JP4016426B2 - 被加工物に円錐形又は所定形状の穴を穿孔するための方法及び装置 - Google Patents
被加工物に円錐形又は所定形状の穴を穿孔するための方法及び装置 Download PDFInfo
- Publication number
- JP4016426B2 JP4016426B2 JP2003511992A JP2003511992A JP4016426B2 JP 4016426 B2 JP4016426 B2 JP 4016426B2 JP 2003511992 A JP2003511992 A JP 2003511992A JP 2003511992 A JP2003511992 A JP 2003511992A JP 4016426 B2 JP4016426 B2 JP 4016426B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting tool
- hole
- longitudinal axis
- workpiece
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/02—Milling surfaces of revolution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B41/00—Boring or drilling machines or devices specially adapted for particular work; Accessories specially adapted therefor
- B23B41/06—Boring or drilling machines or devices specially adapted for particular work; Accessories specially adapted therefor for boring conical holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2220/00—Details of milling processes
- B23C2220/52—Orbital drilling, i.e. use of a milling cutter moved in a spiral path to produce a hole
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2265/00—Details of general geometric configurations
- B23C2265/08—Conical
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/03—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/91—Machine frame
- Y10T408/93—Machine frame including pivotally mounted tool-carrier
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
- Y10T409/303808—Process including infeeding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306664—Milling including means to infeed rotary cutter toward work
- Y10T409/30756—Machining arcuate surface
- Y10T409/307616—Machining arcuate surface with means to move cutter eccentrically
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306664—Milling including means to infeed rotary cutter toward work
- Y10T409/307672—Angularly adjustable cutter head
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/309352—Cutter spindle or spindle support
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/12—Radially moving rotating tool inside bore
- Y10T82/125—Tool simultaneously moving axially
Description
b) その長手方向の軸線を中心として切削工具を自転させるステップと、
c) 形成される穴の長手方向の軸線を中心として切削工具を偏心して公転させる(オービタル運動)ステップと、
d) 切削工具の長手方向に沿って軸方向に、すなわち円錐形の穴又は円錐形の穴の部分を形成する被加工物に対して内部に、切削工具を送るステップと、を備える。
1) 安価な円筒状の切削工具を使用することができ、円錐形の切断ヘッドが必要ない。したがって、工具の費用が、実質的に低減される。
切削工具をその長手方向の軸線を中心として保持して回転させるための主軸ユニットを含む第1の作動装置と、
軸送り方向に切削工具を移動するための第2の作動装置と、
形成される穴の軸線に一致するよう配置される主軸を中心として、偏心して切削工具を回転させるための機構とを備え、前記主軸に対する切削工具の軸線の傾斜角を定めるための機構と、を有すること特徴とする。
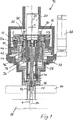
20 スピンドルモータ
22 内部シリンダ
24 切削工具
26,62,64,70,72 軸線
28 シャフト
30 連結器
32 ソケット
48 モータ
50 外部シリンダ
52 滑動部材
54 上部空洞
56 下部空洞
58 内側スリーブ
60,66 貫通穴
68 外側スリーブ
Claims (5)
- 略円筒状の切断ヘッドを有する切削工具(24)を使用して被加工物(18)に円錐形の穴(h)を穿孔する方法であって、
前記被加工物 (18) に装着されたテンプレート (14) に、機械的連結部 (16) により筐体 (12) を取り付け、
前記切削工具(24)の長手方向の軸線(26)を、前記被加工物(18)の表面の法線から所定の傾斜角 ( α ) を傾けて配置し、前記切削工具の長手方向の軸線の前記傾斜角(α)を、形成される円錐形の穴(h)の側壁傾斜角に略対応させるステップと、
前記長手方向の軸線(26)を中心として前記切削工具(24)を自転させるステップと、
機械加工される前記穴(h)の長手方向の軸線(c)を中心として主軸を円形軌道 ( o ) で公転させるステップと、
前記切削工具(24)の長手方向(f)に沿って、前記被加工物に向って内部に前記切削工具(24)を送り、前記円錐形の穴を形成するステップと、を含む方法。 - 略円筒状の切断ヘッドを有する切削工具(24)を使用して被加工物に湾曲壁を有する穴を機械加工する方法であって、
前記被加工物 (18) に装着されたテンプレート (14) に、機械的連結部 (16) により筐体 (12) を取り付け、
前記切削工具(24)の長手方向の軸線(26)を、前記被加工物(18)の平面に対する法線から所定の傾斜角 ( α ) を傾けて配置し、前記切削工具の長手方向の軸線を中心として前記切削工具(24)を自転させるステップと、
機械加工される前記穴(h)の長手方向の軸線(c)を中心として主軸を円形軌道 ( o ) で公転させるステップと、
前記切削工具(24)の長手方向の軸線(26)の傾斜角(α)を変化させて、前記切削工具(24)の長手方向(f)に沿い且つ前記被加工物に向かって内部に前記切削工具(24)を送り、前記湾曲壁を有する穴を形成するステップと、を含む方法。 - 略円筒状の切断ヘッドを有する切削工具(24)を使用することにより被加工物(18)に円錐形の穴(h)を穿孔するための装置であって、
前記切削工具(24)を長手方向の軸線(26)を中心として保持して自転させるように構成された主軸と、
形成される前記穴の長手方向の軸線(c)を中心として主軸を偏心させて公転するように構成された第 1 の機構(48,50)と、
前記主軸に対して前記切削工具 (24) の径方向の偏心量を設定するために構成された第2の機構 (74,78,80,82) と、
前記主軸に対して前記切削工具(24)の長手方向の軸線(26)の傾斜角(α)を定め得るように構成された第3の機構とからなり、
前記第3の機構は、長手方向の貫通穴 (60) を有する内側スリーブ (58) を備え、前記貫通穴 (60) の長手方向の軸線 (62) が前記内側スリーブ (58) の長手方向の軸線 (64) に対して傾斜角 ( β ) を有し、前記内側スリーブ (58) の前記貫通穴 (60) が前記切削工具の長手方向の軸線 (26) を中心として前記切削工具 (24) を回転させるために径方向及び軸方向に主軸を案内するように配置されており、
更に、前記第3の機構は、長手方向の軸線 (70) を有する貫通穴 (66) が設けられた外側スリーブ (68) を備え、前記内側スリーブ (58) が前記切削工具の前記長手方向の軸線 (26) の傾斜角 ( α ) を定めるために前記外側スリーブ (68) の前記貫通穴 (66) 内に回転自在に支持されていることを特徴とする装置。 - 前記内側スリーブ (58) の前記貫通穴 (60) と前記外側スリーブ (68) の前記貫通穴 (66) の傾斜角 ( β ) が等しく、前記貫通穴 (60,66) の位相は、前記内側スリーブ (58) と前記外側スリーブ (68) の第1の相互回転位置において、前記内側スリーブ (58) の前記貫通穴 (60) の長手方向の軸線 (62) と、前記外側スリーブ (68) の長手方向の軸線 (72) とが同軸となり、
前記内側スリーブ (58) と前記外側スリーブ (68) の第2の相互回転位置において、前記第 1の相互回転位置から180°回転することで、工具の最大傾斜角 ( α ) が得られることを特徴とする請求項3に記載の装置。 - 前記第2の機構は、前記主軸と同軸上の移動が可能で、前記外側スリーブ (68) のテーパ面 (76) 又は外側スリーブ (68) に固定されるブロック (78) のテーパ面( 80 )の半円周と係合可能な滑動部材 (74) を有し、前記主軸に対して前記切削工具 (24) の長手方向の軸線 (26) の径方向の偏心量を設定するために前記外側スリーブ (68) が前記案内 (82) に沿って前記主軸に対して横方向に滑動可能としたことを特徴とする請求項3または4に記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US30461801P | 2001-07-11 | 2001-07-11 | |
| PCT/SE2002/001366 WO2003006196A1 (en) | 2001-07-11 | 2002-07-10 | Method and apparatus for producing a conical or shaped hole in a workpiece |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004533938A JP2004533938A (ja) | 2004-11-11 |
| JP4016426B2 true JP4016426B2 (ja) | 2007-12-05 |
Family
ID=23177257
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003511992A Expired - Fee Related JP4016426B2 (ja) | 2001-07-11 | 2002-07-10 | 被加工物に円錐形又は所定形状の穴を穿孔するための方法及び装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6877936B2 (ja) |
| EP (1) | EP1404477B1 (ja) |
| JP (1) | JP4016426B2 (ja) |
| AT (1) | ATE432140T1 (ja) |
| DE (1) | DE60232446D1 (ja) |
| ES (1) | ES2324649T3 (ja) |
| WO (1) | WO2003006196A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013027943A (ja) * | 2011-07-27 | 2013-02-07 | Nagaoka Univ Of Technology | 穴あけ加工装置 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2324649T3 (es) * | 2001-07-11 | 2009-08-12 | Novator Ab | Aparato para producir un agujero en una pieza a trabajar. |
| US7128540B2 (en) * | 2001-09-27 | 2006-10-31 | Sanyo Electric Co., Ltd. | Refrigeration system having a rotary compressor |
| FR2869557B1 (fr) * | 2004-04-29 | 2006-07-07 | Bosch Gmbh Robert | Dispositif d'usinage de rainures dans un alesage cylindrique en particulier d'un maitre-cylindre de frein |
| CN100349694C (zh) * | 2005-07-12 | 2007-11-21 | 武汉大学 | 一种锥度可调的锥孔加工机床 |
| US7627940B2 (en) * | 2005-07-13 | 2009-12-08 | The Boeing Company | Orbital hole match drilling |
| DE102006028972A1 (de) * | 2006-06-19 | 2007-12-20 | Chiron-Werke Gmbh & Co. Kg | Spindeleinheit mit im Betrieb verstellbarer Arbeitsspindel |
| US8256092B1 (en) * | 2008-01-30 | 2012-09-04 | Makino Inc. | Method for helical boring |
| CH699996A1 (de) * | 2008-11-19 | 2010-05-31 | Alstom Technology Ltd | Verfahren zum bearbeiten eines gasturbinenläufers. |
| US8220366B1 (en) * | 2009-10-20 | 2012-07-17 | Honda Motor Co., Ltd. | Self-centering drive socket assembly and method |
| FR3054463B1 (fr) * | 2016-07-29 | 2018-12-07 | Seti Tec | Dispositif de percage a vitesse d'avance automatique ou controlee a broche auto alignante |
| CN107953003B (zh) * | 2018-01-17 | 2019-01-25 | 南京信息职业技术学院 | 电机串列式独立进给螺旋铣削装置 |
| US10864580B2 (en) * | 2018-01-23 | 2020-12-15 | Quantum Impact, LLC | Method and apparatus for machining a workpiece |
| CN116748951B (zh) * | 2023-08-16 | 2023-10-27 | 二重(德阳)重型装备有限公司 | 异形锥形孔的数控加工方法 |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE173899C1 (ja) * | ||||
| US1634322A (en) * | 1926-03-02 | 1927-07-05 | Jr George Dornes | Drilling tool |
| US1989227A (en) * | 1931-04-10 | 1935-01-29 | Clarence C Craley | Boring tool |
| US2499842A (en) * | 1945-11-23 | 1950-03-07 | Kearney & Trecker Corp | Milling machine |
| US2519476A (en) * | 1947-02-12 | 1950-08-22 | Racine Tool & Machine Company | Boring apparatus |
| US3690220A (en) * | 1970-04-29 | 1972-09-12 | Fresco Ind Inc | Helically-tracking milling assembly with tiltable thread cutting head |
| US4245939A (en) * | 1978-12-13 | 1981-01-20 | F. Jos. Lamb Company | Method and apparatus for machining spherical combustion chambers |
| ES479883A1 (es) * | 1979-04-24 | 1980-01-16 | Sanchez Velasco Vicente | Aparato para la realizacion de ensanchamientos por fresado en taladros y perforaciones. |
| SU891260A1 (ru) * | 1980-04-22 | 1981-12-23 | Проектно-Конструкторский Технологический Экспериментальный Институт Машиностроения | Фрезерна головка |
| US4370080A (en) * | 1980-10-01 | 1983-01-25 | The Ingersoll Milling Machine Company | Tool head having nutating spindle |
| DE3206387A1 (de) * | 1982-02-22 | 1983-09-01 | Hilti AG, 9494 Schaan | Bohrwerkzeug fuer hinterschnittene bohrungen |
| FR2521903B1 (fr) * | 1982-02-23 | 1986-03-21 | Simat | Procede et dispositif permettant de realiser une fixation ou un scellement de securite absolue par forage de trou du type cylindrique/conique |
| US4508476A (en) * | 1982-04-19 | 1985-04-02 | Ex-Cell-O Corporation | Adjustable boring tool |
| JPS61152304A (ja) * | 1984-12-26 | 1986-07-11 | Hitachi Ltd | スピンドル装置 |
| CA2060708C (en) * | 1991-02-07 | 1998-04-21 | Ebrahim Simhaee | Plastic bag dispenser |
| US5752666A (en) * | 1991-02-07 | 1998-05-19 | Simhaee; Ebrahim | Plastic bag roll |
| US5135146A (en) * | 1991-02-07 | 1992-08-04 | Ebrahim Simhaee | Plastic bag dispenser |
| US5219424A (en) * | 1991-02-07 | 1993-06-15 | Ebrahim Simhaee | Roll of plastic bags for use with bag dispensing device |
| US5558262A (en) * | 1991-02-07 | 1996-09-24 | Simhaee; Ebrahim | Plastic bag dispenser |
| DE9104326U1 (ja) * | 1991-04-10 | 1991-06-06 | Eischeid, Karl, 5250 Engelskirchen, De | |
| US5109978A (en) * | 1991-07-18 | 1992-05-05 | Cawley Darrell R | Dispenser for plastic bags |
| US5431887A (en) * | 1992-05-19 | 1995-07-11 | Prototech Company | Flame arresting and contaminant-adsorbing filter apparatus and method in the catalytic abatement of broiler emissions |
| JP3032672B2 (ja) * | 1993-11-29 | 2000-04-17 | 富士精工株式会社 | テーパ加工装置 |
| US5813585A (en) * | 1993-12-29 | 1998-09-29 | Sealed Air Corporation | Dispenser for plastic bags |
| DE9418723U1 (de) * | 1994-11-25 | 1996-01-04 | Deitert Heinz | Werkzeugmaschine |
| US5769576A (en) * | 1995-06-13 | 1998-06-23 | Machines Serdi | Device for positioning a machining spindle using its pilot rod |
| US5829928A (en) * | 1995-06-14 | 1998-11-03 | Harmand Family Limited Partnership | Apparatus and method for machining valve seats in an engine cylinder head |
| US5773168A (en) * | 1995-08-23 | 1998-06-30 | Kabushiki Kaisha Toshiba | Nonaqueous electrolyte secondary battery and method for manufacturing the same |
| US5727721A (en) * | 1995-11-29 | 1998-03-17 | Guido, Deceased; Joseph Jerome | Flexible web dispenser |
| US5653560A (en) * | 1996-01-04 | 1997-08-05 | Kvt Technologies Inc. | Method and apparatus for forming a hole in a workpiece |
| US5934535A (en) * | 1997-09-03 | 1999-08-10 | Sealed Air Corporation | Bag dispensing system |
| US6199788B1 (en) * | 1998-03-09 | 2001-03-13 | Ebrahim Simhaee | Plastic bag dispenser and support mechanism therefore |
| US6007281A (en) * | 1998-04-09 | 1999-12-28 | Novator Ab | Method of producing holes in fiber reinforced composites using a tool with a cutting head having an enlarged diameter and reduced height |
| US5971678A (en) * | 1998-06-05 | 1999-10-26 | Novator Ab | Spindle unit |
| US6279806B1 (en) * | 1998-09-08 | 2001-08-28 | Ebrahim Simhaee | Plastic bag dispenser |
| JP2001259914A (ja) * | 2000-03-17 | 2001-09-25 | Toyota Autom Loom Works Ltd | コンプレッサ用ピストンの受座の加工方法 |
| ES2324649T3 (es) * | 2001-07-11 | 2009-08-12 | Novator Ab | Aparato para producir un agujero en una pieza a trabajar. |
-
2002
- 2002-07-10 ES ES02746287T patent/ES2324649T3/es not_active Expired - Lifetime
- 2002-07-10 DE DE60232446T patent/DE60232446D1/de not_active Expired - Fee Related
- 2002-07-10 EP EP02746287A patent/EP1404477B1/en not_active Expired - Lifetime
- 2002-07-10 AT AT02746287T patent/ATE432140T1/de not_active IP Right Cessation
- 2002-07-10 JP JP2003511992A patent/JP4016426B2/ja not_active Expired - Fee Related
- 2002-07-10 WO PCT/SE2002/001366 patent/WO2003006196A1/en active Application Filing
- 2002-07-11 US US10/193,374 patent/US6877936B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013027943A (ja) * | 2011-07-27 | 2013-02-07 | Nagaoka Univ Of Technology | 穴あけ加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE60232446D1 (de) | 2009-07-09 |
| ES2324649T3 (es) | 2009-08-12 |
| EP1404477B1 (en) | 2009-05-27 |
| JP2004533938A (ja) | 2004-11-11 |
| US20030012615A1 (en) | 2003-01-16 |
| US6877936B2 (en) | 2005-04-12 |
| WO2003006196A1 (en) | 2003-01-23 |
| EP1404477A1 (en) | 2004-04-07 |
| ATE432140T1 (de) | 2009-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4016426B2 (ja) | 被加工物に円錐形又は所定形状の穴を穿孔するための方法及び装置 | |
| JP4374315B2 (ja) | 被加工物に孔を形成するための携帯型穿孔機械又は切削機械を型板に固定する装置、そのような孔を形成するためのオービタル機械加工装置及び径方向オフセット機構 | |
| JP5609904B2 (ja) | 超仕上げ装置 | |
| US20100183395A1 (en) | Orbital drilling tool unit | |
| JPH01500254A (ja) | 工作機械用のスピンドル駆動装置 | |
| JP2006509639A (ja) | 長手方向穴を備える回転対称な機械部品を外面研削および内面研削する方法および装置 | |
| JP2004534666A (ja) | 数値的に制御されたオービタル機械加工装置 | |
| US6315503B1 (en) | Feed system for a rotating cutting tool | |
| GB2062510A (en) | Apparatus for producing spherical surfaces such as optical lens | |
| EP1635975B1 (en) | Orbital machining apparatus with drive element with drive pins | |
| JP5262576B2 (ja) | ねじ溝研削装置用レスト装置及びねじ溝研削装置 | |
| JP3749777B2 (ja) | 工作物穴のエッジの端面、特に環状面を研削する装置 | |
| KR100434182B1 (ko) | 엔드밀을 이용한 원통체의 내외면 홈 가공방법 및 장치 | |
| JP4494921B2 (ja) | 研削盤 | |
| US5735652A (en) | Broaching cutter | |
| JP7451884B2 (ja) | 歯切り工具及び歯切り工具の製造方法 | |
| RU2334595C1 (ru) | Устройство для планетарного иглофрезерования винтов | |
| US1444172A (en) | Method of forming centers | |
| JP2007331025A (ja) | 微細凹部加工装置及び微細凹部加工方法 | |
| JPS591140A (ja) | 同心加工機 | |
| SU1364447A2 (ru) | Станок дл доводки наружных цилиндрических поверхностей деталей | |
| JPH0238324B2 (ja) | Waakunosantensetsushokugatasentaanakakohohooyobisochi | |
| RU1798047C (ru) | Расточна головка | |
| JPS6113924B2 (ja) | ||
| JPH0866806A (ja) | 曲面板の孔の裏面加工装置及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050415 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061016 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070110 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20070117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070412 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070909 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100928 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |