JP4017761B2 - 実質的に一定の直径の蒸解缶を用いるセルロースパルプ製造方法および装置 - Google Patents
実質的に一定の直径の蒸解缶を用いるセルロースパルプ製造方法および装置 Download PDFInfo
- Publication number
- JP4017761B2 JP4017761B2 JP25269398A JP25269398A JP4017761B2 JP 4017761 B2 JP4017761 B2 JP 4017761B2 JP 25269398 A JP25269398 A JP 25269398A JP 25269398 A JP25269398 A JP 25269398A JP 4017761 B2 JP4017761 B2 JP 4017761B2
- Authority
- JP
- Japan
- Prior art keywords
- transition
- diameter
- screen
- digester
- screen assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




















Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C7/00—Digesters
Landscapes
- Paper (AREA)
Description
【発明の属する技術分野】
本発明は、一般に、スラリー液を処理して化学パルプを製造する有利な蒸解缶、スクリーン組立体、および方法に関する。特に、本発明は、蒸解缶の胴の直径を外部でステップ的に拡大することを不必要とすることによって、蒸解缶の胴の製作コストを低減するとともに、チャネリングを最小限に抑え、セルロース材の均一処理の向上も行わせることに関する。
【0002】
【従来の技術と課題】
細砕セルロース繊維材、例えば、木材チップから化学パルプを製造する技術においては、該繊維材を、蒸解缶として知られる一基以上の円筒形の槽にて圧力をかけ、温度を上げて蒸解薬剤で処理するのが普通である。この処理は、連続的にも、回分式にも行うことができる。連続式では、チップは、連続蒸解缶の一端へ連続的に供給され、処理され、他端から連続的に排出される。回分式方法では、一基以上の回分蒸解缶にチップと蒸解薬剤とを充填し、蓋をして、次いで処理を始める。処理が終了した後、回分式蒸解缶の中味を排出する。回分式または連続式いずれの蒸解缶にあっても、細砕セルロース繊維材と蒸解液とのスラリーが、円筒形の槽を通過して移動する。
【0003】
連続式および回分式蒸解缶では、温度と蒸解液とを共に均一に分散するために、蒸解液を、チップと液とのスラリー(普通、「チップカラム(柱)」と称される)を通過するように循環するのが普通である。この循環は、あるタイプのスクリーン(円筒形槽の内部表面に沿って配置される)、ポンプ、ヒーター、戻り導管を用いて行われるのが普通である。スクリーンの作用で、繊維材は、蒸解缶内に保持され、液は、抜き出され、他の液及び/または除去液の一部が補充され、加熱され、次いでスクリーンの近くなどでスラリーに戻される。
【0004】
液を半径方向に抜き出すと、スクリーン組立体の近くでチップカラムの半径方向圧縮が起こるのが普通である。更に、スクリーン近辺のチップより上のチップカラムの重量が、チップ圧縮のもう一つの圧縮源となる。その上、チップカラム中の遊離液の流れがが、上向きにしろ、下向きにしろ存在すると、チップカラムの圧縮荷重が変化することになる。当該技術において知られているのは、この半径方向および垂直方向の圧縮荷重によって、チップカラムの均一な動きが干渉されるということである。チップカラムが均一に移動するということは、チップの均一処理に必須である。この理由ゆえに、従来の蒸解缶およびスクリーン組立体の設計では、流路の直径は、スクリーンの真下の所で大きくなるようにしている。この直径のステップ的拡大または「ステップアウト」のお陰で、チップカラムの圧縮の程度が軽減され、チップカラムのより均一な移動が得られている。このステップアウトにより、半径方向は普通約6インチ(0.15m)から2フィート(0.6m)増加する。
【0005】
しかし、槽の直径をこのように拡大させる際には、槽の直径をステップ的に拡大させることに加えて、普通、小さな直径から大きな直径まで広げる円錐形の遷移部が胴に必要になる。胴の直径が不均一であって、更にこの円錐形遷移部を入れるために必要な溶接部が増えるということになれば、蒸解缶の槽を製作する費用に劇的なインパクトがある。蒸解缶の胴をそのようにステップ的に拡大することを不必要とすることによって、蒸解缶胴の製作コストを削減することができれば、極めて有利になることであろう。
【0006】
その上、チップの円筒形状のカラムは、槽を大きくした直径に一致しないのが普通であるので、このステップアップによって、チップカラムの回りの蒸解液の流路が望ましくないものになる恐れがあり、チップカラムが、発生した空隙に崩れ込むこともあり得る。この液のチャネリングによって、不均一加熱や不均一液分散が起こり、不均一処理の原因となる可能性がある。チップに崩壊やチャネリングが起こると、それ自体不均一処理の原因となる恐れがある。不均一処理は、特に、チップの蒸解不足(すなわち、滓の増大)、蒸解薬剤消費量の増加、繊維強度の減少などで表面に現れてくる。従って、チャネリングが最小限に抑えられチップの均一処理が向上される細砕セルロース繊維材蒸解法および装置を提供することは、望ましいであろう。
【0007】
米国特許第4,958,741号明細書には、粒状物質、例えば、穀物粒の取り扱いを目的として、新規な形状の槽が開示されている。米国特許第5,500,083号、5,617,975号および5,628,873号明細書には、上記米国特許第4,958,741号明細書に開示の一般技術を、パルプ産業の細砕セルロース繊維材の取り扱いと処理とに適用するのに極めて効果的な方法と装置が開示されている。具体的には、米国特許第5,500,083号、5,617,975号および5,628,873号明細書は、粒状物を均一に処理し、槽から排出するに際し、機械的攪拌を行わないで済む方法およびシステムを開示している。普通、細砕セルロース繊維材を取り扱うための開示された槽は、例えば、チップビンとして知られる槽であるが、この槽は、槽の本体より小さな断面積を有する出口を備え、一次元縮小部とサイドレリーフを特徴とする幾何学形状の遷移部を用いている。この技術は、ニューヨーク州グレンス フォールズ(Glens Falls)のアールストローム マシーナリー社(AhlstromMachinery Inc.)からダイアモンドバック(登録商標:Diamondback)という商標で販売されている。
【0008】
米国特許第4,958,741号明細書などに記載されているように、槽中の粒状物質の流れの特徴は、「質量流」または「漏斗流」と分類して示すことができる。質量流の状態で流れている際には、槽から少しでも内容物を抜き出すと、槽中の内容物が実質的に全部移動する。漏斗流の場合は、内容物を抜き出すと、内容物の一部(一般に槽の中心部のもの)が、周辺の内容物よりも実質的に速く流動する。最も苛酷なケースでは、このフローパターンは、「チャネリング」または「ラットホール(ネズミ穴)現象」と称される。円錐形遷移部や出口が適正な場合は、遷移部の縮小角がある角度を超えない時に、質量流が確保される。この縮小角は、粒状物質の性状に依存し、「臨界質量流角度」として知られている。角度が大きい円錐形縮小部、すなわち、平らな円錐の場合は、不均一な漏斗流が発生し易い。臨界質量流角度は、普通、槽に流すべき粒状物質の試料を用いて実験的に定められる。
【0009】
勿論、細砕セルロース繊維材の処理では、質量流が好ましい。輸送される粒状物質に対して臨界質量流角度以下の縮小角を有する槽を設計すれば、チャネリングやラットホール現象は防止することはできる。チップビン中の木材チップに対しては、この角度は比較的狭く、例えば、30゜未満である。チップビンを建設する際に、所望の滞留時間を有しながら、所望の出口直径にそのような狭い角度で縮小しなければならないとしたら、チップビンは背が高くなって不経済になってしまう。しかし、蒸解缶スクリーン組立体に必要な断面縮小程度は、比較的小さいので、このような狭い臨界縮小角も、蒸解缶の安定な機能を損なうことなく、建設を単純化し、蒸解缶槽のコストを削減するために用いることはできる。この発明の態様の一つでは、臨界質量流角度以下の縮小角を有する通常の円錐形遷移部をパルプ蒸解缶に導入し、スクリーン組立体を蒸解缶に適合させる補助としている。
【0010】
米国特許第4,958,741号明細書によって、「一次元縮小部とサイドレリーフ」として知られる幾何学形状が導入されている。この形状を用いると、臨界質量流角を超えても槽内で「質量流」が可能となる。一次元縮小という幾何学形状を用いることによって、質量流を保ちながら、通常の円錐形遷移部を用いた場合は非常に長い遷移部を必要とする槽の直径縮小を行うことができる。そのような望ましくない遷移部長さを避けるために行われる円錐形遷移部の設計としては、臨界質量流角より大きな角度を採用するが、しかし、この円錐形遷移部の中を攪拌してブリッジ現象やハングアップ( hang−up)現象を防止あるいは最小限化を図ることが行われるのが普通である。この発明の態様の別の一つでは、サイドレリーフ付の一次元縮小部の形状を示す遷移部をパルプ蒸解缶に採用し、スクリーン組立体を蒸解缶に適合させる補助としている。
【0011】
円錐形の縮小遷移部は、連続式蒸解缶技術にとって未知のものというわけではない。
1950年代後期から1960年代前期にかけて到来した向流処理の際には、既存の連続式蒸解缶の底部に導入されたスクリーン組立体を収容するのに、円錐形の縮小遷移部がしばしば用いられた。このような遷移部の例の一つは、1965年出願の米国特許第
3,429,773号明細書に示されている。
【0012】
蒸解缶の底部における処理を導入する前には、連続式蒸解缶の下部にはスクリーン組立体は設けられてなかった。蒸解缶の底部における処理としては、例えば、排出時にパルプの温度を下げる冷却・希釈のために使用される処理」、すなわち、「コールドブロー」や向流処理、例えば、向流ハイヒート(登録商標:Hi−Heat)洗浄(米国特許第3,007,839号、第3,097,987号、第3,200,032号および第3,298,899号明細書を参照のこと)がある。他には、例えば、米国特許第2,474,862号、第2,459,180号、第2,938,824号および第3,041,232号明細書を参照のこと。普通、蒸解缶全高にわたって並流処理が行われた後、これらの初期のころの蒸解缶の底部からは、完全に蒸解されたパルプが、高温のまま排出、すなわち、「ブロー」された。すなわち、「高温ブロー」が行われた。低温液を導入・分散させるため、あるいは向流処理を行わせるため、スクリーンを用いる液分散循環方式が既存の蒸解缶の下部に導入された。更に、このような「既設装置改造」のコストを最小限にするために、これらのスクリーン組立体は、米国特許第3,429,773号明細書に示されるように、円錐形の縮小遷移部を用いて既設の蒸解缶の底部に導入された。これらの円錐形縮小部の導入は、既設構造物に対する改変が唯一の目的であった。このような下部スクリーンが過去においてそのように用いられた時、またより新しい蒸解缶に現在用いられる時、チップカラムの一体性と均一な移動性とを維持するため、用いられる胴遷移部の形状は、スクリーンの内部表面が、胴の内径と実質的に一致するようなものである。
【0013】
当該技術に知られている通常の教示によれば、米国特許第3,429,773号明細書に示されるような蒸解缶の一部分に用いられている円錐形縮小部を用いると、チップカラムの不均一移動、すなわち、「ハングアップ 」や不均一処理が促進され易いで、このような円錐形縮小部の採用は避けるべきとされている。米国特許第3,429,773号明細書に示されるような蒸解缶の底部に配置されているスクリーン組立体のチップカラム移動性は、円錐形縮小部の直下にある「スクレーパー」として知られる回転する排出補助攪拌機があるからこそ、本質的に確保された。スクリーンの上にある円錐形縮小部に「ブリッジ」が惹起されても、このスクレーパーの作用によってブリッジは破壊された。これは、米国特許第3,802,956号明細書に示される円錐形縮小部「カラー(collar)」についても当てはまる。一方、本発明は、蒸解缶内の縮小部に関連するこの誤った概念を克服し、製造コストが小さい蒸解缶を提供する。また、本発明は、スクリーンを導入する箇所の槽直径を拡大する必要なく、既存の槽にスクリーン組立体を導入する手段を提供する。これは、チップカラムの移動を補助する攪拌機がない箇所、例えば、蒸解缶の排出口から遠い蒸解ゾーンには特に当てはまる。
【0014】
蒸解缶の概略図では、スクリーン組立体の位置は代表的なものだけが書き入れられたり、槽の直径が一定のように書かれていることが多い。例えば、米国特許第3,413,189号、第3,445,328号および第3,427,218号明細書、最近のものとしては、米国特許第5,547,012号、第5,489,363号、第5,575,890号および第5,635,026号明細書を参照のこと。明白なことではあるが、これらの図は、概略を示しているにすぎず、実際の槽がこのように製作されるているとか、製作できるという意味ではなく、当業者にその姿が理解されればいいという程度である。当業者の理解では、現在の慣行においては、チップカラムに対するレリーフ対策がある程度はなされなければならないということである。そうしなければ、蒸解缶は所望のようには運転できないのである。
【0015】
また、従来の技術では、一定の槽直径で、液が抜き出される外に凸部の空洞部を有するスクリーン組立体が書かれているものがある。例えば、米国特許第2,695,232号と第3,200,032号明細書を参照のこと。これらの図が示しているのは、チップカラムの適切な移動に必須のチップカラムレリーフ対策が取られていない蒸解缶である。また、米国特許第2,695,232号と第3,200,032号明細書に示される構造では、容易に設計・製作ができないようになっている。外側に凸部の空洞は圧力容器であり、その設計は耐圧容器の設計規格に合致し、製作は同じく耐圧容器の製作規格に合致しなければならないからである。
【0016】
【課題を解決するための手段】
本発明の態様の一つでは、チップと蒸解液とのスラリーの質量流に必要な臨界縮小角の利点を利用し、胴の径が均一であり、かつチップの均一流動を促進するカラムレリーフ効果を提供する。本発明の態様の一つでは、(例えば、セルロースパルプを製造するために)スラリー液中で(臨界縮小角を有する)細砕セルロース繊維材を蒸解または処理する蒸解缶(または他の)槽が提供される。この槽の構成部品は以下の通りである。実質的に一定の第一内径を有する実質的に垂直の槽の胴。前記槽中の攪拌機が入っていない箇所に取り付けられ、スラリーから液を取り出すために設けられ、第一内径よりも小さな第二内径を備え、胴の内部にスクリーン空洞部を規定する第一スクリーン組立体。第一スクリーン組立体の上の、第一内径と第二内径との間の第一遷移部であって、垂直に対する縮小角を有する第一遷移部。更に特徴として、第一遷移部の縮小角がセルロース繊維材スラリー液の臨界縮小角より小さく、スラリーが、ブリッジやハングアップを起こさずに、この遷移部を流れ、攪拌機の必要もないことである。
【0017】
更に、この槽では、第一スクリーン組立体の下で実質的に第一内径に直径が拡大され、この直径拡大は、スクリーン組立体の真下で、ステップ的に行われる。
【0018】
また、この槽には、第三直径を有する第二スクリーン組立体が第一スクリーン組立体の下に配設され、第一直径と第三直径との間を継ぐ第二遷移部を更に備えるのが好ましい。この場合、第二遷移部の縮小角がセルロース繊維材スラリー液の臨界縮小角より小さく、スラリーが、ブリッジまたはハングアップを起こさずに、この遷移部を流れるようになっている。直径のステップ的拡大は、第二スクリーン組立体の真下で、実質的に第一内径まで行われるのが好ましい。
【0019】
上記の槽が蒸解缶(例えば、連続式蒸解缶)の場合に典型なように、蒸解缶には、第一スクリーン組立体から抜き出された液を加熱し、加熱された液を第一スクリーン組立体近くに導入する手段が備えられる。
【0020】
第一遷移部は、製作が可能で、均一直径の胴を用いることができる種々の幾何学形状をとることができる。好ましい幾何学的形状の一つは、実質的に正円錐形の遷移部である。もっとも他の遷移部形状(上記の特許に記載のものを含む)も設けることはできる。第一遷移部の縮小角は、40゜未満で、好ましくは30゜未満で、恐らく10゜未満であり、流れの特性に左右される。普通、第一遷移部の角度は、約10〜25゜の範囲で、好ましくは10〜20゜の範囲である。用いられる好ましい遷移部はすべて円錐形で、縮小角は40゜未満である。
【0021】
円錐形遷移部自体をスクリーン表面とすることもできる。すなわち、円錐形の部分は、必ずしも円滑で連続としなくてもよく、穿孔してもよい。例えば、チップカラムから液を抜き出す補助手段として、円錐形遷移部を多孔スクリーン板としたり、平行板型スクリーンなどとすることができる。このようにして、上記の円筒スクリーン表面の下には、もはや他の円筒スクリーン表面は無いようにして、第一内径への直径のステップ拡大は、上記円筒形スクリーン表面の真下になるようにすることができる。
【0022】
上記スクリーン組立体より下での第一内径への直径拡大を円筒形遷移部、この場合、円筒形拡大遷移部を用いて行うことができる。この拡大遷移部を用いると、圧縮されたチップカラムと槽の内部表面との間に生成される空隙スペースを最小限に抑え、チップカラムの圧潰や液のチャネリングを最小限に抑えることができる。また、この円錐拡大遷移部を多孔板構造とすることもできる。この下部円錐スクリーン遷移部を通じて液を抜き出すと、圧縮されたチップカラムを、槽の第一内径部へ抜き出す補助作用となる。
【0023】
上記の円錐形または円筒形スクリーン表面は、円周方向に連続でも、あるいは、途中に穿孔されていないブランク板の部分があってもよい。例えば、スクリーン組立体が二段以上のスクリーンで構成されている場合、スクリーン表面とブランク板表面とを交互に配置し、一の段のスクリーン表面が他の(例えば、隣接の)ブランク板と重なるようにすることができる。このパターンは、普通、「チェッカーボード」スクリーン配列と称される。勿論、単段のスクリーンにもブランク板を備えることができる。ブランク板は、均一に分散されるのが普通である。
【0024】
また、ブランク板を、スクリーンの一の水平位置と他の水平位置との間に、またはスクリーンの一の水平位置と遷移部との間に配置させることができる。これらのブランク板は、「レリーフ板」として知られている。例えば、第一円錐形縮小遷移部、正円筒形スクリーン部分、それからこの下の第二拡大スクリーン部分とから構成されているスクリーン組立体において、水平ブランクレリーフ板を、正円筒形スクリーン部分と第二拡大スクリーン部分との間に配置することができる。この水平「レリーフ」があると、圧縮されたスクリーン表面が、後段のスクリーンからの液抜きによって行われる前に上段の液抜きによって行われた圧縮から「リラックス」または「回復」することができる。
【0025】
第一遷移部は、「一次元縮小形状部とサイドレリーフ」として知られる幾何学形状を備え、あるいはこれから構成することができる。これは、米国特許第5,500,083号明細書や他の特許明細書の記載から明白である。一次元縮小部とサイドレリーフとが記述するのは、二枚の対称形配置の端部表面が一次元的のみに相互方向に下向きに縮小するような構成である。従って、所与の断面では、表面は、縮小部の固有方向に直角な水平中心線の回りに相互を反転させたものとなる。最も単純な形状では、断面は、水平中心線の回りに対称に配置された二本の平行線で記述することができる。この時中心線もこの二本の直線に平行である。もう一つの断面形状は、半円軸に平行な中心線の回りに対称に配置された二枚の半円である。この断面の一般ケースは、水平中心線の回りに対称に反転された表面といえる。他のどのレベルの断面でも、表面は形が同じである。
【0026】
上記の表面のサイドに付けられたサイドレリーフとは、表面の最も近い端部を結ぶ水平線を称する。所与の断面では、これらの線は中心線に直角であり、従ってお互いに平行である。サイドを形成する水平線の後続下部ペア各個が、それらの直上の線に関して更に離れているか、または同じ距離だけ離れていると、レリーフとなる。こうすると、ホッパーのサイドは拡大部、または非縮小部となる。
【0027】
それ以前の特許では、一次元縮小形状部とサイドレリーフとを示す遷移部は、同じような一次元縮小形状部とサイドレリーフとを示す隣接の遷移部と嵌合されているのが普通であるけれども、本発明の態様の一つでは、この形状を有する遷移部が一つだけしか要らない。例えば、本発明の態様の一つでは、第一内部槽直径と第二内部槽直径との間の遷移部は二個の向き合ったスクリーン組立体に対する二個の対称形縮小部を備え、またはこれらから構成される。これらのスクリーン組立体は、槽のサイドで相互に平行なものでもよく、あるいは二枚の向き合った曲面のスクリーン表面のように見えるものでもよい。スクリーンの上の遷移部は、三角形の平面部を備え、またはこれらから構成されてもよい。これら三角形平面部は、上の引用特許に記載のダイアモンドバック(登録商標:Diamondback)技術の代表的なものである。もっとも、他の形状も用いることができる。上に議論したように、遷移部自体は、その下のスクリーン表面と組み合わせたスクリーン表面としてもよいし、それを代替するスクリーン表面としてもよい。
【0028】
本発明の別の態様は、上記のように、対称の嵌合する遷移部とスクリーンとを備えない単一スクリーン組立体である縮小遷移部を備え、あるいはこれから構成されてもよい。また、この態様に含まれるものとしては、色々な高さの所に、槽の周囲と高さに関して色々な配置で、これら単一スクリーン組立体を1基以上用いるオプションがある。
【0029】
また、本発明は、米国特許第4,958,741号および第5,500,083号明細書に示されるように、単一縮小部を多重に用いることも包含する。その目的は、例えば、蒸解缶の内部流路をスクリーン組立体の直径へ減少するためである。これらの遷移部は、普通、単一縮小遷移部を二個備えるが、三個以上の遷移部を用いることもできる。
【0030】
本発明の別の態様は、一個以上の縮小部型バッフルを備え、あるいはこれから構成され、その下にスクリーン組立体が配設される。これらのバッフル、別名「眉毛」は、形状は三角形でも、半円形でも、半楕円形でもよく、内部材料の臨界質量流角度より小さい角度ならばどんな角度に配置しても差し支えない。バッフルの下に配置されるスクリーンの位置は垂直でもよく、あるいは槽の内径に向かってテーパをとったものでもよい。この態様は、これらバッフルとスクリーン組立体とを一組み以上用いるオプションを有する。多重に用いられるバッフルとスクリーン組立体は、同じ高さの所に、槽の胴体の内周の回りに均一(または不均一)に配列して設置することもできるし、あるいは色々な高さの所に、槽の周囲と高さに関して色々な配置で設置することもできる。
【0031】
本発明の別の態様は、槽の直径を増加させる必要なく、既存の蒸解缶にスクリーン組立体を導入する方法を包含する。この場合、蒸解缶は、撹拌機が付いていない箇所の胴部が実質的に一定の第一内径部分を有し、第一内径より小さな第二内径を有するスクリーン組立体を用い、第一径と第二径との間をつなぐ遷移部エレメントを有する。本方法は、(a)既存の蒸解缶の胴部の実質的に一定の第一内径部分であって、撹拌機が付いていない槽の部分にスクリーン組立体を取り付け、胴の内部のスクリーン空洞部と、スクリーン組立体の下の第一内径部への戻り部とを規定するステップ、(b)スクリーン空洞部近くの胴に位置し、これに流体的に連なっている少なくとも一つの開口を形成し、スクリーン組立体によって分離されたスクリーン空洞部液を抜き出すステップ、および(c)遷移部エレメントを、胴の内部のスクリーン組立体の上に挿入し、この遷移部エレメントが第一直径と第二直径との間の遷移部となるようにし、細砕セルロース繊維材スラリーが上の遷移部エレメントから下のスクリーン組立体へ円滑に流れるようにして、ブリッジやハングアップをなくし、攪拌機も不必要とするステップを含む。ステップ(a)は、スクリーン組立体の実質的直下の直径を大きくすることによって行うか、あるいは第一内径へ戻すのに少なくとも一個の円錐形拡大遷移部と円筒形レリーフ板とをスクリーン組立体の下に設けることによって行うことができる。
【0032】
本発明の蒸解缶は、頂部と底部と、頂部近くの入口と底部近くの出口とを有する連続式蒸解缶であることが好ましく(もっとも、本発明は回分式蒸解缶にも適用できる)、この蒸解缶の胴の第一直径は入口の直下から出口の直上まで実質的に一定である。
【0033】
本発明の他の態様では、液をスクリーン分離するのに用いられるスクリーン組立体自体が提供される。本スクリーン組立体が備える構成部品は以下の通りである。すなわち、開放頂部と開放下部とを有する実質的に円錐形の遷移部であって、頂部が第一直径で、底部が第二直径で、第一直径が第二直径より大きい遷移部。液を固形物からスクリーン分離する円環型スクリーン組立体であって、頂部と、底部と、第二直径に実質的に等しい内径とを有するスクリーン表面を有し、第一直径に実質的に等しい外径を有し、スクリーン表面の外に円環容積を規定するスクリーン組立体。スクリーン遷移部の底部と運転上連結されているスクリーン表面の頂部であって、両第二直径部が相互に接して配置され、固形物含有液体が中空の遷移部から上記内径のスクリーン表面と接触して円滑に流れることができるようになっているスクリーン表面の頂部。および、スクリーン表面の底部と運転上連結されている中空の非スクリーンエレメントであって、第二直径に実質的に等しい内部径と第一径に実質的に等しい外部径とを有している中空の非スクリーンエレメント。
【0034】
上記スクリーン表面は、実質的に連続の円筒形スクリーン表面であるが、多種多様の他の構成でも差し支えない。スクリーン表面自体は、特に化学パルプ蒸解缶のスクリーン用として従来のもので差し支えない。上記中空非スクリーンエレメントは、ステップ的遷移部が好ましい。このステップ的遷移部は、例えば、スクリーン組立体を支持し、スクリーンで分離された液を抜き出すヘッダーの底部によって形成されたものある。円錐遷移部の縮小角は、垂直に対して40゜未満、好ましくは30゜未満、例えば、約10〜25゜である。
【0035】
本発明の別の態様では、化学パルプを製造するために、頂部と底部と第一の実質的に一定(均一)の内径を有する実質的垂直の連続式蒸解缶において蒸解条件で細砕セルロース繊維材を処理する方法が提供される。本方法は、次の諸ステップを実質的に連続的に行うものである。(a)蒸解缶の頂部近くから細砕セルロース繊維材スラリーを蒸解缶へ導入し、流路を蒸解缶の下向きに流すステップ。(b)攪拌機が備えられていない蒸解缶に沿う少なくとも一点で、スラリーが流路を下向きに流れるにつれて、細砕セルロース繊維材スラリーを、第一直径の流路から、第一直径より少なくとも約2%小さい(約2〜10%小さい、例えば、30フィートの胴の場合、縮小幅が約6インチ、つまり30フィートから29フィート6インチ、つまり径は3.33%縮小する)第二直径の流路に遷移して流すステップ。(c)流路の第二直径のところでスラリーをスクリーン分離し、液を除くステップ。および、(d)生成した化学パルプを蒸解缶の底部近くから抜き出すステップ。
【0036】
本方法は、ステップ(c)の後で、ステップ(d)の前に、更に(e)下向きに移動するスラリーを再び実質的に第一直径の流路へ移動させるステップを含むのが好ましい。ステップ(d)の前に少なくとも一度ステップ(b)、(c)および(e)を繰り返すステップを更に設けることも好ましい。ステップ(c)を行って除いた液を加熱し、加熱された液を、液を除いた場所近くで蒸解缶へ再導入する更に別のステップもある。従来のように、液流の一部を抜き出したり、蒸解缶へ戻す前に他の液を加えたりすることもできる。
【0037】
本発明の主な目的は、胴を製作するコストを低減した、簡単な蒸解缶でありながら、チャネリングを最小限に抑え、チップの均一処理が一層向上される蒸解缶を提供するものである。本発明のこの目的および他の目的は、本発明の詳細な説明を吟味し、前記の特許請求の範囲を読めば、より明快になろう。
【0038】
【発明の実施の形態】
図1は、従来技術の典型的な連続式蒸解缶10を示し、各スクリーン組立体に関連する「ステップ状節部」が表示されている。ここには垂直の連続式蒸解缶が示されているけれども、本発明は、連続式と回分式とを問わず、どんな形の円筒形蒸解缶にも適用できることを理解されたい。細砕セルロース繊維材と蒸解液とのスラリーが、蒸解缶の頂部11に導入され、完全に蒸解されたパルプと使用済み蒸解液とが底部12から排出される。蒸解缶10は、円筒形の胴13と、多数の円筒形スクリーン組立体14,15,16,17とを備えている。蒸解缶10は、チップカラム圧縮に対処するため各スクリーン組立体の設置箇所で行われる胴直径の拡大を明瞭に示している。また、スクリーン組立体各個に関連しているのは、スクリーン組立体各個の上に配置された円錐形の遷移部である。スクリーン16の典型的形状は、より詳細に図2に示される。
【0039】
図2は、上部スクリーン18と下部スクリーン19とを有する典型的な従来技術スクリーン組立体を示す。これらのスクリーンは、多種多彩の構造をとることができる。例えば、円形の孔やスロットなどを穿孔した多孔板でもよく、平行な棒で構成し、棒と棒との間に平行な開口を持たせたものでもよい。これらのスロットや開口は、多種多彩に配置することができる。例えば、垂直や水平に配置することもできるし、斜めの角度、例えば、垂直に対して45゜の角度で配置することができる。
【0040】
各スクリーン18,19の背面には、普通、円環の空洞部20,21があり、各スクリーン18,19から抜き出される液を集める役目を果たす。各円環空洞部20,21の下部には、普通、これらより小さな円環の空洞部22,23があり、これら小円環空洞部22,23は、一般に「内部ヘッダー」と称されているが、空洞部20,21から液を集め、これを液抜きだし導管24,25へ排出する役目を果たす。これらの導管は胴12の内部に配置されているように図示されているけれども、胴の外部に配置することも差し支えない。すなわち、「外部ヘッダー」も用いることができる。空洞部20,21と空洞部22,23とは、普通、特別設計の寸法を有する開口、すなわち、オリフィス孔を通じて連通し、従来のように、各スクリーンから均一に液が抜き出されるようにしている。導管24,25は、普通、単一の導管26に連なり、導管26は再循環ポンプ31と連なる。
【0041】
各スクリーン組立体16の下では、胴13の直径はステップ状拡大部27の所で大きくなる。また、このステップ状拡大27があると、チップ重量による垂直方向圧縮とスクリーンから抜き出される液による半径方向圧縮との作用によってチップカラムに形成される圧縮力が、補助的に軽減される。この半径方向への径拡大は、1〜36インチの範囲の程度であるが、普通は6〜24インチであり、胴13の直径の約2〜10%の増加程度である。この胴直径の拡大に対処するために、ある形の遷移部28を用いる必要がある。この遷移部28は、普通は円錐形である。遷移部28は、槽13の直径を拡大するばかりでなく、大きいほうの直径の胴に、普通、溶接で固着しなければならない結合部を更に導入することになる。均一直径の胴ならば、一個の溶接接合部29だけで済むけれども、円錐形の遷移部を導入すると、二番目の溶接接合部30が必要になる。蒸解缶10は、普通は100psig(7気圧ゲージ)以上の加圧なので、胴が製作されるロール板の厚さは、普通、3/4〜21/2インチであることに留意のこと。更に、このような槽は、設計のみならず製作の際にも圧力容器規格に準拠しなければならない。溶接部29,30は、規格に従って製作し、溶接する必要がある。従って、溶接による接合部の数が限定される槽設計を行えば、槽の製作コストは顕著に削減される。
【0042】
従来のように、図2には、例示のスクリーン組立体16に関連する戻しシステムが示される。スクリーン組立体の中の幾つかは、単に液の抜き出し用であるが、普通は、蒸解缶10のスクリーン組立体の二個以上は導管26に接続しているポンプを備えており、液を導管26へ抜き出し、図2の32の箇所に略示されるように、液をある程度加えたり、図2の33の箇所に略示されるように、液をある程度抜き出したりする余地を持たせている。32の箇所に添加される液は、33の箇所に抜き出される液よりも溶解有機物含有量が低い白液や補充液のことが多いが、技術に既知の他の組成の液でも差し支えない。
【0043】
ポンプ31からは、普通加熱器34経由で液が送られ、加熱された液は、内部導管35を用いて蒸解缶10内へ再導入される。従って、抜き出された液は、液が取り出された箇所(普通はスクリーン18の直上)近くに戻される。この目的のためには多種多彩にわたる異なる従来構造がある。
【0044】
パルプは生成後、スクリーン17の箇所で洗浄が行われ、あるいは更に均一な熱分布や液分散となるような処理が行われる。攪拌機36(普通は回転アーム付のものであるが、固形物の圧迫や圧縮を壊す機械構造のものならば殆どどんなものでもよい)は、図1の12の箇所に示されるように、蒸解缶10からパルプを排出する補助作用を行う。
【0045】
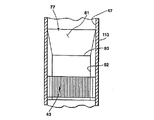
図3は、本発明の典型的な蒸解缶スクリーン組立体を示す。図3に示される機能の幾つかは、図1と2に示されるものと似ているか同一であるので、これらの機能の参照数字は、頭に「1」を付けて前の図のものと区別する。
【0046】
胴113はスクリーン組立体116を備える。このスクリーン組立体116は、単一のスクリーン118を備えるものとして示されているけれども、スクリーン組立体116は、スクリーンを、1段、2段または多段に備えているもの(例えば、図1と2では2段)と理解していただきたい。スクリーン118は、従来のタイプのスクリーンであり、それらの構造の中の多種多彩なタイプは、前のスクリーン18,19について記載の通りである。普通、スクリーン組立体116は、従来のように、胴113の内部の円環型の空洞部120と、導管124へ排出口が連なる内部ヘッダー122とを備える。空胴部120と122とは、円環空洞122を規定するヘッダー42の頂部板41に穿孔されている多数のオリフィス40を通じて連通する。図1と図2の場合と同じく、チップカラム圧縮は、直径がステップ状に変化する箇所127をスクリーン118の下に設けることによってレリーフ(軽減)される。
【0047】
スクリーン118は、連続の円筒形のスクリーン表面43を備えているものとして示されているけれども、スクリーン表面43は、連続でもなく円筒形でもなくて差し支えないことを理解していただきたい。例えば、スクリーン表面43は、個々の円形スクリーンを多数設けたものでもよく、スクリーン表面とブランク板とを交互に配列した、一般に「チェッカーボードパターン」と称されるものでもよい。
【0048】
図3に示される本発明の最も特色ある機能は、中空遷移部45である。この遷移部45の作用で、流路の内径は、胴113の第一内表面47の概略内径46からスクリーン組立体118の頂部49の第二内径48へ減少する。遷移部45は、好ましくは円錐形(例えば、正円錐形遷移部)で、概略直径46の頂部50と、スクリーン118の頂部49と嵌合する底部51とを備え、遷移部45を通過するスラリー流をスクリーン118内に円滑に流す役目を果たす。遷移部45は、製作の容易さからみれば、実質的に円錐形が好ましいが、より複雑な物理的形状を取ることも可能である。例えば、米国特許第4,958,741号、第5,500,083号、第5,617,575号および第5,628,873号明細書には遷移部用として示されている形状とすることができる。
【0049】
遷移部45を支持するには、複数の台形または三角形の支持板53を遷移部45の外表面と胴113の内壁47との間に配設して行うことができる。支持板53の方の支持は、実質的に水平の支持円環54で行われる。支持板53は、長手方向のものが示されているけれども、これに代えて環状のものを用いることも、あるいは環状のものをつけ加えることもできる。遷移部45は、図3にθと示されているように、垂直に対して縮小角をなすようにするのが好ましい。θは、遷移部を通る細砕セルロース繊維材スラリーの臨界質量流縮小角より小さいか、等しい。この角は、普通は40゜未満であり、好ましくは30゜未満で、流れの特質によっては10゜未満のこともある。普通は、この角度は約10〜25゜であり、好ましくは10〜20゜である。従って、方向52の方に流れるスラリーは、槽の均一流を妨害しないで、直径減少領域を通過する。しかし、このような遷移部を用いると、胴の直径は、遷移部の長さのどの位置でも一定に保持されるので、槽の製作コストが削減される。
【0050】
ヘッダー42を出た後は、スラリーの流路は実質的に直径46に戻る。これは、図3に見られるように、直径のステップ状拡大部127で行われるのが好ましい。
【0051】
直径のステップ状拡大部127の代わりに、スクリーン118の下の直径を胴113の直径まで拡大させることを、別の遷移部手段で行うことができる。この遷移部は、例えば、スクリーン118の下に配置される円錐形の遷移部で、流路の直径を槽の胴の113の内径46まで徐々に拡大するものである。他の形状の他の遷移部も、有効直径が胴113の内径46までに実質的に戻る限り、用いることができる。
【0052】
このようなスクリーンと遷移部は、スクリーン組立体116の上にスクリーン組立体116’と遷移部50’が細い破線で示されているように、1段以上同じ槽113に用いることができるし、実際に、殆ど常に用いられている。スクリーン組立体116と116’とは、図4に見られるようにもっと間隔を開けて配置されるのが普通である。図4は、本発明の例示的連続式蒸解缶を示すもので、スラリー導入口111は頂部近くにあり、スラリー(化学パルプ)抜き出し口112は、底部近くにある。蒸解缶の胴113の第一直径46は、図4に二つの参照数字46で示されているように、入口111の直下から出口112の直上まで実質的に一定である。洗浄循環スクリーン組立体117(スクリーン116’の構造を備えて可)が出口112に近く、従来の撹拌機136(形式は問わない)の直上に設けられている。スクリーン組立体116と116’は、蒸解缶中で撹拌機が無い箇所に配置される。圧縮を開放する、つまり「ブリッジ」を壊すためには、撹拌機は不要だからである。これらスクリーンの近くに撹拌機を配設することは、物理的に困難であるばかりか、望ましくないことである。例えば、蒸解中に均一な処理を促進するためにはこれらのスクリーン近くのチップカラムの全体性を維持することが望ましいからである。
【0053】
本発明は、スクリーン組立体116と116’を備えた蒸解缶を提供することに加えて、図3に示される遷移部45、スクリーン表面43、および支持ヘッダー42によって示されるように、液をスクリーン分離するのに用いられるスクリーン組立体それ自体をも提供する。構成部品45,53,54,42は、溶接や他の手段で組み付けることになるが、更に、従来技術の蒸解缶10の胴13の溶接部29や30と同じ程度の高品質溶接部とする必要はない。その上、円筒形の胴遷移部は最早必要なくなる。また、構成部品53,45,54,42は、胴113の内表面47に溶接や他の手段で組み付けることになるが、この場合も、更に溶接部29や30のような溶接部は必要とせず、スクリーン組立体116と関連部品との接合は、従来技術の蒸解缶10のスクリーン組立体16と比較して困難でもなく、異なるものでもないのが普通である。本発明は、「缶」として知られる円筒から、実質的に均一な直径を有する円筒形蒸解缶を製作する方法を提供する。
【0054】
実質的に均一な内径46を有する円筒形蒸解缶110を用いて、細砕セルロース繊維材(例えば、木材チップ、バガスなど)のスラリー液を蒸解条件で処理して化学パルプを製造することが可能である。垂直蒸解缶110において、本方法は、次の諸ステップを実質的に連続的に行うものである。(a)蒸解缶110の頂部近くから細砕セルロース繊維材スラリーを蒸解缶110へ導入し(図4の111の箇所に示されるように)、流路を蒸解缶110の下向きに流すステップ。(b)攪拌機が備えられていない蒸解缶10に沿う少なくとも一点で、スラリーが流路を下向きに流れるにつれて、細砕セルロース繊維材スラリーを、第一直径46の流路から、第一直径46より少なくとも約2%(例えば、約2〜10%)小さい第二直径48の流路まで遷移部へ流すステップ。(この遷移部への流れは、普通、好ましくは30°未満である縮小角θを有する実質的に円錐形の遷移部エレメントを用いて行われる。)(c)流路の第二直径48のところでスラリーをスクリーン分離し(スクリーン表面43を用いて)、液を除くステップ(液が円環チャンバ120とヘッダー42の内部122へ入った後ライン126で)。および、(d)生成した化学パルプを、図4の112の箇所に示されるように、スクリーン組立体117の後従来の撹拌機36を用いることを含め、蒸解缶の底部近くから抜き出すステップ。普通は、図3のステップ的遷移部127によって示されるように、ステップ(c)の後で、ステップ(d)の前に、更に(e)下向きに移動するスラリーを再び流路の実質的に第一径46部分へ移動させるステップを含む。本方法は、ステップ(d)の前に少なくとも一度ステップ(b)、(c)および(e)を繰り返すステップを更に設け(例えば、図4のスクリーン組立体116と116’とを参照のこと)、除いた液を加熱し(加熱器134で)、加熱された液を、液を除いた場所近くで(図3の内部中央導管135で示されるように)蒸解缶110へ再導入する(選択的に、132の箇所で液流の一部を加えたり、133の箇所で抜き出したりすることも含める)ステップを含むことも好ましい。
【0055】
図3に示される態様の他に、スクリーン組立体が配置される槽(例えば、蒸解缶)の直径を拡大させる必要がないスクリーン組立体態様も、他に多種多彩に提供することができるので、これらを図5〜図18に示す。
【0056】
図5では、遷移部を除いて、図3と同じ参照数字を用いる。遷移部45’は、遷移部45のような正円錐形であるが、違いはスクリーン部を少なくとも一箇所備えていることである。図5では遷移部45は、連続スクリーンとして示され、板53近くのスクリーン遷移部45’の背面にある空洞部は、水平支持板54の複数の開口(図示せず)を通じて、スクリーン43の背面にある空洞部120と連通している。図5(および図6〜図18)は、説明を簡単にするため、スクリーン43,45’から抜き出される液についてのヘッダー詳細や再循環または再導入構造は示していない。
【0057】
図6では、図3の構造と異なるものを除いて、図3と同じ参照数字を用いる。
【0058】
図6の態様では、スクリーン43’は、スクリーン部分とブランク板60とを交互に備え、連続でなく、不連続のものとして示される。また、スクリーン組立体43’直下で直径をステップ状に拡大させる代わりに、円錐形の遷移拡大部61を設け、第一直径46へ直径を拡大して戻すのを、スクリーン組立体43’から間隔を開けて徐々に行っている。円錐形の遷移拡大部61は、遷移縮小部45と同じ方法で胴113へ接合することができる。
【0059】
図7のAでは、更に追加した構造を除いて、図3と同じ参照数字を用いる。この態様では、円筒形レリーフ板62がスクリーン組立体43の下に設けられ、スクリーン組立体43から胴113の第一直径46へ戻るのを間隔を置いて行っている。また、この態様では、円錐形の遷移拡大部63が設けられている。これは、図6の遷移部61と同じようなものであるが、違いはスクリーン部分64とブランク板65とを交互に備えることである。
【0060】
図7のBは、図7のAのライン7B−7Bで切り取られた概略横断面図である。図7のBは、図3および図6の横断面図と同一で、図5のものと似ている(ただし、図5では遷移部45’のスクリーン機能が見える)ことに注目のこと。
【0061】
図8〜図11は、図3、図5〜図7のBのものと同じ概略図である。違いは、これらの態様では遷移部が異なることである。構造が図3の構造と同じである限り、同じ宇参照数字を用いる。
【0062】
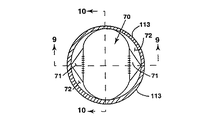
図8〜図10の態様では、遷移部70は、米国特許第4,985,741号および第5,628,873号明細書に記載の原理を用いて、単一の対称形一次元縮小遷移部を多重に用いるケースである。遷移部70は、一対の三角形パネル71を備え、両者間を滑らかな面で接続している。スクリーン組立体は、図9と図10の74の箇所に概略的一般的に示されるが、遷移部70の実質的直下に配設され、パネル71各個の少なくとも実質的直下にスクリーン部75を備える(図9と10を参照のこと)。スクリーン部75は、図9と図10に示されるように、直線状でもよいが、曲線状でも構わないし、図9と図10に示されるよりも広くてもよいが、必ずしも狭くしなくてもよい。
【0063】
遷移部70は、縮小角が複合しているが、その縮小角自体は、槽113を下向きに流れるスラリー液と細砕セルロース繊維材の臨界縮小角よりも小さいことに注目のこと。複合縮小角を有する表面としては、直線的に縮小する表面が曲面を画いて縮小する表面へ遷移する表面がある。図8〜図14の角度は複合したものであるが、一方、図15〜図18の角度は、単に直線的に遷移する面のものであり、スラリーに対する臨界質量流角度以下である。これらの表面各個は、スラリー液の臨界縮小角よりも大きい縮小角を有するが、それでもセルロース繊維材は槽113を下向きに流れることが可能である。
【0064】
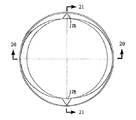
図11は、図8と図9のものと同じような態様を示す。違いは、第一遷移部70’が単一の非対称形の一次元縮小遷移部を備え、直下にスクリーン部75(図10を参照のこと。これは図8と図11の態様に共に共通である)を有する特有の三角形板71を含んでいることである。このケースでは、遷移部70’の滑らかに接続する表面72は、切断ライン10−10(胴113の直径を二分する)の箇所またはこの箇所より少し前で終わりになるので、胴113の内表面47はスクリーン部75の反対側になる。
【0065】
図12〜図14の態様では、構造が同じである限り、図3の態様に用いられているものと同じ参照数字が用いられる。この態様では、遷移部77で一次元縮小遷移部エレメントが多重に用いられる。すなわち、この縮小エレメントは、ニューヨーク州グレンス フォールズのアールストローム マシーナリー社販売の、米国特許第4,958,741号および第5,628,873号明細書に記載のダイアモンドバック(登録商標:Diamondback)チップビンのものと同じようなものである。この場合、二枚の三角形パネルセット78,79が遷移部の中間区分線80の反対側に設けられている。区分線80の上には複合テーパ表面81があり、区分線80の下には別の複合テーパ表面82がある。
【0066】
図8〜図14の態様すべてにおいて、複合形状とその複合縮小角とを用いることによって、ハングアップやブリッジを起こすことなく、しかも攪拌機を要することなく、セルロース繊維材を槽113の下向きに円滑に流すことが容易となる。
【0067】
図15〜図18は、本発明の装置の遷移部とスクリーン組立体部品との更に別の態様を示す。
【0068】
図15では、遷移部は、複数の眉毛型バッフル84である。眉毛型バッフル84各個の実質的直下にはスクリーン部85(図16と図17のA態様)と85’(図16と図17のB態様)が設けられている。バッフル84が眉毛型バッフルと呼ばれているのは、眉毛または眼縁に一般に似ている構成を有しているからである。図16と図17のAには、これを示す明白な曲線が含まれている。スクリーン部85と85’との間の唯一の相違は、スクリーン部85ではスクリーン表面が胴113に実質的平行に延びているのに対し、スクリーン部85’ではスクリーン表面が第一直径46の方へ下向きに狭くなっていることである。眉毛型バッフル84とスクリーン部85,85’の相対的寸法は、図15〜図17に略示されるものに較べて大きくしたり、小さくすることができる。胴113の任意の位置の複数の眉毛型バッフル84に関連するスクリーン部85,85’は、全部スクリーン組立体を形成している。
【0069】
図18に略示するのは、四つの眉毛型バッフル87と関連する部分とを第一組とするものを胴113の一の高さに配置し、88の箇所に点線で略示する第二組を異なる高さに配置するものである。眉毛型バッフル84,87,88は、異なる任意の高さに配置できるので、相互の配列状態は特定のものではない。また、眉毛型バッフル84,87,88の構成は、複合縮小角を有するものなので、細砕セルロース繊維材のスラリーは、ハングアップやブリッジを起こすことなく、しかも攪拌機を要することなく、槽113内を下向きに流れることができる。
【0070】
図19〜図22は、本発明の典型的かつ好ましい態様を示す。図3,図5〜図18に描かれる態様は、本発明に含まれる多彩な態様を略示するものであるが、これらは説明の目的で描かれたものである。例えば、直径が2%減少するだけの図の場合は、異なる態様間のこの細かな相違を示すのは困難である。図19〜図22に示される態様は、図12〜図14に示される態様を実際の比で表したらどのように見えるかをよく示している。
【0071】
第一に、これらの図では、前の図とは対照的に、直径の約2%減少というものが、誇張が少なく描かれていることに注目いただきたい。第二に、三角形状のパネル178と179とは、前に略示したものよりも、長さが短く、幅が狭く描かれている。
【0072】
図19は、本発明の好ましい態様の上面図を示す。図20は、図19のライン20−20に沿った断面図を示す。図21は、図19のライン21−21に沿った断面図を示す。
【0073】
また、図20と図21は、好ましいレリーフバンド162を備える。レリーフバンド162は、環状のブランク板からなり、一次元縮小部の直下に配置される。上部二ある遷移部の好ましい縮小角は、約30°として図21には示される。下部にある遷移部の好ましい縮小角は、約30°であると図20は示す。図20と図21には示されていないけれども、スクリーン板143は、拡大する形状を取ることができる。すなわち、スクリーン143の上部直径は、その下部直径よりも小さくても差し支えない。このスクリーンの拡大角は、垂直に対して0.5〜10°でよいけれども、普通は拡大角約1〜5°、好ましくは1〜3°である。
【0074】
図22は、図21に示されるシステムの部分的改変を示す。図22には、図7Aに示したものと類似な拡大円錐形スクリーン部164があり、これが円筒形スクリーン143の下に配置されている。図22に示されるように、円筒形スクリーン143と円錐形スクリーン164との間にレリーフバンドを配置することができる。スクリーン143とスクリーン146の手段で除かれた液は、共通空洞にしろ異なる空洞にしろ、例えば、内部ヘッダーにしろ外部ヘッダーにしろこれらに入るようにできる。図22に示されるように、異なるヘッダーから除かれた液は、異なる制御弁で独立に制御することができる。弁からは共通ポンプ231へ供給しても、あるいは異なるポンプへ供給してもよい。
【0075】
また、図22は、本発明のもう一つの態様も示す。このケースでは希釈液を一個以上の遷移部に導入し、チップスラリーの各部の流れを補助する。例えば、希釈液を単一縮小遷移部の一つに、好ましくはこれらの遷移部の頂部に導入することもできるし、または希釈液をレリーフバンドに導入することもできる。希釈液の導入は、従来のどんな形式の手段でも行える。例えば、複数のオリフィス(例えば、孔やスロットのオリフィス)や多孔板またはスクリーン手段や堰手段を用いて行える。この希釈液は、好適な液ならなんでもよく、例えば、蒸解液、使用済み蒸解液、洗浄器または漂白プラントからの濾過液でよいが、この液の溶解有機物濃度は低いものであることが好ましい。図22に示されるように、好ましい希釈液源の一つは、スクリーン143またはスクリーン164から除かれた液である。このケースでは、液をスクリーンから除去し、ポンプ231で加圧した後、その液の一部を、複数導管を経由し遷移部/スクリーン組立体の複数箇所に再導入する。
【0076】
図23は、本発明の更に別の態様を示す。普通、液は、槽の頂部から内部に挿入されたパイプを用いてスクリーン組立体近辺のチップカラムに導入される。これらの「センターパイプ」は、普通、蒸解薬剤、例えば、クラフト白液含有の加熱された液をチップカラムに導入するのに用いられる。液と熱の分散は、一個以上のスクリーン組立体によって抜き出される液の半径方向または軸方向の流れよって補助される。本発明のこの態様では、センターパイプの形状は、槽の遷移部の形状を真似て変形されている。すなわち、チップカラムが縮小遷移部に移動する際のチップカラム圧縮を最小限に抑えるため、センターパイプの形状も縮小型とし、非縮小型センターパイプの場合槽の縮小によって起こる可能性のある半径方向の圧縮を、こうしてある程度は軽減するようにする。このパイプ縮小部は、単純には円錐形の縮小部でよいが、このパイプ形状は、槽の遷移部に関して上記で論議されたようなサイドレリーフ付の一次元縮小部形状を示すものでもよい。
【0077】
勿論、縮小形状を有するセンターパイプは、円錐形にしろサイドレリーフ付一次元縮小部にしろ、縮小形状のスクリーン組立体と一緒に用いることに限定される必要はなく、それ自体の価値のためどんなタイプの槽にも単独で用いることができる。すなわち、縮小形状を有するセンターパイプを用いると、内部に入っている材料のカラムに空隙やチャネリングが発生するのを最小限に抑えることができる。このようなセンターパイプは、縮小形状、例えば、円錐形の端部を有する槽に用いて、運ばれている材料のカラムに生成される可能性のある圧縮性架橋荷重を軽減することができる。また、このようなパイプは、非縮小型形状部に用いて、運ばれている材料のカラムの垂直圧縮性荷重を軽減することができる。
【0078】
本発明は、パルプまたは細砕セルロース繊維材を処理する蒸解缶または他の槽を新しく製作するのに容易に適用できるが、一方、本発明の概念は、蒸解缶の直径を増加させる必要がないので、既存の蒸解缶にも適用できる。例えば、図3の態様に関しては、胴113の実質的一定の第一直径46部の所で、撹拌機が無い箇所で、胴113に開口部を切り込んで(この開口部は後で蓋をする)、あるいは槽の頂部の開口から、蒸解缶110が空の時に胴113の内部にアクセスして、スクリーン組立体43と遷移部45とを胴113に導入する。エレメント43,45は、部分に分割して、胴113内で組み立て、溶接などで接合される。
【0079】
本発明のこの態様を実際に行うに際しては、胴113の実質的一定の第一直径部の所にスクリーン組立体43を取り付け、胴113の内部にスクリーン空洞部120を規定し、スクリーン組立体43の下に直径46へ戻る部分(例えば、ステップ的拡大部127)を形成する。取り付けは、構造40〜42、および54などを用いて行うことができる。これは新しく製作を行う場合と同じである。
【0080】
スクリーン組立体43を所定の箇所に取り付ける前にしろ後にしろ、少なくとも一個の開口・・・図3のライン126への接続に対応する・・・をスクリーン空洞部120近くの胴113に設け、図3に示されるように空洞部122に連通させるようにして、スクリーン組立体43によってスラリーから分離された、空洞120中の液を取り出せるようにする。
【0081】
次に、スクリーン組立体43を挿入する前または後(好ましくは後)に遷移部エレメント45を所定の箇所に、例えば、溶接で取り付け、ブリッジやハングアップを起こすことなく、しかも攪拌機を要することなく、細砕セルロース繊維材のスラリーを遷移部エレメント45の上からスクリーン組立体43の下まで円滑に流すことができるようにする。
【0082】
スクリーン組立体43を取り付ける際に、ステップ的拡大部127をスクリーン組立体43の実質的直下に設けることもできるし、円錐形遷移部61,62の中の一つまたは両方とレリーフ板62とをスクリーン組立体43の下に設け、第一内径46へ戻る部分とすることもできる。
【0083】
従って、本発明によれば、スラリー液を処理して化学パルプを製造する有利な蒸解缶、スクリーン組立体、および方法が提供されたことが分かるであろう。本発明は、蒸解缶の胴の直径を外部的にステップ的に拡大することを不必要とすることによって蒸解缶の胴の製作コストを低減するとともに、チャネリングを最小限に抑え、セルロース材の均一処理の向上も行わせるものである。本発明については、最も実際的かつ好ましい態様であると現在考えられたものについて本明細書に示し、かつ説明したものであるので、本発明の範囲内で多くの部分的改変を行い得ることは当業者には明白であろう。従って、本発明の特許請求の範囲については、すべての等価の構造および方法を含むように最も広く解釈すべきである。例えば、上記の議論は、本発明が蒸解缶として用い得る場合の槽に一般に関するものではあるが、本発明は、縮小型の遷移部を流れが円滑に通過することが必要な細砕セルロース繊維材を処理するいかなる槽にも適用できる。これらの槽に含まれるものとしては、技術に浸透槽または前処理槽(これらは蒸解缶システムの一部である)として知られるものがあるが、他に洗浄槽や漂白槽として用い得るものもある。
【図面の簡単な説明】
【図1】 各スクリーン組立体のところに外部ステップ状遷移部を備える胴を有する従来技術の連続式蒸解缶の概略側面図である。
【図2】 図1の蒸解缶のスクリーン組立体の一つの詳細側面断面図である。
【図3】 本発明の蒸解缶に対する図2と同様な図である。
【図4】 本発明の連続式蒸解缶に対する図1と同様な図である。
【図5】 本発明の蒸解缶槽におけるスクリーン組立体と遷移部の他の多種多様の態様を示す詳細側面断面図である。
【図6】 本発明の蒸解缶槽におけるスクリーン組立体と遷移部の他の多種多様の態様を示す詳細側面断面図である。
【図7】 Aは本発明の蒸解缶槽におけるスクリーン組立体と遷移部の他の多種多様の態様を示す詳細側面断面図であり、BはAのライン7B−7Bに沿って視た概略断面図である。
【図8】 本発明の別の態様の蒸解缶槽の概略横断面図であり、単一対称形一次元縮小遷移部を多重に備える図である。
【図9】 図8の態様のライン9−9に沿ってそれぞれ視た概略断面図である。
【図10】 図8の態様のライン10−10に沿ってそれぞれ視た概略断面図である。
【図11】 単一非対称形一次元縮小遷移部に対する図8と同様な図である。
【図12】 一次元縮小遷移部エレメントを多重に備える本発明の態様の一つに対する図11と同様な図である。
【図13】 図12の態様のライン13−13に沿ってそれぞれ視た断面図である。
【図14】 図12の態様のライン14−14に沿ってそれぞれ視た断面図である。
【図15】 遷移部として複数の眉毛型バッフルを備える本発明の態様の一つに対する図12と同様な図である。
【図16】 図15の態様の二つの部分的改変構造のライン16−16に沿って切り取られた概略断面図である。
【図17】 図15のライン17−17に沿って切り取られた図16と同様な図である。
【図18】 異なる位置の高さに多重に備えられた眉毛型バッフルを示す態様の一つに対する図15と同様な図である。
【図19】 本発明の特長を用いる別の蒸解缶構成の内部の上断面図である。
【図20】 図19のライン20−20に沿ってそれぞれ切り取られた断面図である。
【図21】 図19のライン21−21に沿ってそれぞれ切り取られた断面図である。
【図22】 図21と同様な図であるが、本発明のスクリーン構成の異なる形式を示す図である。
【図23】 図21と同様な図であるが、本発明のスクリーン構成の異なる形式を示す図である。
【符号の説明】
10,110…蒸解缶、11,111…頂部、12,112…底部、13,113…胴、14,15,16,17.116…スクリーン組立体,18,118…上部スクリーン、19,119…下部スクリーン、20,21,120,121…円環空洞部、22,23,122…小円環空洞部、24,25,26,35,124…導管、27,127…ステップ状拡大部,28…遷移部、29,30…溶接部、31,231…ポンプ、34…加熱器、36…撹拌機、40…オリフィス、41…頂部板、42…ヘッダー、43,143…スクリーン表面、45,45’,70,70’,77…遷移部、46…第一内径、47…内表面、48…第二内径、49,50…頂部、51…底部、52…スラリー流れ方向、53,54…支持板、62,162…レリーフ板、63…円錐形遷移部、71,78,79,178,179…パネル、72…曲表面、75,85,85’…スクリーン部、80…区分線、81,82…複合テーパ表面、84,87,88…眉毛型バッフル
Claims (24)
- 臨界縮小角を有する細砕セルロース繊維材をスラリー液中で処理する方法において、
前記方法に用いられる槽が、
第一内径を有する実質的に垂直の槽の胴、
前記槽の攪拌機が入っていない箇所に取り付けられ、スラリーから液を取り出すために設けられる第一スクリーン組立体であって、前記第一内径よりも小さな第二内径を有しており、前記胴の内部にスクリーン空洞部を規定する第一スクリーン組立体、
前記第一スクリーン組立体の上に設けられる、前記第一直径と第二直径との間を滑らかに継ぐ第一遷移部であって、垂直に対して縮小角をなしている実質的に円錐形状の第一遷移部を備え、
前記第一遷移部の縮小角が、細砕セルロース繊維材の臨界縮小角より小さく、スラリーが、ブリッジまたはハングアップを起こさずに、攪拌機の必要もなく、この遷移部を流れることを特徴とする細砕セルロース繊維材処理方法。 - 前記槽が、前記第一スクリーン組立体の下において実質的に前記第一内径への直径拡大を更に有することを特徴とする請求項1記載の方法。
- 前記直径拡大が、前記スクリーン組立体の実質的に真下であることを特徴とする請求項2記載の方法。
- 前記直径拡大が、ステップ的拡大であることを特徴とする請求項3記載の方法。
- 前記槽が、前記槽の撹拌機がない箇所で前記第一スクリーン組立体の下に配設される第三直径を有する第二スクリーン組立体と、前記第一直径と前記第三直径との間を継ぐ第二遷移部とを更に備え、前記第二遷移部の縮小角が細砕セルロース繊維材の臨界縮小角より小さく、スラリーが、ブリッジまたはハングアップを起こさずに、攪拌機の必要もなく、この遷移部を流れることを特徴とする請求項3記載の方法。
- 前記槽が、前記第二スクリーン組立体の真下において実質的に前記第一内径への直径ステップ的拡大を更に有することを特徴とする請求項5記載の方法。
- 前記槽が、前記第一スクリーン組立体から抜き出された液を加熱し、加熱された液を前記第一スクリーン組立体近くに再導入する手段を更に備えることを特徴とする請求項2記載の方法。
- 前記第一遷移部が、実質的に正円錐形の遷移部であり、前記第一遷移部の縮小角が、約10〜25゜であることを特徴とする請求項2記載の方法。
- 前記第一および第二遷移部が、共に実質的に正円錐形の遷移部であり、前記第一および第二遷移部の縮小角が、共に40゜未満であることを特徴とする請求項5記載の方法。
- 前記槽が、頂部と底部と、頂部近くの入口と底部近くの出口とを有する連続式蒸解缶であり、前記蒸解缶胴の第一直径が、前記入口の直下から前記出口の直上まで実質的に一定であることを特徴とする請求項1記載の方法。
- 前記第一遷移部が、三角形の平面部を有する単一の非対称形一次元縮小遷移部を備え、前記三角形の平面部の少なくとも実質的直下に前記スクリーン組立体のスクリーン部を有していることを特徴とする請求項1記載の方法。
- 前記第一遷移部が、一対の三角形の平面部を有する複数の対称形一次元縮小遷移部を備え、前記三角形の平面部各個の少なくとも実質的直下に前記スクリーン組立体のスクリーン部を有していることを特徴とする請求項1記載の方法。
- 前記スクリーン組立体が、表面に穿孔されていないブランク板の部分を有するスクリーンを備えることを特徴とする請求項1記載の方法。
- 前記第一遷移部が、複数の一次元縮小遷移部を備えることを特徴とする請求項1記載の方法。
- 前記第一遷移部が、複数のバッフルを備えることを特徴とする請求項1記載の方法。
- 前記バッフル各個の実質的直下に前記スクリーン組立体のスクリーン部を更に備えることを特徴とする請求項15記載の方法。
- 前記直径拡大が、少なくとも一個の拡大円錐遷移部と円筒形レリーフ板によって、スクリーン組立体から間隔を開けて行われることを特徴とする請求項2記載の方法。
- 前記第一遷移部が、少なくともスクリーン部を一つ備えることを特徴とする請求項1記載の方法。
- 化学パルプを製造するために、頂部と底部と第一の実質的に一定の内径を有する実質的垂直の連続式蒸解缶にて蒸解条件で細砕セルロース繊維材を処理する方法において、
(a)蒸解缶の頂部近くから細砕セルロース繊維材スラリーを蒸解缶へ導入し、流路を蒸解缶の下向きに流すステップ、
(b)攪拌機が備えられていない蒸解缶に沿う少なくとも一点で、スラリーが流路を下向きに流れるにつれて、細砕セルロース繊維材スラリーを、第一直径の流路から、第一直径より少なくとも約2%小さい第二直径の流路まで遷移させて流すステップ、
(c)流路の第二直径のところでスラリーをスクリーン分離し、液を除くステップ、および
(d)生成した化学パルプを蒸解缶の底部近くから抜き出すステップ、
を実質的に連続に行うものであって、
前記第一直径から第二直径に遷移する第一遷移部が垂直に対して縮小角をなし、該縮小角が細砕セルロース繊維材の臨界縮小角より小さい
ことを特徴とする細砕セルロース繊維材処理方法。 - ステップ(c)の後で、ステップ(d)の前に、(e)下向きに移動するスラリーを再び流路の実質的に第一径へ移動させるステップを更に設けることを特徴とする請求項19記載の方法。
- ステップ(d)の前に少なくとも一度ステップ(b)、(c)および(e)を繰り返すステップを更に設けることを特徴とする請求項20記載の方法。
- ステップ(c)を行って除いた液を加熱し、加熱された液を、液を除いた場所近くで蒸解缶へ再導入するステップを更に設けることを特徴とする請求項21記載の方法。
- 撹拌機が付いていない箇所の槽胴部の実質的に一定の第一内径部分を有する既存の蒸解缶に、第一内径より小さな第二内径を有するスクリーン組立体と、第一内径と第二内径との間を継ぐ遷移部を形成する遷移部エレメントとを用いて、槽の直径を増加させる必要なく、スクリーン組立体を導入する方法において、前記方法が、
(a)撹拌機が付いていない箇所の既存の蒸解缶の胴部の実質的に一定の第一内径部分に、スクリーン組立体を取り付け、胴のスクリーン空洞部インターナルとスクリーン組立体の下の第一内径部への戻り部を規定するステップ、
(b)スクリーン空洞近くの胴に位置し、これに流体的に連なっている少なくとも一つの開口を形成し、スクリーン組立体によって分離されたスクリーン空洞部液を抜き出すようにした開口とするステップ、
(c)遷移部エレメントを胴の内部、スクリーン組立体の上に挿入し、この遷移部は第一直径と第二直径との間の遷移部とし、細砕セルロース繊維材スラリーが上の遷移部エレメントから下のスクリーン組立体へ円滑に流れるようにして、ブリッジやハングアップをなくし、攪拌機も不必要とするステップ、
を含み、
前記遷移部エレメントが垂直に対して縮小角をなし、該縮小角が細砕セルロース繊維材の臨界縮小角より小さい
ことを特徴とする既存の蒸解缶にスクリーン組立体を導入する方法。 - ステップ(a)が、少なくとも一個の拡大円錐遷移部と円筒形レリーフ板をスクリーン組立体の下に設け、第一内部直径へ戻すことによって更に行われることを特徴とする請求項23記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/936,047 US5985096A (en) | 1997-09-23 | 1997-09-23 | Vertical pulping digester having substantially constant diameter |
| US08/936,047 | 1997-09-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11140783A JPH11140783A (ja) | 1999-05-25 |
| JP4017761B2 true JP4017761B2 (ja) | 2007-12-05 |
Family
ID=25468102
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP25269398A Expired - Fee Related JP4017761B2 (ja) | 1997-09-23 | 1998-09-07 | 実質的に一定の直径の蒸解缶を用いるセルロースパルプ製造方法および装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5985096A (ja) |
| JP (1) | JP4017761B2 (ja) |
| CA (1) | CA2243733C (ja) |
| FI (1) | FI981890A (ja) |
| SE (1) | SE521025C2 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7147750B1 (en) * | 2000-03-24 | 2006-12-12 | Andritz Inc. | Extraction with compaction and springback considerations |
| US20030012680A1 (en) * | 2001-07-16 | 2003-01-16 | Richard Balsys | Deodorizer/odorizer device |
| US7452444B2 (en) * | 2004-05-26 | 2008-11-18 | International Paper Company | Digester wash extraction by individual screen flow control |
| US7736467B2 (en) * | 2004-06-29 | 2010-06-15 | Metso Paper Pori Oy | Screen assembly for a pulp digester |
| SE531067C2 (sv) * | 2005-09-15 | 2008-12-09 | Metso Fiber Karlstad Ab | Kontinuerlig kokare med vätskecirkulation |
| US20090020244A1 (en) * | 2007-07-16 | 2009-01-22 | Andritz Inc. | Impregnation vessel with convergence side relief and method for heat injection at convergence |
| US7988822B2 (en) * | 2007-10-10 | 2011-08-02 | Andritz Inc. | Treatment vessel for straw or other light bulky material |
| SE532085C2 (sv) * | 2008-03-28 | 2009-10-20 | Metso Fiber Karlstad Ab | Kokarkärl för en kontinuerlig kokare |
| US8916023B2 (en) | 2011-03-18 | 2014-12-23 | Andritz, Inc. | Vapor phase hydrolysis vessel and methods related thereto |
| EP2689062B1 (en) * | 2011-03-25 | 2016-05-18 | Andritz, Inc. | Reactor vessel having single convergence sidewall plates |
| US8951388B2 (en) | 2011-04-08 | 2015-02-10 | Pec-Tech Engineering And Construction Pte Ltd | Method and system for efficient production of dissolving pulp in a kraft mill producing paper grade pulp with a continuous type digester |
| US9333468B2 (en) | 2012-09-24 | 2016-05-10 | Abengoa Bioenergy New Technologies, Llc | Soak vessels and methods for impregnating biomass with liquid |
| US8986504B1 (en) | 2013-10-25 | 2015-03-24 | International Paper Company | Digester apparatus |
| US20220034039A1 (en) * | 2018-12-18 | 2022-02-03 | North Carolina State University | Fast disintegrating paper products and methods of making |
| WO2024057074A1 (en) * | 2022-09-16 | 2024-03-21 | Andritz Oy | Screen support assembly and screen plate |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2459180A (en) * | 1943-12-04 | 1949-01-18 | Kamyr Ab | Apparatus for charging fibrous material into a digester |
| GB684222A (en) * | 1950-07-08 | 1952-12-10 | Kamyr Ab | Cellulose digester |
| US2858211A (en) * | 1956-02-13 | 1958-10-28 | Condi Engineering Corp | Apparatus for wood chip digestion |
| US2803540A (en) * | 1956-03-06 | 1957-08-20 | Condi Engineering Corp | Wood chip digestion |
| US2938824A (en) * | 1957-01-22 | 1960-05-31 | Kamyr Ab | Digestion apparatus and method |
| US3041232A (en) * | 1957-02-06 | 1962-06-26 | Kamyr Ab | Method of continuous cellulose digestion and digester apparatus for practicing said method |
| US3035963A (en) * | 1958-02-19 | 1962-05-22 | Lummus Co | Process for the continuous digestion of cellulosic materials |
| DE1262116B (de) * | 1958-07-09 | 1968-02-29 | Kamyr Ab | Verfahren und Vorrichtung zum Vorwaschen des Zellstoffbreis in einem stehenden Zellstoffkocher |
| GB945957A (en) * | 1960-02-08 | 1964-01-08 | Ass Pulp & Paper Mills | Continuous pulping process |
| US3243341A (en) * | 1961-11-20 | 1966-03-29 | Improved Machinery Inc | Continuous pulping apparatus |
| NO118248B (ja) * | 1961-12-23 | 1969-12-01 | Kamyr Ab | |
| NO115278B (ja) * | 1962-03-03 | 1968-09-09 | Kamyr Ab | |
| US3303088A (en) * | 1963-04-19 | 1967-02-07 | Lummus Co | Continuous liquid-phase rapid pulping |
| US3380883A (en) * | 1963-09-27 | 1968-04-30 | Kamyr Ab | Method and apparatus for performing prehydrolysis in a continuous counterflow digester |
| SE302882B (ja) * | 1963-12-06 | 1968-08-05 | Sunds Ab | |
| FI44514B (ja) * | 1963-12-13 | 1971-08-02 | Kamyr Ab | |
| NO118474B (ja) * | 1964-01-25 | 1969-12-29 | Kamyr Ab | |
| US3413189A (en) * | 1964-01-29 | 1968-11-26 | Kamyr Ab | Method of performing hydrolysis and alkalic digestion of cellulosic fiber material with prevention of lignin precipitation |
| SE300755B (ja) * | 1964-04-16 | 1968-05-06 | Kamyr Ab | |
| US3427218A (en) * | 1964-07-10 | 1969-02-11 | Kamyr Ab | Method of performing counter-current continuous cellulose digestion |
| SE330819B (ja) * | 1966-09-12 | 1970-11-30 | Kamyr Ab | |
| SE318180B (ja) * | 1967-05-16 | 1969-12-01 | Kamyr Ab | |
| SE318179B (ja) * | 1967-09-21 | 1969-12-01 | Kamyr Ab | |
| SE357219B (ja) * | 1970-02-11 | 1973-06-18 | Kamyr Ab | |
| SE359331B (ja) * | 1970-03-17 | 1973-08-27 | Kamyr Ab | |
| SE343344B (ja) * | 1970-06-29 | 1972-03-06 | Kamyr Ab | |
| SE389520B (sv) * | 1973-09-03 | 1976-11-08 | Kamyr Ab | Apparat for kontinuerlig utvinning av hydrolysat ur finfordelat fibermaterial |
| SE431662B (sv) * | 1974-07-05 | 1984-02-20 | Kamyr Ab | Sett vid kontinuerlig kokning av fibermaterial |
| SE390990B (sv) * | 1975-06-02 | 1977-01-31 | Kamyr Ab | Sett och anordning for impregnering av fibermaterial fore kokning medelst pulsering av tryck mellan kokartryck och ett legre tryck |
| SE405381B (sv) * | 1975-11-25 | 1978-12-04 | Kamyr Ab | Sett och anordning for selektiv impregnering av heterogent fibermaterial fore kokning |
| US4146422A (en) * | 1976-08-24 | 1979-03-27 | Kamyr Inc. | Method for obtaining any variation in the fiber content of a digester effluent slurry |
| US4547264A (en) * | 1979-02-12 | 1985-10-15 | Kamyr, Inc. | Method of withdrawing liquid from a pair of vertically spaced annular screens |
| SE453840B (sv) * | 1984-12-21 | 1988-03-07 | Mo Och Domsjoe Ab | Forfarande vid framstellning av cellulosamassa |
| US4958741A (en) * | 1989-06-14 | 1990-09-25 | Jr Johanson, Inc. | Modular mass-flow bin |
| US5069752A (en) * | 1990-04-30 | 1991-12-03 | Kamyr Ab | Digester screen switching |
| US5213662A (en) * | 1991-08-14 | 1993-05-25 | Kamyr, Inc. | Treatment of chips with high temperature black liquor to reduce black liquor viscosity |
| JP3217905B2 (ja) * | 1992-06-26 | 2001-10-15 | キヤノン株式会社 | 金属酸化物材料及びその製造方法 |
| SE500455C2 (sv) * | 1992-11-18 | 1994-06-27 | Kamyr Ab | Förfarande vid kontinuerlig kokning under förhöjt tryck och temperatur av fibermateral i en vertikal kokare |
| US5489363A (en) * | 1993-05-04 | 1996-02-06 | Kamyr, Inc. | Pulping with low dissolved solids for improved pulp strength |
| US5536366A (en) * | 1993-05-04 | 1996-07-16 | Ahlstrom Machinery Inc. | Digester system for implementing low dissolved solids profiling |
| US5575890A (en) * | 1993-05-04 | 1996-11-19 | Kamyr, Inc. | Method for selectively increasing the sulfide ion concentration and sulfidity of kraft cooking liquor during kraft cooking of wood |
| US5500083A (en) * | 1994-02-01 | 1996-03-19 | Kamyr, Inc. | Method of feeding cellulosic material to a digester using a chip bin with one dimensional convergence and side relief |
| US5635026A (en) * | 1995-11-13 | 1997-06-03 | Ahlstrom Machinery Inc. | Cooking cellulose material with high alkali concentrations and/or high pH |
-
1997
- 1997-09-23 US US08/936,047 patent/US5985096A/en not_active Expired - Fee Related
-
1998
- 1998-07-21 CA CA002243733A patent/CA2243733C/en not_active Expired - Fee Related
- 1998-09-04 FI FI981890A patent/FI981890A/fi not_active Application Discontinuation
- 1998-09-07 JP JP25269398A patent/JP4017761B2/ja not_active Expired - Fee Related
- 1998-09-17 SE SE9803160A patent/SE521025C2/sv not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| US5985096A (en) | 1999-11-16 |
| CA2243733A1 (en) | 1999-03-23 |
| FI981890A0 (fi) | 1998-09-04 |
| JPH11140783A (ja) | 1999-05-25 |
| SE521025C2 (sv) | 2003-09-23 |
| CA2243733C (en) | 2007-01-30 |
| SE9803160L (sv) | 1999-03-24 |
| FI981890A (fi) | 1999-03-24 |
| SE9803160D0 (sv) | 1998-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4017761B2 (ja) | 実質的に一定の直径の蒸解缶を用いるセルロースパルプ製造方法および装置 | |
| FI113186B (fi) | Keitin kuitumateriaalin jatkuvatoimiseksi keittämiseksi | |
| BR112012012516A2 (pt) | método e sistema para cozimento de digestor de cavaco fino | |
| JPH0217677B2 (ja) | ||
| US6123808A (en) | Distribution of dilution liquor to the discharge of a cellulose pulp digester | |
| US6277240B1 (en) | Method for continuously pulping cellulosic fibrous material | |
| US5236554A (en) | Digester having plural screens with means for controlling liquid injection and withdrawal | |
| JP3549150B2 (ja) | セルロースパルプ蒸解缶用のテーパ付スクリーン | |
| JPH10158986A (ja) | 多数基数の蒸解カンへの供給方法およびその装置 | |
| CA2224685C (en) | Method and apparatus for treating pulp in an indirect heat exchanger after pulping | |
| USH1681H (en) | Discharge from pulping vessels without the aid of mechanical agitation | |
| CA1327474C (en) | Extended delignification in pressure diffusers | |
| JP3452821B2 (ja) | セルロースパルプ蒸解缶用の簡略液抜き出し装置およびその使用方法 | |
| JP2003183992A (ja) | 固形物の槽中の流動と槽からの排出とを改良するための装置および方法 | |
| EP1592838B1 (en) | An arrangement for and a method of treating pulp, and a method of modernizing a pulp tower | |
| US5766413A (en) | Process for isothermal cooking pulp in a continuous digester | |
| US5800674A (en) | Method and apparatus for improving a batch cooking process | |
| US7560008B2 (en) | Extraction with compaction and springback considerations | |
| US7569120B2 (en) | Method for converting an up-flow tower for cellulose pulp to a down-flow tower | |
| US6272710B1 (en) | Plate diffuser for treating comminuted cellulosic fibrous material | |
| US20080169071A1 (en) | Screen Device For a Digester For Producing Pulp | |
| CA2453335C (en) | Tapered screen assembly for a cellulose pulp digester | |
| US20190127912A1 (en) | Screen feed arrangement | |
| US20060157209A1 (en) | Method and apparatus to distribute the inflow of liquors in a Batch Digester | |
| WO1996034144A1 (en) | Feeding and discharge of comminuted fibrous material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040401 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070221 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070515 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20070518 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070815 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070913 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070919 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100928 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |