JP3932952B2 - マット及びその製造方法 - Google Patents
マット及びその製造方法 Download PDFInfo
- Publication number
- JP3932952B2 JP3932952B2 JP2002101554A JP2002101554A JP3932952B2 JP 3932952 B2 JP3932952 B2 JP 3932952B2 JP 2002101554 A JP2002101554 A JP 2002101554A JP 2002101554 A JP2002101554 A JP 2002101554A JP 3932952 B2 JP3932952 B2 JP 3932952B2
- Authority
- JP
- Japan
- Prior art keywords
- mat
- nonwoven fabric
- fiber
- woven fabric
- strips
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Nonwoven Fabrics (AREA)
Description
【発明の属する技術分野】
本発明は、不織布細片からなる、嵩高で嵩回復率の高いマット及びその製造方法に関する。
【0002】
【従来の技術】
不織布の製造工程や裁断工程で発生する不良品や裁断屑及び使用済みの不織布製品は、その多くが、産業廃棄物として焼却や埋め立てにより処理されている。近年、環境負荷を低減させる試みから不織布を繊維に戻す検討や、不織布を裁断し、増量材としてリサイクルする検討が進められている。
【0003】
特開2000−192393公報には、不織布の廃棄材を粉砕した三次元構造を有する粉砕合成繊維とパルプとを湿式抄紙した嵩高抄紙シートが開示されている。このシートは、湿式抄紙によって製造されているため、厚みのあるマットの作製は困難であり、更に密度(見掛比重)が、0.14〜0.27g/cm3程度と、マットとして利用するには、嵩が不十分である。また、特開2001−49597公報には、合成繊維含有廃棄物から得られた繊維を原料に用いて、湿式法で成形することによって低密度成形体を得る技術が開示されている。しかし、これも湿式抄紙による成形体であるため、マットとして利用するには、嵩が不十分である。特開2000−253959公報、特開2001−159061公報には、不織布裁断物を接着剤またはバインダー繊維で接着してなる繊維集合体及びその製造方法が開示されている。しかしながら、この製造方法では、事前に不織布裁断物と接着剤またはバインダー繊維とを攪拌混合した後、これを金属製の型内に流し込み、熱プレス成形を行うことで、不織布裁断物が圧縮されたまま熱接着するため、得られる繊維集合体は、十分な嵩が得られないばかりか、嵩回復率も十分ではない。このように、未だ満足できる嵩高性、嵩回復性を有するマットは得られていない。
【0004】
【発明が解決しようとする課題】
本発明は、嵩高性、嵩回復性、通気性が良好な、不織布細片からなるマットを提供することを課題とする。
【0005】
【課題を解決するための手段】
本発明者らは、前記課題を解決するために鋭意検討を行った。その結果、不織布が裁断された不織布細片を相互に三次元絡合させ、接合することで、嵩高性と嵩回復性の向上したマットが得られるという知見を見出し、これに基づいて本発明を完成するに至った。
【0006】
本発明は前記課題を解決するために以下の構成を有する。
(1)繊維長が2〜20mmの単繊維からなる、繊維長や形状の異なる不織布裁断片(以下、不織布細片という。)で構成されたマットであって、不織布細片1片の上面の平面積は0.01〜1.5cm 2 であり、該マットは、不織布細片をエアレイド方式で分散させながら堆積し、該不織布細片裁断片が相互に三次元絡合し、かつ該不織布細片裁断片同士の交絡点の一部が接合し、微小空隙層を形成しており、マットの見掛比重が0.1g/cm3以下であることを特徴とするマット。
(2)23℃、0.5MPaの加圧30分後における嵩回復率が75%以上である前記(1)記載のマット。
(3)不織布細片裁断片が、ポリオレフィン系熱可塑性樹脂またはポリエステル系熱可塑性樹脂からなる熱可塑性繊維を絡合または接合した不織布である前記(1)項記載のマット。
(4)熱可塑性繊維が、融点差を有する少なくとも2成分の熱可塑性樹脂からなる熱接着性複合繊維である前記(3)項記載のマット。
(5)前記(1)〜(4)のいずれか1項記載のマットと、該マット以外の不織布、板紙、木質板、合成樹脂板、金属板、フィルム、パルプシート、織物及び編物から選ばれた少なくとも1種を積層したマット。
(6)マットの製造方法において、不織布を裁断して、繊維長が2〜20mmの単繊維からなる不織布細片とした後、該不織布細片をエアレイド方式で分散させながら堆積し、該不織布細片が相互に三次元絡合したウェブを形成し、ついで、該ウェブを熱処理し、該不織布細片同士の交絡点の一部を接合することを特徴とするマットの製造方法。
【0007】
【発明の実施の形態】
本発明のマットは、繊維長が2〜20mmの単一繊維または複合繊維(以下、「単繊維」ということがある。)からなる不織布細片で構成されており、該マットは、該不織布細片が相互に三次元絡合し、かつ該不織布細片同士の交絡点の一部が接合し、微小空隙層を形成している。本発明のマットの見掛比重は0.1g/cm3以下である。また、23℃、0.5MPaの加圧を30分した直後における嵩回復率が75%以上であることがより好ましい。マットの見掛比重は、0.06〜0.09の範囲であれば、より嵩高であり好ましい。また、微小空隙層は、マット内部に形成される不織布砕片により囲まれた空気の層であり、独立した空隙であっても連続した空隙であってもよい。見掛比重の値は、単位体積当たりの重量であり、一般にこの値が小さいと、布帛が嵩高で空気を含む割合が大きく、逆にこの値が大きいと、布帛の構造が緻密であることを示している。
【0008】
不織布細片としては、紡糸可能な熱可塑性樹脂を原料とした熱可塑性繊維から構成される不織布細片を用いることが好ましく、オレフィン系熱可塑性樹脂またはポリエステル系熱可塑性樹脂からなる熱可塑性繊維を絡合または接合した不織布が特に好ましく利用できる。なお、不織布細片には、これら熱可塑性繊維以外に、ポリアミド系熱可塑性樹脂、フッ素系樹脂またはアクリル系樹脂等からなる熱可塑性繊維を含有していてもよい。不織布細片は、全体が絡合または接合されていてもよいが、不織布細片の一部が絡合または接合されていることが特に好ましい。
【0009】
本発明のマットは、不織布細片をウェブとした後、熱処理によりウェブを融着し、マットを形成させることが非常に好ましい。このことから、一種類の熱可塑性樹脂、または少なくとも2種類の熱可塑性樹脂からなる混合物を用いて溶融紡糸された単一繊維や、少なくとも2種類の熱可塑性樹脂を用いて複合紡糸した複合繊維が好ましく利用できる。特に、2種類の熱可塑性樹脂が、融点差を有する少なくとも2成分の熱可塑性樹脂からなる熱接着性複合繊維であることが好ましく、その融点差は、少なくとも10℃あればよいが、20℃以上であることがより好ましい。このとき、複合繊維の複合形態としては、鞘芯型、偏心鞘芯型、並列型、3層以上の多層型、中空多層型、異形多層型が利用できる。
【0010】
本発明に用いられる熱可塑性樹脂としては、例えば、線状低密度ポリエチレン、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、プロピレンと他のαオレフィンとの2元系共重合体、プロピレンと他のαオレフィンとの3元系共重合体等のポリオレフィン系熱可塑性樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ジオールとテレフタル酸/イソフタル酸等を共重合した低融点ポリエステル、ポリエステルエラストマー等のポリエステル系熱可塑性樹脂及びこれら熱可塑性樹脂の混合物等を挙げることができる。熱可塑性繊維が、熱接着性複合繊維の場合には、その組み合わせとしては、低融点熱可塑性樹脂/高融点熱可塑性樹脂(該低融点熱可塑性樹脂よりも融点が高い熱可塑性樹脂)としたとき、高密度ポリエチレン/ポリプロピレン、低密度ポリエチレン/結晶性プロピレン−エチレン−ブテン−1共重合体、高密度ポリエチレン/ポリエチレンテレフタレート、低融点ポリエステル/ポリエチレンテレフタレート、ポリプロピレン/ポリエチレンテレフタレート、線状低密度ポリエチレン/高密度ポリエチレン等が例示できる。
【0011】
不織布細片を構成する繊維には、上記熱可塑性繊維以外に、天然繊維、再生繊維、半合成繊維または無機繊維を含有させることができる。天然繊維としては粉砕パルプ、木綿、亜麻、やし繊維、竹繊維、羊毛、絹等が利用できる。再生繊維及び半合成繊維としてはレーヨン、キュプラ、アセテート等が利用できる。また、無機繊維としてはガラス繊維、炭素繊維、活性炭素繊維等が利用できる。上述の天然繊維、再生繊維、半合成繊維及び無機繊維の混合率は、熱可塑性繊維の接合が阻害されない程度に抑えるのが好ましい。
【0012】
本発明のマットを構成する不織布細片には、スパンボンド不織布、エアレイド不織布、カーディング不織布、メルトブロー不織布、抄造不織布、スパンレース不織布、ニードルパンチ不織布、または上記2種以上の混合物等の不織布が、裁断される前の不織布として利用でき、特に不織布の種類は限定されない。しかし、2種以上の混合物の場合、本発明のマットの用途に応じて、使い分けることが好ましい。例えば、エアレイド不織布や、カーディング不織布のように不織布を構成する繊維に界面活性剤等の繊維処理剤が付着している不織布細片を用いた場合、インク吸収体や分離膜のような用途では、繊維に付着している界面活性剤が溶出し、インクの性能や分離膜の分離効率に影響を及ぼす場合がある。このような用途では、界面活性剤を付着させる必要のないスパンボンド不織布や、不織布加工の工程で高圧水流により界面活性剤が洗い流されるスパンレース不織布を裁断して不織布細片とすることがよい。
【0013】
本発明のマットの製造方法としては、不織布を裁断して、繊維長が2〜20mmの単繊維からなる不織布細片とした後、該不織布細片をエアレイド方式で分散させながら堆積し、該不織布細片が相互に三次元絡合したウェブを形成し、ついで、該ウェブを熱処理し、該不織布細片同士の交絡点の一部を接合する製造方法が例示できる。
【0014】
本発明のマットに用いられる不織布細片は、不織布を機械的に裁断することによって得ることができる。本発明の不織布マットを構成する不織布細片には、市販の不織布を用いてもよいが、不織布の製造工程や裁断工程で発生する不良品や裁断屑、使用済みの不織布製品等の廃棄物を用いることが好ましく、これらを粉砕機、破砕機、裁断機、解繊機等の公知の装置により機械的に裁断処理して不織布細片として用いるのがよい。前記装置としては、例えば、ポケットグラインダー、チェーングラインダー、リンググラインダー等のグラインダー類、シングルディスクリファイナー、ダブルディスクリファイナー、コニカル型リファイナー等のリファイナー類、ビーター等の叩解機類、ブレンダー、デフレーカー等の攪拌機類、デファイブレーター、デファイブライザー等の木材チップ解繊機、クラッシャ、グラニュレーター等の粉砕機、ハンマーミル、ピンミル、シュレッダーが挙げられる。中でも、取り扱いが容易で、乾いた繊維が得られる、乾式処理装置を使用することが好ましい。乾式処理に用いられる装置の中でも、ハンマーミル、ピンミル、ディスクリファイナー、クラッシャ、グラニュレーター、切断機が好ましい。具体的には、西日本技術開発社製のファイバライザ紙片解繊機(商品名)、ホソカワミクロン社製のファインインパクトミル(商品名)、奈良機械製作所社製の自由粉砕機(商品名)、ハンマーミル(商品名)、増幸産業社製のMKカッターミル(商品名)、ホーライ社製のZシリーズ粉砕機(商品名)、Vシリーズ粉砕機(商品名)、BOシリーズ粉砕機(商品名)、Uシリーズ粉砕機(商品名)、メッシュミル(商品名)、ガイナックスクラッシャ(商品名)、ハードクラッシャ(商品名)、押切り式油圧切断機(商品名)、シャー式油圧切断機(商品名)等が挙げられる。これらの装置は必要によって組み合わせて用いることができる。更に粉砕、破砕、裁断、解繊においては、処理工程に発生する熱により細片化される不織布及び細片化された不織布細片が溶融しない必要な条件を設定し、その条件で処理することが重要である。
【0015】
また、本発明のマットを構成する不織布細片は、コンベアネット上にウェブとして積層された後、熱処理されることによりマット状の成形体にされるのが好ましく、そのためにはエアレイド法により製造されるのが好ましい。エアレイド法では、不織布細片がネット上に積層されることが必要であることから、エアレイド装置またはフォーミングヘッド部に不織布細片が滞留することなく、連続的に排出されることが重要である。そのためには、不織布細片の平均繊維長は2〜20mmであることが必要であり、見掛比重は0.01〜0.08g/cm3、不織布細片1片の上面の平面積は0.01〜1.5cm2であることが好ましい。この範囲を大きく外れると、エアレイド装置からの排出性が低下し、該装置内部に滞留する不織布細片が増加し、生産性が低下するばかりか、マットの圧縮性や嵩回復性が得られなくなる。
【0016】
本発明のマットを製造する方法として好適なエアレイド法は、本来、フラッフパルプや合成繊維、特に2〜20mm程度の短繊維を不織布にするのに用いられている不織布製造の方法である。本発明では、不織布細片を大量の空気と共にエアレイドウエブ製造装置に導入し、前後、左右、上下、水平円状等に高速往復振動または高速回転した篩の目から分散落下させ、ウェブを形成する。この後にウェブ中の不織布細片同士を接合することで、得られるマットは、不織布細片が相互に三次元絡合して、優れた圧縮性と嵩高性及び嵩回復性を得ることができる。
【0017】
エアレイド法のウエブ製造装置としては、例えば、前後、左右、上下、水平円状等のいずれかに振動し短繊維を篩の目から分散落下させる箱形篩タイプの装置が使用できる。また、ネット状の金属多孔板が円筒状に成形され且つその側面に繊維の投入口を有し、繊維をその目から分散落下させるネット状円筒型タイプの装置も使用できる。
【0018】
本発明のマットは、エアレイド法によって得られたウエブを熱処理することによって得ることができる。不織布細片が熱接着性複合繊維からなる場合、熱処理は、低融点熱可塑性樹脂成分の融点以上、高融点熱可塑性樹脂成分の融点未満の温度で加熱し、更に不織布細片同士の交絡点(繊維の交点)を融着する装置で行い、装置としては、例えば、スルーエアー型熱処理機、エンボスロール型熱処理機、フラットロール型熱処理機等が使用できる。特に、嵩回復性の高いマットを得るためには、エアレイド法によってウェブを作製し、これをスルーエアー型熱処理機で熱融着する方法を用いることが非常に好ましい。
【0019】
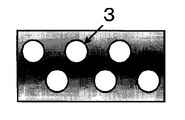
本発明のマットは、図3の不織布1を裁断し、細片化することで図4のような繊維長や形状の異なる不織布細片2a、2b、2cが得られる。これをエアレイド方式のフォーミングヘッドの開口部3(図5)を通過させ、飛散させながら堆積して得たウェブ(不織布細片の集合体)を熱処理して、繊維接点を熱接合し、図1に示すようなマット4を形成している。この場合、不織布細片2a、2b、2cはフォーミングヘッドの開口部3を通過しうる最大形状から開口部3を容易に通過しうる最小形状まで種々の大きさ、形状、厚みのものが混在し、かつ分散しながら堆積されている。
【0020】
このため得られるマットの構造は、図2のマット(一部拡大模式断面図)に示すように不織布細片2a、2b、2cが個々の状態でランダム方向に相互に接触し合って、その接合点が熱接合され、立体的に堆積するので、不織布細片2a、2b、2cが集合し、外圧に対して安定な三次元絡合構造5を形成する。この結果、堆積された不織布細片間には、種々の形状や大きさの異なる微小空隙層6a、6b、6cが生成する。この様な不織布細片2a、2b、2cが集合し、ランダム方向に立体的に堆積した三次元絡合構造5では、嵩高性に優れると同時に押圧時の初期圧力に対しては、クッション性に富んだ、腰のある反発性を有し、更に強い2次圧力に対しては、種々の形状や大きさの異なる微小空隙層6a、6b、6cの変形によって応力を分散、緩衝する作用を高めるので、前述のように嵩回復性に優れる。これをマットとして使用したときに、心地よい触感が与られる。また、不織布細片間に形成される、形状や大きさの異なる微小空隙層は、通気性を良好にし、更に通水性を付与することも可能である。
【0021】
本発明のマットには、性能向上や機能付与等のために必要に応じて、無機繊維、金属繊維、染料、顔料、接着剤、耐水化剤、撥水剤、増粘剤、界面活性剤、防腐剤、防黴剤、抗菌剤、殺鼠剤、防虫剤、難燃剤、保湿剤、鮮度保持剤、脱酸素剤、発泡剤、電磁シールド材、帯電防止剤、防錆剤、芳香剤、消臭剤等を適宜選択し配合することができる。なお、これらは複数種併用してもよい。
【0022】
本発明のマットには、必要に応じて、少なくとも2層のマットを積層させてもよい。また、本発明のマットの表面に、本発明のマット以外の不織布だけでなく、上質紙、セロファン紙、耐水紙、耐油紙、蒸着紙、塗工紙、合成紙及び板紙等の板紙、織物及び編物等の布、木質板、合成樹脂板、金属板、フィルム、パルプシート、金属箔、ガラス板等の他の素材を全面または一部分に貼って使用することができる。また、段ボール、板紙、板、合成樹脂板、金属板等その加工品に挟む方法、貼り付ける方法、はめ込む方法等により使用することができる。また、得られたマット成形体同士を貼り合わせることもできる。
【0023】
【実施例】
以下、実施例により本発明を説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例中に示された物性値の測定法または定義をまとめて以下に示す。
(1)圧縮率
10cm×10cmの寸法に裁断したマットに23℃の雰囲気下で0.5MPaの荷重を載せたときの試験片の厚みと試験前の厚みを測定し試験前に対する荷重時の厚みの比率を求め、これを圧縮率とした。
(2)嵩回復率
10cm×10cmの寸法に裁断したマットに23℃の雰囲気下で0.5MPaの荷重を30分間載せる。荷重を解放した直後、試験片の厚みと、試験前の厚みを測定し、試験前の厚みに対する試験後の厚みの比率を求め、これを圧縮回復率とした。
(3)通気度
10cm×10cmの寸法に裁断したマットをJIS L 1096 6.27A法に準じて通気度を測定した。
(4)不織布細片の見掛比重
裁断した不織布細片300gを1Lのビーカーに投入し、ビーカーの上面に100gの荷重をビーカー面に均一にかかるように載せ、5分経過したときの容積を測定して求めた。
(5)マットの見掛比重
マットに荷重をかけず、マットの重量とその容積を測定して求めた。
(6)不織布細片の平面積
不織布細片を任意に50個取り出し、粘着テープの上に、不織布細片を1片ずつ十分に広げ固定する。その後、不織布細片の面積を測定し、平均値を求めた。
(7)熱可塑性樹脂のメルトフローレート
JIS K 7210に準拠し、メルトフローレートの測定を行った。
ここで、MIは、表1の条件4に準拠し、MFRは、表1の条件14に準拠して測定した。
【0024】
実施例1〜3
芯成分(高融点熱可塑性樹脂)が結晶性ポリプロピレン(プロピレン単独重合体、融点161℃、MFR36g/10分)であり、鞘成分(低融点熱可塑性樹脂)が高密度ポリエチレン(エチレン単独重合体、融点132℃、MI30g/10分、密度0.955g/cm3)であり、鞘芯体積比が5:5である、繊度3.3dtexの鞘芯型複合長繊維からなる、目付け27g/m2の複合スパンボンド不織布を株式会社ホーライ製粉砕機で、単繊維が20mm以内の繊維長になるように小さく裁断し、種々な形状をした不織布細片とした。得られた不織布細片の見掛比重は0.043g/cm3であり、1片の平均平面積は0.16cm2であった。この不織布細片を用いて、以下の方法によるエアレイド法によりウェブとした。繊維投入口から開繊した不織布細片を供給し、フォーミングヘッドの多孔板の開口部(穴)から不織布細片を排出させ、コンベア上に分散、堆積させることで不織布細片がランダムに配向したウエブを得た。更にこのウエブをスルーエアー型熱処理機により、温度145℃で10秒間熱処理することで、隣接する不織布細片が相互に三次元絡合し、該不織布細片同士の交絡点の一部が熱融着により接合し、微小空隙層を有するマットを得た。使用したウエブ製造装置は、ネット状の金属多孔板が円筒状に成形されており、その側面に繊維の投入口を有し、最大回転数300rpmで高速回転し、繊維を多孔板の開口部から分散落下させるネット状筒状体の装置である。更にこの装置には、円筒状金属多孔板の内壁に近接する形で、最大回転数2000rpmで高速回転する針ロールが組み込まれている。得られたマットの圧縮率及び嵩回復率を表1に示す。
【0025】
実施例4〜5
芯成分(高融点熱可塑性樹脂)が結晶性ポリプロピレン(プロピレン単独重合体、融点161℃、MFR36g/10分)、鞘成分(低融点熱可塑性樹脂)が線状低密度ポリエチレン(エチレン−1−ブテン共重合体、融点122℃、MI20g/10分、密度0.920g/cm3)であり、鞘芯体積比が5:5である、繊度3.3dtexの鞘芯型複合長繊維からなる、目付け30g/m2の複合スパンボンド不織布を株式会社ホーライ製粉砕機で単繊維が20mm以内の繊維長になるように裁断し、実施例1〜3に準拠してエアレイド法によりマットとした。得られたマットの圧縮率及び嵩回復率を表1に示す。
【0026】
実施例6
芯成分(高融点熱可塑性樹脂)が結晶性ポリプロピレン(プロピレン単独重合体、融点161℃、MFR16g/10分)であり、鞘成分(低融点熱可塑性樹脂)が高密度ポリエチレン(エチレン単独重合体融点131℃、MI17g/10分、密度0.956g/cm3)と無水マレイン酸グラフト高密度ポリエチレン(グラフト量1.5重量%、融点132℃、MI2.0g/10分、密度0.960g/cm3)との混合物であり、鞘芯体積比が5:5である、繊度2.2dtexの鞘芯型複合繊維40重量%と、フラッフパルプ60重量%とで構成されている目付け50g/m2のパルプ混合エアレイド不織布を用い、これを株式会社ホーライ製粉砕機で単繊維が20mm以内の繊維長になるように裁断し、不織布細片とした。得られた不織布細片を用いて実施例1〜3に準拠してエアレイド法によりマットとした。得られたマットの圧縮率及び嵩回復率を表1に示す。
【0027】
実施例7
芯成分(高融点熱可塑性樹脂)がポリエチレンテレフタレート(融点255℃、I.V値0.63)であり、鞘成分(低融点熱可塑性樹脂)が高密度ポリエチレン(エチレン単独重合体、融点131℃、MI17g/10分、密度0.956g/cm3)であり、鞘芯体積比が5:5である、繊度2.2dtexの鞘芯型複合繊維で構成されているカーディング不織布(スルーエアー不織布)を用い、これを株式会社ホーライ製粉砕機で単繊維が20mm以内の繊維長になるように裁断し、不織布細片とした。得られた不織布細片を用いて、実施例1〜3に準拠してエアレイド法によりマットとした。得られたマットの圧縮率及び嵩回復率を表1に示す。
【0028】
実施例8
芯成分(高融点熱可塑性樹脂)が結晶性ポリプロピレン(プロピレン単独重合体、融点161℃、MFR16g/10分)であり、鞘成分(低融点熱可塑性樹脂)がエチレン−プロピレン−1−ブテン3元共重合体(エチレン含量4.0重量%、プロピレン含量93.35重量%、1−ブテン含量2.65重量%、融点131℃、MFR16g/10分)であり、鞘芯体積比が5:5である、繊度3.3dtexの鞘芯型複合繊維で構成されているカーディング不織布(ポイントボンド不織布)を用い、これを株式会社ホーライ製粉砕機で単繊維が20mm以内の繊維長になるように裁断し、不織布細片とした。得られた不織布細片を用いて、実施例1〜3に準拠してエアレイド法によりマットとした。得られたマットの圧縮率及び嵩回復率を表1に示す。
【0029】
実施例9
芯成分(高融点熱可塑性樹脂)が結晶性ポリプロピレン(プロピレン単独重合体、融点161℃、MFR16g/10分)であり、鞘成分(低融点熱可塑性樹脂)が高密度ポリエチレン(エチレン単独重合体、融点131℃、MI17g/10分、密度0.956g/cm3)であり、鞘芯体積比が5:5である、繊度2.2dtexの鞘芯型複合繊維30重量%と、レーヨン繊維70重量%とで構成されているスパンレース不織布を用い、これを株式会社ホーライ製粉砕機で単繊維が20mm以内の繊維長になるように裁断し、不織布細片とした。得られた不織布細片を用いて、実施例1〜3に準拠してエアレイド法によりマットとした。得られたマットの圧縮率及び嵩回復率を表1に示す。
【0030】
実施例10
実施例1で得られた目付け400g/m2、見掛比重0.086g/cm3のマットに目付け60g/m2の塩化ビニールシートを積層し一体化した。得られた積層物は、嵩回復性に優れていたことから、衝撃吸収床材として好適に使用できることがわかった。
【0031】
比較例1
実施例1で得られた不織布細片を縦150mm、横150mmの型枠の中に入れ、150℃の熱プレス機にて5分加熱加圧処理を行ない、マットとした。得られたマットの圧縮率及び嵩回復率を表1に示す。
【0032】
比較例2
芯成分(高融点熱可塑性樹脂)が結晶性ポリプロピレン(プロピレン単独重合体、融点161℃、MFR36g/10分)であり、鞘成分(低融点熱可塑性樹脂)が高密度ポリエチレン(エチレン単独重合体、融点132℃、MI30g/10分、密度0.955g/cm3)であり、鞘芯体積比が5:5である、繊度3.3dtexの鞘芯型複合長繊維からなる、目付け27g/m2の複合スパンボンド不織布を株式会社ホーライ製粉砕機で粗く裁断し、不織布細片とした。得られた不織布細片を用いて、エアレイド法によりウェブ加工を行ったが、不織布細片は、その殆どが20mm以上の繊維長であり、平面積も1.61cm2と大きかったために、エアレイド機におけるフォーミングヘッドのスクリーン上の開口部から殆ど排出せず、結果としてマットが製造できなかった。
【0033】
比較例3
芯成分(高融点熱可塑性樹脂)が結晶性ポリプロピレン(プロピレン単独重合体、融点161℃、MFR36g/10分)であり、鞘成分(低融点熱可塑性樹脂)が高密度ポリエチレン(エチレン単独重合体、融点132℃、MI30g/10分、密度0.955g/cm3)であり、鞘芯体積比が5:5である、繊度3.3dtexの鞘芯型複合長繊維からなる、目付け27g/m2の複合スパンボンド不織布を株式会社ホーライ製粉砕機で裁断し、不織布細片とした。得られた不織布細片は、不織布を裁断する工程で、複合スパンボンド不織布を構成する鞘成分側の高密度ポリエチレンが融点以上の熱を受けて溶融し、不織布細片が複数枚重なるように融着していた。そのため、得られた不織布細片を用いて、エアレイド法によりフォーミングを行ったが、不織布細片は、エアレイド機におけるフォーミングヘッドのスクリーンの開口部から殆ど排出せず、結果としてマットが製造できなかった。
【0034】
比較例4
不織布細片を用いる代わりに、芯成分(高融点熱可塑性樹脂)が結晶性ポリプロピレン(プロピレン単独重合体、融点161℃、MFR16g/10分)であり、鞘成分(低融点熱可塑性樹脂)が高密度ポリエチレン(エチレン単独重合体、融点131℃、MI17g/10分、密度0.956g/cm3)であり、鞘芯体積比が5:5である、繊度2.2dtex、繊維長5mmの鞘芯型複合繊維を用いて、エアレイド法によりウェブとした。更にこのウェブをスルーエアー型熱処理機で熱融着させマットとした。得られたマットの圧縮率及び嵩回復率を表1に示す。
【0035】
【表1】

【発明の効果】
本発明のマットは、不織布細片がランダムな状態で三次元的に集積し絡合されており、更に種々の形状や大きさの不織布細片が混在しているので、マットを構成する不織布細片間には、広さの異なる微小空隙層が多数存在し、この空隙層がマットの嵩高性と嵩回復性を著しく向上させ、更に通気性を良好にする。これらの特性により、本発明のマットは、油吸着材、園芸用資材、吸音床材、断熱材、緩衝材等に好適に使用できる。
【図面の簡単な説明】
【図1】 本発明に係るマットの側面図である。
【図2】 図1のマットの一部拡大模式断面図である。
【図3】 本発明のマットに使用される不織布の側面図である。
【図4】 不織布細片の一例を示す拡大模式図である。
【図5】 エアレイド方式のフォーミングヘッドの開口部一例である。
【符号の説明】
1:不織布細片となる前の不織布
2a、2b、2c:不織布細片
3:フォーミングヘッドの開口部
4:不織布細片から得られた本発明のマット
5:マットの三次元絡合構造
6a、6b、6c:隣接する不織布細片により形成された微小空隙層
Claims (5)
- 繊維長が2〜20mmの単繊維からなる、繊維長や形状の異なる不織布裁断片(以下、不織布細片という。)で構成されたマットであって、不織布細片1片の上面の平面積は0.01〜1.5cm2であり、該マットは、不織布細片をエアレイド方式で分散させながら堆積し、該不織布細片が相互に三次元絡合し、かつ該不織布細片同士の交絡点の一部が接合し、微小空隙層を形成しており、マットの見掛比重が0.1g/cm3以下であることを特徴とするマット。
- 23℃、0.5MPaの加圧30分後における嵩回復率が75%以上である請求項1記載のマット。
- 不織布細片が、ポリオレフィン系熱可塑性樹脂またはポリエステル系熱可塑性樹脂からなる熱可塑性繊維を絡合または接合した不織布である請求項1記載のマット。
- 熱可塑性繊維が、融点差を有する少なくとも2成分の熱可塑性樹脂からなる熱接着性複合繊維である請求項3記載のマット。
- 請求項1〜4のいずれか1項記載のマットと、該マット以外の不織布、板紙、木質板、合成樹脂板、金属板、フィルム、パルプシート、織物及び編物から選ばれた少なくとも1種を積層したマット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002101554A JP3932952B2 (ja) | 2002-04-03 | 2002-04-03 | マット及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002101554A JP3932952B2 (ja) | 2002-04-03 | 2002-04-03 | マット及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003301360A JP2003301360A (ja) | 2003-10-24 |
| JP2003301360A5 JP2003301360A5 (ja) | 2005-09-15 |
| JP3932952B2 true JP3932952B2 (ja) | 2007-06-20 |
Family
ID=29388705
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002101554A Expired - Fee Related JP3932952B2 (ja) | 2002-04-03 | 2002-04-03 | マット及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3932952B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4610501B2 (ja) * | 2006-03-15 | 2011-01-12 | 東邦チタニウム株式会社 | シート状多孔質体の製造方法 |
| JP6134606B2 (ja) * | 2013-08-20 | 2017-05-24 | 王子キノクロス株式会社 | 成形断熱材の製造方法および成形断熱材 |
| JP6377333B2 (ja) * | 2013-10-10 | 2018-08-22 | 株式会社フジタ | 鋼板張断熱パネル |
| EP3879022A4 (en) | 2018-11-09 | 2023-04-26 | Idemitsu Kosan Co., Ltd. | NON-WOVEN FABRIC, AND METHOD OF MAKING THE SAME |
| US11821141B2 (en) | 2018-12-10 | 2023-11-21 | Dow Global Technologies Llc | Airlaid substrates having at least one bicomponent fiber |
-
2002
- 2002-04-03 JP JP2002101554A patent/JP3932952B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003301360A (ja) | 2003-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2018268805B2 (en) | Hydroentangled airlaid process and industrial wipe products | |
| AU689634B2 (en) | Nonwoven material comprising a certain proportion of recycled fibres originating from nonwoven and/or textile waste | |
| US11622919B2 (en) | Hydroentangled airlaid web and products obtained therefrom | |
| EP2456585B1 (en) | High cellulose content, laminiferous nonwoven fabric | |
| US20180251925A1 (en) | Hydroentangled web with ultrafine fibers | |
| JP3219250B2 (ja) | 短繊維不織布及びそれを用いた吸収性物品 | |
| JP6259365B2 (ja) | クッキングペーパーとその製造方法 | |
| JP3760599B2 (ja) | 積層不織布及びそれを用いた吸収性物品 | |
| JP3932952B2 (ja) | マット及びその製造方法 | |
| JP2007236863A (ja) | 床用清掃シート | |
| JP2019086551A (ja) | 吸音材 | |
| JP2001279570A (ja) | 複合不織布およびその製造方法 | |
| JP2006223707A (ja) | 不織布構造体、シートクッション材及びそれからなる車両用シート | |
| KR20220122686A (ko) | 부직포 웹 및 웹의 제조 방법 | |
| JPH10310964A (ja) | 繊維シート | |
| JP2004299356A (ja) | 複合不織布 | |
| JP2003286637A (ja) | ポリオレフィン系吸音材 | |
| JP7497016B2 (ja) | 複合不織布及びその製造方法並びに複合不織布製造装置 | |
| JPH1161614A (ja) | 短繊維不織布 | |
| JP4785514B2 (ja) | 両面起毛不織布の製造方法 | |
| JPH05321120A (ja) | 特殊不織布の製造法 | |
| BR112019023922B1 (pt) | Método para produção de uma trama não tecida, trama não tecida, e, lenço industrial | |
| EA041550B1 (ru) | Способ гидроспутывания полотна суховоздушного формования и промышленные протирочные материалы | |
| JPH08158230A (ja) | セルロース系不織布 | |
| JP2001288669A (ja) | 不織布及びそれを用いた繊維製品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050331 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050331 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061121 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070206 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070312 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100330 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110330 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110330 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110330 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120330 Year of fee payment: 5 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120330 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120330 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140330 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |