JP3939552B2 - 金属穿孔ファスナー - Google Patents
金属穿孔ファスナー Download PDFInfo
- Publication number
- JP3939552B2 JP3939552B2 JP2001540061A JP2001540061A JP3939552B2 JP 3939552 B2 JP3939552 B2 JP 3939552B2 JP 2001540061 A JP2001540061 A JP 2001540061A JP 2001540061 A JP2001540061 A JP 2001540061A JP 3939552 B2 JP3939552 B2 JP 3939552B2
- Authority
- JP
- Japan
- Prior art keywords
- fastener
- crown
- tine
- metal
- tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















































































Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B15/00—Nails; Staples
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B15/00—Nails; Staples
- F16B15/06—Nails; Staples with barbs, e.g. for metal parts; Drive screws
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B15/00—Nails; Staples
- F16B15/0015—Staples
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Insertion Pins And Rivets (AREA)
- Connection Of Plates (AREA)
- Clamps And Clips (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
- Dowels (AREA)
Description
本出願は、1999年11月29日に出願され、名称が「金属貫通ファスナー」である米国仮特許出願第60/167,810号の利益を請求する。
【0002】
【発明の属する技術分野】
本発明は、一般にファスナー、より詳細には1つあるいはそれ以上の金属/非金属層を少なくとも1つの金属層に固定し、悪条件の下で固定層をその所定の位置に永久に保持する金属穿孔ファスナーに関する。
【0003】
【従来の技術】
多数のファスナー設計は、先行技術にあり、一般的に、これらの設計は2つの異なる範疇に入れることができる。第1の範疇は、ファスナーが一緒に接合される工作物の両方の側から利用し得る環境で使用され、従来のナットおよびボルト等を有するファスナーである。ファスナーの他のグループあるいは範疇は、ファスナーが、工作物の片側からだけ利用し得、その固定作業を行うためにその端部の一方およびその端部の一方だけから操作できる環境で作動されねばならないファスナーである。これは、「ブラインド」固定と呼ばれ、本発明は、この範疇のファスナーに向けられる。
【0004】
この後者の範疇では、多数の種類のこのようなファスナーがある。シートメタルを貫通できるファスナーを有する従来のこのようなファスナーの例は、2つの範疇に分類できる。第1のグルーピングは、自己穿孔および自己穴あけのねじ込みねじからなる。第2のグルーピングは、無頭釘、ステープル、クギ、駆動ピン等からなる。第1のグルーピングの固定装置では、高rpmの電気スクリューガンは、一般的に設置のために使用される。第2のグルーピングでは、空気作動工具は、一般的に、ファスナーに工作物を貫通させ、工作物を一緒に固定するために利用される。U字状のステープル状ファスナー、無頭釘、クギ、ドライブピン等が使用された多数の例では、このようなファスナーは、共通の方向に全て面する貫通点を有する細長い連続部材あるいは「スティック」に備えられている。これらのスティックは、工具のマガジンに挿入される。この工具は、工作物の他方に固定されている工作物の一方の上の望ましい位置に置かれ、作動され、駆動要素は、工作物を一緒に固定するように工作物を通る固定要素を駆動する点の反対側の端部上のファスナー対して効率的に駆動される。
【0005】
金属自己穿孔スクリューが利用される場合、このスクリューは、電気スクリューガンに取り付けられている電力駆動回転チャックの端部の中へ固定される。作動されている際の工具は、およそ2500ないし4000rpmでねじを速く回転させる。据付者によってかなりの物理的力を加える際に、工作物に対するスクリューの回転摩擦は、金属を軟らかい状態に加熱し、それによって工作物の貫通を可能にする。螺旋スレッドは、ファスナーを引っ張り、工作物を一緒に固定する金属に係合する。金属自己穴あけスクリューが利用される場合、この種の電気スクリューガンは、約1800ないし2500rpmで自己穴あけスクリューを回転させることを除いて、自己穿孔スクリューと併用されるのと同様な工具に固定される。さらに、自己穿孔スクリューと同様に、据付者によるかなりの力を加えることが、穴あけ動作を行うために切断フルートを金属に押し込むために必要である。穿孔された後、次に、ファスナーは、工作物を一緒に固定するために螺旋スレッドに係合する。
【0006】
従来の技術のこれらの例の場合、穿孔あるいは穴あけ動作に対するねじ込みファスナー前進速度はファスナースレッドが係合される場合の前進速度よりも遅いことに注目すべきである。これは、これらの種の「ブラインド」ファスナーが非常に遅い設置速度を有し、操作者によって加えられるかなりの力を必要とするが、その自己穿孔あるいは自己穴あけ機能はそのスレッドのいずれかが基板内で係合されるようになる前に完了されねばならないことだけを意味しない。
【0007】
非金属工作物が軽いゲージの金属基板に取り付けるべきである場合あるいは2枚あるいはそれ以上の金属が取り付けるべきである場合、底部シートは、貫通および固定プロセスが完了される前に、取り付けられている上部部品から別の方向に押されてもよい。構造市場およびファスナー技術では、この現象は「オイルカニング」と称される。ファスナー「オイルカニング」は、ファスナー速度、金属のゆがみ特性および変位される基板質量対ファスナー質量の比の関数である。現在の技術水準は、螺旋スレッドを利用し、2つの分離されたシートを一緒に引っ張る。クギ、ドライブピンあるいはステープル内の部品のある締め付けモードの欠如は、このようなファスナーを少ないゲージあるいは2つあるいはそれ以上の少ないゲージの金属を一緒に首尾よく締め付ける基板から排除する。
【0008】
【発明が解決しようとする課題】
従来の金属貫通ファスナーおよび特に金属貫通および自己穴あけスクリューはいろいろの欠点を実証する。かなりの訓練および設置経験は、据付者のスキルを許容レベルにするために必要である。
【0009】
例えば、乾式壁のような工作物を取り付ける場合、工作物は、損傷されるべきでなく、ファスナークラウンを工作物の中へ過駆動しないしあるいは工作物紙ラミネートを破らないで金属スタッド基板に適切に締め付けられるべきであることは重要である。その両方が労働者の疲労の一因になっているこのようなスクリューの使用は、労働集約であり、設置工具に対して物理的圧力を必要とする。従来の自己穿孔および自己穴あけねじ込みファスナーの他の欠点は、そのスレッドが傾斜した螺旋スレッドに沿って1つあるいは2つの比較的小さい接触領域で薄いシートメタルベース基板との接触を行うということである。単一スレッドは、一方の側面上の材料に接触するだけであり、ツインリードスレッドは丁度2つの接触点を有する。この小さいの接触面積(「スレッド係合」とみなされる)は、しばしば「スレッドストリップアウト」と呼ばれる固定故障モードに寄与する。これは、ファスナーのわずかな過トルクによってスレッドと金属基板との間の機械的インタロックの破壊を生じる金属のこの比較的小さい接触点は急速に疲労する。さらに、この問題をいらだたせるさらに薄い金属の使用の方への産業傾向がある。
【0010】
クギ、ドライブピンあるいはステープルのような他の従来のファスナーの場合、固定された底部基板の裏側へのつかみ・締め付け動作を行う有効な装置あるいは手段は全然ない。したがって、適切なシートの締め付けは必ずしも保証されない。さらにより欠けているのは、あけられた穴を有するファスナーの接触点間の横方向の摩擦力によって決まるファスナーの取り出しあるいは「引き抜き」に抵抗力がある値である。底部基板金属の厚さが0.3175cmの厚さあるいは11ゲージのメタルシートを超えるまで、これらの種類のファスナーに対する有効な取り出しあるいは「引き抜き」の値が得られないことが決定された。さらに、本発明のファスナーより以前は、この範疇のブラインドファスナー内の駆動ピンだけは、この厚さの金属を堅実を穿孔することができる。固定基板を一緒に効率的に保持するハリケーン、竜巻、および地震のような厳しい状態中のこれらの種類のブラインドファスナーの故障は、少ないゲージ構造上の金属構造用途のために保証を取り消されるこれらの種類のファスナーの多くを生じた。これらの製品に非弾性の螺旋スレッド、フルート、アンダカット、バーブあるいは歯を加えることは、適切な締め付けおよび保持を行うのに必要とされる実際の金属を裂くかあるいは取り除くことによって基板貫通パターンの物理的寸法を増加するだけの傾向がある。
【0011】
この低いスレッド係合条件の他の結果は、「バックオフ」抵抗を増加させるのに不可欠な摩擦がないということである。ねじ込みファスナーが振動あるいは取り出し応力にさらされる場合、この「バックオフ」抵抗は、ファスナーを所定の場所に保持する力である。このような薄い材料においておよびこのような若干のスレッド係合の場合、「バックオフ」抵抗は、最少で、ファスナーは、しばしばゆるくなり、それによって固定接合点の保全性を犠牲にする。
【0012】
さらに、従来のクギ、ステープル、あるいは駆動ピンの設計の場合、このようなファスナーは、底部材料が軽いゲージの金属で作られている場合、2つあるいはそれ以上の材料を一緒に締め付ける有効な方法がない。高速設置中、これらのファスナー本体の質量は、第2の材料、すなわちベース材料を上部材料からわきへ押す(これは、以前に上記に「オイルカニング」と呼ばれた)。たとえこれらの異なる種類のファスナーは、ベース材料を貫通するように処理しようとしても、このファスナーは、2つあるいはそれ以上のシートを一緒にきつく引っ張るかあるいは締め付けるのに有効な設計機能は全然ない。ある種のこれらのファスナー上に「螺旋」スレッドを取り入れようとする試みが行われた。しかしながら、使用中の薄いゲージのシートメタルの場合、「螺旋」スレッドは、有効で安定した締め付け機構としての機能を果たすのに不十分なスレッド係合を行う。さらに、ファスナースレッドが既に上部シートに係合される場合、その後のシートは、ファスナーの最初の貫通中に押しやられてもよい。基本機構によって、1つの「螺旋」スレッドは、同じファスナー上の他のスレッドの反対方向に引っ張ることができない。この結果は、メタルシートが一緒に効率的に締め付けられないということである。
【0013】
したがって、LGSMのような比較的薄くて硬化した弾性材料から製造されてもよいし、ファスナーを受け入れるように構成された電動工具と併用されてもよい自己穿孔ファスナーに対する要求が生じる。この電動工具の使用者は、殆どあるいは全く訓練を必要としなく、止め金を引っ張り、ボタン等を押すことによって電動工具を起動する。
【0014】
一方の端部にクラウンが装備された比較的低いプロフィール本体および他方の端部の穿孔先端あるいはポイントを有してもよい新規のファスナーに対する必要性も生じる。このようなファスナーは、高張力値および剪断値ならびに高「取り出し」値および「バックアウト」抵抗値を与える最適化つかみ・締め付け機能を持つべきである。ファスナーが高速衝撃工具を介して推進される場合、わずかばかりの「オイルカニング」の発生によって薄いLGSMシートを効率的に貫通できるべきである。このファスナーにも、ファスナー本体から一体に形成できる弾性つかみ・締め付け部材「タイン」が装備されてもよい。弾性タインは、ファスナーの本体内の穴あるいはファスナーの貫通プロセスによってどこかよそに形成される穴のいずれかの中へ偏向されてもよい。偏向プロセスは、基板あるいはファスナーの穿孔先端によって穴をあけられる開口のエッジに最初に接触するタインのこの一部上のカム表面によって実施されてもよい。その突出つかみ・締め付け部材によるこれらの穴へタインを偏向させるプロセスは、この要素がファスナーの先端/ポイントによって穴をあけられるかあるいは切断された以外は少しの付加的LGSM基板を拡大するかあるいは取り除くことを保証する。LGSM基板を通過した後、タインは、もはや保持されなく、直ちに急に動いてその最初の位置まで戻ろうと試みることができる。そのように行うときに、タインは、ファスナーの本体から離れておよび固定されるベース材料の下に移動する。このつかみ・締め付け部材は、つかみ・締め付け部材を押す必要があるばねで戻る力を与えるようにファスナーの本体上のファスナーのクラウンおよび駆動ストッパを有する少なくとも1つのあるいはそれ以上のばねローテッド部材によって対向されてもよく、それによってファスナーの予想寿命にわたって工作物を一緒に効率的に固定する。ファスナーの穿孔の先端の適切な形成によって、穿孔されたLGSM基板は、工作物を一緒に効率的に固定するためにファスナーロック要素の直径よりも小さい直径の滑らかな開口とともに残されるべきである。このようなファスナーは、乾式壁をLGSMスタッドに、合板をLGSMスタッドに、セメント繊維板をLGSMスタッドに、あるいは任意の他の非金属材料を金属材料、あるいは2つあるいはそれ以上のシートメタルを一緒に固定する際に利用されてもよい。
ルーフィング絶縁等を貫通するシートメタル駆動ファスナーは、Enstromの米国特許第3,882,755号に開示され、一方端に複数のヘッド部および対向する端部にポイント部を有する弧状中央シャンク部を有する。このシャンク部も各側面上のギギギザウイングを有する。ファスナーを駆動することは、貫通中に形成されるデッキングのエッジによって内側に推し進められるギギギザウイングを生じる。このギギギザウイングは、一般的にシャンクの弧状断面形状を従うように圧縮される。
【0015】
【課題を解決するための手段】
本発明は、複数の薄層状工作物を一緒に固定するファスナーに向けられ、この薄層状工作物の少なくとも1つが金属であり、このファスナーは、第1の端部およびこの第1の端部に対向して配置された金属本体であって、この第1および第2の端部は本体の長軸を規定することと、この第1の端部に形成され、この薄層状工作物を一緒に締め付けるように適合されたクラウンと、この第2の端部に形成され、この薄層状工作物に穴にあける金属穿孔領域とを有し、少なくとも1つの端部で金属本体の第1および第2の端部間で金属本体に結合され、穿孔された薄層状工作物を一緒にロックし、装着中金属本体上に設けられた少なくとも1つの穴に受け入れるように構成された少なくとも1つのつかみ・締め付け部材を具備することを特徴とする。
【0016】
本発明の第1の態様に係るファスナーは、複数の薄層状工作物を一緒に固定するファスナーであって、(a)互いに対向して面する第1及び第2の面を有するほぼ平坦な細長い本体と、(b)この細長い本体の一端部に形成されたクラウンと、(c)前記細長い本体の他端部に形成され、前記複数の薄層状工作物に穴にあける細くなった先端部と、(d)前記クラウンと先端部との間で前記細長い本体に形成された少なくとも1つの穴に受け入れられるように設けられた少なくとも1つのつかみ・締め付け部材とを具備し、前記少なくとも1つのつかみ・締め付け部材は、第1並びに第2のサイドエッジを有し、第1のサイドエッジは、前記細長い本体の前記の面から外方に突出し、また、前記第2のサイドエッジは、前記細長い本体の前記第2の面から外方に突出しており、前記穴を規定している面と係合して、穴が形成された複数の薄層状工作物を一緒に固定する。
【0017】
本発明の第2の態様に係るファスナーは、複数の薄層状工作物を一緒に固定するファスナーであって、(a)細長い本体と、(b)この細長い本体の一端部に形成されたクラウンと、(c)前記細長い本体の他端部に形成され、前記複数の薄層状工作物に穴にあける細くなった先端部と、(d)複数の薄層状工作物を一緒にしっかりと掴みかつ締め付けるように前記細長い本体に形成された少なくとも1つの弾性タインとを具備し、前記少なくとも1つの弾性タインは、前記クラウンと先端部との間で前記細長い本体に連結されたベースと、縦方向の軸とを有し、また、前記少なくとも1つの弾性タインは、弾性を有するように、前記縦方向の軸の周りに少なくとも部分的にベースのところでねじられている。
【0018】
本発明の第3の態様に係るファスナーは、複数の薄層状工作物を一緒に固定するファスナーであって、(a)細長い本体と、(b)この細長い本体の一端部に形成されたクラウンと、(c)前記細長い本体の他端部に形成され、前記複数の薄層状工作物に穴にあける細くなった先端部と、(d)複数の薄層状工作物を一緒にしっかりと掴みかつ締め付けるように前記細長い本体に形成された少なくとも1つの弾性タインとを具備し、前記少なくとも1つの弾性タインは、前記細長い本体と一体的で、前記クラウンと先端部との間に位置されたベースと、縦方向の軸とを有し、また、前記少なくとも1つの弾性タインは、弾性を有するように、前記縦方向の軸の周りに少なくとも部分的にベースのところでねじられている。
【0019】
本発明の第4の態様に係るファスナーは、複数の薄層状工作物を一緒に固定するファスナーであって、(a)細長い本体と、(b)この細長い本体の一端部に形成されたクラウンと、(c)前記細長い本体の他端部に形成され、前記複数の薄層状工作物に穴にあける細くなった先端部と、(d)複数の薄層状工作物を一緒にしっかりと掴みかつ締め付けるように前記細長い本体に形成された少なくとも1つの弾性タインとを具備し、前記少なくとも1つの弾性タインは、前記クラウンと先端部との間で前記細長い本体に連結されたベースと、縦方向の軸とを有し、また、前記少なくとも1つの弾性タインは、弾性を有するように、前記縦方向の軸の周りに少なくとも部分的にねじられている。
【0020】
本発明の第5の態様に係るファスナーは、複数の薄層状工作物を一緒に固定するファスナーであって、(a)細長い本体と、(b)この細長い本体の一端部に形成されたクラウンと、(c)前記細長い本体の他端部に形成され、前記複数の薄層状工作物に穴にあける細くなった先端部と、(d)複数の薄層状工作物を一緒にしっかりと掴みかつ締め付けるように前記細長い本体に形成された少なくとも1つの弾性タインとを具備し、前記少なくとも1つの弾性タインは、前記細長い本体と一体的で、前記クラウンと先端部との間に位置されたベースと、縦方向の軸とを有し、また、前記少なくとも1つの弾性タインは、弾性を有するように、前記縦方向の軸の周りに少なくとも部分的にねじられている。
【0021】
本発明のこれらおよび他の態様は、添付図面および本発明の好ましい実施形態の下記の詳細な説明の精査から明らかになる。
【0022】
【発明の実施の形態】
以下、本発明のいくつかの好ましい実施形態が、図1ないし図90の関連図面を参照して詳述される。本発明の付加実施形態、機能および/または効果は、次の説明から明らかであるし、あるいは本発明の実施によって習得されてもよい。
【0023】
図において、図面は一定の比率に応じていなくて、参照符号は本発明のいろいろな機能を示し、同じ数字は図面および説明の両方中の同じ機能を示している。
【0024】
下記の説明は、本発明を実施するために現在予想されるベストモードを有する。この説明は、限定する意味で行うべきでなく、単に本発明の一般的な原理を示す目的のために行われる。
【0025】
従来技術のファスナーの前述の欠点および他の欠点は、本発明のファスナーで解決される。特に、本発明のファスナーは、弾性にされる構成部分を有することができる単一シートの厚さの平坦な金属から製造される自己穿孔ファスナーであり、ファスナーを受け入れるように特に修正される電動工具によって工作物を通して推進される。複数の工作物を固定するために本発明のファスナーを使用することは、ほとんど訓練を必要としなくて、非疲労の方法で速く行うことができる。据付者は、この工具を工作物に対して垂直の向きに置き、工具の安全ノーズピース装置を工作物に押し付け、電動工具の止め金を引き、新規のファスナーは、自動的に全工作物に貫通し、つかみ、全工作物を2秒以内に締め付ける。一旦適切な空気圧が決定されるので、取り付け工具が調整されると、その後の工具の取り付け発射は、同じ基板およびベース材料の中に作られる場合、第1のファスナーセットと同様なファスナーセットをもたらす。このファスナーは、非常に薄い硬化材料により形成でき、それによって実験材料の貫通に対して非常に望ましい低プロフィール質量を生じる。
【0026】
本発明のファスナーが高速衝撃工具を介して推進される場合、このファスナーは、わずかばかりの「オイルカニング」の発生で薄い金属材料を効率的に貫通できる。ファスナーの金属特性および固有の設計により、弾性の突出したつかみ・締め付け部材は、その本体材料により形成できる。これらの要素は「タイン」と称される。タインの弾力は、タインがファスナーの本体内の穴あるいはファスナー貫通プロセスによってどこかほかで形成される穴のいずれかの中へ偏向できるために必要である。偏向プロセスは、基板あるいはファスナーポイントによって穿孔された開口のエッジに最初に接触するタインのこの一部上のカム表面によって実施される。この穴へタインおよびその突出したつかみ・締め付け部材を偏向させるプロセスは、穿孔された(ファスナーポイントによって)開口の拡大が全然ないしあるいは穿孔された開口を生成する際にファスナーポイントによって取り除かれた材料の量以外の任意の付加金属基板の不必要な取り外しが全然ないことを保証する。金属基板を通過した後、タインは、もはや保持されなく、直ちに急に動いてその最初の位置まで戻ろうと試みる。そのように行うときに、タインは、ファスナーの本体から離れておよび固定されるベース材料の下に移動する。「バーブ」タインあるいは「ルーバ」タインの場合、ルーバの上面はベース材料の下側に係合する。タインがそのプリセット位置になお到達しないときに、タインは常に適切な横方向の力を与え、タインあるいはその突出したつかみ・締め付け部材がベース材料の下側にしっかりと係合されたままであることを保証する。
【0027】
この突出したつかみ・締め付け部材は、突出したつかみ・締め付け部材に対して作動するばねで戻る力を与え、それによって効率的に工作物を一緒に固定する、「サイドステイ」としても公知のファスナークラウンおよび/またはファスナー本体の駆動「ストッパ」であってもよい少なくとも1つのあるいはおそらく2つのばねローテッド部材によって対向される。
【0028】
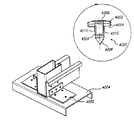
本発明の好ましい実施形態によれば、一般に参照符号300によって示され、少なくとも1つの金属層を1つあるいはそれ以上の金属/非金属層に固定し、悪条件の下で固定層をその所定の位置に永久に保持する金属穿孔ファスナーが開示されている(図1)。金属層は、ゲージ16GA(0.1519cm)、18GA(0.1214cm)、19GA(0.1062cm)、20GA(0.0912cm)、22GA(0.0759cm)、25GA(0.0531cm)、28GA(0.0378cm)および30GA(0.0305cm)を有する亜鉛メッキしたスチール基板シート金属層であってもよい。ファスナー300は、例えば、石膏の乾式壁ボードを金属スタッドに、合板を金属スタッドに、セメント繊維板を金属スタッドに、あるいは任意の他の非金属材料を金属材料に固定するために使用されてもよい。一般に、ファスナー300の好ましい使用は、14GAないし30GAの範囲にある少ないゲージのシートメタル(LGSM)層を固定することにある。ファスナー300も、木材と木材のような低密度材料を固定するために異なるゲージあるいは同じゲージの金属と併用されてもよい。
【0029】
ファスナー300は、弾性にされることができ、単一の軸を有するる単一のストリップスチール部品から製造できる。シートメタルは、好ましくは、ASTM C1045ないしC1085のような炭素ばねスチールあるいは300あるいは400シリーズステンレススチールのような全硬化ばねステンレススチールである。いずれの場合も、工作物を一緒にしっかりと固定するのに必要である金属は、弾性にすることができる。
【0030】
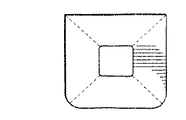
図1の(A)並びに図1の(B)に示されるように、ファスナー300は、長軸301を有するほぼ細長い金属本体302と、工作物を通してファスナー300を駆動するために使用される適切に構成された工具からの衝撃の力を受け入れる一方の端部のクラウン部304と、層貫通のために端部で鋭利にされるスペード形の先端あるいはポイント部306とを有する。クラウン(折曲上部)304は、好ましくは、本体302の細長い部分303を通過する本体の長軸301に対して鋭角で配置され、製造中部分割り出しを可能にする開口312を有し、例えば、乾式壁しっくいはクラウン304の下の領域の上部基板に結合できるために使用できる。本発明の目的のために、下記に参照されるクラウン−本体間の折曲角は、クラウンの底部表面と本体の長軸との間で測定される角度であると理解されるべきである。
【0031】
細長い本体部303には、その剛性および安定性を増加させるためにその全長に沿っての「圧印加工された(coined)」パターン336(図1の(A))が装備されてもよい。LGSM層に対して完全に装着される場合、圧印加工プロセスによるわずかな上方のテーパ(約1°よりも小さい)は、ファスナー300の垂直安定性を最適化するのに役立つ。圧印加工は、金属を所定の方法で圧縮することを意味する製造用語である。クラウン304は、細長い本体部303の上部を前方に曲げることによって形成され、クラウン304が上部工作物基板に無理矢理押し付けられる場合にクラウン304の望ましくない「ばねの戻り」を防止する一対のガセット332、334が設けられていてもよい。クラウン304は、成形されてもよいし(例えば、丸みをつけられたコーナー、長円形、正方形等のある矩形、あるいはこれがない矩形)あるいは細長い本体部303に対していろいろな方法で曲げられてもよく、開口312は、円形であってもよいし、あるいは本発明を実施するのに適している任意の他の構成のものであってもよい。
【0032】
前記先端(ポイント部)306には、好ましくは、各側面に固定される必要がある工作物(金属および非金属)を容易を穿孔するように適合された斜面を有する、波形あるいはキザギザの切断エッジ308、310がそれぞれ形成されている。先端306の上面330は、好ましくは先端306の剛性を増加させるために凹形であるので、先端306は、ほとんど「先端カール」がないかあるいは「先端カール」がない16GA LGSM基板を穿孔するのに十分強い。上面330の凹形状は、先端306が基板の上面の破壊あるいは過度のくぼみ付けを生じないで金属基板中を切断あるいはスライスすることを保証するために「圧印加工」によって形成される。
【0033】
細長い本体部303には、好ましくは若干中央に本体302の一体部として形成され、ほぼ弾性のタイン(歯部:tine)316を受け入れる穴314が形成されている。この穴314の幅は、好ましくは、本発明の一般原理によるタイン316の幅よりも若干大きい。タイン316は、本体部303よりも薄く打ち抜かれ、タイン316に対する弾性を保証するためにその長軸、即ち、縦方向の軸(図示せず)の周りにそのベース317のところで所定の程度までねじられてもよい。弾性タイン316は、図1の(A)並びに図1の(B)に示されるように、クラウン304の下側に面するように穴314の外へ突出したように本体の軸(長軸)301に対して鋭角(およそ10ないし15°、図7も参照せよ)で本体の軸301に交差する垂直平面から通常起立される。タイン316には、層貫通後にファスナー300のつかみ・締め付け動作を強化するために例えば突出したつかみ・締め付け部材318、320、322、324等のような複数の突出したつかみ・締め付け部材が各側面に設けられている。各突出したつかみ・締め付け部材および突出したつかみ・締め付け部材間の間隔の位置は、異なるつかみ範囲要求を受け入れるように設計される。(先端(先端部)306の方へ面する)各突出したつかみ・締め付け部材の底部は、成形される、すなわち(先端306によって)穿孔されたスロット/開口の鋭い上部エッジに対して「カム」となるような半径で切断される。各突出したつかみ・締め付け部材の(クラウン304の下面に面する)上面は、板ばねとしての機能を果たすことができるような形状にされる。工作物の貫通中、タイン316は、(解かれて、即ち、巻き戻されて)後方へ、すなわち軸301を中心として逆方向に偏向される。突出したつかみ・締め付けの底部表面のカム動作によって、即ち、タインの回動によってタイン316は、LGSM層を容易に貫通できる。タイン316上の突出したつかみ・締め付け部材の一部がLGSM層によってもはや抑制されない場合、タイン316は、その予めセットされた向きに戻す(巻き戻す)ようにする傾向があり、その場合、突出したつかみ・締め付け部材の上面は、(軸301から離れて)外側に回転される。穿孔プロセスの終わりに、タイン316は、(先端306によって穿孔された)工作物スリットの内面に押し付ける、すなわち固定される工作物の内部のそのつかみ・締め付けする突出したつかみ・締め付け部材によってファスナー300の本体302を十分につかみ・締め付けるばねの役目を果たす軸301に対してほぼ平行に配置されている。
【0034】
ファスナー300は、好ましくは細長い本体303の各側面上に一対の補強部(stiffener)326、328のそれぞれを有するその上部(クラウン304の近く)にも設けられる。補強部326、328は、細長い本体303の上部にかなりの強度を与え、衝撃力の大部分をクラウン304から離れた軸301に沿って伝達する。各補強部は、約90°横へ細長い本体303の一部を曲げることによって形成され、それによって補強部326は、補強部328の向きから向かい合って配向され、曲げ/向きの角度は、ほぼ等しく、図1に示されるような方向とは反対である。さらに、向かい合う向きにされた補強部は、クラウン304を正確に制御しあるいはクラウン304を上部工作物基板の中へ埋めることを可能にするように設計される各補強部の長さでファスナー300が前後方向へ曲げるかあるいは振動させるのに役立つ。
【0035】
図2は、25GAの内部亜鉛めっきの非負荷ベアリングLGSMスタッド342にゆるく立てかけられた上部石膏乾式壁ボード340で作られている工作物を貫通する3段階(図2の(A)ないし図2の(C))のファスナー300を示している。タイン316は、そのベースで細長い本体303に結合され、タイン316の弾性を保証するためにその長軸(図示せず)の周りにベースでプリセットされるかあるいはねじられ、本体の軸301に対して鋭角(約10ないし15°、図7も参照せよ)で本体の軸301を交差する垂直平面に起立される。図2の(B)ないし図2の(C)に示されるように、ファスナー300は、その裏面の過剰の「層状剥離」を生じないで乾式壁ボード340を貫通し、出る、これからLGSMスタッド342をスライスし、2層間で安定した結合をする。
【0036】
図3は、16GAの外部亜鉛めっきの負荷ベアリングLGSMスタッド346にゆるく立てかけられた上部(約1.11cmの厚さ)外部木材粒子厚板式浮き出しセメント繊維板基板344で作られている工作物を貫通する3段階(図3の(A)ないし図3の(C))のファスナー300を示している。基板344は、(図2の石膏ボードよりも)濃い上面層を備える上部紙積層板がないポートランドセメントおよびセルローズの複合材料である。この特定の構造では、クラウン304は、反転「V」(図3の(A)に図示せず)を除いて、最適の皿座ぐりを可能にし、この種の比較的濃い材料を必要とされる抵抗の上に置くようにその外部エッジの周りの矩形フレームを取り除かれたその内部領域の大部分を有する細長い本体部303に対して鋭角で曲げられる。図3の(B)は、ファスナー300がLGSMスタッド346を貫通するときにセメント繊維板基板344を前方へ引っ張るファスナー300を示している。図3の(C)は、濃いセメント繊維板基板344の上面とほとんど同一平面で装着されるそのクラウン304を有する全締め付けモードのファスナー300を示している。
【0037】
図4は、16GAの外部亜鉛めっきの負荷ベアリングLGSMスタッド350にゆるく立てかけられた上部(約1.27cmの厚さ)外部合板剪断パネル344で作られている工作物を貫通する3段階(図4の(A)ないし図4の(C))のファスナー300を示している。図4の(B)は、ファスナー300はLGSMスタッド350を貫通するときパネル348を前方へ引っ張るファスナー300を示している。図4の(C)は、合板パネル348の上面とほとんど同一平面で装着されているそのクラウン304を有するそのクラウン304を有する全締め付けモードのファスナー300を示している。
【0038】
図5は、本発明のファスナーが駆動されるべきである領域356の上に電動工具354を位置決めする据付者を3段階(図5の(A)ないし図5の(C))で示している。工作物に対する工具の適切な軌道の向きを保証し、据付者が工作物の上面を損なわなくあるいはかき傷をつけないで工具を工作物の上面の上に摺動できるそのノズルに取り付けられた電動工具のウレタン保護ガード358およびウレタン被覆支持体および垂直アライメントスタンドは、特に重要である。本発明のファスナーは、後部装填マガジン360に装填されるいわゆる「照合スティック(stick configuration)」形状(図6に示され、後述される)に一緒にパッゲージ化される。マガジン360内部にあり、新規のファスナーの「スティック」の後ろに置かれたプッシャばね(図示せず)は、この形状では、図5の(A)ないし図5の(C)に示されるように石膏乾式壁ボード362およびLGSMスタッド364である工作物を固定されるように発射する「準備位置」にファスナーを進める。電動工具354は、好ましくは、逐次モードで発射するように設計されている。止め金が起動されるために、電動工具のノーズピースは、圧縮ばねがぺしゃんこになるまで工作物に対して押下されねばならない。このセットアップは、底部LGSM基板に対する全基板の正しい圧縮を保証する。図5の(C)は、2つの層をしっかりと固定する全設置状態の前述された種類のファスナー307を示している。さらに図5の(A)ないし図5の(C)に示されるように、これまで記載された従来の固定方法よりも優れた著しい改善である全動作に対する全経過時間は約1.6秒である。
【0039】
図6は、本発明による「照合スティック」形状の複数のファスナー368を示している。ファスナー368は、好ましくは、エラストマースチレンポリマー結合剤を使用して並んで一緒に結合される。照合スティックは、図5に示された種類の電動工具の出荷およびこの電動工具への装填中その保全性を保証する剪断値を実証するために求められ、電動工具の動作中ファスナー分離を可能にする低剪断を今なお示している。
【0040】
図8は、本発明を実施するために使用されてもよい代替のタイン形状を示している。特に、図1の突出したつかみ・締め付け部材がないファスナー372の平滑表面の弾性タイン370が示されている。図8の(B)ないし図8の(C)に示されるように、タイン370は、タイン370が最初にどの側に向けられているかに応じて前後方向のどちらかに偏向してもよい。
【0041】
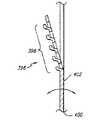
図9は、他の代替のタイン形状、すなわち、ほぼ(図示されていないファスナー先端の方へ)下方の方向へ傾斜する滑らかなエッジのタインを示している。タイン374は、上部端部および下部端部376、378のそれぞれでそのファスナーの本体に取り付けられているかあるいはこの本体と一体に形成され、2つの端部(376、378)は、タイン374が基板貫通中偏向される場合回転するねじりバーばねの役目を果たす。上部端部および下部端部376、378が抑制されない場合、上部端部および下部端部376、378は、その最初の向きにばねで戻る傾向がある。各端部は、図9に示されるような反対方向に回転する。この種の形状は、その下方の傾斜エッジに沿って任意の適切な点で基板をつかみ、締め付けるので、基板の厚さに著しい変化を示す工作物を固定するために使用されてもよい。それとは別に、この種の一対のタインは、互いに(図示せず)に対してつかみ、締め付けることができるように向かい合う形状で置かれてもよい。
【0042】
図10は、比較的鋭い突出したつかみ・締め付け部材、一方の方向あるいは一方のセットに面するバーブ382を有する弾性タイン380を示している。タイン380は、単一ポイント386でファスナーの本体(一部が示されている)に取り付けられているかあるいは一体に形成される(下記に接続のために接続される)弾性偏向ベース端部384を有する。この種のタイン形状は、LGSM層を非落葉性の軟らかい木材基板あるいは繊維状であり、さらにあまり濃くないしあるいは硬くない他の同じ種類の材料に固定するのに適している。一例は、カットピース切株あるいは合板形式のいずれかのベイマツである。
【0043】
図11は、代替する「オフセット」方法で製造される比較的鋭い突出したつかみ・締め付け部材あるいはバーブ390を有する弾性タイン388を示す。タイン388は、単一ポイント394でファスナーの本体(一部が示されている)に取り付けられた弾性偏向ベース端部392を有する。LGSM層を落葉性の硬材基板あるいは繊維状であり、丈夫で耐久性があり、比較的高い天然オイル含有物を示す他の同様な種類の材料に固定するのに適している。
【0044】
図12は、ブランキング・ドローイングダウンプロセスを使用して製造されたルーバ状の突出したつかみ・締め付け部材398を有する弾性タイン396を示している。この種の製造は、比較的長いダイライフを与え、さらにより広い金属幅を必要とする。タイン396は、ファスナー本体402に取り付けられている弾性偏向ベース端部400を有するので、2つの反対方向に偏向できる(図12)。
【0045】
図13は、ランス穿孔・ドローイングダウンプロセスを使用して製造されるルーバ状の突出したつかみ・締め付け部材406を有する代替の弾性タイン404を示す。この種の製造はより小さい金属幅の使用を可能にし、一方、ダイライフはより短い。タイン404は、ファスナー本体402の接続点として役立つ弾性偏向ベース端部408を有するので、2つの反対方向に偏向できる(図13)。
【0046】
図14は、揺れるダイを使用して製造されたルーバ状の突出したつかみ・締め付け部材414を有する他の代替弾性タイン412を示す。ベース金属が比較的高い延性を有する場合、この種の製造が使用される。タイン412は、ファスナー本体418の接続ポイントとして役立つ弾性偏向ベース端部416を有するので、2つの反対方向に偏向できる(図14)。
【0047】
図15は、ルーバ状の突出したつかみ・締め付け部材422を有するさらにもう一つの代替の弾性タイン420を示している。このセットアップでは、いくつかの上部ルーバ状の突出したつかみ・締め付け部材428および下部ルーバ状の突出したつかみ・締め付け部材430は、異なる間隔をあけられた間隔にセットされ、この種の一方のファスナーが異なる固定動作で使用できる。タイン420は、ファスナー本体426の接続ポイントとして役立つ弾性偏向ベース端部424を有するので、2つの反対方向に偏向できる(図15)。
【0048】
図16は、比較的薄くて細長く、完全に可撓性のルーバ状の突出したつかみ・締め付け部材を製造ために修正ランス穿孔およびドローイングダウンプロセスを使用して製造されるルーバ状の突出したつかみ・締め付け部材434を有する弾性タイン432を示している。タイン432は、ファスナー本体438の接続ポイントとして役立つ弾性偏向ベース端部436を有するので、2つの反対方向に偏向できる(図16)。ファスナー本体のタインの接続点および個別の突出したつかみ・締め付け部材の各々の両方がまさに弾性でなければならない場合、この形状は、使用されてもよい。
【0049】
図17は、図1に示されたタイン300と形状が類似しているLGSMに固定する場合、最も有効であると分かった弾性タイン440を示している。タイン440は、通常ファスナー本体444にそのベース442で取り付けられている(が、その上部端部あるいは両端部でも取り付けることができる)。タイン440は、「右回転」あるいは「左回転」形状でその長軸(図示せず)の周りにベース442でプリセットあるいはねじられる。時間の大部分、弾性タイン440は、改良されたLGSMつかみ・締め付け機能を可能にする「板ばね」型の突出したつかみ・締め付け部材446、448のそれぞれを有する各側面に構成された。タイン440は、LGSM層の穿孔されたスロットを通過する場合に無理矢理ほどかれるが、LGSM層によってもはや抑制されない場合、直ちに後退する。後退中、突出したつかみ・締め付け部材のいくつかはLGSM層の下で回転される。突出したつかみ・締め付け部材は弾性であるので、突出したつかみ・締め付け部材は、(板ばねが押すときに多く)上方に押し、そのプリセット位置に達する。 図18は、本発明のファスナーと併用するための「圧印加工」(浮き出しあるいは硬化)先端あるいはポイント450を示している。この種の硬化先端は、前述されたようにLGSM層の(従来技術の方法に比べて)著しく改善された貫通を保証する。
【0050】
図19は、複数の基板材料454でも装着される従来の高プロフィール六角形ワッシャヘッド456に比べて複数の基板材料454に装着される本発明のファスナー(図示せず)の著しい低プロフィールクラウン452を示す。
【0051】
図20は、3つの異なるクラウン−本体間の角度形状を示し、それによって「f」は、ファスナー458、460および462のそれぞれに示された締め付け力を表す。特に、図20に示されるように、クラウン−本体間の角度が減少されるのにつれて(より鋭角になる)、締め付け力「f」は増加する。ここに示されるようにクラウンと本体との間の変わる鋭角は、示され、特定の用途に応じて上記にここに示されたファスナー形状に含まれてもよい。
【0052】
本発明の他の好ましい実施形態によればおよび特に図21ないし図23を参照して示されるように、単一軸を有する単一枚のシートメタルから製造できる全体を通して、参照符号10によって示されるファスナーが示され、このシートメタルは、弾性にすることができる。このシートメタルは、好ましくは、1045ないし1085のようなカーボンばねスチールあるいは300あるいは400のシリーズステンレススチールのような完全硬化ばねステンレススチールである。どちらかの例では、工作物を一緒に固定する際のファスナーのロック動作で有用であるこの金属は、弾性にすることができる。ファスナー10は、第1の端部14および第2の端部16を有する本体12を有する。本体12の第1の端部に配置されているのは、工作物を通して駆動するために使用される適切な工具からの衝撃の力を受け入れるクラウンである。このクラウン18は、矢印20に示されるように本体12に対して90°よりも小さいの角度で配置される。正確な角度20は、ファスナーが使用される用途に応じて変わってもよい。一般に、この角度は、好ましくは、60°と85°との間にあるべきである。前述されたように角度的に配置されているクラウンの目的は、ファスナーが工作物を通して駆動され、後述されるように所定の位置にロックされる場合、クラウン18は、平らになる、すなわち、クラウン18は、本体12に対してほぼ90°の位置をとる、それからファスナーが形成される金属は弾性にすることができるので、ばね負荷が、工作物の上部に係合するクラウンによって加えられ、金属基板に対してファスナーのロック部を力強く装着されるかなりの引き戻す力を誘起することである。
【0053】
本体12の対向端16は、容易に穴をあけ、金属基板を有する工作物を貫通することができるように形成される。図21に示されるように、単一ベベルエッジ24を有するスペード形ポイント22が備えられる。切断機ポイントは、端部16上の26および28に備えられる。端部16上のこれらの切断表面およびポイントの利用によって、ファスナーは、金属基板を有する工作物を通して容易に駆動され、金属基板からの予め決定されるサイズの廃物スラグを穿孔する。一般的には、金属基板は、28ゲージないし14ゲージの範囲にある金属ゲージを有する溶融亜鉛めっき被覆のホットロールあるいはコールドロールのマイルドスチールシートであるかあるいはその代わりにその全厚さが0.198cmを超えないこのようなシートメタルの複数の組み合わせであってもよい。端部16から上方に延び、本体12の一体形の部分として形成されるのは、一体のタイン30および32である。タイン30は、それから外側に延びる複数の突出したつかみ・締め付け部材34ないし42を有する。このタイン32は、それから外側に延びる複数の突出したつかみ・締め付け部材44も有する。突出したつかみ・締め付け部材34ないし52の各々が、例えば、突出したつかみ・締め付け部材42上の54で示されるように傾斜した下部表面を有することに注目すべきである。この下部表面は、金属基板の端部16の切断部によって生成される開口に対してカム機能を与える。すなわち、分かるように、金属は、外部エッジ56および58間の端部16の幅と同じ幅を有する開口を残して切断される。ファスナーは金属基板を通って突出し続けるとき、この開口の端部は、タイン30を本体12の長軸60の方へ内側に回転させるカム表面54の下部に接触する。上記に示されるように、突出したつかみ・締め付け34ないし52の各々は、このカム表面を備えるように形成される。突出したつかみ・締め付け部材34ないし52の各々の反対側には、表面54であるよりも長軸60に対してほぼ小さい角度を有する突出したつかみ・締め付け部材42に対して62で示されるような第2の表面が備えられている。突出したつかみ・締め付け部材34ないし52の各々の表面62は、工作物に対してファスナーのためのロック機能を与える。
【0054】
クリアランススロット64および66は、タイン30および32のそれぞれとファスナーの本体12との間に備えられている。クリアランススロット64および66は、突出したつかみ・締め付け部材42ないし52が金属中を切断し、前述されたような廃物スラグを生成する、端部16によって金属基板に設けられた開口の端部と係合されるそのカム表面54を有するので長軸60の方へ内側に移動させるタイン30および32に対する空間を与える。それからファスナー10が形成される材料はばねスチールであるので、タイン30および32は、弾性にすることができ、通常68および70のそれぞれに示されたばね領域の周りに回転する。ファスナーは金属基板の開口を通過した後、タイン30および32の弾性機能によって、タインは、突出したつかみ・締め付け部材の表面62が金属基板の下部に係合し、ファスナーを所定の位置にロックするように図1で見られるような長軸60から離れて外側に推し進められる。
【0055】
タイン30上の突出したつかみ・締め付け部材34ないし42の位置は、タイン32上の突出したつかみ・締め付け部材44ないし52から垂直に変位されることに注目すべきである。垂直変位は、これらの突出したつかみ・締め付け部材上のロック表面62が、金属基板の製造中あるいは構造設計中のこのような金属基板の位置決め中に生じるかもしれない材料の厚さの変化を受け入れる一方から他方へのオフセットであるようなものである。
【0056】
ファスナー10を形成するために利用されるばねスチールの弾性特性は、通常、前述されるようなタイン30および32によって与えられるロック機能を提供するのに十分である。しかしながら、所定の環境の下では、ファスナー10の本体12は、スロット64および66のそれぞれの内部に配置される付加ばね要素72および74を設けるように形成されてもよい。示されように、付加ばね要素72および74は、本体12と一体に形成されるので、それからファスナー10が形成される金属の弾性特性のためにばね効果も生じる。タイン30および32は突出したつかみ・締め付け部材のカム表面54に対して金属基板の開口の力によって長軸60の方へ内側に推し進められるので、タインの内面は、ばね要素72および74に係合するので、一旦カム表面54に対して加えられる力がもはや存在しないと、タイン30および32を推し進め、その外側に位置に戻る付加的力を与えることが分かる。上記に示されるように、この要素72および74によって供給されるこの付加的力は、全用途で必要なく、所定の状況においてだけ適当である。クリアランススロット64および66は、ばね領域68および70のそれぞれの周りのタイン30および32の適切な移動を行うのに十分な空間を有するように形成されるべきである。スロット64および66の幅は変わってよい。しかしながら、クリアランススロットのための好ましい寸法は、長軸60から本体の下部の56あるいは58に示されるような外面への本体12の幅の約30%であることが分かった。
【0057】
本発明により構成されたファスナーの付加的な重要な機能は、本体12の端部16の幅、すなわちそのエッジ56と58との間の幅は、突出したつかみ・締め付け部材34ないし52の幅におよそ等しいということである。しかしながら、切断機ポイント26および28の切断先端が金属基板を通るわずかに大きい開口を生じるように若干の量だけ長軸60から離れて外側に曲げられてもよいことを認識すべきである。一方、開口、したがって先端26および28の外部エッジによって与えられる幅が突出したつかみ・締め付け部材34ないし52の約平均幅を超えるべきでないことを認識すべきである。この幅が著しく大きくなる場合、突出したつかみ・締め付け部材上の表面62によって与えられるロック機能は減らされる。
【0058】
本体12の長軸60に沿って設けられる強化リブ76があることに注目すべきである。クラウン18は、その中に与えられる内側のくぼみ78によっても強化されることにも注目すべきである。
【0059】
図21ないし図24に示されるようなファスナーは、前述されるようなファスナーの機能を利用する複数の工作物を一緒に固定するために利用されてもよい。このファスナーは、任意の非金属工作物を金属基板に取り付けるのに特に適合される。例えば、乾式壁を金属スタッドに、木材を金属スタッド、あるいはセメント繊維板を金属スタッドに取り付けることは、特に図21ないし図24に示されたファスナーを利用するのに最適である。
【0060】
次に、図25ないし図28をより詳細に参照すると、突出したつかみ・締め付け部材が異なって形成され、加えられたばね要素が取り除かれることを除いて、図21ないし24に示されるファスナーと同様に構成されたファスナーの代替実施形態が示されている。図25ないし図28に示されるようなファスナーは、突出したつかみ・締め付け部材の特定の向きが優れたロック機能を与える点で木材基板との利用に特に適合される。特定の細部では、ファスナー80は、第1の端部84および第2の端部86を有する本体82を有する。クラウン88は、第1の端部84から延び、図21ないし24とともに前述されるような機能を果たす。対向端部86は、前述されたのと全く同じように基板を貫通するように形成される。弾性にすることができるタイン90および92は、形成され、突出したつかみ・締め付け部材上のカム表面が端部86の切断部によって基板に設けられる開口に接触するとき内側に移動する機能を果たす。一方、突出したつかみ・締め付け部材は、ソーブレードで行われる方法と同様な方法で反対方向に外側に曲げられるあらゆる他の突出したつかみ・締め付け部材とずらされているように配置されていることに注目すべきである。この形状は、図25、26および28を参照することによって理解することが最もよいことであり得る。図示されるように、第1の突出したつかみ・締め付け部材94は、本体82の後部表面96の平面からわずかに変位される方向に曲げられる。次の突出したつかみ・締め付け部材98は、本体82の表面100によって形成された平面からわずかに外側に変位される方向にまげられる。代替の突出したつかみ・締め付け部材に対するこの種の方式は、特に図25および図26に関する突出したつかみ・締め付け部材102、104および106によって示されるようにさらに示されている。特に図28に示されるように、突出したつかみ・締め付け部材が形成されるのと反対方向に突出したつかみ・締め付け部材は曲げられているけれども、このつかみ・締め付け部材は、オフセット方向に単に部分的にオフセット方向に曲げられるが、108に示されるような表面に対するカム動作および10で示され、前述されるような表面に関するロック動作を行う機能を果たすプロフィールをなお有することも認識されるべきである。図28では、この構造は、突出したつかみ・締め付け部材102がこの表面96から外側に曲げられるのに対して突出したつかみ・締め付け部材104が表面100から外側に曲げられることを示す突出したつかみ・締め付け部材102および104に関して示されるのがさらによい。
【0061】
次に、図29ないし図31を参照すると、ファスナーの本体部12が実質的に減らされたことを除いて図21ないし図24に示されるファスナーと同様なファスナーが示されている。図示されているように、本体部は、図21ないし図24とともに説明されているような機能を果たす複数の突出したつかみ・締め付け部材120および122をそれぞれを有する弾性タイン116および118とともに本来切断端部114を有する。このクラウン124は、前述されるような目的で本体112に対しても角度に配置される。図29ないし図31に示された構造の主要な差異の1つは、平たいストック上のポイントがスペードポイントであり、切断機ポイントが取り除かれることである。図29ないし図31に示されるようなファスナーは、いかなる種類の用途のためにも金属加工物を金属基板に固定するのに特に適している。このような用途は、スタッドを直立させ、これらのスタッドを建て増しされた高層の営利会社の縦溝に固定し、金属ストラップを空調ダクト等に取り付けることを有する。いずれにしても、ファスナーは、前述されるのと同じ方法で正確に機能を果たす。切断端部114は、非常に無傷で、明確な開口を残す金属を貫通する。ファスナーは、この開口を通して延び続けるので、突出したつかみ・締め付け部材120および122上のカム表面によって、タイン116および118は、ストッパ表面128および130が加工物に接触するような時間まで長軸126の方へ内側に移動する。この点で、弾性タイン116および118は、加工物を一緒にしっかりと固定するために図29に示された位置に実質的に戻る。
【0062】
次に図32ないし図35をより詳細に参照すると、本発明の原理によるファスナーのさらにもう一つの代替の実施形態が示されている。図示されるように、このファスナーは、加工物を貫通するために2つの軸をこのように形成する2つの脚部を装備され、付加固定機能をこのように生じる各脚部に一対のタインを備えていることを除いて図21ないし図24に示されるファスナーと本来同じである。示されように、第1および第2の脚部132および134が装備され、各々が切断端部136および138を有する。この脚部132は、その上に突出したつかみ・締め付け部材144および146をそれぞれ有する弾性タイン140および142を含んでいる。ファスナーの2つの脚部132および134は、前述されたように単一アームあるいはブレードファスナー上に示されるようなクラウンに関して前述されるようなばねローデッド締め付け機能を行うようにその中心部150で図示されるようにわずかに押下されるクラウン148によって相互接続される。特に図33に示されるようなファスナーはわずかに曲げられたクラウンを有し、図34に示されるように設計上わずかに円錐であることにも注目すべきである。この形状は、強制的に加工物を実質的に平らにするように駆り立てられる場合にクラウンを生じ、それによってタインの突出したつかみ・締め付け部材144および146が脚部132および134の各々に存在するときタインの突出したつかみ・締め付け部材144および146上に著しい引き戻す力を誘起するファスナーを装填する。
【0063】
ファスナーの構成中に特に図33に破線152および154で示されるように、クラウン148と脚部134および132のそれぞれとの間に配置され、穿孔および締め付け中ファスナーの機械的安定性を著しく増加させるガセットが備えられてもよい。ガセット152および154は、「ミスショット」のおよび/または損傷した加工物の数を著しく減らす。
【0064】
これまでに説明され、示される本発明の原理により構成されたファスナーは、ブレード状であり、約3200のファスナーが毎分製造できるように打ち抜きプレスによって進められる単一ストリップのばねスチールから製造される単一あるいは双対の脚部を有する。前述されるような、ブレード状の形式の機能を有するこれらのファスナーは、従来のファスナーよりもはるかに優れた設置の容易さとともに優れた保持特性を生じる。
【0065】
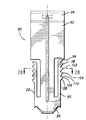
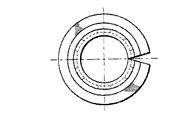
より大きい強度がブレード構造によって与えられる強度よりも望まれる所定の環境の下で、ファスナーは、円筒状あるいは管状本体を備えるように形成できる。このようなファスナーは、通常ここによって参照が行われる図36ないし図38および図82に示される。図36ないし図38に示されるようなファスナーは、第1の端部158および第2の端部160を有する本体156を含んでいる。第1の端部158は、切断面を備えるように形成され、図36および図37に示されるような構造では、単一ベベルポイントエッジを有してもよいギザギザの切断面である。クラウン162は、対向する端部160上に形成され、図示されるように90°よりもわずかに小さい角度を本体の長軸164に与えるように曲げられる。これは、前述されたブレード状ファスナー構造に関して説明された同じ種類のばねロード機能を行う。端部158と160との間に配置されているのは弾性にすることができるタイン166および168である。タイン166は、複数の突出したつかみ・締め付け部材170を有するのに対してタイン168は、複数の突出したつかみ・締め付け部材172を有する。そのそれぞれの突出したつかみ・締め付け部材とともにタイン166および168は、前述と同じように正確に機能を果たす。図36ないし図38に示されるようなファスナーを構成する際に、この構造は、ブレード型式構造の場合であるように打ち抜きプレスを利用する単一ストリップのばねスチールから打ち抜かれる。このクラウンは、ファスナーがなお平たいプレート形式である限りは形成される。それに続いて、平たいプレートは、そのとき図174に示されるようなバットジョイントにその対向する端部を一緒にもたらすフォーミングダイで回転される。バットジョイント174を形成することの次に、タインは、回転されるので、突出したつかみ・締め付け部材が図に示されるようなファスナーの外面から外側に面する。図36ないし図38に示されるような管状ファスナーは、金属を金属に取り付けるかあるいは屋根葺きもしくは壁板をつけるための金属基板に合板を取り付けるためにもしくはセメント繊維板を金属基板にも用いるように利用されてもよい。このようなセメント繊維板は、高湿度環境を有するいかなる地理的位置の構造にも広範囲に使用される。セメント繊維板の使用は、通常乾燥腐敗物に関連した問題を取り除く。図36ないし図38に示されるような管状ファスナーは、十分強いので、最高12ゲージまでの金属基板あるいはその代わりに基板として16ゲージのシートメタルの2層を貫通するために利用されてもよい。図82は、穿孔された2つの基板層163、165を有する図36ないし図38のファスナーを示し、いかに突出したつかみ・締め付け部材170、172がその対応する穴167、169のそれぞれで偏向される。
【0066】
図39および図40を参照することによって、図36ないし図38に示されるファスナーと同様な管状あるいはやや管状のファスナーの代替の実施形態が示される。一方、図39および図40に示された構造は、弾性にすることができる174ないし182に示されるタインを備えるように離隔された位置のファスナーの形成中平たいストックを穿孔することによって構成されるタインを利用する。これらのタインの各々は、タイン174の上部端186がファスナーの管状本体190の表面188から外側に変位されるようにタイン174に対して184に示されるようなそのベースの周りに外側に曲げられる。図39の破線によって示されるように、付加タインは、図39に示されていない本体190の表面上に備え、約120°離れていることによって本体190の周りに角度的に変位されるように配置されている。図39に示されるように、縦方向に軸192に沿って間隔をあけられた3行あるいは3層のタインがある。考慮中の特定の用途に応じたこのようなより少ないあるいはより多い層のタインがあってもよい。各垂直層位置のタインの位置が真上あるいは真下のタインの層から長軸192の周りに60°回転されることも注目される。タインは、いろいろな量だけ表面188から外側に曲げられてもよいけれども、約15°の外側の曲げが好ましいことが分かる。約15°の外側の曲げは、図39および図40に示されるような完成したファスナーの形式にある。この材料はなお平たいストック形状であり、打ち抜きプレスを通過する限り、このタインは形成される。その後、管状ファスナーは、フォーミングダイに前述のように形成される。このようなことがこの方法で行われるので、タインがこの材料を回転させて管状形にするより前に形成される場合、タインは完成した製品の所望の15°の曲げよりもさらに外側へわずかに曲げられるべきであることが分かった。回転前の約30°の外側の曲げが所望の15°の外側の曲げを与えることが分かった。これは、それからファスナーが形成される材料の弾性のために生じる。これは、タインを約30°曲げることにより、タインは、材料が回転され、管状の形になる場合、たとえタインがこの材料の平面に戻されるとしても、タインは15°の外側の曲げを保持する。
【0067】
図39および図40に示されるような構造は、重いゲージ金属材料を軽いゲージ金属材料にあるいは軽いゲージ金属材料を軽いゲージ金属材料に固定する際に有用である。例えば、図39および図40に示されるようにファスナーが特に適応できる1つの特定の用途は、空調ダクトを高層建物の所定の場所に保持するための重金属ストラップの用途にある。
【0068】
次に、図41および図42をより詳細に参照すると、前述される図面とはわずかに異なる方法で構成される管状あるいはやや管状のファスナーが示されている。図示されるような構造は、図36ないし図40を参照して説明されるように形成される。一方、194および196に示されるようなタインは、突出したつかみ・締め付け部材が全然ない。図41および図42に示されるような構造の保持機能は、ねじりばね上重量の利用によって行われる。図示されるように、回転後のタインは、外側に曲げられ、次にタインの外部エッジは、先端がタイン194および196の主要部を通過する軸200から角度的に変位されるように198に示されるようにそのとき曲げられる。ファスナーが工作物を通過するときに、タイン194のカム表面202および204のそれぞれは金属基板に接触し、タインは、長軸206の方へ内側に回転し、次に弾性材料の結果として、カム表面202および204が金属基板の開口を通過するとき外側に推し進められる。すなわち、開口は、タイン上のポイント206および208を通過する。これが生じる場合、次に、タインは、表面210および212のそれぞれに沿って無数のつかみを行う。
【0069】
次に、図43ないし図45をより詳細に参照すると、弾性にすることができ、本発明の原理により構成されたタインを有するファスナーのためのさらにもう一つの代替の実施形態が示される。図43ないし図45に示されるように、ファスナー214は、第1の端部218および第2の端部220を備えた本体部216を有する。第1の端部218には、前述されたような単一ベベル切断面222が形成されている。第2の端部220には、前述されたように本体216から角度的に変位され、同じ目的で機能を果たすクラウン224が設けられている。図43ないし図45に示されるファスナーと前述のファスナーとの基本的差異は、外側(outboard)に配置された比較的長いタイン226および228および内側(inboard)に配置されている比較的短いタイン230および232を有する複数のタインは、本体216から打ち抜くことによって与えられる。特に図44に示されるように、タインは、長いタインが互いに反対方向に曲げられ、短いタインもファスナー214の本体216から互いに反対方向にも曲げられるように曲げられる。ファスナーが所定の場所に置かれる場合、比較的長いタインおよび比較的短いタインを有することはつかみのための2つのレベルを与える。比較的短いタインは、より厚い材料をつかむために備えられ、比較的長いタインは、一緒に固定されるより薄い材料をつかむために備えられる。図43および図45に示されるような構成は、フレーミング用途のために特に適合される。
【0070】
次に、より詳細に図46ないし図48を参照すると、若干同様に構成され、図43ないし図44に示された同じ目的で構成されたファスナーが示されている。一方、図46ないし図48のタインは、突出したつかみ・締め付け部材を有し、打ち抜かれた後のタインは、90°回転されるので、突出したつかみ・締め付け部材が本体から対向面上に延びる。図46ないし図48に示されるように、ファスナー234は、本体244の中心に配置された複数のタイン236、238、240および242を有する。タインの各々は、図47の246および248に示されるような突出したつかみ・締め付け部材を有する。タインは、本体244の平面から90°回転されるので、突出したつかみ・締め付け部材は本体244から反対方向に延びる。すなわち、タイン248および238は、それの上の突出したつかみ・締め付け部材が図46に示されるように90°回転される。すなわち、この要素は、その上の突出したつかみ・締め付け部材が紙から離れて延びるように紙タイン236および240が反対方向に回転される限り、紙の平面から外側に延びる。これは、明らかに図47に示される。この種の構造の使用によって、突出したつかみ・締め付け部材によって、タインは前述のように回転し、材料の弾性変形可能性によって、タインおよび突出したつかみ・締め付け部材は、図47に示される位置に戻り、工作物のロックを一緒に行う。
【0071】
認識されるように、上記に示され、説明されるようないろいろなファスナーは、このファスナーをファスナーの本体に接続する単一ポイント取り付け領域を有するタインを有する。この領域は、前述されるようなばねヒンジを構成する。本発明の最も好ましい実施形態によれば、取り付け点、したがってばねヒンジ機能は、上向きの配向に面しているタインを有する、できるだけファスナーの貫通点に接近している。一方、タインは、ファスナーの貫通点から離れて配置されたファスナーの上部端の単一の取り付け点を有してもよいことを理解すべきである。これらの環境の下では、タインは、下向きの配向に面している。このような構造は、これによって参照が行われる図49および図50に示される。ここに示されるように、ファスナー250は、その中に形成されるタイン254および256を有する管状本体部252を有し、タインの各々は、前述のようであり、前述と同様の機能を果たすような突出したつかみ・締め付け部材で形成される。主要な差異は、タインを本体に取り付ける点がそれぞれ256および260にあり、図示されるようにファスナーの貫通端264とは対照的にはクラウン262に隣接している。
【0072】
タインのための付加的代替の配置は、ファスナーが工作物を貫通させられるときタインの弾性変形可能性を与えるようにわずかに外側に曲げられるその中間部を有する本体にタインの各端部を取り付けることにある。これらのファスナーは、タイン274のための266および268でおよびタイン276の270および272で示されるファスナーの本体に取り付けられていることを除いて図49および図50に示されるのとほぼ同じである。
【0073】
このように管状のファスナーに関して示された同様な構造も、ブレード形ファスナーに用いられてもよく、これによって参照が行われるこのような代替は、図53および図54に示されている。図53に示されるように、タイン278および280は、その貫通端部284から実質的に変位される点でファスナーの本体部282に取り付けられている。図54に示されるように、タインの対向端部は、ファスナーの本体に取り付けられている。例えば、タイン294の端部286および288は、ファスナーの本体298に取り付けられているのに対して、タイン296の端部290および292は、ファスナーの本体298に取り付けられている。付加ばね要素300および302は、タイン294および296に付加的ばね動作を与えるように備えられる。
【0074】
ブレード形ファスナーのポイントがいろいろな用途の下で所望の貫通を行うためにいろいろな方法で形成されてもよいことを当業者が理解すべきである。図55の(A)ないし図55の(G)は、利用されてもよいいろいろな種類のポイントを示している。利用されてもよい管状ファスナーのポイントは、図56の(A)ないし図56の(C)に示されている。特に金属を貫通するために利用されてもよいポイント上のエッジは、図57の(A)ないし図57の(C)に示されるように、単一ベベル、二重ベベルあるいはある種の用途の下で力が前方の工作物に対して向けられる場合ファスナーに加えられてもよい力によって決まる完全にずんどうポイントのいずれかであってもよい。
【0075】
本発明のさらにもう一つの好ましい実施形態によれば、全体を通して、参照符号500で示される金属穿孔ファスナーは、少なくとも1つの金属層を1つあるいはそれ以上の金属/非金属層を固定し、悪条件の下で固定層をその所定の位置に永久に保持するために開示されている(図58)。金属層は、図1のファスナー300と同様なゲージ範囲を有する亜鉛めっきスチール基板シートメタルであってもよい。ファスナー500は、例えば、石膏乾式壁ボードを金属スタッドに、合板を金属スタッドに、セメント繊維板を金属スタッドに、あるいは他の非金属材料を金属材料に固定するために使用されてもよい。一般に、ファスナー500の好ましい使用は、14GAないし30GAの範囲にある軽いゲージシートメタル(LGSM)を固定するときである。ファスナー500も異なるゲージの金属とともにあるいは木材対木材のような低密度材料を固定するためにさえ使用されてもよい。
【0076】
ファスナー500は、好ましくは、弾性にすることができるシートメタルを有する単一軸を有する単一枚のシートメタルから製造される。このシートメタルは、好ましくは、ASTMC1045ないしC1085のような炭素ばねス鋼あるいは300あるいは400シリーズステンレス鋼のような全硬化ばねステンレス鋼である。どちらかの例でも、しっかりと加工物を一緒に固定するために必要である金属は弾性にすることができる。
【0077】
図58の(A)ないし図58の(C)に示されるように、ファスナー500は、長軸501を有するほぼ細長い金属本体502と、加工物中ファスナー500を駆動するために使用される適切に構成された工具から衝撃の力を受け入れる一方の端部のクラウン部504と、層貫通のための端部で鋭利にされたスペード形の先端あるいはポイント部506とを有する。クラウン504は、好ましくは本体502の細長い部分503に対して鋭角に配置され、製造中部分割り出しを可能にする開口512を有し、例えば乾式壁しっくいを可能にし、クラウンの下の領域の上部基板に結合するために使用できる。細長い本体部503には、その剛性および安定性を増加させるためにその全長に沿って「圧印加工」パターン536(図58の(A)、図58の(C))が装備されてもよい。LGSM層に対して完全に装着される場合、圧印加工プロセスによるわずかな上方のテーパ(約1°よりも小さい)は、ファスナー500の垂直安定性を最適化するのに役立つ。クラウン504は、細長い本体部503の上部を前方に曲げることによって形成され(図58の(C))、一対のガセット532、534が装備され、クラウン504が強制的に上部工作物基板にぶつけられる場合、クラウン504の望ましくない「ばねの戻り」を防止してもよい。クラウン504は、成形される(丸みをつけられたコーナー、長円形、正方形等がある矩形あるいはこれらがない矩形)かあるいはいろいろな方法で細長い本体部503に対して曲げられ、開口512は、本発明を実施するのに適する円形あるいは任意の他の形状のものであってもよい。
【0078】
先端506は、好ましくは、固定される必要がある工作物(金属および非金属)を容易を穿孔するように適合されたベベル表面を有する波形あるいはギザギザの切断エッジ508、510のそれぞれを有する各側面に設けられている。先端506の上面530は、好ましくは先端506が「先端カール」をほとんど有しないかあるいは僅かに有する16GAのLGSM基板を穿孔するのに十分強いように先端506の剛性を増加させる凹形である。上面530の凹形形状は、先端506が基板の上面の破壊あるいは過度のへこみ付けを生じないで金属基板中を切断あるいはスライスすることを保証するために「圧印加工」プロセスによって形成される。
【0079】
細長い本体部503には、好ましくは本体502の完全な部分として形成される通常弾性タイン516を受け入れる穴514が若干中央に設けられている。穴514の幅は、好ましくは本発明の一般原理によるタイン516の幅よりも大きい。タイン516は、通常、好ましくは(図58の(A)、図58の(C)に示されるような)細長い本体503と一体で、弾性を確保するために軸501を交差する垂直平面で起立された細長い本体部503およびベース518よりも薄い質量を有する。特に、タイン516は、図58の(A)ないし図58の(C)に示されるようなクラウン504の下側に面する穴514の外へ突出したように軸501から離れて鋭角(約10ないし15°、図63も参照せよ)で起立される。タイン516には、層貫通中、ファスナー500のつかみ・締め付け動作を強めるために互いから、例えばリブ520、522、524等のような複数のつかみ・締め付けリブがその上部側面上に設けられている。タイン516の底面は、好ましくは本発明の一般原理による貫通プロセス中穿孔された開口との係合のいかなる可能性も低くするように平のままにされる。各リブおよびリブ間の間隔の位置は、異なるつかみ範囲要求を受け入れるように設計される。工作物の貫通中、タイン516は、後方へ(巻き戻される)、すなわちタイン516がLGSM)層を通して容易に貫通できる軸501の方へ偏向される。タイン516上のリブの位置がLGSM)層によってもはや抑制されない場合、タイン516は、その予め設定された起立された配置に戻る(巻き戻す)傾向がある。穿孔プロセスの終わりに、タイン516は、工作物スリット(先端506によって穴をあけられる)の内面に押し付ける、すなわち固定される工作物の内部でリブを介してファスナー500の本体502を完全につかみ・締め付けるばねの役目を果たす軸501にほぼ平行に配置される。
【0080】
ファスナー500にも、好ましくは、その上部(クラウン504の近く)に細長い本体503の各側面上にそれぞれ一対の補強部526、528が設けられている。補強部526、528は、かなりの強度を細長い本体503の上部に与え、クラウン504から離れたところに軸501を沿って衝撃力の大部分を伝達する。各補強部は、細長い本体503の一部を約90°横に曲げることによって形成され、それによって補強部526は、補強部528の配置から反対側に向けられ、曲げ/配向の角度は、ほほ等しく、図58の(A)、図58の(C)に示された方向と反対である。さらに、向かい合って配置された補強部は、クラウン504の正確な制御あるいは上部工作物基板の中への皿座ぐりを可能にするように設計された各補強部の長さによってファスナー500が前後方向に傾斜あるいは振動することを抑制するのに役立つ。
【0081】
図59は、25GAの内部亜鉛めっきされた非負荷ベアリングLGSMスタッド542に対してゆるくセットされた上部石膏乾式壁ボード540で作られている加工物を貫通する3段階(図59の(A)ないし59の(C))のファスナー500を示している。弾性タイン516は、そのベースで細長い本体503に結合され、ベースで予めセットされるかあるいはその長軸(図示せず)の周りにねじられ、タイン516の弾性を確保するために本体の軸に対して鋭角(約10ないし15°)で本体の軸(図示せず)を交差する垂直平面で起立される。図59の(B)ないし図59の(C)に示されるように、ファスナー500は、その裏面の過度の「層状剥離」を引き起こさないで乾式壁ボード540を貫通し、出て、LGSMスタッド542をさらに容易にスライスし、2つの層間の堅固な結合を行う。
【0082】
図60は、16GAの外部亜鉛めっきされた負荷ベアリングLGSMスタッド546に対してゆるくセットされた上部(約1.11cmの厚さ)外部木材グレインプランク式浮き出しセメント繊維板基板544でできている加工物を貫通する3プロセス(図60の(A)ないし60の(C))のファスナー500を示している。基板544は、(図59の石膏板よりも)高密度の上部層を設ける上部紙積層板なしのポートランドセメントおよびセルローズの複合材料である。この特定の形状では、クラウン504は、最適の皿座ぐりを可能にし、この種の比較的高密度の材料に対して必要とされる抵抗を介して引っ張るようにその外部エッジの周りの(例えば、図88の(F)に示された)反転「V」の矩形フレームを除いて取り除かれたその内部領域の大部分を有する細長い本体部503に対して鋭角で曲げられる。図60の(B)は、ファスナー500がLGSMスタッド546を貫通するときにセメント繊維板基板544を前方に引っ張るファスナー500を示している。図60の(C)は、高密度のセメント繊維板544の上面と殆ど同一表面に装着されたそのクラウン504を有する全締め付けモードのファスナー500を示している。
【0083】
図61は、16GAの外部亜鉛めっきされた負荷ベアリングLGSMスタッド550に対してゆるくセットされた上部(約1.27cmの厚さ)外部合板剪断パネル548でできている加工物を貫通する3プロセス(図61の(A)ないし61の(C))のファスナー500を示している。図60の(B)は、ファスナー500がLGSMスタッド550を貫通するときにパネル548を前方に引っ張るファスナー500を示している。図60の(C)は、合板パネル548と殆ど同一表面に装着されたそのクラウン504を有する全締め付けモードのファスナー500を示し、両方の層はしっかりと固定される。
【0084】
図62は、本発明による「照合スティック」形状の複数のファスナー568を示している。ファスナー568は、好ましくは、図6の結合剤と同様なエラストマースチレンポリマー結合剤を使用して並んで一緒に結合される。
【0085】
図64は、ファスナー600が衝撃力「i」の下で複数の基板にしっかりと装着されるときファスナー600によって示される締め付け力「f」の作用を示している。
【0086】
図65は、内部25GAのLGSMスタッド702に対してゆるくセットされた上部内部の28GAのLGSMフレーミングトラック700でできている加工物を貫通する3段階(図65の(A)ないし65の(C))のファスナー500を示している。ファスナー500のクラウン504は、好ましくは、LGSMと加えられべき石膏乾式壁シートとの間の間隔を減らす薄いプロフィールを有する。フレーミングトラック700は、ピン706を介してコンクリートの下張り床に取り付けられている。図65の(B)は、ファスナー500がLGSMスタッド702を貫通するときフレーミングトラック700を前方に引っ張るファスナー500を示している。図65の(C)は、フレーミングトラック700の上面と殆ど同一表面に装着されたそのクラウン504を有する全締め付けモードのファスナー500を示し、両方の層はしっかりと固定される。
【0087】
本発明のさらにもう一つの好ましい実施形態によればおよび図66の(A)ないし図66の(E)に示されるように、全体を通して、参照符号800によって示され、少なくとも1つの金属(例えば、LGSM)層を1つあるいはそれ以上の金属/非金属層に固定する金属穿孔ファスナーが開示されている。ファスナー800は、2つあるいはそれ以上の加工物および層貫通のために一方の端部でほぼ鋭利にされたスペード形先端あるいはポイント部806を介してファスナー800を駆動するために使用された適切に構成された工具(図示されていない手動工具あるいは電動工具)からの衝撃の力を受け入れる一方の端部にクラウン部804を有するほぼ細長い金属本体802を有する。クラウン804は、好ましくは、本体802の細長い部分803に対して鋭角「a」に配置され(図66の(E))、製造中割り出す部分を可能にする開口812を有し、例えば、乾式壁しっくいがクラウン804の下の領域の上部基板に結合することを可能にするために使用できる。好ましくは、細長い本体部803には、それぞれサイド補強部801、805のような各側面上の補強部が設けられている。クラウン804は、細長い本体部803の上部を前方に(すなわち、図66の(B)ないし図66の(C)のページの外へ)曲げることによって形成され、クラウン804が強制して上部工作物基板にぶつけられる場合にクラウン804の望ましくない「ばねの戻り」を防止する一対のガセット(図示せず)を装備されてもよい。クラウン804は、成形(すなわち、丸みをつけられたコーナー、長円形、正方形等がある矩形あるいはこれらがない矩形)されてもよいし、あるいは細長い本体部803に対していろいろな方法で曲げられてもよいし、開口812は、円形であってもよいしあるいは本発明を実施するのに適しているいかなる他の形状のものであってもよい。
【0088】
鋭利された先端806には、それぞれ各側面に固定される工作物(金属および非金属)の容易な貫通のために適合される複数の単一ベベルのギザキザの切断エッジ808、810が設けられている。先端806の上面830には、好ましくは、ファスナーの貫通ポイント領域を強化するガセット807が設けられている。
【0089】
細長い本体部803に、基板貫通中有効なつかみ・締め付けのための各側面(図66の(A))上のギザキザのエッジ832が設けられている弾性タイン816を受け入れるように成形される穴あるいはクリアランス領域812も設けられている。前進ダイ打ち抜きプロセスの打ち抜きセット中、タイン816は、その形状を打ち抜き、その周りの隙間のスクラップを廃棄することによって生成される。弾性タイン816は、図66の(A)に示されるようなほぼ先細にされた形状を有し、好ましくは、その長軸(図示せず)に対して約270°で縦金属本体の軸811を交差する垂直平面(図示せず)の各端部で予めセットされるかあるいはねじられる。弾性タイン816がファスナー本体の内部の中心にある場合、タインは、金属本体の軸811(図66の(A)、図66の(B))、すなわちバースタイルの周りにねじられ、そのつかみ・締め付け機能(図66の(B)ないし66の(E))を最適化する。当業者は、弾性金属タイン816が本体802の欠かせない部分として(図66の(A)、図66の(B)、図66の(D)に)示されているとしても、タイン816は、その代わりに各端部で部品を一緒にクリンプあるいは成形加工するような種々の方法で下部および上部のタイン取り付け本体部831、833に取り付けられてもよい。
【0090】
本発明を実施するベストモードによれば、予めセットされたタイン形状は、ファスナー800が固定されるLGSM基板の穿孔されたスロット(図示せず)を通過し、次にタイン816が囲むLGSM基板材料を効率的につかみ・締め付けるLGSM基板によってもはや抑制されない場合に巻き戻す傾向があるときファスナー800として実質的に巻き戻される。タイン816がねじられた方法で予めセットされるので、このタインは、強制的に真っすぐあるいは平らにされるまで、LGSM基板の穿孔された開口を通過できない。タイン816が穿孔された穴によってもはや抑制されない直後、このタインは、その予めセットされた位置に戻る傾向がある。そのようにする際に、このタインはファスナーの金属本体の長軸の周りに回転する。つかみ・締め付け部材は、円弧パターンの底部LGSM層の底部表面の下で実際に振動する。上方に面するつかみ・締め付け部材と組み合わされたこの円弧パターンは、LGSM層の底部表面上で上方に押す。
【0091】
さらに、弾性タイン816は、(ギザキザよりもむしろ)滑らかなサイドエッジで構成されてもよい‐用途に応じて図66の(D)、図66の(E)を参照せよ。固定処理完了以前基板と係合されるようになってもよい可能性が存在する場合、滑らかなサイドエッジタインを使用することは当を得ている。
【0092】
本発明の異なる好ましい実施形態によればおよび図67の(A)ないし図67の(F)に示されるように、全体を通して、参照符号900によって示され、非金属多孔質形層908(木材あるいは他の適当な多孔質/繊維材木であってもよい)を18GAのLGSMスタッド910に固定する金属穿孔ファスナーが開示されている。ファスナー900は、ファスナー900のクラウン902がほぼ30°ないし15°の範囲に予めセットされたクラウン‐金属本体曲げ角度904で製造されることを除いて図44のファスナー214とほぼ同じ形状のものである。さらに、スチールバンディングあるいはストラッピング用途のために使用されるこの種の炭素含有量が少ないスチールで作られている使い捨ての保持バンド906は、使用前できるだけ0°に近いクラウン−金属本体の曲げ角度904をもたらすようにクラウン902に加えられる。ほぼ0°の曲げ角度904の場合、ファスナー900は、非金属多孔質層908の中に容易に駆動されてもよい。
【0093】
図67の(B)ないし図67の(E)は、18GAのLGSMスタッド910に対してセットされた多孔質(木材)上部層908を穿孔する4つのプロセスのファスナー900を示している。保持バンド906が多孔質層908の上面と接触するとき、保持バンド906は、クラウン902から離れてはぎとられ、使用後廃棄されてもよい。ファスナー900は、皿座ぐりの深さまで駆動され、その点でいま抑制されていないクラウン902が上部基板(多孔質層908)の穿孔された壁に対してファスナー900の本体を効率的につかみ・締め付けるその工場で予めセットされた角度に戻す(巻き戻す)ように試みる。抑制されていないクラウン902は、穿孔された多孔質層908からの装着ファスナー900の取り出しに抵抗する単向バーブの役目を果たす。
【0094】
図67の(F)は、ファスナー900を使用して18GAのLGSMのフロアリングジョイストに取り付けられている木製プランク形デッキ部材918を斜視図で示している。
【0095】
本発明の異なる好ましい実施形態によればおよび図68の(A)ないし図68の(F)に示されるように、全体を通して、参照符号1000によって示され、金属/非金属層1002を16GAのLGSMスタッド1004に固定する金属穿孔ファスナーが開示されている。ファスナー1000は、ほぼ平たいばね鋼素材から圧延され、2つあるいはそれ以上の層を通して駆動する適切に構成された工具(図示されていない手動工具あるいは電動工具)からの衝撃力を受け入れるクラウン部1008を一端で有する細長い弾性金属本体1006を有する。クラウン1008は、好ましくは金属本体1006の細長い弾性部1010に対して鋭角「a」(図68の(C))に配置される。細長い部分1010には、それぞれ各側面で図68の(B)に示されるような本体の長軸1016(図68の(A)、図68の(C))に対して同心的に互いの上に摺動するように構成されたサイドエッジ1012、1034のような弾性サイドエッジが設けられている。各サイドエッジには、それぞれ突出したつかみ・締め付け部材1018、1020のような一体の突出したつかみ・締め付け部材が設けられている(図68の(A)、図68の(C))。先端(図示せず)が層1002、1004に穴をあけ、突出したつかみ・締め付け部材1018、1020をつかみ・締め付けることは上部層1002の上面1028に接触した後、凹形部1022は、突出したつかみ・締め付け部材1018、1020をつかみ・締め付けことが、穿孔された基板スロット1024を通過させることができる細長い弾性本体部1010の直径を減らす(図68の(C))互いの上に弾性サイドエッジ1012、1014が摺動できる半径方向に内側に曲がる(図68の(B))。突出したつかみ・締め付け部材1018、1020をつかみ・締め付けることがもはや層1004によって抑制されないや否や、突出したつかみ・締め付け部材1018、1020をつかみ・締め付けることは、図68の(C)に示されるように底部層1004の底部側面1026に対してファスナー1000の本体を効率的につかみ・締め付けるその最初の工場の予めセットされた配置まで外側に跳ね返す。
【0096】
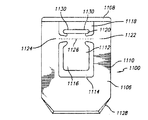
本発明のさらにもう一つの異なる好ましい実施形態によればおよび図69、図70の(A)ないし図70の(D)に示されるように、全体を通して、参照符号1100によって示され、最高14GAのLGSM層1102までを最高14GAのLGSM)までに固定する金属穿孔ファスナーが開示されている。ファスナー1100は、硬化された切断機式ポイント1128を介して2つあるいはそれ以上の金属層を通してファスナー1100を駆動する適切に構成された工具(図示されていない手動工具あるいは電動工具)からの衝撃力を受け入れるクラウン部1108を一方の端部に有するほぼ細長い金属本体1106を含んでいる。クラウン1108は、好ましくは、金属本体1106の細長い本体部1110に対して鋭角「b」(図70の(A))で曲げられる。細長い部分1110は、図69に示されるような製造による打ち抜き中の下部(トグル)タイン部1116の周りのクリアランス領域1114および上部タイン部1120の周りのクリアランス領域1118を切り抜けることによって形成される好ましくはタインアセンブリ1112を有する。タインアセンブリ1112は、ヒンジ軸1126の周りに上部タイン部1120を回転させるのを助ける一対のねじりバーヒンジ1122、1124も有する(図69)。上部タイン部1120は、好ましくはその裏面上にロックリッジ1130を装備され、通常、製造時にヒンジ軸116の周りに約30°ないし45°(図面の平面の外へ)を前方(あるいは予めセットされる)曲げられる。
【0097】
固定シーケンスは図70の(A)ないし図70の(D)に示されている。特に、ポイント1128は、LGSM層1102、1104(図70の(A))に穴をあけ、ファスナー1100は、LGSM層(1102、1104)を通って移動するとき、上部タイン部1120の下側1132は、LGSM層1102の上面1134に係合する。図70の(C)は、基板穿孔中ヒンジ軸1122の周りに回転させるプロセスの下部(トグル)タイン部1112を示している。図70の(D)は、LGSM層1102の上面1134の外側で底に達するときのクラウン1108および底部LGSM層1104の底部表面に対して締め付ける下部タイン部の底部前縁1136を示している。さらに図70の(D)に示されているのは、底部LGSM層1104の底部表面1138に係合し、ロックするロックリッジ1130である。この固定プロセスは、いま両方のLGSM層をしっかりと固定したファスナー1100で完了する。
【0098】
本発明の他の代替の好ましい実施形態によれば、通常「ゲート」状の形状にされ、一対の弾性の突出したつかみ・締め付け部材2002、2004を、それぞれ有する金属タイン2000は、図71の(A)ないし図71の(E)のギャップ2010によって分離される2つのLGSM層2006、2008(各層は、14ゲージあるいはそれよりも小さいゲージであってもよい)を貫通する数段階で示されている。タイン2000は、好ましくは薄いゲージ金属本体2016の長軸2014にわたって延びるその金属グレイン方向2012で製造される。タイン2000は、タイン2000のためのヒンジとして役立つ圧印加工領域2026を有する。クリアランス領域2013には、突出したつかみ・締め付け部材2002、2004の周りに備えられる。実際に板ばねとして機能を果たす、すなわち底部LGSM層2008の底部表面2009を上方へ押し、この底部表面2009を押し、ファスナー2000のクラウン(図示せず)の底部表面に対して基板を効率的に締め付ける薄いカールされたタイン部2007が、図71の(E)に示されている。
【0099】
図71の(F)ないし図71の(H)は、各々がそれぞれクリアランス領域2036、2038のようなクリアランス領域内に受け入れられる突出したつかみ・締め付け部材を有する一対の非常に薄く、突出したつかみ・締め付け部材2032、2034を極端に弾性つかみ・締め付けるタイン2030を示している。図71の(G)は、金属本体2037に対して約90°で前方へ(紙の平面の外側へ)延びる突出したつかみ・締め付け部材2032および金属本体2037に対して約90°で逆方向に延びる突出したつかみ・締め付け部材2034を示している。図71の(H)は、板ばねとして機能を果たす、すなわち底部LGSM層2042の底部表面2040を上方へ押し、この底部表面2040を押し、ファスナークラウン(図示せず)の底部表面に対して基板を効率的に締め付ける薄いカールされたタイン部2036、2038を示している。
【0100】
図71の(A)ないし図71の(E)に示されるかあるいは図71Fないし71の(H)に示された形のタインが、別個の要素として製造され、次に修正されたファスナー本体2020に設けることがわかる(図71の(I))、本体2020は、図71に示されるように本体の長軸2024にほぼ平行に延びるその金属グレイン方向2022を有する。一般に、本発明のファスナーの部品は、個別部品として製造され、次に縮らしおよびスエージ加工のようなプロセスによって組み立てられる。この部品は、「ポイント」、「本体」、「タイン」、「サイドステイ/補強部」あるいは「クラウン」であってもよい。
【0101】
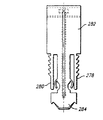
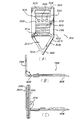
本発明の他の好ましい実施形態によればおよび図72の(A)ないし図72の(C)に示されるように、金属穿孔ファスナー3000は、工作物を通してファスナー3000を駆動するために使用される適切に構成された工具からの衝撃力を受け入れる一方の端部のクラウン部3004および層貫通のためにこの端部で鋭利にされたスペード形ポイント3006を有する金属本体3002を有する。クラウン3004は、金属本体3002の細長い部分3003に対して鋭角「d」で配置されるのが好ましい。ポイント3006は、各側面にそれぞれサイドエッジ3008、3010のような単一の先細のベベル切断エッジと、ノーズガセット3012とを有する。この形のファスナーは、2つの部品の形である。一方の部品は、それ自体でぐるぐる巻くことを望む竹の子ばねあるいは時計ばねであるタインである。このタインは、クラウンに最も接近したその端部の近くに(3)つのあけられた穴を有する。他方の部品は、本発明のファスナーの他の実施形態にあるような他の必要な部品の全てである。ファスナーの本体は、タインがファスナーの本体上に組み立てられる場合、ニブがタインの(3)つの穴に相当する(3)つの起立されたニブを有する。タインの一方の端部は、単向バーブを有し、他方の端部は滑らかである。バーブ端部から滑らかな端部へ進むと、前述の(3)つのあけられた穴が続く、タインの幅に延びる「プッシャリッジ」がある。組み立て中、タインは、ほどかれ、バーブ端部がファスナーの本体裏面上の案内タブの中へ摺動できなければならない。次に、タインの滑らかな端部は、クラウンの方へおよびファスナーの本体に設けられたスロットを通って動かされ、それによって滑らかな端部はポイントの近くの2つの「締め具」タブの下に挿入できる。この時に、タインの(3)つのあけられた穴は、ファスナーの本体の(2)つの起立されたニブの上にあり、「止め金リリース」機構を形成する。全タブおよび起立された要素は、前記ファスナーがLGSMを穿孔することを妨害しないよう低いプロフィールのものであるべきである。したがって、ファスナーが上部基板材料あるいはLGSMを通ることを強制されると、これらの要素のいずれも駆動ストッパの役目を果たさない。タイン3018は、(図72の(A)の抑制された配置で示されている)竹の子ばねあるいは時計ばね3016と、折り畳み式のプッシャニブ3020(図72の(A))と、竹の子ばね3016の重ね合わせ部3020とを有する。開放スロット3022も、重ね合わせ部3020が竹の子ばね3016の巻く部分のさらに下のファスナーの前部(前部は観察者に面するクラウンである)に戻ることができるように備えられている。金属本体3002は、重ね合わせ部3020がファスナー3000の裏側に巻き付けるように開放スロット3030も含んでいる。さらに、開放スロット3030は、竹の子ばね3016がLGSM基板貫通中クラウン3004の方へ押すことができるクリアランス領域を備え、それによって竹の子ばねのタブがほどいたタブ3014がないようになることを可能にする。
【0102】
タイン3018の組み立て中、その竹の子ばねは巻き戻され、特別に形成されたロックタブは、ほどいたタブ3014の後ろに設定され、金属本体3022にする。組み立てプロセスおよび大いに設置貫通プロセスは、タイン3018を細長い部分3003に対してほぼ平たい配置に保持する。上部基板3040(図72の(C))の上面がタイン3018と一体になった弾性突出部に強い衝撃を与えると、全タイン3018は、クラウン3004の下側の方へ押される。この事象は、底部LGSM層3042の裏側が竹の子ばね3016の制約された端部を通過した後に生じるように調時される。この竹の子ばね3016の制約された端部によって、竹の子ばね3016の抑制された保持タブはほどいたタブ3014から解除でき、その時点で竹の子ばねは、底部LGSM層3042(図72の(C))の裏側に対して巻き直し、それによって基板をクラウン3004の下側をつかみ、この下側を締め付ける。
【0103】
図73は、クラウン4006と、金属穿孔ポイントと、図51を参照して前述された形式の各側面の突出したつかみ・締め付け部材を有するタイン(タイン4010、4012)を有する金属本体4009とを有する金属穿孔ファスナー4000を示している。特に、図51は、ファスナーの本体に取り付けられた両端を有するタインを示している。このタインは、タインの両端、底部、上部に取り付けることができる。管状あるいは著しく管状の形状は、これらの厚いLGSM基板の組み合わせを穿孔するために構造上の統一性を有する。「平たい」本体形式は穿孔中割れ目に圧力を加える傾向がある。(図73に示されるように)ファスナー4000は、同じ固定用途で使用される従来の自己穿孔スクリュー(図示せず)を使用して通常必要とされる時間の約1/3未満で行うことができる、LGSM層4002、4004のような複数のLGSM層を取り付けるために使用される。
【0104】
図74は、20GAのLGSM焼成ストリップ4020を木製スタッド4022に固定する3プロセスの図25のファスナー80(図74の(A)ないし図74の(C))を示している。図74の(B)は、両方の層を貫通し、穿孔された開口4024を生成するファスナー80を示している。図4の(C)は、LGSM焼成ストリップ4020の上面4026とほとんど同一表面に装着されたそのクラウン84を有する全締め付けモードのファスナー80を示し、両方の層は現在しっかりと固定される。
【0105】
図75は、「kラス」のしっくい塗りの引き伸ばされたワイヤ4030を介して木製基板4028を固定する3プロセスのファスナー80(図75の(A)ないし図75の(C))を示している。特に、ファスナー80は、ワイヤ4030を通過し、次に木製基板4028のような繊維状基板を貫通し、つかみ、最後にこの繊維状基板に締め付ける。図75の(D)ないし図75Fは、ファスナー80が20GAのLGSMスタッド4032を貫通するために使用されることを除いて、同じプロセスを示している。
【0106】
図76は、駆動力「i」の衝撃の下にあるクラウン4042と、金属穿孔ポイント4044と、例えば図58の(B)を参照して前述された種類の突出したつかみ・締め付け部材4049を有するタイン4048が設けられている金属本体4046とを有する金属穿孔ファスナー4040を示している。図76の(A)ないし図76の(C)に示されるように、ファスナー4040は、生成されたはっきりと見える上部の穿孔された開口を有するポイント4044を有するLGSM層4050、4052および4054のような複数のLGSM層を取り付けるために使用される。それに反して、図76の(D)ないし図76の(H)に示されるように、ねじ込み穿孔ファスナー4058、4060(図76の(D)、図76の(E))のような包括的な従来のファスナーは、粗悪な品質の穿孔された開口4062、4064を生成する。従来のファスナー4066、4068、4070(図76Fないし図76の(H))がLGSM層4050、4052および4054を穿孔する場合、同様な結果を当てはめる。
【0107】
図76の(A)ないし図76の(C)では、本発明のファスナーは、図76の(E)および図76の(H)を除いて、他の従来の例の全てよりも非常に厚いLGSM基板を穿孔するかあるいはこの基板を貫通できる。さらに、底部LGSM基板の底部表面を有する、ファスナーの両面上のタインの突出部の係合は、この図に示されたいかなる従来のファスナーよりもはるかに優れた「取り出し」および「バックアウト」抵抗値を与える。さらに、その設置時間は、0.1秒内にあり、操作者の疲労は最少である。
【0108】
図の(D)は、自己穿孔ねじ込みファスナーである。かなりの操作者の圧力によって、スクリューは、LGSM基板を通る進路を「燃やす」。これらのファスナーは、一貫して25ゲージのLGSMあるいはそれよりも薄いLGSMを貫通するだけである。この種のファスナーで複数のLGSMシートを貫通しようと試みる場合、全貫通が完了する前に通常ファスナーを故障させる。
【0109】
図の(E)は、フルートおよびレーク角を有するドリルポイントを有する「自己ドリル」ファスナーである。このドリルポイントは、より厚い材料中をドリルできる(材料の厚さはそのドリルフルートの深さを決して超えることができない)。しかしながら、このポイントのコストは、「自己穿孔」スクリューのコストの2倍ないし3倍である。このドリルポイントがドリルしているとき、その設置は、非常に遅く、非常に労働集約である。さらに、ドリルプロセスを開始しようとする場合、これらの種類のファスナーは、亜鉛めっきしたLGSMシートの表面上を「移動する」傾向がある。このファスナーは、「移動」を停止する電気スクリューガンに対するかなりの操作者圧力を利用する。これらの種類のスクリューは、「自己穿孔」であるように肌焼きされ、ドリルプロセス中過熱される場合に表面硬度疲労に影響されやすい。
【0110】
「自己穿孔」および「自己ドリル」のねじ込みファスナーの両方は、「シートジャック」(商業上で使用される用語)する傾向を有し、それによって穿孔あるいはドリルプロセスは、そのスレッドが予めドリルされた上部LGSMシートに係合し始める前に全LGSM基板シートで完了されない。
【0111】
自己穿孔および自己ドリルねじ込みスクリューは、一般的に携帯電気スクリューガンを装備される。このスクリューは、装備するのが遅く、このプロセスは操作者を非常に疲労させる。
【0112】
図Fは、無頭釘、すなわち素人にとっては「釘」である。無頭釘は、通常含有量が少ない炭素鋼から作られているので、非常に軟らかい。したがって、無頭釘は、LGSM基板を貫通しようとする試みる場合に役に立たない。この長所は、無頭釘が空気で発射され、前述されたねじ込みファスナーと比較される場合に設置するのに速く、楽にできるということである。無頭釘が大部分のLGSM基板を貫通できる場合、無頭釘は、底部LGSM基板の底部表面の裏側をつかみ・締め付ける有効な手段をなお有しない。
【0113】
図の(G)はステープルである。従来技術の設計は、金属貫通ステープルに対してたくさんある。一方、このステープルは、その「取り出し」および「バックアウト」の抵抗値は非常に低いために決して商用的に受け入れられなかった。ステープルは滑らかな表面の脚部だけを有する場合、これは特に事実に合致している。従来技術の試みは、リーマあるいはブローチの役目だけを果たし、ステープルがつかみ・締め付けようと試みたLGSMを破壊した付加バーブ、対向角の脚部、突出部を含んだ。
【0114】
図の(H)は、釘の外面のある種の摩擦ナックリングを有する硬化された高炭素釘にすぎない「駆動ピン」である。この釘は、本発明のファスナーに対して規定された全ゲージを貫通でき、一方、釘の「取り出し」および「バックアウト」の抵抗値は、大部分の建物の規準に合わない。この種のファスナーを販売する会社は、ユーザがこれらのファスナーを互いの方へつま先で触れ、互いの方へ「つま先で触れた」反対方向のファスナー間に結合力を形成することを指示した。これは、規準に合わなく、これらの種類のファスナーの不十分な性能を覆い隠すにすぎない。これらの種類のファスナーは、横方向の表面摩擦を当てにし、いかなる保持度も得る。
【0115】
無頭釘、ステープルおよび駆動ピンは、一般的に空気で作動される衝撃工具を使用して取り付けられている。これらは、使用するのが速くて、容易であり、ほとんど操作者の訓練を必要としない。
【0116】
図77の(A)ないし図77の(B)は、一般的に、LGSM基板4078、4080の穿孔された開口4076を生成するポイント4074を有する例えば図1を参照して前述される種類の金属穿孔ファスナー4072を示している。図77の(C)ないし図77の(D)は、LGSM基板4078、4080の開口4084を穿孔する従来のねじ込み穿孔ファスナー4082を示している。当業者は、図77の(B)に示された基板係合の領域が図77の(B)に示された従来の基板係合の領域よりも非常に小さいことを容易に分かる。ねじ込みファスナーは、LGSM基板との係合の比較的小さい領域を有する。標準スレッドの場合、このスレッドは1つだけの比較的小さい点を有する。対のもやい鋼型スレッドの場合、このスレッドは、2つの比較的小さいポイントだけにある。より重要であることは、ねじ込みファスナーのこれらの接触点が大部分は非常に薄いLGSM基板に作成された開口の内部壁にあるということである。本発明のファスナーは、LGSM基板の穿孔された開口の両側で非常に大きいロック領域を有するものとして示されている。より重要であることは、弾性タインのつかみ・締め付け部材が底部LGSM基板に対してロックしていることである。「取り出し」および「バックアウト」値が大部分の用途にあり、この図に示される他の従来のファスナーと比較される場合に非常に優れている。
【0117】
図78の(A)は、本発明の他の好ましい実施形態、すなわち一方の端部のクラウン4092および対向端の鋭い金属穿孔ポイント4094を有する金属本体4091を有する金属穿孔ファスナー4090を示している。金属本体4091には、各側面の弾性バーブ型タイン、すなわちタイン4096、4098のそれぞれが設けられている。各タインには、同様に穿孔された基板(図示せず)の有効なつかみ・締め付けを行う際にファスナー4090を助けるためにクラスプ型の突出したつかみ・締め付け部材4097、4099のそれぞれが設けられている。
【0118】
図78の(B)は、本発明のさらにもう一つの好ましい実施形態、すなわち一方の端部のクラウン4102および対向端の鋭い金属穿孔ポイント4104を有する金属本体4101を有する金属穿孔ファスナー4100を示している。金属本体4102には、各側面上の弾性クラスプ型つかみ・締め付けタイン、すなわち穴をつけられた基板(図示せず)の有効なつかみ・締め付けを行う際にファスナー4100を助けるためにクラスプ型の突出したつかみ・締め付け部材4106、4108のそれぞれが設けられている。
【0119】
図78の(C)は、本発明のさらにもう一つの実施形態、すなわち、一方の端部のクラウン4122および対向端の鋭い金属穿孔点4122を有する金属本体4121を有する金属穿孔ファスナー4120を示している。金属本体4121には、各側面にはそれぞれ複数の弾性タイン4126、4128が設けられている。弾性タインの各セットは、金属本体4121の横側面上に形成され、(金属本体4121から離れて)外側に延びる。各タインは、好ましくは、ファスナー4120が繊維性のさらに低い密度の基板を貫通するとき、長軸4129の方へ内側の偏向を可能にするように極端に弾性である。
【0120】
図79の(A)は、例えば図25を参照して前述された型式の金属穿孔ファスナー4130を示している。ファスナー4130は、各側面上に弾性タイン4134、4136が装備された金属本体4132を有する。各弾性タインは、それぞれ穴4131、4133のような囲む穴の中へのその後の貫通中に偏向されてもよい。各タインには、金属本体4132から外側へ、金属本体4132から横方向へ離れて面するほぼ真直ぐのバーブ状の突出したつかみ・締め付け部材4138、4170が設けられている。
【0121】
図79の(B)は、例えば図52を参照して前述された種類の代替の金属穿孔ファスナー4140を示している。ファスナー4140は、一方の側面上の一方のタインおよび金属本体4142に対する前方へのオフセットおよび他方の側面上の他方のタインおよび金属本体4142に対する後方へのオフセットを有するタイン4144(図示せず)のような弾性の滑らかなつかみ・締め付けタインが設けられている。
【0122】
図79の(C)は、異なるタイン形状、すなわち滑らかな弾性タイン4152、4154のそれぞれを除いて図79の(A)のファスナー4130と同様な金属穿孔ファスナー4150を示している。各弾性の滑らかな表面タインは、それぞれ穴4151、4153のような囲む穴への基板貫通中に偏向されてもよい。
【0123】
図79の(D)は、ファスナー4150の金属本体4158に対して鋭角「a」で曲げられたクラウン4156を示す図79の(C)の金属穿孔ファスナー4150の側面図である。この種のクラウン形状は、好ましくは上部基板が木材状材料で作られる用途を固定する際に使用される(図示せず)。
【0124】
図79の(E)は、異なるタイン形状、すなわちバーブ形の突出したつかみ・締め付け部材4163、4165のそれぞれを設けられている弾性タイン4162、4164を除いて図79の(C)のファスナーと同様な金属穿孔ファスナー4160を示している。さらに、本発明の実施するためのベースモードによれば、弾性タイン4162、4164は、図79の(A)に示されたタイン配置から約90°永久に曲げられた。
【0125】
図79Fは、バーブ形の突出したつかみ・締め付け部材4163、4165のそれぞれの配置を面する外側を示す図79の(E)の金属穿孔ファスナー4160の側面図であり、バーブ形の突出したつかみ・締め付け部材の一方のセットは、金属本体4168から離れて前方へ面し、バーブ形の突出したつかみ・締め付け部材の他方のセットは、金属本体4168から離れて後方へ面する。ファスナー4160の金属本体4168に対して鋭角「a」に対して曲げられたクラウン4166とともにファスナー4160も示されている。この種のクラウン形状は、好ましくは、LGSMを木材および他のより低い密度基板に取り付ける場合に使用される。
【0126】
図80の(A)は、図43に示されたファスナー実施形態と構造上同様である金属穿孔ファスナー4170を示している。特に、ファスナー4170は、等しい高さの複数の弾性つかみ・締め付けタイン4174が装備され、長軸本体の軸4176にほぼ平行に配置されている金属本体4172を有し、この弾性タインは、好ましくは軸4176の各側面で対で対称的に間隔をあけられている。図80の(B)に示されるように、ファスナー4170は、金属本体4172および金属穿孔ポイント4180に対して鋭角「a」で曲げられたクラウン4178も有する。
【0127】
図81の(A)は、各側面上のベベル切断ギザギザ4192、4194と、ポイント4190のノーズ部を強化する圧印加工エッジ4196と、ポイント4190を強化し、LGSM基板へのその貫通を容易にするように備えられたほぼ凹形の浮き出しあるいは圧印加工領域4198とを有する「圧印加工」スペード形の金属穿孔ポイント4190のノーズ部を示す。ポイント4190の一方の側面上の凹形圧印加工は、図81の(B)に示されるようにポイント4190の他方の側面上の凸形領域4200に対応する。図81の(C)は、凹形圧印領域4198によりポイント4190の貫通中配置されている基板材料4202の追加量を示している。ポイント4190を使用するが凹形圧印加工領域がない本発明のファスナーからの穿孔された開口の通常のパターンは、例えば図12を参照して前述された形式の弾性タイン(図示せず)のルーバ形の突出したつかみ・締め付け部材4206も示している。
【0128】
図83の(A)は、本発明のファスナーと併用するための金属穿孔ポイント4250がいかにLGSM基板4252を変形し、つかみ・締め付けタイン穴4254を形成するかを示している。図83の(B)は、ポイント4250によってLGSM基板4252に形成される典型的な穿孔された開口4256を平面図に示す。
【0129】
図84は、関連ランプロック形の突出したつかみ・締め付け部材4304とともにさらに弾性つかみ・締め付けタイン4302を有する本発明のファスナーに著しい構造上の統一性を与える比較的厚い素材材料から製造される本発明のファスナーによって使用するための金属本体4300を示す。タイン4302は、好ましくはタイン4302を弾性にする厚さまで薄くされるかあるいは圧印加工される。突出したつかみ・締め付け部材4304には、図84に示されるようにランプロックキャッチ表面4308が設けられている。
【0130】
図85の(A)は、本発明によりタイン4404をかなりより弾性にするようにそのベース(金属本体4402と一体である)で圧印加工領域4406を有する弾性つかみ・締め付けタイン4404が設けられている金属本体4402を有する金属穿孔ファスナー4400を示している。金属本体4402には、各側面上に反対方向のサイド補強部4408、4410のそれぞれおよびファスナーを強化する本体ガセット4412が設けられている。各サイド補強部は、好ましくは、駆動ストッパ、例えば、正確に構成された深さのLGSM層へのポイント4416の貫通を停止するように設計されるサイド補強部4408上の駆動ストッパ4414が設けられている。この機能性は、LGSM層に固定されている上部発泡体シートが押しつぶされないかあるいは過圧縮されないかが望ましい外部発泡体絶縁システム(EFIS)で有用である。ファスナー4400は、ループ絶縁体をLGSMに取り付けるためのようなLGSM層に固定されている大部分の低密度上部基板とも併用されてもよい。図85の(B)は、ポイント4416によってLGSM層に生成される典型的な穿孔された開口4418を平面図で示している。図85の(C)は、石膏乾式壁ボードの上面に結合するしっくいパッチのための中心開口4422と、クラウン4420と金属本体4402との間の(部品を応力破断から防止する)二重曲げ領域4424とを有するカップ状クラウン4420を示している。駆動ストッパ4426は、サイド補強部4410上にも示されている。図85の(D)は、ランス穿孔によって製造される駆動ストッパ4428、4430のような駆動ストッパのための2つの異なる構成を示している。
【0131】
図85の(E)ないし図85の(G)は、底部LGSM層4442に対してセットされた石膏乾式壁ボードで作られている貫通上部基板4440を有するファスナー4400を示している。図85の(F)は、ポイント4416によってLGSM層4442で生成された典型的な開口4444を平面図で示している。図85Gは、LGSM層4442の底部側面4448に対して完全につかみ・締め付けられるランプロック形の突出したつかみ・締め付け部材4446を示している。さらに、クラウン4420は、しっくいパッチ4450によって完全に設置され、カバーされて示されている。
【0132】
図86は、ほとんど90°に等しい金属本体4504のカップ状クラウン4502と本体の長軸4506との間で規定された曲げ角「a」を有する金属穿孔ファスナーを示している。この種の曲げ角は、好ましくは、石膏乾式壁のような比較的軟らかい基板上で使用される(本発明の)ファスナーに組み入れる。当業者によって理解されるように、このセットアップは、石膏基板の上部紙積層板を裂く可能性を減らす。しっくいパッチは、固定後クラウン4502のカップ状部4508に加えられてもよい。
【0133】
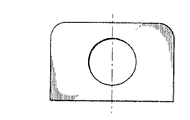
図87は、本発明のファスナーの露出されたクラウン表面の中あるいはこの表面を通して組み込まれてもよいいろいろな穿孔された開口形状およびきめ出しパターンを示している。例えば、図87の(A)は、改良された被覆材料の粘着を可能にするクラウン4604の上面4602上の浮き出しテクスチャ4600を示している。図87の(B)は、被覆材料を受け入れ、保持するその底部4610で開口4608を有する皿状クラウン4606の例を示している。底部4610は、好ましくは、石膏乾式壁ボードのような基板に対する衝撃力を減らす滑らかに丸くされる。図87の(C)は、皿状クラウン、この場合、底部開口4614が装備されるクラウン4612上の他の変形を側面図に示す。比較的薄いエッジ4616は、所定の材料で最適皿座ぐりを設けるクラウン4612のフランジ上に示されている。図87の(E)は、本発明のファスナーのクラウンを通して導入されてもよい異なる種類の穿孔パターンを示している。「切断による十字記号」パターン4618が、示され、被覆材料のための保持を行うために使用される。「切断による円形」パターン4620が、示され、被覆材料のための保持を行うために使用され、「切断によるタブ」パターン4622が示され、被覆材料のための保持を行うためにも使用される。図87の(D)は、本発明のファスナーのクラウンに通して導入されてもよい異なる種類の穿孔パターンを示している。本発明のファスナークラウンの「切断による十字記号」パターン4624が示され、被覆材料のための保持を行うために使用される。さらに、「切断による円形」パターン4626が示され、被覆材料のための保持を行うために使用される。さらに、「切断によるタブ」パターン4628が示され、被覆材料のための保持を行うために使用される。
【0134】
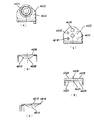
図88の(A)ないし図88の(C)は、本発明のファスナーと併用するために露出される上部層/基板の上面の大部分を可能にする開口4702を有するフレーム形クラウン4700を示している。この種のクラウンは、金属ビルディング産業でしばしば使用されるカラー被覆およびきめ出しの側面をつけるパネル上で使用するために設計される。本発明のファスナーが表面4706に対して締め付けられる場合、負荷ベアリングベース4704は、表面4706(図88の(C))のような上部基板表面にできるだけ殆ど損傷を与えないことを保証するために設けられる。好ましくは、300シリーズの完全な固い材料はこのようなファスナーを製造するために使用されてもよい。クラウン4700は、非常に高い反射性仕上げ処理に電気研磨されてもよい。さらに、非常に反射性の被覆あるいは仕上げ処理(すなわち、クロム)は、同じ反射率を得るために炭素鋼ファスナーに用いられてもよい。側面角および上部丸みをつけられた半径は、最初に基板表面4706を離れて、次にファスナーの曲げられ、反射するクラウン表面4710を離れて、最後に人間の目4712によって観測されるように外側に反射する太陽4708あるいは他の光源から得られる可視光の最大反射をもたらすように設計される(図88の(C))。
【0135】
図88の(D)ないし図88の(F)は、図88の(D)の4716に示されたクラウン材料を欠いているわく組クラウン4714内のアールの大部分を有する「V」状の周辺形わく組クラウン4714を示している。このクラウン形は、好ましくは、密な基板4718(図88の(F))のような非常に密な基板材料を異なる種類の他の基板材料に固定するために使用される。さらに、このクラウン形は、非常に低いプロフィールクラウンおよび皿座ぐりが必要とされる場合常に使用される。
【0136】
図89は、基板パネル5002のようなカラーおよび/またはきめ出し上部基板パネル上で使用され、囲む反射光および上部基板反射光を混ぜることによってそれ自体をカムフラージュするわく組クラウン5000を示している。
【0137】
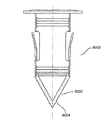
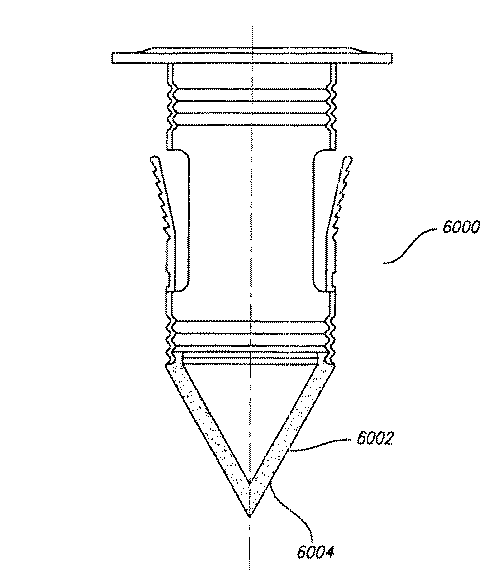
図90は、固定するよりも前にポイント6004の上に取り付けるための保護性の「被覆される」金属ポイントキャップ6002を除いて図25を参照して前述された金属穿孔ファスナーと同様な金属穿孔ファスナー6000を示している。キャップ6002は、ファスナー6000のための強化LGSM基板穿孔機能を与えるように設計される。
【0138】
新規の金属穿孔ファスナーは、いろいろな工作物が取り付けるべきである金属基板を容易に貫通できる単一あるいは複数の軸ファスナーを備える打ち抜きプレスの使用によって単一ストリップのシート材料により形成されてもよい。添付図面に示され、前述されたいろいろなファスナーは、従来技術のファスナーでこれまで実現されない有効な貫通、締め付けおよびロック機能を行う。本発明の弾性タインは、穿孔された開口を通過する場合、穿孔された基板開口の物理的抑制に合致するように偏向できる。本発明の弾性タインは、ファスナーそれ自体とファスナーのクラウンとの間で固定される基板層をつかみ・締め付けるように穿孔された基板開口内にもはや抑制されない場合、その工場の予め設定された配置の状態にも戻すことができる。新規のファスナーのいろいろの実施形態に関連した広範囲の適用範囲、機能性およびいろいろな製造機能および設置機能を要約するために、表Aは、次のように下記に与えられる。
【0139】
【表1】
もしこのような構成要素および/または形状が本発明の意図された目的および範囲と異なるとしても、他の構成要素および/または形状は、前述の実施形態に利用されてもよいことを当業者は分かるべきである。
【0141】
例えば、本発明のファスナーは、(炭素鋼に比べて)厚いあるいはより密な材料の増加された貫通を可能にするようにオーステナイト状態のチタンあるいはチタン/ニッケル合金から製造されてもよい。マーステナイト状態のチタンあるいはチタン/ニッケル合金は、増加された締め付け・保持力のためのより曲線美形式のフォーミングを可能にする。この種の材料は、貫通中ファスナー本体と基板層との間の摩擦接触によって発生される熱によって作動されるメモリを提示する。
【0142】
当業者は、タイン、ポイント、本体およびクラウンの設計が圧入され、半田付けされ、溶接され、固着されるかあるいは他のファスナーの周りに完全に巻き付けられる単一装置として構成されてもよいという事実が分かる。
【0143】
さらに、本発明を実施することは前述された用途に限定されないことを示すことは重要である。
【0144】
他の修正、実施形態および変更が添付された特許請求の範囲およびその均等物の範囲内にある限り、本発明は他の修正、実施形態および変更を保護することを意図している。
【図面の簡単な説明】
【図1】 (A)および(B)は、本発明の原理による構成され、単一軸を有するファスナーの透視図および側面図である。
【図2】 (A)ないし(C)は、本発明による複数の基板を貫通するプロセスの図1のファスナーの正面図および側面図である。
【図3】 (A)ないし(C)は、本発明による異なる複数の基板を貫通するプロセスの図1のファスナーの正面図および側面図である。
【図4】 (A)ないし(C)は、本発明による他の複数の基板を貫通するプロセスの図1のファスナーの正面図および側面図である。
【図5】 (A)ないし(C)は、本発明のファスナーと併用するための電動工具の正面図である。
【図6】 図5の電動工具と併用するために用意されたファスナーの照合スティックの正面図である。
【図7】 本発明のファスナーで使用するためのタインの側面図である。
【図8】 (A)ないし(C)は、本発明のファスナーで使用するための異なるタイン構造の側面図である。
【図9】 本発明のファスナーで使用するための他のタイン構造の側面図である。
【図10】 本発明のファスナーで使用するためのさらにもう一つのタイン構造の側面図である。
【図11】 本発明のファスナーで使用するためのさらにもう一つのタイン構造の側面図である。
【図12】 本発明のファスナーで使用するための異なるタイン構造の側面図である。
【図13】 本発明のファスナーで使用するためのもう一つの異なるタイン構造の側面図である。
【図14】 本発明のファスナーで使用するためのさらにもう一つの異なるタイン構造の側面図である。
【図15】 本発明のファスナーで使用するための代替のタイン構造の側面図である。
【図16】 本発明のファスナーで使用するための他の代替のタイン構造の側面図である。
【図17】 本発明のファスナーで使用するための図1のタイン構造と同様なタイン構造の側面図である。
【図18】 本発明のファスナーの硬化先端の側面図である。
【図19】 (A)および(B)は、本発明のファスナーのクラウンおよび複数の基板に装着される従来の六角形のワッシャヘッドの透視図および側面図である。
【図20】 (A)ないし(C)は、本発明のファスナーのための本体に対するいろいろなクラウンの角度構造の側面図である。
【図21】 本発明の原理により構成され、単一軸を有するファスナーの1つの実施形態の正面図である。
【図22】 図21に示されたファスナーの側面図である。
【図23】 図21に示されたファスナーの平面図である。
【図24】 図21の線A‐Aに沿っての断面図である。
【図25】 図24に示されたファスナーと同様なファスナーの他の実施形態の正面図である。
【図26】 図25に示されたファスナーの側面図である。
【図27】 図25に示されたファスナーの正面図である。
【図28】 その線A‐Aに沿っての図25のファスナーの断面図である。
【図29】 図21に示されたファスナーと同様なファスナーの他の実施形態の正面図である。
【図30】 図29に示されたファスナーの側面図である。
【図31】 図29に示されたファスナーの正面図である。
【図32】 図21に示されているファスナーと同様であるが、双対軸を有する付加的代替実施形態の正面図である。
【図33】 図32に示されたファスナーの側面図である。
【図34】 図32に示されたファスナーの正面図である。
【図35】 線A‐Aに沿っての図32に示されたファスナーの1つの脚部の断面図である。
【図36】 円筒状の形であるファスナーの本体を有する本発明の原理により構成されたファスナーの代替実施形態の正面図である。
【図37】 図36に示されたファスナーの側面図である。
【図38】 図36に示されたファスナーの正面図である。
【図39】 図36に示された実施形態の代替実施形態の円筒状本体ファスナーの側面断面図である。
【図40】 図39に示されたファスナーの正面図である。
【図41】 本発明の原理により構成された円筒状本体ファスナーのさらにもう一つの代替実施形態を示す。
【図42】 図41に示されたファスナーの正面図である。
【図43】 本発明の原理により構成された円筒状本体ファスナーのさらにもう一つの実施形態の正面図である。
【図44】 図43に示されたファスナーの側面図である。
【図45】 図43に示されたファスナーの平面図である。
【図46】 図43に示されたファスナーと同様なファスナーの代替実施形態の正面図である。
【図47】 図46に示されたファスナーの側面図である。
【図48】 図46に示されたファスナーの正面図である。
【図49】 図46に示されたファスナーと同様であるが、本体の上部から延びるタインを有するファスナーの正面図である。
【図50】 図49に示されるような代替のファスナーの側面図である。
【図51】 図46に示されたファスナーと同様であるが、両端でファスナーの本体に取り付けられたタインを有するファスナーの正面図である。
【図52】 図51に示されるようなファスナーの側面図である。
【図53】 図21に示されたファスナーと同様であるが、本体の上部に取り付けられたタインを有するファスナーの正面図である。
【図54】 図21に示されたファスナーと同様であるが、その両端で本体に取り付けられたタインを有するファスナーの付加的代替実施形態を示す。
【図55】 (A)ないし(G)は、単一あるいは双対軸の平坦シート金属により形成されるような本発明の原理により構成されたファスナーの金属貫通部に形成できるいろいろな種類のポイントを示している。
【図56】 (A)ないし(C)は、円筒状の形で構成された本発明により構成されたファスナーの金属貫通部に形成できるポイントを示している。
【図57】 (A)ないし(C)は、図55および図56に示されるように構成されたポイントに形成されたエッジを示している。
【図58】 (A)ないし(C)は、本発明の原理により構成され、単一軸を有するファスナーの正面および後部の透視図および側面図である。
【図59】 (A)ないし(C)は、本発明による複数の基板を貫通するプロセスの図58のファスナーの正面図および側面図である。
【図60】 (A)ないし(C)は、本発明による異なる複数の基板を貫通するプロセスの図58のファスナーの正面図および側面図である。
【図61】 (A)ないし(C)は、本発明による他の複数の基板を貫通するプロセスの図58のファスナーの正面図および側面図である。
【図62】 図5の電動工具のような電動工具と併用するために用意されたファスナーの照合スティックの正面図である。
【図63】 (A)および(B)は、本発明のファスナーで使用するためのタインの正面図および側面図である。
【図64】 (A)および(B)は、本発明のファスナーによって示された締め付け力を示す2つの側面図である。
【図65】 (A)ないし(C)は、本発明による基板のさらに異なる複数の基板を貫通するプロセスの図58のファスナーの正面図および側面図である。
【図66】 (A)ないし(E)は、本発明による使用のためのファスナーの正面図および側面図である。
【図67】 (A)ないし(F)は、本発明による複数の基板を貫通するプロセスの本発明のファスナーの正面図および側面図である。
【図68】 (A)ないし(C)は、本発明のファスナーの正面図および平面図である。
【図69】 本発明のファスナーの正面図である。
【図70】 (A)ないし(D)は、本発明による複数の基板の貫通のプロセスの図69のファスナーの側面図である。
【図71】 (A)ないし(I)は、本発明の修正ファスナーと併用するためのタインの正面図である。
【図72】 (A)ないし(C)は、本発明のファスナーの正面図および側面図である。
【図73】 本発明のファスナーのための典型的な金属フレーミング用途の透視図とともに本発明のファスナーの正面図である。
【図74】 (A)ないし(C)は、本発明による複数の基板を貫通するプロセスの本発明のファスナーの正面図および側面図である。
【図75】 (A)ないし(F)は、本発明によるしっくい塗りの引き伸ばされたワイヤを通過させ、次に2つの異なる種類の基板を穿孔するプロセスの図25のファスナーの正面図を示している。
【図76】 (A)ないし(H)は、本発明による複数の基板を固定するプロセスの本発明のファスナーの側面図、および同じ用途の従来のファスナーによって生成された穿孔された開口の側面図である。
【図77】 (A)ないし(D)は、複数の基板を固定するプロセスの本発明のファスナーの側面図、本発明により生成された穿孔された開口の平面図、従来のねじ込み穿孔ファスナーの側面図、並びに同じ用途の従来のねじ込み穿孔ファスナーによって生成される穿孔された開口の平面図である。
【図78】 (A)ないし(C)は、本発明のファスナーと併用するための3つの異なるタイン実施形態を示す正面図である。
【図79】 (A)ないし(F)は、本発明の3つの異なるファスナーの実施形態を示す正面図および側面図である。
【図80】 (A)および(B)は、図43に示された実施形態と同様な本発明の原理により構成されたファスナーの他の代替実施形態を示す正面図および側面図である。
【図81】 (A)ないし(C)は、本発明の原理により構成された圧印加工ノーズを有するファスナーを示す正面図および側面図である。
【図82】 本発明の原理による複数の基板を貫通した図36のファスナーを示している。
【図83】 (A)および(B)は、本発明の原理による所定の駆動ストッパの役目を果たす本発明のファスナーと併用するための側部補強部を示す側面図および平面図である。
【図84】 本発明のファスナーで使用するための異なるタイン構造の側面図である。
【図85】 (A)ないし(G)は、本発明のファスナーと併用するためのいろいろな駆動ストッパ実施形態を示す正面図および側面図である。
【図86】 本発明のファスナーの正面図を示している。
【図87】 (A)ないし(E)は、本発明のファスナーのクラウン内で使用するためのいろいろな穿孔された開口構造および表面パターンを平面図に示している。
【図88】 (A)ないし(F)は、本発明のファスナーと併用するためのいろいろなクラウン構造を平面図および側面図である。
【図89】 本発明のファスナーと併用するための図88のクラウンの平面図である。
【図90】 本発明のファスナーの正面図である。
Claims (24)
- 複数の薄層状工作物を一緒に固定するファスナーであって、(a)互いに対向して面する第1及び第2の面を有するほぼ平坦な細長い本体と、(b)この細長い本体の一端部に形成されたクラウンと、(c)前記細長い本体の他端部に形成され、前記複数の薄層状工作物に穴にあける細くなった先端部と、(d)前記クラウンと先端部との間で前記細長い本体に形成された少なくとも1つの穴に受け入れられるように設けられた少なくとも1つのつかみ・締め付け部材とを具備し、前記少なくとも1つのつかみ・締め付け部材は、第1並びに第2のサイドエッジを有し、第1のサイドエッジは、前記細長い本体の前記の面から外方に突出し、また、前記第2のサイドエッジは、前記細長い本体の前記第2の面から外方に突出しており、前記穴を規定している面と係合して、穴が形成された複数の薄層状工作物を一緒に固定する、ファスナー。
- 前記先端部は、一点に収束する第1並びに第2の切断エッジを有し、また、前記第1並びに第2のサイドエッジは、前記複数の薄層状工作物に穴を形成するように傾斜されている請求項1に記載のファスナー。
- 前記クラウンは、前記細長い本体を通る長軸に対して鋭角で折曲されており、また、前記少なくとも1つのつかみ・締め付け部材は、前記長軸に対して鋭角で長軸と交わる垂直面で持ち上げられている、請求項1に記載のファスナー。
- 前記クラウンには、少なくとも1つの穴が形成されている請求項3に記載のファスナー。
- 前記クラウンは、クラウンが一番上の薄層状工作物に押圧されたときに、クラウンのばねの戻りを防止するための少なくとも1つのガセットを有している請求項4に記載のファスナー。
- 前記細長い本体は、この本体の剛性と安定性を高める圧印加工されたパターンを更に有する請求項5に記載のファスナー。
- 前記細長い本体には、前記折曲されたクラウンとは反対側向けられた第1のサイド補強部と、折曲されたクラウンの方向に向けられた第2のサイド補強部とが形成されており、これら第1と第2のサイド補強部は、ファスナーへの衝撃力をクラウンから前記長軸に沿って伝達かるようになっている請求項1に記載のファスナー。
- 前記少なくとも1つのつかみ・締め付け部材は、弾性を有している請求項1に記載のファスナー。
- 複数の薄層状工作物を一緒に固定するファスナーであって、(a)細長い本体と、(b)この細長い本体の一端部に形成されたクラウンと、(c)前記細長い本体の他端部に形成され、前記複数の薄層状工作物に穴にあける細くなった先端部と、(d)複数の薄層状工作物を一緒にしっかりと掴みかつ締め付けるように前記細長い本体に形成された少なくとも1つの弾性タインとを具備し、前記少なくとも1つの弾性タインは、前記クラウンと先端部との間で前記細長い本体に連結されたベースと、縦方向の軸とを有し、また、前記少なくとも1つの弾性タインは、弾性を有するように、前記縦方向の軸の周りに少なくとも部分的にベースのところでねじられている、ファスナー。
- 前記少なくとも1つの弾性タインは、前記クラウンと先端部との間の、細長い本体の穴内に入れられている請求項9に記載のファスナー。
- 前記少なくとも1つの弾性タインは、穴が形成された複数の薄層状工作物を一緒に固定するための掴み締め付ける突き出た要素を更に有する請求項10に記載のファスナー。
- 前記クラウンは、前記細長い本体を通る長軸に対して鋭角で折曲されており、また、前記少なくとも1つの弾性タインは、前記長軸に対して鋭角で長軸と交わる垂直面で持ち上げられている、請求項11に記載のファスナー。
- 前記少なくとも1つの突き出た要素は、前記先端部に面し、先端部により形成された穴の鋭いトップエッジを覆うようになる第1の面を有する請求項12に記載のファスナー。
- 前記少なくとも1つの突き出た要素は、前記クラウンに面し、板ばねとして機能する第2の面を更に有する請求項13に記載のファスナー。
- 前記細長い本体には、前記折曲されたクラウンとは反対側向けられた第1のサイド補強部と、折曲されたクラウンの方向に向けられた第2のサイド補強部とが形成されており、これら第1と第2のサイド補強部は、ファスナーへの衝撃力をクラウンから前記長軸に沿って伝達かるようになっている請求項14記載のファスナー。
- 複数の薄層状工作物を一緒に固定するファスナーであって、(a)細長い本体と、(b)この細長い本体の一端部に形成されたクラウンと、(c)前記細長い本体の他端部に形成され、前記複数の薄層状工作物に穴にあける細くなった先端部と、(d)複数の薄層状工作物を一緒にしっかりと掴みかつ締め付けるように前記細長い本体に形成された少なくとも1つの弾性タインとを具備し、前記少なくとも1つの弾性タインは、前記細長い本体と一体的で、前記クラウンと先端部との間に位置されたベースと、縦方向の軸とを有し、また、前記少なくとも1つの弾性タインは、弾性を有するように、前記縦方向の軸の周りに少なくとも部分的にベースのところでねじられている、ファスナー。
- 前記少なくとも1つの弾性タインは、前記クラウンと先端部との間の、細長い本体の穴内に入れられている請求項16に記載のファスナー。
- 前記少なくとも1つの弾性タインは、穴が形成された複数の薄層状工作物を一緒に固定するための掴み締め付ける突き出た要素を更に有する請求項17に記載のファスナー。
- 前記クラウンは、前記細長い本体を通る長軸に対して鋭角で折曲されており、また、前記少なくとも1つの弾性タインは、前記長軸に対して鋭角で長軸と交わる垂直面で持ち上げられている、請求項18に記載のファスナー。
- 前記少なくとも1つの突き出た要素は、前記先端部に面し、先端部により形成された穴の鋭いトップエッジを覆うようになる第1の面を有する請求項19に記載のファスナー。
- 前記少なくとも1つの突き出た要素は、前記クラウンに面し、板ばねとして機能する第2の面を更に有する請求項19に記載のファスナー。
- 前記細長い本体には、前記折曲されたクラウンとは反対側向けられた第1のサイド補強部と、折曲されたクラウンの方向に向けられた第2のサイド補強部とが形成されており、これら第1と第2のサイド補強部は、ファスナーへの衝撃力をクラウンから前記長軸に沿って伝達かるようになっている請求項21記載のファスナー。
- 複数の薄層状工作物を一緒に固定するファスナーであって、(a)細長い本体と、(b)この細長い本体の一端部に形成されたクラウンと、(c)前記細長い本体の他端部に形成され、前記複数の薄層状工作物に穴にあける細くなった先端部と、(d)複数の薄層状工作物を一緒にしっかりと掴みかつ締め付けるように前記細長い本体に形成された少なくとも1つの弾性タインとを具備し、前記少なくとも1つの弾性タインは、前記クラウンと先端部との間で前記細長い本体に連結されたベースと、縦方向の軸とを有し、また、前記少なくとも1つの弾性タインは、弾性を有するように、前記縦方向の軸の周りに少なくとも部分的にねじられている、ファスナー。
- 複数の薄層状工作物を一緒に固定するファスナーであって、(a)細長い本体と、(b)この細長い本体の一端部に形成されたクラウンと、(c)前記細長い本体の他端部に形成され、前記複数の薄層状工作物に穴にあける細くなった先端部と、(d)複数の薄層状工作物を一緒にしっかりと掴みかつ締め付けるように前記細長い本体に形成された少なくとも1つの弾性タインとを具備し、前記少なくとも1つの弾性タインは、前記細長い本体と一体的で、前記クラウンと先端部との間に位置されたベースと、縦方向の軸とを有し、また、前記少なくとも1つの弾性タインは、弾性を有するように、前記縦方向の軸の周りに少なくとも部分的にねじられている、ファスナー。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16781099P | 1999-11-29 | 1999-11-29 | |
| US60/167,810 | 1999-11-29 | ||
| US09/724,333 US6659700B1 (en) | 1999-11-29 | 2000-11-28 | Metal piercing fastener |
| US09/724,333 | 2000-11-28 | ||
| PCT/US2000/032596 WO2001038746A1 (en) | 1999-11-29 | 2000-11-29 | Metal piercing fastener |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003515073A JP2003515073A (ja) | 2003-04-22 |
| JP3939552B2 true JP3939552B2 (ja) | 2007-07-04 |
Family
ID=26863497
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001540061A Expired - Fee Related JP3939552B2 (ja) | 1999-11-29 | 2000-11-29 | 金属穿孔ファスナー |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US6659700B1 (ja) |
| EP (1) | EP1234121B1 (ja) |
| JP (1) | JP3939552B2 (ja) |
| KR (1) | KR100716023B1 (ja) |
| CN (1) | CN1316171C (ja) |
| AT (1) | ATE309477T1 (ja) |
| AU (1) | AU777808B2 (ja) |
| CA (1) | CA2391292C (ja) |
| DE (1) | DE60023935T2 (ja) |
| ES (1) | ES2253283T3 (ja) |
| IL (2) | IL149879A0 (ja) |
| MX (1) | MXPA02005355A (ja) |
| WO (1) | WO2001038746A1 (ja) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7033122B2 (en) * | 2000-11-28 | 2006-04-25 | Evening Star International, Inc. | Fastener having improved penetration capability |
| US6817818B2 (en) * | 2000-11-28 | 2004-11-16 | Evening Star International, Inc. | Metal piercing fastener with optimally resilient securing member |
| WO2003001074A1 (en) | 2001-06-21 | 2003-01-03 | Black & Decker Inc. | Method and apparatus for fastening steel framing members |
| US7008157B2 (en) | 2001-06-21 | 2006-03-07 | Black & Decker Inc. | Explosive assisted expanding fastener |
| WO2003000466A2 (en) | 2001-06-21 | 2003-01-03 | Black & Decker Inc. | Method and apparatus for fastening steel framing by crimping |
| WO2003001072A1 (en) | 2001-06-21 | 2003-01-03 | Black & Decker Inc. | Method and apparatus for fastening steel framing using helical features |
| WO2003001073A2 (en) | 2001-06-21 | 2003-01-03 | Black & Decker Inc. | Method and apparatus for fastening steel framing with nails |
| US20040184898A1 (en) * | 2003-03-21 | 2004-09-23 | Evening Star International, Llc | Fastener having guide rails |
| TWM250061U (en) * | 2003-11-06 | 2004-11-11 | Evening Star International Inc | Structure of connecting element |
| US20060228192A1 (en) * | 2004-02-26 | 2006-10-12 | Evening Star International, Inc. | Fastening member |
| US7118315B2 (en) * | 2005-01-24 | 2006-10-10 | Joker Industrial Co., Ltd. | Spike nail structure |
| US20080131233A1 (en) * | 2006-10-17 | 2008-06-05 | Yao Chun I | Plate-shaped fastener device |
| US8469645B2 (en) * | 2008-03-14 | 2013-06-25 | Lawrence J. Dichiera | Pneumatic fastener for metal studs and related method |
| EP2283240A4 (en) * | 2008-05-15 | 2014-04-02 | Evening Star International Inc | CLOSURE |
| US8303228B2 (en) * | 2008-06-13 | 2012-11-06 | Illinois Tool Works Inc. | Metal to metal cleat |
| US20100008717A1 (en) * | 2008-07-10 | 2010-01-14 | Frank Koch | Wall Fastener with Knife Blade and a String |
| US8303227B2 (en) * | 2008-10-06 | 2012-11-06 | The Monadnock Company | Lining fasteners and methods and apparatus therefor |
| US8931993B2 (en) | 2008-10-06 | 2015-01-13 | The Monadnock Company | Lining fasteners and methods and apparatus therefor |
| US20120096701A1 (en) * | 2009-06-04 | 2012-04-26 | Stefan Schachner | Attachment means for connecting plane material combinations in dry construction |
| US20110305540A1 (en) * | 2010-05-24 | 2011-12-15 | Litzinger W C | Impact-drivable screw with elastomer seal and tip highlight |
| US8413402B2 (en) * | 2010-08-24 | 2013-04-09 | Worthington Armstrong Venture | Beam clip with teeth |
| EP2861380B1 (en) | 2012-06-18 | 2017-08-09 | Quick Grip Staples (HK) Limited | An accessory for a fastening gun |
| US8894333B2 (en) * | 2012-11-13 | 2014-11-25 | Raimund Beck Nageltechnik Gmbh | Fastening means with a coating containing filling material |
| US9573260B2 (en) * | 2013-05-08 | 2017-02-21 | Arthur R. Walters, JR. | Fastening device for driving double-headed fasteners |
| US9757124B2 (en) * | 2014-02-24 | 2017-09-12 | Ethicon Llc | Implantable layer assemblies |
| JP5727070B1 (ja) * | 2014-05-26 | 2015-06-03 | 競人 吉田 | 制振釘およびこれを用いた制振構造 |
| CN204024002U (zh) * | 2014-07-01 | 2014-12-17 | 台州市大江实业有限公司 | 一种地板枪的三合一枪夹 |
| US9624954B2 (en) | 2014-12-17 | 2017-04-18 | Powernail Company | Plural tapered fastener with material receiving inward region |
| JP6620485B2 (ja) | 2015-09-24 | 2019-12-18 | マックス株式会社 | ステープラ |
| UA111485U (uk) * | 2016-05-11 | 2016-11-10 | Богдан Станіславович Родюк | Цвях |
| CN107314011A (zh) * | 2017-08-23 | 2017-11-03 | 山东文捷智能动力有限公司 | 一种自锁式铝板连接装置及方法 |
| CN108644594B (zh) * | 2018-07-12 | 2023-10-17 | 中国电建集团贵阳勘测设计研究院有限公司 | 一种可调节油缸防挠托架 |
| US20240141945A1 (en) * | 2022-10-31 | 2024-05-02 | AJ2 Steel Inc | Fastener having a specific ring structure supporting higher load value |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1338988A (en) * | 1919-02-24 | 1920-05-04 | Kinoshita Yokichi | Thumb-tack |
| GB192492A (en) * | 1921-11-03 | 1923-02-05 | Frank Humphris | Improvements in and relating to nails, staples, spikes, hooks, brads, brobs or the like |
| US1934134A (en) * | 1929-05-23 | 1933-11-07 | Mcchesney John Sherman | Tack pointed flanged joint fastener |
| US2110959A (en) | 1937-01-14 | 1938-03-15 | Albert H Tinnerman | Fastener |
| US2155893A (en) * | 1937-10-09 | 1939-04-25 | Harry E Fulton | Axe handle fastening |
| US2168854A (en) * | 1938-08-12 | 1939-08-08 | Arthur M Agnew | Nail or spike |
| US2319058A (en) * | 1939-04-06 | 1943-05-11 | Tinnerman Products Inc | Fastener |
| US2353579A (en) | 1942-06-30 | 1944-07-11 | Miller Edwin August | Drive fastener |
| US2382474A (en) * | 1943-06-17 | 1945-08-14 | Gambo Ernest | Insulation clip |
| US2543212A (en) * | 1946-07-17 | 1951-02-27 | Robert L Brown | Fastener |
| US2564643A (en) * | 1946-07-23 | 1951-08-14 | United Carr Fastener Corp | Fastener device |
| US2740505A (en) * | 1952-09-22 | 1956-04-03 | Tinuerman Products Inc | Joint for roofing, wall, floor, or the like |
| US2751052A (en) * | 1953-09-02 | 1956-06-19 | Tinnerman Products Inc | Joint for roofing, wall, floor or the like |
| FR1202255A (fr) * | 1958-03-10 | 1960-01-08 | Viralu | Agrafe élastique |
| US3675958A (en) | 1970-06-17 | 1972-07-11 | Trw Inc | Sheet metal panel fastener |
| US3800653A (en) | 1972-02-29 | 1974-04-02 | Illinois Tool Works | Metal penetrating staple |
| CA968594A (en) * | 1972-04-03 | 1975-06-03 | Lawrence H. Galloway | Anchor bolt |
| US3882755A (en) * | 1973-11-15 | 1975-05-13 | Illinois Tool Works | Sheet metal drive fastener |
| US3973295A (en) * | 1974-08-02 | 1976-08-10 | Janke William R | Cutout holding clip |
| US3983779A (en) * | 1975-03-10 | 1976-10-05 | Eaton Corporation | Nail |
| JPS5754714A (en) * | 1980-09-19 | 1982-04-01 | Orijinaru Tsuushiyou Kk | Connecting method of ring and pin |
| GB8703058D0 (en) * | 1987-02-11 | 1987-03-18 | Dom Holdings Plc | Anchors |
| US5152582A (en) | 1991-03-28 | 1992-10-06 | American Seating Company | Self-aligning fastener system having stud-engaging resilient legs |
| JPH0566311A (ja) * | 1991-09-05 | 1993-03-19 | Matsuda Denshi Kogyo:Kk | 光フアイバーを用いた映像伝達体及びその製造方法 |
| DE4433918A1 (de) * | 1994-04-21 | 1995-10-26 | Fischer Artur Werke Gmbh | Befestigungselement mit Spreizelement |
| DE19536786A1 (de) * | 1995-04-15 | 1996-10-17 | Fischer Artur Werke Gmbh | Befestigungselement mit Spreizelement |
| US5597280A (en) | 1995-10-30 | 1997-01-28 | Yazaki Corporation | Locking clip with resilient barb arm |
| DE19601990A1 (de) * | 1996-01-20 | 1997-07-24 | Fischer Artur Werke Gmbh | Befestigungselement |
| US5846019A (en) | 1996-08-06 | 1998-12-08 | Kuhns; Philip A. | Fasteners |
-
2000
- 2000-11-28 US US09/724,333 patent/US6659700B1/en not_active Expired - Fee Related
- 2000-11-29 IL IL14987900A patent/IL149879A0/xx active IP Right Grant
- 2000-11-29 ES ES00986251T patent/ES2253283T3/es not_active Expired - Lifetime
- 2000-11-29 JP JP2001540061A patent/JP3939552B2/ja not_active Expired - Fee Related
- 2000-11-29 EP EP00986251A patent/EP1234121B1/en not_active Expired - Lifetime
- 2000-11-29 DE DE60023935T patent/DE60023935T2/de not_active Expired - Lifetime
- 2000-11-29 CA CA002391292A patent/CA2391292C/en not_active Expired - Fee Related
- 2000-11-29 CN CNB008182868A patent/CN1316171C/zh not_active Expired - Fee Related
- 2000-11-29 KR KR1020027006837A patent/KR100716023B1/ko not_active Expired - Fee Related
- 2000-11-29 AT AT00986251T patent/ATE309477T1/de not_active IP Right Cessation
- 2000-11-29 MX MXPA02005355A patent/MXPA02005355A/es active IP Right Grant
- 2000-11-29 WO PCT/US2000/032596 patent/WO2001038746A1/en not_active Ceased
- 2000-11-29 AU AU22528/01A patent/AU777808B2/en not_active Ceased
-
2002
- 2002-05-28 IL IL149879A patent/IL149879A/en not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003515073A (ja) | 2003-04-22 |
| EP1234121A1 (en) | 2002-08-28 |
| MXPA02005355A (es) | 2002-12-11 |
| DE60023935D1 (de) | 2005-12-15 |
| ATE309477T1 (de) | 2005-11-15 |
| CN1423732A (zh) | 2003-06-11 |
| AU777808B2 (en) | 2004-11-04 |
| EP1234121B1 (en) | 2005-11-09 |
| CN1316171C (zh) | 2007-05-16 |
| IL149879A0 (en) | 2002-11-10 |
| IL149879A (en) | 2007-08-19 |
| DE60023935T2 (de) | 2006-08-10 |
| US6659700B1 (en) | 2003-12-09 |
| WO2001038746A1 (en) | 2001-05-31 |
| CA2391292A1 (en) | 2001-05-31 |
| AU2252801A (en) | 2001-06-04 |
| KR100716023B1 (ko) | 2007-05-08 |
| KR20020067042A (ko) | 2002-08-21 |
| ES2253283T3 (es) | 2006-06-01 |
| CA2391292C (en) | 2008-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3939552B2 (ja) | 金属穿孔ファスナー | |
| US6139238A (en) | Fastener for laminate flooring | |
| KR100884596B1 (ko) | 최적의 탄성 고정 부재를 가지는 금속 피어싱 파스너 | |
| US4231280A (en) | Interpenetrating nailable fastener for sheet metal | |
| US4003286A (en) | Clinch type fastener | |
| US7033122B2 (en) | Fastener having improved penetration capability | |
| CA1086111A (en) | Rivet nail | |
| TWM251041U (en) | Metal piercing fastener | |
| CN102027245B (zh) | 紧固件 | |
| JPH09158929A (ja) | ブラインドリベット | |
| US20040184898A1 (en) | Fastener having guide rails | |
| US20120114449A1 (en) | Fastener |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060131 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20060417 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20060510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060731 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070328 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110406 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120406 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120406 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130406 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130406 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140406 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |