本発明の要旨とするところは、次のとおりである。
(1) 質量%で、
C:0.05〜0.25%、Si:0.2〜2.5%、Mn:0.5〜3.0%、P:0.001〜0.1%、S:0.03%以下、N:0.003〜0.012%、Al:0.03〜1.0%を含有し、残部が鉄及び不可避的不純物からなり、フェライトの平均結晶粒径が15μm未満で平均r値が1.5以上であり、穴広げ比が50%以上であり、引張強度(MPa)×延性(%)が20000以上であることを特徴とする成形性に優れた鋼板。
(2) Bを0.0001〜0.008%含むことを特徴とする(1)に記載の成形性に優れた鋼板。
(3) Cr,Mo,Cu,Niの1種あるいは2種以上を合計で0.001〜2.5%含むことを特徴とする(1)又は(2)に記載の成形性に優れた鋼板。
(4) Nb,Vの一方あるいは両方を合計で0.001〜0.1%含有することを特徴とする(3)に記載の成形性に優れた鋼板。
(5) Ca,Mg,Ce,Laの1種あるいは2種以上を合計で0.0001〜0.02質量%含むことを特徴とする(1)〜(4)のいずれか1項に記載の成形性に優れた鋼板。
(6) (1)〜(5)の何れか1項に記載の鋼板を製造する方法であって、(1)〜(5)のいずれか1項に記載の化学成分を有する鋼をAr3変態点以上で熱間圧延を完了し、550℃以下の温度で巻き取り、圧下率35%以上75%未満の冷間圧延を施し、平均加熱速度4〜100℃/hrで加熱し、最高到達温度を600〜800℃とする焼鈍を行い、冷却後、再び圧下率35%以上75%未満の冷間圧延を施し、最高到達温度730〜850℃とする連続焼鈍を行い、3℃/sec以上の速度で冷却し、450〜300℃の温度域で3分以上10分未満の過時効処理することを特徴する成形性に優れた鋼板の製造方法。
【0006】
【発明の実施の形態】
以下に本発明を詳細に説明する。先ず、本発明による高強度鋼板の成分組成について説明する。
【0007】
なお、以下の説明において成分組成はいずれも質量%である。
【0008】
C:高強度化に有効なだけでなく、優れた強度−延性バランスを得るのにも有効で、少なくとも0.05%以上の添加が必要である。しかし、過度の添加は溶接性に好ましいものではなく上限を0.25%とする。0.08超〜0.18%が好ましい範囲である。
【0009】
Si:Siは優れた強度−延性バランスを得るのに有効で、少なくとも0.2%以上の添加が必要である。一方、過剰の添加は化成処理性、加工性さらには溶接性の劣化を招くので上限を2.5%とする。
【0010】
Mn:Mnは優れた強度−延性バランスを得るのに有効な元素で、少なくとも0.5%以上の添加が必要である。3.0%を上限としたのは、過度の添加は伸びやr値に悪影響を及ぼすためである。
【0011】
P :高強度化に有効な元素であるので0.001%以上添加する。0.1%超を添加すると溶接性や溶接部の疲労強度、さらには耐2次加工脆性が劣化するのでこれを上限とする。
【0012】
S :不純物であり、低いほど好ましく、熱間割れを防止するために0.03%以下とする。好ましくは0.015%以下である。
【0013】
N:良好なr値を得るためには0.003%以上の添加が必須である。多すぎると時効性を劣化させたり、製鋼時にバブリング現象が起き操業上問題が生じるため上限を0.012%とする。
【0014】
Al:Alは冷延後の徐加熱時にNとのクラスターや析出物を形成することによって集合組織を発達せしめ、深絞り性が向上する。そのためには少なくとも0.03%以上の添加が必要である。ただし、過度に添加するとコストアップとなり、表面欠陥を誘発し、r値も低下する。したがって上限を1.0質量%とする。
【0015】
Nb,Vは必要に応じて添加する。これらは、炭化物、窒化物もしくは炭窒化物を形成することによって鋼材を高強度化したり加工性を向上することができるので、一方または両方を合計で0.001%以上の添加で効果が現れる。その合計が0.1%を越えた場合には母相であるフェライト粒内もしくは粒界に多量の炭化物、窒化物もしくは炭窒化物として析出して、延性を低下させる。また、焼鈍中のAlNの析出を妨げ、本発明の特徴である深絞り性が損なわれることから、添加範囲を0.001〜0.1質量%とした。
【0016】
Bはr値を向上させたり、耐2次加工性脆性の改善に有効であるので必要に応じて添加する。0.0001%未満ではその効果はわずかで、0.008%超添加しても格段の効果は得られない。0.0002〜0.0020%が好ましい範囲である。
【0017】
Cr、Mo、Cu、Niは強化元素であり必要に応じてこれらの1種又は2種以上を合計で質量%で0.001%以上添加する。過剰の添加は、コストアップや延性の低下を招くことから、2.5%以下とした。
【0018】
Ca,Mg,La,Ceは介在物を微細にする効果があり、成形性を向上させるのに有効で、これらの1種又は2種以上の合計で0.0001%未満の添加ではその効果がほとんど見られず、0.02%超では酸化物や硫化物の多量の晶出や析出を招き清浄度が劣化して、延性を顕著に低下させてしまう。
【0019】
鋼板を構成するフェライトの平均結晶粒径は、15μm以下とする。平均結晶粒径が15μm以下になることにより、穴広げ性の向上が顕在化し、50%以上の値が得られる。フェライトの平均結晶粒径は細かい方が好ましいが、工業生産上は2μm以下にすることは難しい。本発明でフェライト粒径が比較的細かくなるのは、冷延を2回行うことが影響していると思われる。また、穴広げ性が向上するのはフェライト粒径が細かくなるのと高r値になることが原因であると推測される。結晶粒径は板面と垂直で圧延方向と平行な切断面(L断面)の板厚3/8〜5/8の範囲内について点算法などによって測定すればよい。なお、測定誤差を低減するためには結晶粒が100個以上存在する領域について測定しなくてはならない。エッチングはナイタールが好ましい。
【0020】
さらに、製造に際しては、高炉、電炉等による溶製に続き各種の2次製錬を行いインゴット鋳造や連続鋳造を行い、連続鋳造の場合には室温付近まで冷却することなく熱間圧延するCC−DRなどの製造方法を組み合わせて製造してもかまわない。鋳造インゴットや鋳造スラブを再加熱して熱間圧延を行っても良いのは言うまでもない。熱間圧延の加熱温度は特に限定するものではないが、AlNを固溶状態とするために1100℃以上とすることが好ましい。熱延の仕上げ温度はAr3変態点以上で行う。熱延仕上げ温度がAr3点を下回ると、高温で変態した粗大なフェライト粒、さらにはそれが加工され再結晶や粒成長により粗大化したフェライトと比較的低温域で変態した微細フェライト粒とが混在し、不均一な組織となる。熱延仕上げ温度の上限は特に設けないが、熱延組織を均一にするためには(Ar3+100)℃以下とすることが好ましい。
【0021】
本発明においては、熱延および巻き取り工程においてAlNの析出を抑制し、冷延後の焼鈍時にAlNを析出させることにより深絞り性に好ましい集合組織を形成することができるのでAlNがすばやく析出する温度域で巻き取ることを避ける必要である。それゆえ、巻き取り温度は550℃以下とした。熱間圧延の1パス以上について潤滑を施しても良い。また、粗圧延バーを互いに接合し、連続的に仕上げ熱延を行っても良い。粗圧延バーは一度巻き取って再度巻き戻してから仕上げ熱延に供してもかまわない。巻き取り温度の下限は特に設けないが、熱延板中の固溶Cを低減して、良好なr値を得るためには、100℃以上とすることが好ましい。
【0022】
一回目の冷延率の下限を35%としたのは、それより低い冷延率では高いr値が得られないためである。また、上限を75%としたのは、それより高い冷延率ではr値の向上は見られなくなるためである。
【0023】
また、1回目の冷延後の焼鈍は箱焼鈍が基本であるが、下記の要件を満たせばこの限りではない。良好なr値を得るためには、平均加熱速度を4〜100℃/hrとする必要がある。さらには10〜40℃/hrが好ましい。最高到達温度もr値確保の観点から600〜800℃とすることが望ましい。600℃未満では再結晶が完了せず加工性が劣化する。一方、800℃超ではα+γ域のγ分率の高い側に入るため、r値に好ましい集合組織が変態により壊され高いr値が得られないためである。なお、最高到達温度での保持時間は特に指定するものではない。
【0024】
この鋼板を再び冷延するときの冷延率を35%以上75%未満としたのは圧下率が高すぎても、低すぎても高いr値が得られないためである。また、その後の連続焼鈍で最高到達温度を730〜850℃と限定したのは、この焼鈍で一部γを生成させ、その後の冷却で複合組織を形成させることにより、優れた強度−延性バランスを得るためである。なお、最高到達温度での保持時間は特に指定するものではないが、(最高到達温度−20)℃以上での保持時間が30秒以上であることが成形特性の観点から好ましい。
【0025】
その後、過時効処理温度までの冷速を3℃/sec 以上としたのは、これより冷速が小さくなると優れた強度−延性バランスが得られないためである。冷速の上限は特に規定しないが、形状の悪化を招かないためには、200℃/sec以下とすることが好ましい。
【0026】
300〜450℃の温度域で3分以上10分未満の過時効処理をするのは、この条件内で優れた強度−延性バランスが得られるためである。
【0027】
焼鈍後のスキンパスは形状強制や強度調整、さらには常温非時効性を確保する観点から必要に応じて行う。
【0028】
このようにして製造した鋼板表面に種々のメッキを施しても良い。
【0029】
平均r値は、(rL+2×rD+rC)/4で与えられる。L,D,Cはそれぞれ圧延方向に対して平行、45度、垂直の方向を意味する。r値の測定はJIS13号B試験片を用いた引張試験を行い、10%引張後の標点間距離の変化と板幅変化からr値の定義にしたがって算出する。
【0030】
【実施例】
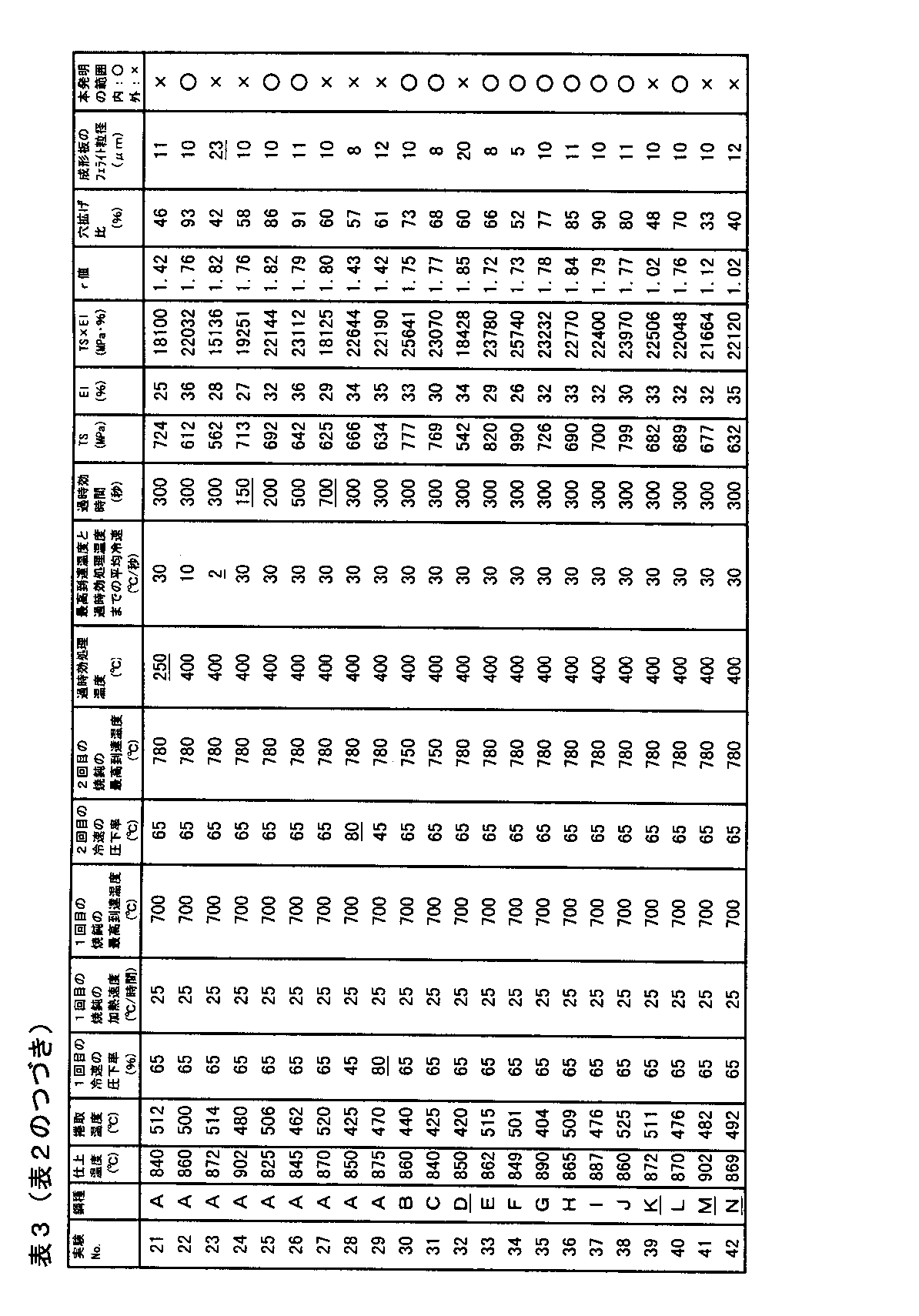
表1に示す成分の各鋼を溶製して1250℃に加熱後、表2、表3(表2のつづき)に示す条件で鋼板を製造した。一回目の焼鈍は箱焼鈍で行い、2回目の焼鈍は連続焼鈍で行った。機械的性質はさらに1.0%のスキンパスを施した材料で求めた。
【0031】
得られた鋼板のr値をJIS13号試験片を用いた引張試験により評価した。その他の引張特性についてはJIS5号試験片を用いて評価した。また、フェライト粒径は板厚の中心部で測定した。
【0032】
穴広げ比の測定は10φの穴を打ち抜き、バリの出たサイドを上にして、下から60°の円錐ポンチで穴を拡大し、断面を貫通した時点での穴の径d(mm)を求め、(d−10)/10×100(%)の値を表示した。
【0033】
表2より明らかなとおり、本発明例では本発明外の例に比較して、良好な強度−延性バランス、穴広げ比及びr値が得られた。
【0034】
実験番号5は巻き取り温度が高く、箱焼鈍中にAlNの析出による集合組織制御が適正に行われず高いr値が得られなかった。実験番号7と9も焼鈍速度が適正範囲でないため、箱焼鈍中にAlNの析出による集合組織制御が適正に行われず高いr値が得られなかった。
【0035】
また、AlNを箱焼鈍中に適正に析出するためにはNとAlが適量添加されている必要があるが、実験番号39,41,42はその条件が満足されておらず高いr値が得られなかった。冷延率が適正範囲に入っていない実験番号6,16、28、29も高いr値が得られなかった。
【0036】
1回目の焼鈍温度の到達最高点が高い実験番号13は集合組織がランダム化してしまった。また、到達最高点が低過ぎた実験番号11では集合組織制御がうまくいかず高いr値が得られなかった。2回目の焼鈍で最高到達温度が高過ぎた実験番号17では集合組織がランダム化してしまった。また、最高到達温度が低過ぎた実験番号18では未再結晶組織が残り高いr値が得られなかった。この場合フェライトの結晶粒径を測定できなかった。
【0037】
過時効温度が適正温度外の実験番号19、21ならびに過時効時間が適正時間内でない実験番号24,27では残留オーステナイトが十分に得られず優れた強度−延性バランスが得られなかった。
【0038】
また、2回目の焼鈍で最高到達温度から過時効温度までの平均の冷却速度が遅い実験番号23も残留オーステナイトが十分に得られず優れた強度−延性バランスが得られなかった。C量が低い実験番号32でも同様の理由で優れた強度−延性バランスが得られなかった。
【0039】
【表1】
【表2】
【表3】
【発明の効果】
本発明により、強度−延性バランス、穴広げ性、及び深絞り性に優れた高強度鋼板が得られ、従来成形性の観点で高張力化が難しかった自動車用部品へ適用することにより、軽量化が果たせ、地球環境保全などに貢献できるものである。
Claims (6)
- 質量%で、
C :0.05〜0.25%、
Si:0.2〜2.5%、
Mn:0.5〜3.0%、
P :0.001〜0.1%、
S :0.03%以下、
N :0.003〜0.012%、
Al:0.03〜1.0%、
を含有し、残部が鉄及び不可避的不純物からなり、フェライトの平均結晶粒径が15μm未満で、平均r値が1.5以上であり、穴広げ比が50%以上であり、引張強度(MPa)×延性(%)が20000以上であることを特徴とする成形性に優れた高強度鋼板。 - Bを0.0001〜0.008%含むことを特徴とする請求項1に記載の成形性に優れた高強度鋼板。
- Cr,Mo,Cu,Niの1種あるいは2種以上を合計で0.001〜2.5%含むことを特徴とする請求項1又は2に記載の成形性に優れた高強度鋼板。
- Nb,Vの一方あるいは両方を合計で0.001〜0.1%含有することを特徴とする請求項3に記載の成形性に優れた高強度鋼板。
- Ca,Mg,Ce,Laの1種あるいは2種以上を合計で0.0001〜0.02質量%含むことを特徴とする請求項1〜4のいずれか1項に記載の成形性に優れた高強度鋼板。
- 請求項1〜5の何れか1項に記載の鋼板を製造する方法であって、請求項1〜5のいずれか1項に記載の化学成分を有する鋼をAr3変態点以上で熱間圧延を完了し、550℃以下の温度で巻き取り、圧下率35%以上75%未満の冷間圧延を施し、平均加熱速度4〜100℃/hrで加熱し、最高到達温度を600〜800℃とする焼鈍を行い、冷却後、再び圧下率35%以上75%未満の冷間圧延を施し、最高到達温度730〜850℃とする連続焼鈍を行い、3℃/sec以上の速度で冷却し、450〜300℃の温度域で3分以上10分未満の過時効処理をすることを特徴する成形性に優れた高強度鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002171544A JP4133003B2 (ja) | 2002-06-12 | 2002-06-12 | 成形性に優れた高強度鋼板とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002171544A JP4133003B2 (ja) | 2002-06-12 | 2002-06-12 | 成形性に優れた高強度鋼板とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004018883A JP2004018883A (ja) | 2004-01-22 |
| JP4133003B2 true JP4133003B2 (ja) | 2008-08-13 |
Family
ID=31171372
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002171544A Expired - Fee Related JP4133003B2 (ja) | 2002-06-12 | 2002-06-12 | 成形性に優れた高強度鋼板とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4133003B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4867257B2 (ja) * | 2005-09-29 | 2012-02-01 | Jfeスチール株式会社 | 剛性に優れた高強度薄鋼板およびその製造方法 |
| KR101611762B1 (ko) | 2014-12-12 | 2016-04-14 | 주식회사 포스코 | 굽힘가공성 및 충돌특성이 우수한 고항복비형 냉연강판 및 그 제조방법 |
| KR101657820B1 (ko) * | 2014-12-23 | 2016-09-20 | 주식회사 포스코 | 딜레미네이션 저항성 및 충돌특성이 우수한 고항복비형 냉연강판 및 그 제조방법 |
| CN117987628A (zh) * | 2024-01-04 | 2024-05-07 | 山东钢铁集团日照有限公司 | 一种力学性能稳定的1.5GPa级别Q&P钢及其制备方法 |
-
2002
- 2002-06-12 JP JP2002171544A patent/JP4133003B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004018883A (ja) | 2004-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108138277B (zh) | 高强度钢板用原材料、高强度钢板及其制造方法 | |
| EP1731627B1 (en) | High-rigidity high-strength thin steel sheet and method for producing same | |
| JP4041296B2 (ja) | 深絞り性に優れた高強度鋼板および製造方法 | |
| JP5582274B2 (ja) | 冷延鋼鈑、電気亜鉛系めっき冷延鋼板、溶融亜鉛めっき冷延鋼板、合金化溶融亜鉛めっき冷延鋼板、及び、それらの製造方法 | |
| CN114686777A (zh) | 具有良好耐老化性的扁钢产品及其制造方法 | |
| CN115244200B (zh) | 高强度钢板及其制造方法 | |
| JP4280078B2 (ja) | 深絞り性に優れた高強度冷延鋼板及びめっき鋼板、加工性に優れた鋼管、並びに、それらの製造方法 | |
| CN113348255A (zh) | 冷轧钢板 | |
| EP1731626B1 (en) | High-rigidity high-strength thin steel sheet and method for producing same | |
| JPH10130776A (ja) | 高延性型高張力冷延鋼板 | |
| JP2025157499A (ja) | 熱間成形用部材 | |
| JP2005314798A (ja) | 伸びフランジ性と疲労特性に優れた高延性熱延鋼板およびその製造方法 | |
| JP4085809B2 (ja) | 超微細粒組織を有し伸びフランジ性に優れる溶融亜鉛めっき冷延鋼板およびその製造方法 | |
| JP3879440B2 (ja) | 高強度冷延鋼板の製造方法 | |
| JP2006176844A (ja) | 延性および疲労特性に優れた高強度低比重鋼板とその製造方法 | |
| JP2004250774A (ja) | 超微細粒組織を有する冷延鋼板およびその製造方法 | |
| JP4041295B2 (ja) | 深絞り性に優れた高強度冷延鋼板とその製造方法 | |
| JP4171281B2 (ja) | 加工性に優れた鋼板及びその製造方法 | |
| JP4133003B2 (ja) | 成形性に優れた高強度鋼板とその製造方法 | |
| JP5655436B2 (ja) | 深絞り性に優れた高強度鋼板およびその製造方法 | |
| JP4171296B2 (ja) | 深絞り性に優れた鋼板およびその製造方法と加工性に優れた鋼管の製造方法 | |
| JP5071125B2 (ja) | 角筒絞り成形性と形状凍結性に優れた高強度冷延鋼板およびその製造方法ならびに製品形状に優れた自動車用部品 | |
| JP4788291B2 (ja) | 伸びフランジ成形性に優れた高強度溶融亜鉛めっき鋼板の製造方法 | |
| JP2004211138A (ja) | 超微細粒組織を有し疲労特性に優れる溶融亜鉛めっき冷延鋼板およびその製造方法 | |
| JP2004225131A (ja) | 加工性に優れた高強度鋼管とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040901 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080520 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080602 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4133003 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130606 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130606 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130606 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130606 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130606 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |