JP4131768B2 - Single layer fabric for papermaking - Google Patents
Single layer fabric for papermaking Download PDFInfo
- Publication number
- JP4131768B2 JP4131768B2 JP03899199A JP3899199A JP4131768B2 JP 4131768 B2 JP4131768 B2 JP 4131768B2 JP 03899199 A JP03899199 A JP 03899199A JP 3899199 A JP3899199 A JP 3899199A JP 4131768 B2 JP4131768 B2 JP 4131768B2
- Authority
- JP
- Japan
- Prior art keywords
- weft
- fabric
- wefts
- warp
- auxiliary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images








Landscapes
- Woven Fabrics (AREA)
- Paper (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、製紙用織物に関し、特には抄紙用織物に関するものである。
【0002】
【従来の技術】
製紙方法は周知の技術であって、まずパルプ繊維等を含む製紙原料が、ヘッドボックスからエンドレスに形成されて抄紙機のロール間に掛け入れられ走行している抄紙用織物上に供給される。
抄紙用織物の原料が供給される側が製紙面、その反対側が走行面である。
供給された原料は抄紙用織物の走行に伴って移動し、移動中に織物の走行面側に設置されたサクションボックスやフォイル等の脱水装置によって、水分が除去され、湿紙が形成される。すなわち、抄紙用織物がフィルターとして機能し、パルプ繊維と水を分離するのである。
この抄紙ゾーンで形成された湿紙は、次にプレスゾーンとドライヤーゾーンに移送される。
プレスゾーンでは、湿紙は製紙用フェルトによって移送され、製紙用フェルトと共にプレスロール間でニップ圧によって搾水され、さらに水分が除去される。ドライヤーゾーンでは、湿紙は製紙用キャンバスによって移送され、乾燥されて紙が製造される。
製紙用織物は、合成樹脂モノフィラメント等の経糸、緯糸を用いて織機で製織される。無端状に形成するには周知の織継やピンシーム等によって無端状に形成されるか、袋織り織機により製織の段階で無端状に形成される。
袋織りの場合は織機上と使用時では経糸と緯糸の関係が逆になる。
【0003】
本明細書において、経糸とは、製紙機械の機械方向すなわち使用時に織物の進行方向に伸びている糸であり、緯糸とは、製紙機械の機械横断方面すなわち織物の巾方向に伸びている糸である。
製紙用織物、特に抄紙用織物に対しては従来より多くの要求がある。
表面平滑性の向上、紙のワイヤーマーク発生防止、製紙の歩留まりの向上、良好なろ水性、耐摩耗性、寸法安定性、走行安定性等である。
近年、抄紙スピードの高速化、中性抄造の増加、填料の使用量の増加、製紙会社のコストダウン政策にともない、上記要求に対しての早期解決が強く望まれている。
抄紙スピードが高速になると、必然的に脱水スピードが高速になり、脱水力も強力になる。製紙原料は抄紙用織物を介して脱水されるのであるから、水分は抄紙用織物の糸間に形成されている網目を通って除去されるのである。これが▲ろ▼水空間である。ところが、製紙原料から除去されるのは水分だけではなく、細かい繊維や填料等も一緒に抜け出すので、リテンション(製紙の歩留まり)が低下する。また、織物上に残って形成された湿紙も脱水力によって、織物製紙面に押しつけられるため、糸が存在している部分では、糸が湿紙にくい込み、逆に糸が存在しない網目間では湿紙が網目間にくい込んで、湿紙表面上に糸と網目のマークが発生する。
また、網目間には繊維がより滞留するために繊維密度が過密になり、紙の繊維密度の粗密も発生し、紙に厚薄が生ずる。
これがワイヤーマーク、ろ水マークと呼ばれるものである。
また、湿紙のくい込みが大きくなったり、繊維のささり込みが発生すると湿紙をフェルトへ移送する場合の抄紙織物からの湿紙剥離性が悪くなるという問題も発生する。ワイヤーマークを完全になくすことは不可能であるが、これを極力小さく、目立たなくするために、織物の製紙面を細かくして、繊維支持性と平滑性の向上を図らなくてはならない。
脱水スピードが高速になり、脱水力が強力になると、当然繊維の抜けやワイヤーマークの発生は顕著になるため、抄紙用織物の性能のさらなる向上が必要となる。
また、繊維は織物走行方向に配向するため、特に緯糸の繊維支持性を向上させる必要がある。
また、高速の条件下で良好に脱水するためには優れたろ水性が要求される。優れたろ水性を有すれば、脱水の真空圧を抑えることができ、前述した網目間への繊維のもぐり込みや抜けが少なくなり、ワイヤーマークの発生をなくし、リテンションを向上させることが可能となる。
また、抄紙スピードが高速になると、ロール回転部等で織物に含まれている水が飛び散って水しぶきが発生し、その水滴が湿紙に落ちてマークを発生させるので織物の保水性を小さくすることも要求される。
近年、ハイブリドフォーマーやギャップフォーマーのようなツインワイヤー方式の抄紙機が急激に増加してきたため、この問題が、解決しなくてはならない最重要課題の1つとなっている。
【0004】
一方、中性抄造の増加は耐摩耗性の向上に対する要求をさらに強いものとした。中性抄造は填料として炭酸カルシウムを使用するため、酸性抄造とは異なり走行面の糸を激しく摩耗させるのである。また、抄紙スピードの高速化や、繊維の歩留まりによるろ水低下に伴う過剰脱水が条件をさらに苛酷にする。
耐摩耗性を向上させるためには、織物組織を緯糸摩耗型の組織にしたり、糸の材質を変更したりという対策が取られている。
一般的に使用中の織物の耐摩耗性の向上と姿勢安定性の維持の点からは、織物の緯糸に耐摩耗作用を受け持たせることが好ましい。経糸が摩耗すると当然のことではあるが、引張強度が低下して織物の寸法が伸び、さらに摩耗して経糸が摩耗切断すると織物自体が切断して使用寿命が尽きてしまう。
また、耐摩耗性の優れているポリアミドモノフィラメントを緯糸に使用することも試みられているが、この試みは織物の構造自体を改善するものではなく、単に使用する材料の性質を利用するたけであって、画期的効果は得られず、半面ポリアミドモノフィラメントを用いた織物は姿勢安定性が悪いという欠点があった。
また、走行面の緯糸に太い糸を使用することも試みられたが、経糸と緯糸のバランスが崩れ、クリンプ性が悪化してワイヤーマーク発生の原因となる等の欠点があり実用上問題があった。
【0005】
紙のワイヤーマークの発生を防止するためには経糸および緯糸の本数密度を増やし、繊維の支持性を向上させることが考えられるが、そのためには経糸、緯糸の線径を細くする必要がある。
しかし、現在一般的に使用されている周知の経糸1重緯糸2重織物では線径を細くすると耐摩耗性、剛性、姿勢安定性が低下してしまう。
このように、製紙用織物は、耐摩耗性や剛性を向上させようと線径を太くすると表面性が損なわれ、紙にワイヤーマークが発生し、逆に表面性を向上させようと線径を細くして本数密度を増やすと耐摩耗性や剛性が低下してしまうというように、いわば相反する問題を抱えていた。
【0006】
上述の問題を解決するために製紙面側と走行面側とを夫々別々の経糸、緯糸を用いて構成して、両層の織物を接結糸によって一体化させた織物での試みもなされている。すなわち、製紙面側織物には線径の小さい経糸、緯糸を使用して緻密な製紙面を形成し、走行面側織物には線径の大きい経糸、緯糸を使用して耐摩耗性の大きい走行面を形成するのである。
しかしながら、これも必ずしも満足のいくものではなかった。なぜならば接結糸と製紙面側の糸とが交差する接結部において、接結糸が製紙面側織物を走行面側に引き込むために製紙面側織物表面に凹みが発生し、実際に紙を抄いた時に、この凹みのマークが紙に転写されワイヤーマークが発生する。
また、この凹みを極力少なくするために、接結糸の線径を小さくしたり接結糸の本数を少なくすると、接結糸が弱くなるため、接結糸が製紙面側織物と走行面側織物の間でもまれて内部摩耗が起こり、さらに接結力が弱くなって、製紙面側織物と走行面側織物の間に間隙が発生したり、分離して使用寿命が尽きる問題が生じた。また、2層織物であるので、抄紙用織物の厚さも厚くなり、前述した保水性が大きくなるという問題もあった。
【0007】
ところで、効果的に繊維の支持性を向上させ、紙にワイヤーマークを発生させずに、良質な紙を抄造するためには、好適には緯糸で繊維を支持する必要がある。なぜならば、一般的にヘッドボックスから抄紙用織物上に供給されるパルプ繊維は機械方向、すなわち経糸方向に配向するからである。経糸間の凹みを緯糸で分断して繊維を支持することにより、繊維が経糸間に滞留するのを防止するのである。
そこで、上記の複数の問題を解決するために、緯糸摩耗型の単層織物に補助緯糸を配置した製紙用単層織物が、特開平2−68383、特開平2−68384、特開平2−68385、特開平3−279485で提案されている。単層の織物であるため厚さが薄く保水性が小さく、織物本体が緯糸摩耗型であるため耐摩耗性も良好で、補助緯糸を配置して織物本体に形成されている凹みを埋め、表面平滑性、緯糸の繊維支持性を向上させることができ、上記目的を達成し、ある程度の効果が証明されているが、補助緯糸の織り込みが少なく、保持性が十分でないので、高圧のシャワーが当たったりすると補助緯糸が振動してフィブリル化するという問題もあった。
また、補助緯糸の織り込みが少ないために、補助緯糸の曲がり形状がしっかりと形成されてなく、織物を無端状に形成するための織り継ぎ作業時に、補助緯糸と経糸との噛み合わせが悪く、織り継ぎ部に凹凸が発生して、平滑性が損なわれるという問題もあった。
【0008】
【発明が解決しようとする課題】
本発明は上記の問題に鑑みて、保水性が小さく、耐摩耗性、表面平滑性、緯糸の繊維支持性が良好で、補助緯糸の織り込みが強力で補助緯糸の移動が発生しない製紙用単層織物を提供しようとするものである。
【0009】
【課題を解決するための手段】
本発明は、
「1. 経糸が連続する複数の緯糸の上側を通って製紙面にクリンプを形成し、緯糸が連続する複数の緯糸の下側を通って走行面にクリンプを形成する緯糸摩耗型の織物本体の、各緯糸間に緯糸より線径の小さい補助緯糸を配置した織物であって、
経糸が緯糸を下側から織り込む位置の前後で、該緯糸と隣り合う補助緯糸を該経糸が上側から織り込むことを特徴とする製紙用単層織物。
2. 経糸が緯糸を下側から織り込む位置の前後以外の位置では、補助緯糸を経糸の上側に配置した、1項に記載された製紙用単層織物。
3. 補助緯糸を配置した織物本体が、1本の緯糸の下側を通った後連続する4本の緯糸の上を通る経糸を順次緯糸2本分ずらして配置した5シャフトの朱子織の織物である、1項または2項に記載された製紙用単層織物。
4. 補助緯糸を配置した織物本体が、1本の緯糸の下側を通った後連続する3本の緯糸の上を通る経糸を綾を崩してずらして配置した4シャフトの崩し綾織の織物である、1項または2項に記載された製紙用単層織物。
5. 補助緯糸を配置した織物本体が、1本の緯糸の下側を通った後連続する3本の緯糸の上を通る経糸を順次緯糸1本分ずらして配置した4シャフトの綾織の織物である、1項または2項に記載された製紙用単層織物。」
に関する。
【0010】
【発明の実施の形態】
本発明の特徴は、織物本体を経糸が連続する複数の緯糸の上側を通って製紙面側に長いクリンプを形成し、緯糸が連続する複数の経糸の下側を通って走行面側に長いクリンプを形成する緯糸摩耗型の単層織物とし、織物本体の緯糸間に補助緯糸を配置し、経糸が緯糸を下側から織り込む位置の前後で、該経糸が該緯糸と隣り合う補助緯糸を上側から織り込む構成としたことである。
単層織物であるため、織物の厚さを薄くして保水性を小さくすることができ、抄紙機が高速になってもロール回転部等で織物に含まれている水が飛び散って水滴が湿紙に落ちてマークを発生させる問題が発生しない。
また、緯糸摩耗型にしたことにより緯糸が経糸の摩耗を保護する構造となり耐摩耗性が良好となる。
また、緯糸間に補助緯糸を配置したことにより、緯糸の繊維支持性、表面平滑性が向上し、ワイヤーマークの発生防止、パルプ繊維の経糸間への滞留防止がなされる。補助緯糸は全緯糸間に配置することが表面の均一性からみて好ましい。
そして、この補助緯糸を経糸が緯糸を下側から織り込む位置の前後で上側から織り込む構成としたことにより、補助緯糸が強力に組織内に織り込まれ、補助緯糸の移動が発生することなく保持性が良好であり、曲がり形状もしっかりと形成される。
【0011】
経糸が緯糸を下側から織り込む位置とは、経糸が緯糸の下側に配置される位置であり、経糸が最も下方に配置されている部分であり、その前後とは経糸が緯糸の上側から緯糸の下側へと向かう途中と、経糸が緯糸の下側から緯糸の上側へと向かう途中の2箇所であって、経糸が補助緯糸を上側から織り込む場合に最も下方で織り込める位置である。
その位置で織り込んでいるため、強力に補助緯糸を下側に引き込んで組織内に深く織り込むことができるのである。
また、前後で織り込むと結果として完全組織内で補助緯糸を2回織り込むこととなるため、織り込む箇所が多くなりこれも補助緯糸の保持性を増やす要因となっている。
さらに、経糸が緯糸を下側から織り込む位置の前後の補助緯糸を上側から織り込んだ位置以外の部分で、補助緯糸を経糸の上側に配置させることにより表面平滑性をさらに向上させることができる。
【0012】
織物を形成する糸は、経糸と緯糸の交差部で直角に曲がってクリンプが矩形状に形成されるわけではなく、交差部では通常曲線状に曲がるのでクリンプは弓状に形成される。
例えば製紙面側に形成される経糸のクリンプは、緯糸を下側から織り込む位置と次に緯糸を下側から織り込む位置の間で弓状に製紙面側に突き出して形成され、その織り込み位置間の中央部が最も製紙面側に突出する。したがって、製紙面に高低差ができて凹みが発生し表面平滑性が損なわれる。
前述した従来の補助緯糸を配置した製紙用単層織物は、この凹みに補助緯糸を配置して表面平滑性を向上させるという思想でなされたものであるが、前述したような問題があった。
【0013】
本発明は、従来の凹みを埋めるという思想とは異なり、経糸のクリンプの弓状の形状を直線状に近付けて高低差を少なくすることによって表面平滑性を向上させているのである。
すなわち、経糸が緯糸を下側から織り込む位置の前後で、経糸が緯糸の上側から緯糸の下側へ下向かう途中と、経糸が緯糸の下側から緯糸の上側へと向かう途中の、補助緯糸が経糸の下側に配置されて織り込まれている部分では、補助緯糸が経糸を上側に押し上げ、その他の経糸が緯糸の上側に配置されて製紙面側にクリンプを形成している部分の補助緯糸が経糸の上側に配置されている部分では補助緯糸が経糸を下側に押し下げるため、経糸が補助緯糸を織り込む部分では経糸の屈曲が直角に近付き、経糸のクリンプ部分ではクリンプ形状が弓状から直線状になって製紙面が平滑になるのである。これについては後に図面を示して詳しく説明する。
【0014】
また、経糸が直線状に形成されることによって経糸方向の伸び剛性も良好になる。本発明に使用される糸としては製紙用織物に望まれる特性によって自由に選択でき特に限定されない。
例えば、モノフィラメントの他、マルチフィラメント、スパンヤーン、捲縮加工や崇高加工等を施した一般的にテクスチャードヤーン、バルキーヤーン、ストレッチヤーンと称される加工糸、モール糸、あるいはこれらをより合わせたりして組み合わせた糸等が使用できる。また、糸の断面形状も円形だけでなく四角形状、星型の矩形状、偏平形状、楕円形状、中空等の糸が使用できる。
また、糸の材質としても、自由に選択でき、ポリエステル、ナイロン、ポリフェニレンサルファイド、ポリフッ化ビニリデン、ポリプロピレン、アラミド、ポリエーテルエーテルケトン、ポリエチレンテレフタレート、綿、ウール、金属等が使用できる。
勿論、共重合体やこれらの材質に目的に応じて色々な物質をブレンドしたり含有させた糸を使用してもよい。
【0015】
一般的には、製紙面側経糸、走行面側経糸、製紙面側緯糸には剛性があり、寸法安定性が優れているポリエステルモノフィラメントを用いるのが好ましく、線径が小さく耐シャワー性、耐フィブリル化性が要求される補助緯糸にはナイロンモノフィラメントを用いるのが好ましい。
また、耐摩耗性が要求される走行面側緯糸にはポリエステルモノフィラメントとナイロンモノフィラメントを交互に配置する等、交織するのが剛性を確保しつつ耐摩耗性を向上できて好ましい。
また、組織上は本来1本の糸であるところに、同組織で糸を複数本引き揃えて配置することもできる。細かい線径の糸を引き揃えて配置することによって、表面性の向上と、織物の厚さを薄くすることが可能となる。
【0016】
【実施例】
本発明を実施例を示して説明する。
図1、2、3は本発明の実施例の完全組織を示す意匠図であり、図4、5は従来例の完全組織を示す意匠図である。
完全組織とは、織物組織の最小の繰り返し単位であって、この完全組織が上下左右につながって織物全体の組織が形成される。
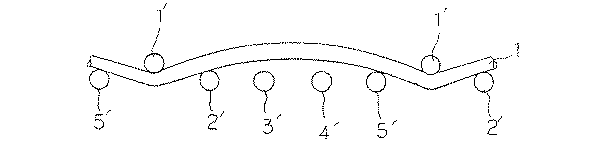
図6は図1の実施例のI−I′線に沿った断面図であり、図7は図4のII−II′線に沿った断面図であり、図8は図5のIII−III′線に沿った断面図である。
図面において、経糸はアラビア数字、例えば1、2、3、で示し、緯糸はダッシュを付したアラビア数字、例えば1′、2′、3′、で示し、補助緯糸はダブルダッシュを付したアラビア数字、例えば1″、2″、3″、で示す。
また、×印は経糸が緯糸、補助緯糸の上側に位置している位置を示し、白抜きの□は経糸が緯糸、補助緯糸の下側に位置している位置を示す。
【0017】
図1が本発明の実施例1の完全組織を示す意匠図である。
図1の意匠図において1、2、3、4、5が経糸であり、1′、3′、5′、7′、9′が緯糸、2″、4″、6″、8″、10″が補助緯糸である。
本実施例の補助緯糸を除いた織物、すなわち本実施例の本体織物は5シャフトの4/1朱子織りの織物である。
これは、補助緯糸を除いた本体織物のみを見た場合、経糸1は緯糸1′の下側を通った後連続する4本の緯糸3′、5′、7′、9′の上側をっ通って製紙面側に長いクリンプを形成しており、この経糸1を順次緯糸2本分ずらすことによって経糸2、3、4、5と配置して完全組織を形成していることからよく理解できる。次に補助緯糸をみてみると、まず、補助緯糸はそれぞれの緯糸間に配置されていることが理解できる。
補助緯糸が配置されているため緯糸方向の繊維支持性が良好である。
本実施例では全ての緯糸間に補助緯糸を配置したが、これに限定されるわけではなく、例えば、1間隔ごとに配置することもできる。
そして、補助緯糸は経糸によって、経糸が緯糸を下側から織り込む位置の前後で上側から織り込まれていることが理解できる。
例えば、経糸1は緯糸1′を下側から織り込んでおり、その前後に位置する下側に続く完全組織の補助緯糸10″と補助緯糸2″を上側から織り込んでいる。また、補助緯糸は完全組織で経糸によって2箇所で上側から織り込まれていることがわかる。例えば、補助緯糸2″は経糸1と経糸4によって上側から織り込まれている。また、本実施例では補助緯糸が前記位置で経糸により上側から織り込まれている位置以外の部分では全て経糸の上側に配置されている。
例えば、補助緯糸2″は経糸1と経糸4によって上側から織り込まれているが、それ以外の経糸2、3、5との交差部では上側に配置されている。
また、経糸1についてみると、経糸1が上側から織り込んでいる補助緯糸10″と補助緯糸2″以外の補助緯糸4″、6″、8″は経糸1の上側に配置されている。
経糸1に沿った断面図である図6からも上記の構成がよく理解される。
そして、補助緯糸10″と2″が経糸1を上方に押し上げ、補助緯糸4″、6″、8″が経糸1を下方に押し下げることによって、経糸1の形状を直線状にし製紙面の平滑性を向上させるのである。また、織物の厚さを薄くすることもできるのである。
【0018】
図4に示した従来例である補助緯糸を配置していない4/1朱子織りの単層織物の完全組織を示した意匠図のII−II′線に沿った断面図である図7の経糸1の形状と比較すると本発明の経糸がいかに直線状に形成されているかが理解できる。
また、図5は特開平2−68383公報に示される補助緯糸を配置した単層織物の完全組織を示した意匠図である。
図5のIII−III′線に沿った断面図である図8を見ると、経糸1が緯糸の下方から上方へ上がる部分等に形成される凹みに補助緯糸を配置、例えば経糸1が緯糸1′の下方から緯糸3′の上方に上がる部分に形成された凹みに補助緯糸2″を配置して平滑性を向上させていることが判り、本発明とは構成が全く異なることが理解できる。
また図5の例では、経糸が緯糸の上方から上方へ渡る部分で補助緯糸を上側から織り込んでいるため、補助緯糸を組織内の下方へ織り込む力が小さいので前述したような補助緯糸の保持性が十分でない等の問題があった。
【0019】
図2、図3は本発明の他の実施例の完全組織を示す意匠図である。
図2の実施例は本体織物が3/1綾織の実施例であって、図3の実施例は本体織物が3/1崩し綾織の実施例である。経糸、緯糸の符号は図11と同様である。
【0020】
比較試験
次に図1に示した実施例と、図4、5に示した例を比較例1、比較例2として比較試験を示し、本発明の効果を説明する。
織物構成と試験結果を表1に示す。
【0021】
【表1】
(註)
シート平滑度:中質紙配合の原料パルプを使用し、タッピスタンダードシートテストマシンで坪量70g/m2相当の紙シートを抄造し、常法に従って平滑シート作成し、ベックの平滑度計にて織物面に接していた紙の平滑度を測定した。
耐シャワー性:補助緯糸の保持性を比較するために、実施例と比較例を枠体に設置し、高圧シャワーを当てて補助緯糸がフィブリル化するまでの時間を測定した。
伸び剛性:巾10mmのサンプルを引張試験機にセットして7Kg張力時の伸びを測定した。
【0023】
【発明の効果】
本発明は、前述のように単層構造の緯糸摩耗型であるため、厚さが薄くて保水性が小さく、ろ水性が良好であって、耐摩耗性が良好である。
また、補助緯糸が配置されているため表面平滑性、緯糸の繊維支持性、ワイヤーマーク性が良好である。
また、経糸を直線状の形成させる構造であるため、さらに厚さを薄くすることができるとともに伸び剛性をも向上させることができる。
また、補助緯糸の織り込みが強力なため補助緯糸の保持性が良好であり、補助緯糸が移動したりすることがなく耐フィブリル化性も良好となる。また、補助緯糸がしっかり曲がって形状が安定するため織り継ぎ作業に不便が生じることもない。
【図面の簡単な説明】
【図1】本発明の実施例1の完全組織を示す意匠図である。
【図2】本発明の他の実施例の完全組織を示す意匠図である。
【図3】本発明の他の実施例の完全組織を示す意匠図である。
【図4】従来例の完全組織を示す意匠図である。
【図5】従来例の完全組織を示す意匠図である。
【図6】図1のI−I′線に沿った断面図である。
【図7】図1のII−II′線に沿った断面図である。
【図8】図1のIII−III′線に沿った断面図である。
【符号の説明】
1 経糸
2 経糸
3 経糸
4 経糸
5 経糸
1′ 緯糸
3′ 緯糸
6′ 緯糸
9′ 緯糸
2″ 補助緯糸
4″ 補助緯糸
6″ 補助緯糸
8″ 補助緯糸
10″ 補助緯糸[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a papermaking fabric, and more particularly to a papermaking fabric.
[0002]
[Prior art]
The papermaking method is a well-known technique. First, a papermaking raw material containing pulp fibers and the like is formed endlessly from a head box, placed between rolls of a papermaking machine, and supplied onto a running papermaking fabric.
The side on which the raw material for the papermaking fabric is supplied is the papermaking surface, and the opposite side is the running surface.
The supplied raw material moves as the papermaking fabric travels, and during the movement, moisture is removed by a dewatering device such as a suction box or foil installed on the traveling surface side of the fabric to form wet paper. That is, the papermaking fabric functions as a filter and separates pulp fibers and water.
The wet paper formed in this papermaking zone is then transferred to the press zone and the dryer zone.
In the press zone, the wet paper is transported by a papermaking felt, and is squeezed by a nip pressure between the press rolls together with the papermaking felt to further remove moisture. In the dryer zone, the wet paper is transported by a papermaking canvas and dried to produce paper.
Papermaking fabrics are woven with a loom using warps and wefts such as synthetic resin monofilaments. In order to form it endlessly, it is formed endlessly by a known weaving joint, pin seam or the like, or endlessly formed by a bag weaving machine at the stage of weaving.
In the case of bag weaving, the relationship between warp and weft is reversed on the loom and in use.
[0003]
In this specification, the warp is a yarn extending in the machine direction of the papermaking machine, that is, the direction of movement of the fabric when in use, and the weft is a yarn extending in the cross machine direction of the papermaking machine, that is, in the width direction of the fabric. is there.
There are more demands than ever for papermaking fabrics, especially papermaking fabrics.
These include improved surface smoothness, prevention of paper wire mark generation, improved papermaking yield, good drainage, wear resistance, dimensional stability, and running stability.
In recent years, with the increase in papermaking speed, the increase in neutral papermaking, the increase in the amount of filler used, and the paper company's cost reduction policy, an early solution to the above demand is strongly desired.
When the papermaking speed is increased, the dehydration speed is inevitably increased and the dehydration power is increased. Since the papermaking raw material is dehydrated through the papermaking fabric, moisture is removed through the mesh formed between the yarns of the papermaking fabric. This is the water space. However, since not only moisture but also fine fibers and fillers are removed together from the papermaking raw material, the retention (papermaking yield) decreases. Also, the wet paper that remains on the fabric is pressed against the surface of the paper by the dehydration force, so the yarn is difficult to wet in the part where the yarn is present, and conversely between the meshes where the yarn is not present The wet paper is difficult to get between the meshes, and threads and mesh marks are generated on the wet paper surface.
Further, since fibers are more retained between the meshes, the fiber density becomes excessively dense, the density of the fiber density of the paper is also generated, and the paper is thick and thin.
This is called a wire mark or drainage mark.
In addition, when the wet paper bite becomes large or the fiber bite occurs, there arises a problem that the wet paper peelability from the papermaking fabric is deteriorated when the wet paper is transferred to the felt. Although it is impossible to completely eliminate the wire mark, in order to make it as small and inconspicuous as possible, the paper surface of the woven fabric must be made fine to improve the fiber support and smoothness.
When the dewatering speed becomes high and the dewatering power becomes strong, naturally, the occurrence of fiber detachment and the generation of wire marks become remarkable, and therefore the performance of the papermaking fabric needs to be further improved.
Further, since the fibers are oriented in the running direction of the fabric, it is particularly necessary to improve the fiber support of the weft yarn.
Also, excellent drainage is required for good dehydration under high-speed conditions. If it has excellent freeness, the vacuum pressure of dehydration can be suppressed, and the above-mentioned fibers are not trapped or pulled out, the occurrence of wire marks can be eliminated, and the retention can be improved. .
Also, when the papermaking speed is increased, water contained in the fabric is scattered by the roll rotating part, etc., and splashes occur, and the water drops fall on the wet paper and generate marks, so the water retention of the fabric is reduced. Is also required.
In recent years, twin wire type paper machines such as hybrid formers and gap formers have increased rapidly, and this problem has become one of the most important issues to be solved.
[0004]
On the other hand, the increase in neutral papermaking made the demand for improved wear resistance even stronger. Neutral papermaking uses calcium carbonate as a filler and, unlike acidic papermaking, causes severe wear on the yarn on the running surface. In addition, the speed of papermaking and the excessive dehydration accompanying the decrease in drainage due to the fiber yield make the conditions more severe.
In order to improve the wear resistance, measures are taken such as changing the fabric structure to a weft-worn type structure or changing the material of the thread.
In general, from the standpoint of improving the wear resistance and maintaining the posture stability of the woven fabric in use, it is preferable to give the weft yarn of the woven fabric a wear resistance action. As a matter of course, when the warp is worn, the tensile strength is lowered, the dimension of the fabric is increased, and when the warp is worn and cut by wear, the fabric itself is cut and the service life is exhausted.
Attempts have also been made to use polyamide monofilaments with excellent abrasion resistance for wefts, but this attempt does not improve the structure of the fabric itself, but merely uses the properties of the materials used. Thus, the epoch-making effect cannot be obtained, and the fabric using the half-faced polyamide monofilament has a drawback that the posture stability is poor.
Attempts have also been made to use thicker yarns for the wefts on the running surface, but this has problems such as the fact that the balance between the warp and the weft is lost, the crimpability is deteriorated and the wire mark is generated, and there is a problem in practice. It was.
[0005]
In order to prevent the occurrence of paper wire marks, it is conceivable to increase the number density of warps and wefts and improve the support of the fibers. To that end, it is necessary to reduce the diameters of the warps and wefts.
However, in a well-known warp / single weft / double woven fabric generally used at present, the wear resistance, rigidity, and posture stability are reduced when the wire diameter is reduced.
In this way, the papermaking fabric loses surface properties when the wire diameter is increased in order to improve wear resistance and rigidity, wire marks are generated on the paper, and conversely the wire diameter is increased in order to improve surface properties. When the number density is increased by thinning, the wear resistance and rigidity are lowered, so to speak, there are conflicting problems.
[0006]
In order to solve the above-mentioned problems, an attempt has been made with a woven fabric in which the papermaking surface side and the traveling surface side are configured using separate warp and weft yarns, and the fabrics of both layers are integrated by binding yarns. Yes. In other words, a warp and weft with a small wire diameter are used for the fabric on the paper surface side to form a dense paper making surface, and a warp and weft with a large wire diameter are used for the fabric on the running surface side for running with high wear resistance. A surface is formed.
However, this was not always satisfactory. This is because, in the binding portion where the binding yarn intersects with the yarn on the paper surface side, the binding yarn pulls the paper surface side fabric toward the running surface side, so that a dent is generated on the paper surface side fabric surface, and the paper actually When the paper is drawn, the dent mark is transferred to the paper and a wire mark is generated.
Also, in order to reduce this dent as much as possible, if the wire diameter of the binding yarn is reduced or the number of binding yarns is reduced, the binding yarn becomes weak. Internal wear occurs between the woven fabrics, and the bonding force is further weakened, resulting in a problem that a gap is generated between the paper surface side fabric and the running surface side fabric or the service life is exhausted. Moreover, since it is a two-layer fabric, the thickness of the papermaking fabric is also increased, and there is a problem that the water retention described above is increased.
[0007]
By the way, in order to effectively improve the support of the fiber and to produce a good quality paper without generating a wire mark on the paper, it is necessary to support the fiber with a weft. This is because the pulp fibers generally supplied from the head box onto the papermaking fabric are oriented in the machine direction, that is, the warp direction. By supporting the fibers by dividing the recesses between the warps with wefts, the fibers are prevented from staying between the warps.
Therefore, in order to solve the above-mentioned problems, single-layer fabrics for papermaking in which auxiliary wefts are arranged on a single-layer fabric of a weft wear type are disclosed in JP-A-2-68383, JP-A-2-68384, and JP-A-2-68385. JP-A-3-279485 proposes. Because it is a single-layer fabric, its thickness is small and its water retention is small, and since the fabric body is a weft-wear type, it has good wear resistance. Auxiliary wefts are arranged to fill in the dents formed in the fabric body. Smoothness and fiber support of the weft can be improved, the above-mentioned purpose has been achieved, and a certain level of effect has been proved. However, the weft of the auxiliary weft is small and the retention is not sufficient, so a high pressure shower is applied. In some cases, the auxiliary weft thread vibrates and fibrillates.
In addition, because the weft of the auxiliary weft is small, the bent shape of the auxiliary weft is not firmly formed, and the meshing between the auxiliary weft and the warp is bad during the weaving operation to form the woven fabric endlessly. There was also a problem that unevenness occurred at the joint and the smoothness was impaired.
[0008]
[Problems to be solved by the invention]
In view of the above-mentioned problems, the present invention has a low water retention, wear resistance, surface smoothness, good weft fiber support, strong weaving of auxiliary wefts, and no movement of auxiliary wefts. It is intended to provide a fabric.
[0009]
[Means for Solving the Problems]
The present invention
“1. A weft-weaving type fabric body that forms a crimp on the papermaking surface through the upper side of a plurality of wefts in which the warp is continuous, and forms a crimp on the running surface through the lower side of the plurality of wefts in which the weft is continuous. , A woven fabric in which auxiliary wefts having a smaller diameter than the wefts are arranged between the wefts,
A single-layer woven fabric for papermaking, wherein the warp yarns weave auxiliary weft yarns adjacent to the weft yarns from the upper side before and after the position where the warp yarns are woven from the lower side.
2. The single-layer papermaking fabric according to
3. The main body of the fabric in which the auxiliary wefts are arranged is a 5-shaft satin weave fabric in which the warps passing over the four consecutive wefts after passing through the lower side of one weft are sequentially shifted by two wefts. A single-layer fabric for papermaking described in
4). The main body of the fabric in which the auxiliary wefts are arranged is a 4-shaft twill weave fabric in which warps passing through the three continuous wefts after passing through the lower side of one weft are arranged by shifting the twill. A single-layer fabric for papermaking described in
5. The main body of the fabric in which auxiliary wefts are arranged is a four-shaft twill weave fabric in which warps passing over three consecutive wefts after passing through the lower side of one weft are sequentially shifted by one weft. A single-layer fabric for papermaking described in
About.
[0010]
DETAILED DESCRIPTION OF THE INVENTION
A feature of the present invention is that a long crimp is formed on the paper-making surface side through the upper side of a plurality of wefts in which the warp is continuous, and a long crimp is formed on the running surface side in the lower side of the plurality of warps in which the wefts are continuous. A weft-wearing type single-layer woven fabric is formed, and auxiliary wefts are arranged between the wefts of the main body of the fabric, and before and after the position where the warp weaves the wefts from below, the auxiliary wefts adjacent to the wefts from above This is a configuration that weaves.
Because it is a single-layer fabric, the thickness of the fabric can be reduced to reduce water retention, and water contained in the fabric is scattered by the roll rotating part, etc. even when the paper machine speed increases, and the water droplets become wet. There is no problem of falling on paper and generating marks.
In addition, the use of the weft wear type provides a structure in which the weft protects the wear of the warp and the wear resistance is improved.
Further, by arranging the auxiliary wefts between the wefts, the fiber supportability and surface smoothness of the wefts are improved, and the generation of wire marks and the retention of pulp fibers between warp yarns are prevented. The auxiliary weft is preferably arranged between all the wefts in view of surface uniformity.
The auxiliary weft is structured so that the warp weaves from the upper side before and after the position where the weft is woven from the lower side, so that the auxiliary weft is strongly woven into the structure, and the auxiliary weft can be retained without moving. It is good and the bend shape is firmly formed.
[0011]
The position where the warp weaves the weft from the lower side is the position where the warp is located below the weft, the part where the warp is located at the lowest position. The warp yarns are located at the lowermost position and when the warp yarns are woven from the upper side to the upper side of the weft yarns.
Since it is woven at that position, the auxiliary weft can be pulled deeply and deeply woven into the structure.
In addition, when weaving back and forth, the result is that the auxiliary weft is woven twice in the complete structure, which increases the number of places to weave, which also increases the retention of the auxiliary weft.
Furthermore, the surface smoothness can be further improved by arranging the auxiliary wefts on the upper side of the warp yarns at portions other than the position where the front and back auxiliary wefts are woven from the upper side of the position where the warp weaves the weft yarns from the lower side.
[0012]
The yarn forming the woven fabric does not bend at a right angle at the intersection between the warp and the weft, and the crimp is not formed in a rectangular shape, but is usually bent in a curved shape at the intersection, so that the crimp is formed in an arcuate shape.
For example, a warp crimp formed on the paper surface side is formed by projecting to the paper surface side in a bow shape between a position where wefts are woven from below and a position where wefts are woven next from the bottom. The center part protrudes most to the papermaking surface side. Accordingly, a difference in height is generated on the papermaking surface, and a dent is generated, and the surface smoothness is impaired.
The conventional single-layer fabric for papermaking in which the above-mentioned auxiliary wefts are arranged is based on the idea that the auxiliary wefts are arranged in the recesses to improve the surface smoothness, but there are problems as described above.
[0013]
In the present invention, unlike the conventional idea of filling the dent, the surface smoothness is improved by reducing the height difference by bringing the bow shape of the crimp of the warp closer to a straight line.
That is, before and after the position where the warp weaves the weft from the lower side, the auxiliary weft is in the middle of the warp going down from the upper side of the weft to the lower side of the weft and in the middle of the warp going from the lower side of the weft to the upper side of the weft. In the part of the weft arranged below the warp, the auxiliary weft pushes the warp upward and the other weft is located above the weft to form a crimp on the paper side. Since the auxiliary weft pushes down the warp downward in the part arranged on the upper side of the warp, the warp bends at a right angle in the part where the warp weaves the auxiliary weft, and in the crimp part of the warp the crimp shape is linear from the bow shape As a result, the paper surface becomes smooth. This will be described in detail later with reference to the drawings.
[0014]
Further, since the warp is formed in a straight line, the elongation rigidity in the warp direction is improved. The yarn used in the present invention can be freely selected depending on the properties desired for the papermaking fabric and is not particularly limited.
For example, in addition to monofilament, multifilament, spun yarn, crimped or sublime processed textured yarn, bulky yarn, processed yarn called stretch yarn, molding yarn, or these are combined. Can be used. Further, the cross-sectional shape of the yarn is not limited to a circular shape, and a square shape, a star-shaped rectangular shape, a flat shape, an elliptical shape, a hollow shape, and the like can be used.
The material of the yarn can be freely selected, and polyester, nylon, polyphenylene sulfide, polyvinylidene fluoride, polypropylene, aramid, polyetheretherketone, polyethylene terephthalate, cotton, wool, metal, and the like can be used.
Of course, you may use the thread | yarn which blended or contained various substances according to the objective to these copolymers or these materials.
[0015]
In general, it is preferable to use polyester monofilament that is rigid and excellent in dimensional stability for the paper surface side warp, running surface side warp, and paper surface side weft, and has a small wire diameter and shower resistance and fibril resistance. Nylon monofilaments are preferably used for auxiliary wefts that require a high degree of conversion.
In addition, it is preferable to interweave polyester monofilaments and nylon monofilaments on the running surface side wefts that require abrasion resistance, such as by alternately arranging polyester monofilaments and nylon monofilaments in order to improve wear resistance while ensuring rigidity.
In addition, it is also possible to arrange a plurality of yarns in the same structure where the yarn is originally one yarn. By arranging the fine wire diameter yarns together, it is possible to improve the surface properties and reduce the thickness of the fabric.
[0016]
【Example】
The present invention will be described with reference to examples.
1, 2 and 3 are design diagrams showing the complete structure of the embodiment of the present invention, and FIGS. 4 and 5 are design diagrams showing the complete structure of the conventional example.
The complete structure is a minimum repeating unit of the woven structure, and this complete structure is connected vertically and horizontally to form the entire structure of the woven fabric.
6 is a cross-sectional view taken along line II ′ of the embodiment of FIG. 1, FIG. 7 is a cross-sectional view taken along line II-II ′ of FIG. 4, and FIG. It is sectional drawing along line '.
In the drawing, the warp is indicated by Arabic numerals, for example 1, 2, 3; the weft is indicated by dashes, for example 1 ′, 2 ′, 3 ′; the auxiliary weft is indicated by double dashes. For example, 1 ″, 2 ″, 3 ″.
Further, the x mark indicates the position where the warp is located above the weft and auxiliary weft, and the white square indicates the position where the warp is located below the weft and auxiliary weft.
[0017]
FIG. 1 is a design diagram showing the complete structure of Example 1 of the present invention.
In the design diagram of FIG. 1, 1, 2, 3, 4, 5 are warps, 1 ', 3', 5 ', 7', 9 'are wefts, 2 ", 4", 6 ", 8", 10 " ″ Is an auxiliary weft.
The fabric excluding the auxiliary wefts of this embodiment, that is, the main fabric of this embodiment is a 5
This is because, when only the main fabric is removed except for the auxiliary weft, the
Since the auxiliary weft is arranged, the fiber support in the weft direction is good.
In this embodiment, auxiliary wefts are arranged between all the wefts. However, the present invention is not limited to this. For example, the auxiliary wefts can be arranged every one interval.
And it can be understood that the auxiliary wefts are woven from the upper side before and after the position where the wefts are woven from the lower side by the warp.
For example, the
For example, the
As for the
The above configuration is well understood from FIG. 6 which is a cross-sectional view along the
The
[0018]
FIG. 7 is a cross-sectional view taken along the line II-II ′ of the design diagram showing the complete structure of a 4/1 satin weave monolayer woven fabric without the auxiliary weft shown in FIG. Compared with the shape of 1, it can be understood how the warp of the present invention is formed linearly.
FIG. 5 is a design diagram showing a complete structure of a single-layer fabric in which auxiliary wefts shown in Japanese Patent Laid-Open No. 2-68383 are arranged.
Referring to FIG. 8 which is a cross-sectional view taken along the line III-III ′ in FIG. 5, auxiliary wefts are arranged in a recess formed in a portion where the
Further, in the example of FIG. 5, since the auxiliary weft is woven from the upper side at the portion where the warp crosses from the upper side to the upper side, the auxiliary weft retainability of the auxiliary weft as described above is small because the force for weaving the auxiliary weft downward in the structure is small. There were problems such as not enough.
[0019]
2 and 3 are design diagrams showing the complete structure of another embodiment of the present invention.
The embodiment of FIG. 2 is an embodiment in which the main fabric is a 3/1 twill, and the embodiment in FIG. 3 is an embodiment in which the main fabric is broken 3/1. The symbols for warp and weft are the same as in FIG.
[0020]
Comparative Test Next, the effect of the present invention will be described by showing a comparative test as Comparative Example 1 and Comparative Example 2 of the example shown in FIG. 1 and the examples shown in FIGS.
Table 1 shows the fabric configuration and test results.
[0021]
[Table 1]
(註)
Sheet smoothness: Using raw pulp mixed with medium-quality paper, paper sheets with a basis weight of 70 g / m 2 are made with a tappi standard sheet test machine, and smooth sheets are prepared according to conventional methods. The smoothness of the paper that was in contact with the fabric surface was measured.
Shower resistance: In order to compare the retention of auxiliary wefts, Examples and Comparative Examples were installed in a frame, and the time until the auxiliary wefts were fibrillated by applying a high pressure shower was measured.
Elongation rigidity: A sample having a width of 10 mm was set in a tensile tester, and the elongation at 7 kg tension was measured.
[0023]
【The invention's effect】
As described above, since the present invention is a single-layered weft wear type, the thickness is small, the water retention is small, the freeness is good, and the wear resistance is good.
Further, since the auxiliary wefts are arranged, the surface smoothness, the fiber supportability of the wefts, and the wire mark property are good.
In addition, since the warp is formed in a straight line, the thickness can be further reduced and the elongation rigidity can be improved.
Further, since the weaving of the auxiliary weft is strong, the retention of the auxiliary weft is good, and the auxiliary weft does not move and the fibrillation resistance is also good. Further, since the auxiliary weft is firmly bent and the shape is stabilized, there is no inconvenience in the weaving operation.
[Brief description of the drawings]
FIG. 1 is a design diagram showing a complete structure of Example 1 of the present invention.
FIG. 2 is a design diagram showing a complete structure of another embodiment of the present invention.
FIG. 3 is a design diagram showing a complete structure of another embodiment of the present invention.
FIG. 4 is a design diagram showing a complete structure of a conventional example.
FIG. 5 is a design diagram showing a complete structure of a conventional example.
6 is a cross-sectional view taken along the line II ′ of FIG.
7 is a cross-sectional view taken along the line II-II ′ of FIG.
FIG. 8 is a cross-sectional view taken along line III-III ′ of FIG.
[Explanation of symbols]
1
Claims (5)
経糸が緯糸を下側から織り込む位置の前後で、該緯糸と隣り合う補助緯糸を該経糸が上側から織り込むことを特徴とする製紙用単層織物。Each weft of a weft-wearing type fabric body that forms a crimp on the papermaking surface through the upper side of a plurality of wefts in which the warp is continuous, and forms a crimp on the running surface through the lower side of the plurality of wefts in which the weft is continuous A woven fabric in which auxiliary wefts having a smaller wire diameter than the wefts are arranged between
A single-layer woven fabric for papermaking, wherein the warp yarns weave auxiliary weft yarns adjacent to the weft yarns from the upper side before and after the position where the warp yarns are woven from the lower side.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03899199A JP4131768B2 (en) | 1999-01-08 | 1999-01-08 | Single layer fabric for papermaking |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03899199A JP4131768B2 (en) | 1999-01-08 | 1999-01-08 | Single layer fabric for papermaking |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000199191A JP2000199191A (en) | 2000-07-18 |
| JP4131768B2 true JP4131768B2 (en) | 2008-08-13 |
Family
ID=12540615
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP03899199A Expired - Lifetime JP4131768B2 (en) | 1999-01-08 | 1999-01-08 | Single layer fabric for papermaking |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4131768B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7360560B2 (en) * | 2006-01-31 | 2008-04-22 | Astenjohnson, Inc. | Single layer papermakers fabric |
| JP5280160B2 (en) * | 2008-11-12 | 2013-09-04 | 日本フイルコン株式会社 | Industrial multilayer fabric with drawn wefts |
-
1999
- 1999-01-08 JP JP03899199A patent/JP4131768B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000199191A (en) | 2000-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3925915B2 (en) | Industrial two-layer fabric | |
| EP1365066B1 (en) | Industrial two-layer fabric | |
| US4998569A (en) | Single-layer papermaking broken-twill fabric avoiding wire marks | |
| US4989647A (en) | Dual warp forming fabric with a diagonal knuckle pattern | |
| EP0905310B1 (en) | Papermaker's fabric | |
| JP3900037B2 (en) | Industrial two-layer fabric | |
| JP3900029B2 (en) | Industrial two-layer fabric | |
| JP3474039B2 (en) | Double layer fabric for papermaking | |
| JP3883276B2 (en) | Industrial two-layer fabric with auxiliary weft arranged on the upper layer fabric | |
| JP4090587B2 (en) | Industrial fabric | |
| JP3883275B2 (en) | Industrial two-layer fabric with auxiliary weft arranged on the upper layer fabric | |
| JP4131768B2 (en) | Single layer fabric for papermaking | |
| JP3926689B2 (en) | Industrial two-layer fabric | |
| JP4584402B2 (en) | 2-layer fabric for papermaking | |
| JP3728339B2 (en) | Papermaking fabric with double structure of warp and weft | |
| JP4063987B2 (en) | 2-layer fabric for papermaking with auxiliary weft arranged on the fabric side | |
| JP4663923B2 (en) | Single layer fabric for papermaking | |
| JP4450488B2 (en) | 2-layer fabric for papermaking | |
| JP4187852B2 (en) | 2-layer fabric for papermaking with auxiliary weft arranged on the fabric side | |
| JP4132001B2 (en) | Paper fabric with double structure of warp and weft | |
| JP2000273740A (en) | Industrial woven fabric having auxiliary weft yarn arranged in upper layer woven fabric | |
| JP4584397B2 (en) | 2-layer fabric for papermaking | |
| JP2003155680A (en) | Industrial multilayered woven fabric | |
| JP4584398B2 (en) | 2-layer fabric for papermaking | |
| JP4283403B2 (en) | Double-layer fabric for papermaking |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051208 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20060803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080521 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080523 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080528 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130606 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |