JP3959161B2 - タービンエンジン構成部品のメッキ方法 - Google Patents
タービンエンジン構成部品のメッキ方法 Download PDFInfo
- Publication number
- JP3959161B2 JP3959161B2 JP28390897A JP28390897A JP3959161B2 JP 3959161 B2 JP3959161 B2 JP 3959161B2 JP 28390897 A JP28390897 A JP 28390897A JP 28390897 A JP28390897 A JP 28390897A JP 3959161 B2 JP3959161 B2 JP 3959161B2
- Authority
- JP
- Japan
- Prior art keywords
- plating
- masking material
- component
- turbine engine
- engine component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/02—Electroplating of selected surface areas
- C25D5/022—Electroplating of selected surface areas using masking means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/06—Cooling passages of turbine components, e.g. unblocking or preventing blocking of cooling passages of turbine components
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Engineering & Computer Science (AREA)
- Electroplating Methods And Accessories (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Chemically Coating (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
- Supercharger (AREA)
Description
【発明の属する技術分野】
本発明は、ガスタービンエンジン構成部品にメッキするための工程に関し、より詳しくはメッキ工程中にガスタービンエンジン構成部品内の冷却穴をマスクしておくタービンエンジン構成部品のメッキ方法に関する。
【0002】
【従来の技術】
最近のガスタービンエンジンのタービン部分で一般に使用されるブレードとベーンは、通常、ニッケル及びコバルトベースの超合金から造られている。超合金の組成は、一般に、機械的強度と環境劣化(例えば酸化と高温腐食)に対する耐性との望ましい組合せを提供するように適合させられる。被着物は、酸化と高温腐食に対する耐性を高めるために頻繁に使用され、構成部品の交換または修理の必要が生じる前に、このような超合金から造られた構成部品の長期間使用を可能にする。
【0003】
このような保護被着物は、物品がメッキ媒体の中に浸漬されている場合に、メッキによって通常加えることができる。この被着技術が直面する問題は、望まない領域における被着物の沈積である。米国特許第3,451,902号に開示されているように、金属面を保護するために重合体の樹脂材料で形成されたフィルムを使用する方法を含み、望ましくない領域における被着を防止するために種々の技術が開発されてきた。米国特許第2,999,771号、第4,089,686号、及び第4,224,118号も参照。
【0004】
【発明が解決しようとする課題】
ガスタービンエンジンでは、種々の構成部品、特に高温のタービンブレードとベーンは、より高温度でのエンジン作動を許容するために常に空気冷却される。この空気冷却では、ブレードとベーンの中に複雑な空気冷却通路と冷却穴の使用が必要となる。このようなブレードとベーンに保護被着物を加えるとき、被着物が冷却穴通路に入り、空気流に有害な影響を及ぼす傾向がある。この問題は、メッキ工程、例えば白金メッキに観察されてきた。この例では、白金が穴開口部に入って穴開口部の一部を覆い、これによって穴を塞ぎ、そこからの空気流に重大な影響を及ぼす。ある穴は完全に塞がれるのが観察され、一方、他の穴の塞がりでは、空気流に対し10%から50%以上も影響がある。
【0005】
メッキされたブレードの穴塞ぎ問題を解決するため当業者が利用してきた種々の技術には、引き続くメッキを考慮して被着前に穴の開口部をより大きく開ける方法、メッキ終了後に再び穴開けする方法、あるいは、メッキ工程中に穴の中にワイヤを差し込む方法等がある。これらの方法は概して不満足であると考えられるが、これは上記の方法が時間をくい、また概して非効率であるからである。
【0006】
本発明は上記事情に鑑みてなされたもので、簡略的には、複数の冷却穴をマスキング材で充填すべく構成部品の冷却通路の中にマスキング材を注入する工程と、メッキ媒体中に構成部品を浸すことにより構成部品の外面を被着物でメッキする工程と、構成部品からマスキング材を除去する工程とを備えるような、複数の冷却穴と冷却通路とを有するガスタービンエンジン構成部品に被着物をメッキするための方法を提供するものであり、メッキの際に被着物が冷却穴に入らないよう効率的に複数の冷却穴をマスキングし、冷却空気の流れに有害な影響を及ぼす冷却穴への被着を防止することを目的としている。
【0007】
【課題を解決するための手段】
請求項1記載の発明は、外面に開口する複数の冷却穴と、これらの冷却穴が連通する冷却通路とを有するガスタービンエンジン構成部品に被着物をメッキする方法であって、前記構成部品の冷却通路の中にマスキング材を注入し、このマスキング材で前記構成部品の複数の冷却穴を充填する工程と、メッキ媒体中に前記構成部品を浸すことにより前記構成部品の外面を被着物でメッキする工程と、前記構成部品から前記マスキング材を除去する工程とを備えることを特徴とする。
【0008】
請求項2記載の発明は、請求項1記載の発明において、前記マスキング材が有機マスキング材であることを特徴とする。
【0009】
請求項3記載の発明は、請求項2記載の発明において、前記有機マスキング材が、マスキング材を揮発させるのに有効な温度と時間で前記構成部品を加熱することによって除去されることを特徴とする。
【0010】
請求項4記載の発明は、請求項3記載の発明において、前記有機マスキング材がプラスチックであることを特徴とする。
【0011】
請求項5記載の発明は、請求項4記載の発明において、前記メッキが電気メッキであることを特徴とする。
【0012】
請求項6記載の発明は、請求項5記載の発明において、前記電気メッキによって、被着物として貴金属が加えられることを特徴とする。
【0013】
請求項7記載の発明は、請求項6記載の発明において、前記貴金属が白金であることを特徴とする。
【0014】
請求項8記載の発明は、請求項7記載の発明において、前記プラスチックがポリウレタンオリゴマー混合物であることを特徴とする。
【0015】
請求項9記載の発明は、請求項8記載の発明において、前記プラスチックが注入された後に、該プラスチックが養生硬化されることを特徴とする。
【0016】
請求項10記載の発明は、請求項9記載の発明において、前記構成部品の外側にあるマスキング材がメッキ前に除去されることを特徴とする。
【0017】
請求項11記載の発明は、請求項7記載の発明において、前記白金メッキされた構成部品を加熱し、白金を表面の中に拡散する工程をさらに含むことを特徴とする。
【0018】
請求項12記載の発明は、請求項2記載の発明において、前記マスキング材が、ポリプロピレンとポリウレタンオリゴマー混合物とから成るグループから選択されることを特徴とする。
【0019】
請求項13記載の発明は、請求項1記載の発明において、前記メッキされた構成部品に追加被着物を加える工程をさらに含むことを特徴とする。
【0020】
請求項14記載の発明は、請求項7記載の発明において、前記白金メッキされた構成部品に拡散アルミニド被着物を加える工程をさらに含むことを特徴とする。
【0021】
請求項15記載の発明は、請求項3記載の発明において、前記構成部品が前記マスキング材を注入する前に予熱され、また前記マスキング材が、前記複数の冷却穴を充填するのに有効な圧力下で前記構成部品の冷却通路の中に注入されることを特徴とする。
【0022】
請求項16記載の発明は、請求項2記載の発明において、前記有機マスキング材が、溶剤によって除去されることを特徴とする。
【0023】
すなわち、本発明では、メッキ前にタービンエンジン構成部品の冷却通路の中にマスキング材を注入し、外面に開口する複数の冷却穴をマスキング材で内側から充填する。そして、複数の冷却穴をマスキングした状態で構成部品の外面を被着物でメッキし、メッキ後、構成部品からマスキング材を除去する。
【0024】
この場合、マスキング材は有機マスキング材であることが望ましく、マスキング材を注入する前に構成部品を予熱し、マスキング材が複数の冷却穴を充填するのに有効な圧力下で構成部品の冷却通路の中に注入する。構成部品の外側にあるマスキング材はメッキ前に除去される。
【0025】
有機マスキング材としては、ポリプロピレンとポリウレタンオリゴマー混合物とから成るグループから選択されることが望ましく、ポリウレタンオリゴマー混合物等のプラスチックを用いる場合には、プラスチックを注入した後に養生して硬化させることができる。この有機マスキング材は、揮発させるのに有効な温度と時間で構成部品を加熱することによって除去することができ、あるいは、溶剤によって除去することも可能である。
【0026】
また、メッキとして電気メッキを採用する場合には、被着物として白金などの貴金属を用いることが望ましく、白金メッキされた構成部品を加熱し、白金を表面の中に拡散する工程を追加することが望ましい。さらには、メッキされた構成部品に追加被着物を加えることが望ましく、この追加被着物としては、拡散アルミニド被着物を用いることができる。
【0027】
【発明の実施の形態】
外面に開口する複数の冷却穴とそれらが連通する冷却通路とを有するガスタービンエンジン構成部品に被着物をメッキするための方法が提供される。このような冷却通路と冷却穴とを有する構成部品は、ブレードとベーンとシュラウドとを含む。
【0028】
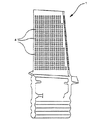
工程の第1のステップは、冷却穴をマスキング材で充填するために構成部品の1つ以上の冷却通路の中にマスキング材を注入する方法を含む。図1と図3に典型的に示すように、ブレード1とベーンのために冷却通路2がアクセスされ、3つの経路を通して注入が実施される。
【0029】
マスキング材が効率的に冷却穴4を充填するためには、構成部品を予熱し、また冷却穴を充填するのに効果的な圧力下で高温溶融のマスキング材を冷却通路の中に注入することが必要であると思われる。図4及び図5に示すように、マスキング材5が構成部品の表面と面一になるように冷却穴4が充填される。
【0030】
マスキング材は、マスキング材の充填と、その後の除去を容易にするような有機材料であることが好ましい。マスキング材は、マスキング材が接触する金属面領域への被着をメッキ中に防止するために使用される。また、マスキング材は、構成部品の金属面に有害な反応を及ぼしてはならず、メッキ浴に干渉しないようにしなければならない。
【0031】
プラスチックは、それらを液体状態で構成部品内に射出成形することができ、次に養生して引き続くメッキ工程のために硬化させることができるという点で、好適である。適切なマスキング材は、ポリプロピレンとポリウレタンオリゴマー混合物とを含む。マスキング材は、金属面に有害な反応を及ぼす可能性があるようなハロゲンを含まないことが好ましい。マスキング材を注入するときには、被着予定の表面の上にマスキング材が存在しないように注意すべきである。構成部品の外側にあるマスキング材は、概してメッキ前に除去される。
【0032】
マスキング材が冷却穴に注入され、必要に応じて養生されて硬化した後、次に構成部品の外面の保護被着物によるメッキを実施することができる。好適なメッキ工程は、当業者に周知の電気メッキ工程である。電気メッキ工程によって加えられる好適な保護被着物は、白金のような貴金属を含む。メッキ工程中に、冷却穴に注入されるマスキング材を使用することにより、空気流に有害な影響を及ぼす穴への被着が抑制される。
【0033】
メッキ工程終了後、マスキング材は除去される。好適なマスキング材とその除去のための方法は、有効な時間、高温を加えることによって揮発するマスキング材を含む。使用できる他のマスキング材は、溶剤によって除去されるマスキング材を含む。通常、マスキング材は、15〜30分間、約1100°Fから1700°Fで熱処理することによって除去することができる。これらの温度による熱処理は、ガスタービンエンジン構成部品の超合金表面に有害な影響を及ぼさない。
【0034】
図2に示すように、メッキ中、マスキング材による冷却穴の充填なくしては、外面6と冷却穴の内部通路7との両方に白金がメッキされ、空気流に有害な影響を及ぼす。メッキ中、冷却穴を充填するマスキング材を用いることにより、図6に示すように、外面8のみに白金がメッキされる。
【0035】
マスキング材除去後は、当業者に一般的であるように、保護被着物例えば白金を構成部品の表面の中に拡散するための拡散熱処理法を含め、構成部品を処理することが可能である。メッキされた構成部品に追加被着物を加える方法を含め、他の操作も適切に実施することができる。被着白金を下地として加えられる好適な追加被着物は拡散アルミニド被着物であり、この被着物は、高温(例えば1500°Fから2000°F)での被着物の下地内への拡散を伴う蒸気拡散またはパック拡散(例えばパック拡散浸透)工程によって加えることができる。
【0036】
【実施例】
[実施例1]
約400°Fの温度及び約1000psiの圧力下で、ポリプロピレンがCF6−80C2の第一段ブレード(図3参照)の冷却通路2に3つの経路から注入され、ブレードの冷却穴4に充填される。ブレードの外側の過剰ポリプロピレンは清掃・除去される。ポリプロピレンは、約200°F以下に冷却するにつれ固まって硬化する。
【0037】
次にブレードは、180°Fで90分間、白金ジアミンジニトリット溶液を含む電気メッキ浴の中で白金メッキされ、0.0002〜0.0004インチの白金厚さが形成される。メッキに続き、1100°Fで30分間の焼損と、150°Fで15分間の水中超音波洗浄と、5分間の水洗浄とによって、プラスチックが揮発される。
【0038】
白金メッキされた部分は、1800°Fで6時間のパック拡散浸透と拡散とにより白金メッキ面に拡散アルミニド被着物を加えることによってさらに被着され、白金アルミニド保護被着物が形成される。
【0039】
白金メッキ中の穴塞ぎによる空気流に対する影響は、次の観察によって、冷却穴に注入されたマスキング材有りの場合とマスキング材無しの場合とで測定された。図3に示すタービンブレード1の3つのチャンバ9,10,11のそれぞれについて、空気質量流量の平均的な変化が測定され、Waは前縁チャンバ9、Wbは中央チャンバ10、Wcは後縁チャンバ11を示す。
【0040】
マスキング材無しで5つの異なるメッキ及び被着操作を行うよう調整した場合、各チャンバについての空気質量流量の平均的変化は、次に示すようであった。
Wa − 49.3%
Wb − 27.8%
Wc − 22.8%
マスキング材を注入したブレードでは、5つの異なるメッキ及び被着操作にわたり、各チャンバについての空気質量流量の平均的変化は、次に示すようであった。
Wa − 12.1%
Wb − 8.6%
Wc − 7.7%
【0041】
かくしてマスクされたタービンブレードは、白金のメッキ及び被着後に、マスキング材を使用しないで白金メッキ及び被着したブレードと比較して空気流の劇的な改善を示した。
【0042】
[実施例2]
実施例2の工程は、マスキング材としてUV(紫外線)養生可能なウレタンアクリル重合体を使用して繰り返され、このマスキング材は注入後に硬化するまでUV養生され、250°Fで30分間熱養生される。
この場合においても、メッキされたタービンブレードは、冷却穴の開口が最小の空気流変化となることを示した。
【0043】
【発明の効果】
以上説明したように本発明によれば、タービンエンジン構成部品の冷却通路の中にマスキング材を注入してマスキング材で複数の冷却穴を充填した状態でメッキ媒体中に前記構成部品を浸すことにより構成部品の外面を被着物でメッキし、メッキ後、構成部品からマスキング材を除去するため、効率的にマスキングを行って被着物をメッキすることができ、冷却穴へのメッキによる被着を防止することができる。従って、メッキ後のタービンエンジン構成部品において冷却穴の空気の流れを阻害することがなく、高温度でのエンジン作動を可能とすることができる等優れた効果が得られる。
【図面の簡単な説明】
【図1】冷却穴を有する典型的なタービンブレードの説明図
【図2】白金メッキによる絞りを示す冷却穴の拡大断面図
【図3】マスク用プラスチックの流動方向を示すタービンブレードの断面図
【図4】注入されたマスキング材を示す冷却穴の断面図
【図5】マスキング材を示す冷却穴の拡大断面図
【図6】マスキング材による白金メッキ後の絞りの無い冷却穴の断面図
【符号の説明】
1 ブレード
2 冷却通路
4 冷却穴
5 マスキング材
Claims (16)
- 外面に開口する複数の冷却穴と、これらの冷却穴が連通する冷却通路とを有するガスタービンエンジン構成部品に被着物をメッキする方法であって、
前記構成部品の冷却通路の中にマスキング材を注入し、このマスキング材で前記構成部品の複数の冷却穴を充填する工程と、
メッキ媒体中に前記構成部品を浸すことにより前記構成部品の外面を被着物でメッキする工程と、
前記構成部品から前記マスキング材を除去する工程とを備えることを特徴とするタービンエンジン構成部品のメッキ方法。 - 前記マスキング材が有機マスキング材であることを特徴とする請求項1記載のタービンエンジン構成部品のメッキ方法。
- 前記有機マスキング材が、マスキング材を揮発させるのに有効な温度と時間で前記構成部品を加熱することによって除去されることを特徴とする請求項2記載のタービンエンジン構成部品のメッキ方法。
- 前記有機マスキング材がプラスチックであることを特徴とする請求項3記載のタービンエンジン構成部品のメッキ方法。
- 前記メッキが電気メッキであることを特徴とする請求項4記載のタービンエンジン構成部品のメッキ方法。
- 前記電気メッキによって、被着物として貴金属が加えられることを特徴とする請求項5記載のタービンエンジン構成部品のメッキ方法。
- 前記貴金属が白金であることを特徴とする請求項6記載のタービンエンジン構成部品のメッキ方法。
- 前記プラスチックがポリウレタンオリゴマー混合物であることを特徴とする請求項7記載のタービンエンジン構成部品のメッキ方法。
- 前記プラスチックが注入された後に、該プラスチックが養生硬化されることを特徴とする請求項8記載のタービンエンジン構成部品のメッキ方法。
- 前記構成部品の外側にあるマスキング材がメッキ前に除去されることを特徴とする請求項9記載のタービンエンジン構成部品のメッキ方法。
- 前記白金メッキされた構成部品を加熱し、白金を表面の中に拡散する工程をさらに含むことを特徴とする請求項7記載のタービンエンジン構成部品のメッキ方法。
- 前記マスキング材が、ポリプロピレンとポリウレタンオリゴマー混合物とから成るグループから選択されることを特徴とする請求項2記載のタービンエンジン構成部品のメッキ方法。
- 前記メッキされた構成部品に追加被着物を加える工程をさらに含むことを特徴とする請求項1記載のタービンエンジン構成部品のメッキ方法。
- 前記白金メッキされた構成部品に拡散アルミニド被着物を加える工程をさらに含むことを特徴とする請求項7記載のタービンエンジン構成部品のメッキ方法。
- 前記構成部品が前記マスキング材を注入する前に予熱され、また前記マスキング材が、前記複数の冷却穴を充填するのに有効な圧力下で前記構成部品の冷却通路の中に注入されることを特徴とする請求項3記載のタービンエンジン構成部品のメッキ方法。
- 前記有機マスキング材が、溶剤によって除去されることを特徴とする請求項2記載のタービンエンジン構成部品のメッキ方法。
にする。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/733,028 | 1996-10-16 | ||
| US08/733,028 US5800695A (en) | 1996-10-16 | 1996-10-16 | Plating turbine engine components |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10183363A JPH10183363A (ja) | 1998-07-14 |
| JP3959161B2 true JP3959161B2 (ja) | 2007-08-15 |
Family
ID=24945921
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP28390897A Expired - Lifetime JP3959161B2 (ja) | 1996-10-16 | 1997-10-16 | タービンエンジン構成部品のメッキ方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US5800695A (ja) |
| EP (1) | EP0843026B1 (ja) |
| JP (1) | JP3959161B2 (ja) |
| AT (1) | ATE204036T1 (ja) |
| AU (1) | AU726305B2 (ja) |
| CA (1) | CA2217843C (ja) |
| DE (1) | DE69706023T2 (ja) |
| DK (1) | DK0843026T3 (ja) |
| ES (1) | ES2160878T3 (ja) |
| PT (1) | PT843026E (ja) |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5985122A (en) | 1997-09-26 | 1999-11-16 | General Electric Company | Method for preventing plating of material in surface openings of turbine airfoils |
| US5902471A (en) * | 1997-10-01 | 1999-05-11 | United Technologies Corporation | Process for selectively electroplating an airfoil |
| DE19859763A1 (de) | 1998-12-23 | 2000-06-29 | Abb Alstom Power Ch Ag | Verfahren zum Unschädlichmachen von beim Beschichten mit einer Schutzschicht entstehenden Verengungen in den Kühllöchern von gasgekühlten Teilen |
| DE69911947T2 (de) * | 1999-08-09 | 2004-11-04 | Alstom Technology Ltd | Verfahren zum Abdecken von Kühlungsöffnungen eines Gasturbinenbauteils |
| DE69911948T2 (de) | 1999-08-09 | 2004-11-04 | Alstom Technology Ltd | Verfahren zum Verschliessen von Kühlungsöffnungen eines Gasturbinebauteils |
| US6296705B1 (en) | 1999-12-15 | 2001-10-02 | United Technologies Corporation | Masking fixture and method |
| DE60042061D1 (de) | 2000-05-31 | 2009-06-04 | Alstom Technology Ltd | Verfahren zum Einstellen der Grösse von Kühllöchern eines Bauteils einer Gasturbine |
| US6617003B1 (en) | 2000-11-06 | 2003-09-09 | General Electric Company | Directly cooled thermal barrier coating system |
| US6502303B2 (en) * | 2001-05-07 | 2003-01-07 | Chromalloy Gas Turbine Corporation | Method of repairing a turbine blade tip |
| US6951623B2 (en) | 2001-11-02 | 2005-10-04 | The Boeing Company | Radiation curable maskant and line sealer for protecting metal substrates |
| JP2003172102A (ja) * | 2001-12-07 | 2003-06-20 | Ishikawajima Harima Heavy Ind Co Ltd | タービン翼とその製造方法とそのサーマルバリアコート剥離判断方法 |
| EP1327483A1 (de) * | 2002-01-15 | 2003-07-16 | Siemens Aktiengesellschaft | Verfahren zum Beschichten von einem Substrat mit Löchern |
| EP1350860A1 (en) * | 2002-04-04 | 2003-10-08 | ALSTOM (Switzerland) Ltd | Process of masking cooling holes of a gas turbine component |
| EP1365039A1 (en) * | 2002-05-24 | 2003-11-26 | ALSTOM (Switzerland) Ltd | Process of masking colling holes of a gas turbine component |
| CN100368588C (zh) * | 2002-08-02 | 2008-02-13 | 三菱重工业株式会社 | 热障涂层形成方法、掩蔽销以及燃烧室过渡连接件 |
| US6884476B2 (en) * | 2002-10-28 | 2005-04-26 | General Electric Company | Ceramic masking material and application method for protecting turbine airfoil component surfaces during vapor phase aluminiding |
| US6875476B2 (en) * | 2003-01-15 | 2005-04-05 | General Electric Company | Methods and apparatus for manufacturing turbine engine components |
| US6977233B2 (en) * | 2003-07-15 | 2005-12-20 | Honeywell International, Inc. | Sintered silicon nitride |
| US20060131789A1 (en) * | 2004-12-20 | 2006-06-22 | Hua Sim M | Method for recycling coating maskant |
| DE102005015153B4 (de) * | 2005-03-31 | 2017-03-09 | General Electric Technology Gmbh | Verfahren zum Reparieren oder Erneuern von Kühllöchern einer beschichteten Komponente und beschichtete Komponente mit Kühllöchern einer Gasturbine |
| US20060275624A1 (en) * | 2005-06-07 | 2006-12-07 | General Electric Company | Method and apparatus for airfoil electroplating, and airfoil |
| US8844090B2 (en) | 2005-06-17 | 2014-09-30 | United Technologies Corporation | Tool for filling voids in turbine vanes and other articles |
| US20070128363A1 (en) * | 2005-12-07 | 2007-06-07 | Honeywell International, Inc. | Platinum plated powder metallurgy turbine disk for elevated temperature service |
| DE102006010929B4 (de) * | 2006-03-09 | 2013-10-02 | Mtu Aero Engines Gmbh | Beschichtungsverfahren |
| DE102006010927A1 (de) | 2006-03-09 | 2007-09-13 | Mtu Aero Engines Gmbh | Gasturbinenbauteil sowie Verfahren zur Bearbeitung von Gasturbinenbauteilen im Rahmen der Herstellung oder Instandsetzung dieser Gasturbinenbauteile |
| US20080131612A1 (en) * | 2006-11-30 | 2008-06-05 | Honeywell International, Inc. | Method for making an environment-resistant and thermal barrier coating system on a component |
| JP5192687B2 (ja) * | 2006-12-25 | 2013-05-08 | 三菱重工業株式会社 | 熱処理方法 |
| DE102007008011A1 (de) | 2007-02-15 | 2008-08-21 | Rolls-Royce Deutschland Ltd & Co Kg | Verfahren zur Ausbildung einer Aluminium-Diffusionsschicht zum Oxidationsschutz |
| US7766617B1 (en) * | 2007-03-06 | 2010-08-03 | Florida Turbine Technologies, Inc. | Transpiration cooled turbine airfoil |
| JP5026922B2 (ja) * | 2007-10-30 | 2012-09-19 | トヨタ自動車株式会社 | 多孔質体表面のめっき方法 |
| EP2078578A1 (de) * | 2008-01-10 | 2009-07-15 | Siemens Aktiengesellschaft | Belotung von Löchern, Verfahren zum Beschichten und Lotgutstäbchen |
| US20090324841A1 (en) * | 2008-05-09 | 2009-12-31 | Siemens Power Generation, Inc. | Method of restoring near-wall cooled turbine components |
| US9206499B2 (en) | 2010-08-30 | 2015-12-08 | United Technologies Corporation | Minimizing blockage of holes in turbine engine components |
| DE102011011200A1 (de) | 2011-02-14 | 2012-08-16 | Dechema Gesellschaft Für Chemische Technik Und Biotechnologie E.V. | Verfahren zur Erzeugung von Diffusionsschichten ohne Aktivator über Metallfolien |
| US8636890B2 (en) | 2011-09-23 | 2014-01-28 | General Electric Company | Method for refurbishing PtAl coating to turbine hardware removed from service |
| US8985049B2 (en) | 2011-12-29 | 2015-03-24 | General Electric Company | Pressure maskers and pressure masking systems |
| US9664111B2 (en) * | 2012-12-19 | 2017-05-30 | United Technologies Corporation | Closure of cooling holes with a filing agent |
| US9884343B2 (en) | 2012-12-20 | 2018-02-06 | United Technologies Corporation | Closure of cooling holes with a filling agent |
| US9126232B2 (en) | 2013-02-21 | 2015-09-08 | Pratt & Whitney Canada Corp. | Method of protecting a surface |
| US20140251951A1 (en) * | 2013-03-11 | 2014-09-11 | General Electric Company | Pressure masking systems and methods for using same in treating techniques |
| ES2859572T3 (es) * | 2013-04-26 | 2021-10-04 | Howmet Corp | Electrodeposición del componente del perfil alar interno |
| DE102013224103A1 (de) * | 2013-11-26 | 2015-06-11 | Siemens Aktiengesellschaft | Sicherer Stopfenverschluss durch Diffusionsbeschichtung und Verfahren |
| FR3014115B1 (fr) | 2013-12-02 | 2017-04-28 | Office National Detudes Et De Rech Aerospatiales Onera | Procede et systeme de depot d'oxyde sur un composant poreux |
| FR3013996B1 (fr) | 2013-12-02 | 2017-04-28 | Office National Detudes Et De Rech Aerospatiales Onera | Procede de reparation locale de barrieres thermiques |
| US11878451B2 (en) * | 2019-02-22 | 2024-01-23 | Dymax | Method of filling cooling holes in an airfoil component |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2999771A (en) * | 1958-04-17 | 1961-09-12 | Norman I Gaynes | Chrome plating and anodizing stopoff composition |
| NL133909C (ja) * | 1966-04-18 | |||
| US3772161A (en) * | 1972-01-03 | 1973-11-13 | Borg Warner | Method of selectively electroplating thermoplastic substrates using a strippable coating mask |
| US3749654A (en) * | 1972-01-14 | 1973-07-31 | United Aircraft Corp | Method for electrolytically machining holes in hollow articles |
| US4089686A (en) * | 1976-04-19 | 1978-05-16 | Western Electric Company, Inc. | Method of depositing a metal on a surface |
| US4224118A (en) * | 1979-09-04 | 1980-09-23 | General Motors Corporation | Method of masking plated article with a poly(isobutyl methacrylate) and poly(vinyl toluene) containing coating |
| US4501776A (en) * | 1982-11-01 | 1985-02-26 | Turbine Components Corporation | Methods of forming a protective diffusion layer on nickel, cobalt and iron base alloys |
| DE3526178C1 (de) * | 1985-07-23 | 1986-08-14 | Langguth GmbH & Co, 4400 Münster | Beleimungsverfahren fuer Behaelter in Etikettiermaschinen unter Verwendung z.B. von Schmelzklebern |
| US4743462A (en) * | 1986-07-14 | 1988-05-10 | United Technologies Corporation | Method for preventing closure of cooling holes in hollow, air cooled turbine engine components during application of a plasma spray coating |
| US4978558A (en) * | 1988-06-10 | 1990-12-18 | United Technologies Corporation | Method for applying diffusion coating masks |
| US5441767A (en) * | 1994-01-26 | 1995-08-15 | United Technologies Corporation | Pack coating process for articles containing small passageways |
-
1996
- 1996-10-16 US US08/733,028 patent/US5800695A/en not_active Expired - Lifetime
-
1997
- 1997-10-09 CA CA002217843A patent/CA2217843C/en not_active Expired - Lifetime
- 1997-10-10 AU AU40951/97A patent/AU726305B2/en not_active Ceased
- 1997-10-14 ES ES97117725T patent/ES2160878T3/es not_active Expired - Lifetime
- 1997-10-14 DK DK97117725T patent/DK0843026T3/da active
- 1997-10-14 EP EP97117725A patent/EP0843026B1/en not_active Expired - Lifetime
- 1997-10-14 AT AT97117725T patent/ATE204036T1/de active
- 1997-10-14 DE DE69706023T patent/DE69706023T2/de not_active Expired - Lifetime
- 1997-10-14 PT PT97117725T patent/PT843026E/pt unknown
- 1997-10-16 JP JP28390897A patent/JP3959161B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| CA2217843A1 (en) | 1998-04-16 |
| DE69706023T2 (de) | 2002-04-18 |
| EP0843026A1 (en) | 1998-05-20 |
| PT843026E (pt) | 2001-12-28 |
| DK0843026T3 (da) | 2001-10-08 |
| MX9707942A (es) | 1998-08-30 |
| US5800695A (en) | 1998-09-01 |
| AU726305B2 (en) | 2000-11-02 |
| DE69706023D1 (de) | 2001-09-13 |
| AU4095197A (en) | 1998-04-23 |
| JPH10183363A (ja) | 1998-07-14 |
| ES2160878T3 (es) | 2001-11-16 |
| EP0843026B1 (en) | 2001-08-08 |
| ATE204036T1 (de) | 2001-08-15 |
| CA2217843C (en) | 2006-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3959161B2 (ja) | タービンエンジン構成部品のメッキ方法 | |
| US7147899B2 (en) | Process of masking cooling holes of a gas turbine component | |
| US7429337B2 (en) | Method for removing at least one area of a layer of a component consisting of metal or a metal compound | |
| US7192622B2 (en) | Process of masking cooling holes of a gas turbine component | |
| US5130163A (en) | Porous laminate surface coating method | |
| EP0998593B1 (en) | Method for preparing an apertured article to be recoated | |
| US4031274A (en) | Method for coating cavities with metal | |
| US8122583B2 (en) | Method of machining parts having holes | |
| KR100865200B1 (ko) | 기판으로부터 코팅물을 제거하는 방법 및 이에 사용되는조성물 | |
| US6183811B1 (en) | Method of repairing turbine airfoils | |
| JP2004116529A (ja) | マスキング用囲いで部分的にマスクされたガスタービン翼を気相アルミナイド処理する方法 | |
| EP1076106B1 (en) | Process for masking cooling holes of a gas turbine component | |
| JP2002526276A (ja) | 中空構造部品の内面処理方法 | |
| JP2006169631A (ja) | 内部皮膜の形成方法及びそれによって製造した物品 | |
| KR20010050754A (ko) | 활성화 발포체 기술을 이용한 피막의 형성 방법 | |
| RU2268322C2 (ru) | Модификаторы для интерметаллического слоя | |
| KR20070035941A (ko) | 세라믹 및 내화성 금속 주조용 코어를 부착하는 방법 및재료 | |
| US5780106A (en) | Method for low temperature aluminum coating of an article | |
| US20040048003A1 (en) | Method for coating a substrate having holes | |
| MXPA97007942A (en) | Coating of turb motor components | |
| JP3611607B2 (ja) | エンジン部品のクーリングホール再加工方法 | |
| CN114107993A (zh) | 一种燃气轮机透平动叶叶片的金属粘结层的酸洗剥离工艺 | |
| JPH0542425A (ja) | タービン部品の寸法回復補修方法 | |
| JP6838572B2 (ja) | 金型装置 | |
| CA1066143A (en) | Coating a cavity of an alloy article by decomposition of a metal-containing organic compound |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041015 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041015 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070501 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070514 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100518 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110518 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120518 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130518 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |