JP3908897B2 - Packaging method with bag - Google Patents
Packaging method with bag Download PDFInfo
- Publication number
- JP3908897B2 JP3908897B2 JP2000240048A JP2000240048A JP3908897B2 JP 3908897 B2 JP3908897 B2 JP 3908897B2 JP 2000240048 A JP2000240048 A JP 2000240048A JP 2000240048 A JP2000240048 A JP 2000240048A JP 3908897 B2 JP3908897 B2 JP 3908897B2
- Authority
- JP
- Japan
- Prior art keywords
- bag
- opening
- opened
- packaging method
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Package Closures (AREA)
- Closing Of Containers (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、包装品を充填した薄い柔軟なプラスチック製の袋の開口端部をシールして包装品とする袋による包装方法に関する。
【0002】
【従来の技術】
プラスチック製の袋に包装品を充填したのち、その袋の開口端部をシールして包装品とすることは既に広く行われている。しかしながら、このような袋による包装方法は、厚手で腰の強いプラスチック袋を用いた包装に対しては行われているものの、薄くて柔軟なプラスチック製の袋を用いた包装品に対しては実用されていないのが現状である。
【0003】
その理由は、薄手で腰の弱いプラスチック袋に包装品を充填した後、その開口部をシールしようとしても、その袋が柔らかで腰が弱いため皺のない状態で開口部をきれいにシールすることが極めて困難なためである。
【0004】
例えば、スライス食パン、菓子パンなど、薄いプラスチック製の袋に入れて市販されているものは、その開口部はシールされておらず、プラスチック製のクリップが嵌められていたり単にテープで巻いてあるだけのものが多い。従って、これら薄いプラスチック製の袋で包装された食品はその開口部がシールによる密閉がなされていないため、食パンや菓子パンから出る香ばしいかおりに誘われて小さい虫が侵入したり、或いは流通の過程で塵などが混入する恐れがあった。特に、それらの小さい虫や塵が袋の開口端に付着した状態で開口部のクリップやテープを外すと、それらの虫や塵が袋内に落下したりする可能性も考えられる。
【0005】
しかしながら、薄いプラスチック袋にスライス食パン等を入れた後、その開口部をシールしようとしても袋の開口部は腰が弱くて自立しないし、横にしても皺のない状態で平面をなして倒れることがないため、その開口部をシールするのが難しく、もしシールしたとしても皺が生じて了い包装品の商品価値を著じるしく劣化させるものであった。
【0006】
【発明が解決しようとする課題】
本発明は、包装品を充填された薄いプラスチック製の袋の開口端部を皺のない状態でシールすることを可能とした、袋による包装方法を提供することを課題としている。
【0007】
【課題を解決するための手段】
前記課題を解決するため、本発明は、包装品を充填した袋を搬送ベルト上に横置きにして、その開口端部に上方からエアを吹き付けて同開口端部を搬送ベルトに対して偏平状態にさせた後、前記袋の開口を開かせ、開口した前記袋内に2本の拡開口バーを挿入しそれを横に広げて袋の開口を横に広げ、横に広げられた前記袋の開口端部を挟んでシールするようにした袋による包装方法を提供する。
【0008】
本発明の包装方法によると、包装品を充填した袋の開口端部は先ず搬送ベルトに偏平状態にして保持され、袋はこの状態で開口されるので袋の開口部は確実に大きく開かれる。このように大きく開かれた開口内には2本の拡開口バーが挿入されて開口は横に広げられるので、品物を充填してある袋は開口端部が横に広げられて偏平となる。こうして偏平にされた袋の開口部をシーラで挟んでシールするので、開口部は皺のない状態でシールされる。
【0009】
このように、本発明の包装方法によれば、極く薄くて腰の弱いプラスチックの袋であっても、その開口が確実に開かれ、そこに挿入した拡開口バーにより袋の開口端部は確実に偏平状態に伸ばされて皺を生じさせることなくシールすることができる。
【0010】
本発明の包装方法において、袋の開口端部を偏平状態にして保持する搬送ベルトとして、袋の開口端部を付着させた状態で保持できるよう袋に対し粘着性のある材料製としたり、開口端部に吸引力を働かせるベルトを採用し、このように搬送ベルトに保持された袋の開口部を開口させるには、その開口に向けてエアを吹き付けたり、吸引力を作用させることによって行なうことができる。
【0011】
本発明の包装方法において、前記したように拡開口バーによって横に広げられた開口端部を、その開口端部を保持している前記した搬送ベルトと脱気用部材で挟みつけ、その袋と脱気用部材とを相対的に移動させ、その脱気用部材で、袋の開口端と充填包装品との間にある袋内の空気をしごいて排出させてから前記したシールを行うようにすると、シール後の包装品入り袋内に余分な空気が残らないものとすることができて好ましい。
【0012】
この場合、脱気のための袋と脱気用部材との相対的移動を、袋の開口から挿入された前記拡開口バーを袋から引き抜く動作と底部からの袋の押し出しとによる袋の移動によって行うようにすると、脱気のための袋又は脱気用部材の移動のための構造が複雑な部材を別に設ける必要がなくなるので好ましい。
【0013】
【発明の実施の形態】
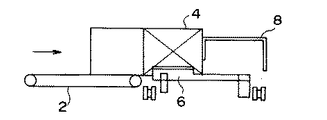
以下、本発明による包装方法を、薄いプラスチック袋によるスライス食パンの包装に適用した場合について図示した実施形態により具体的に説明する。図1は、本発明の実施の一形態による包装方法の全体工程を示す平面図である。図1において、2は供給コンベアで、この供給コンベア2は、スライス食パンが充填されて開口をあけたまゝのスライス食パン入りの袋4を前工程から矢印3の方向に搬送して来る。6はブレードコンベアであって、供給コンベア2によって搬送されて来るスライス食パン入りの袋4を横にしたまゝ矢印7の方向に搬送する。
【0014】
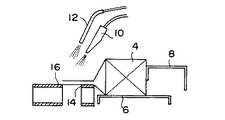
8はガイドで、このガイド8は、供給コンベア2によって搬送されて来たスライス食パン入りの袋4の底部が図2に示すように当接されて、ブレードコンベア6によって移送されるスライス食パン入りの袋4を案内する働きをする。10と12は、袋4の開口端の空の部分を偏平になるようにベルトコンベア14、16に対し押しつけるための袋平整形ブローで、袋平整形ブロー10は短形状のエア吹出し口を有するが、袋平整形ブロー12は袋の開口端を強く吹きつけるよう丸いエア吹出し口を有している。
【0015】
エンドレスのベルトコンベア14と16は、シリコンベルトやウレタンベルトなど、プラスチック製の袋に対し粘着性をもつ(薄いプラスチック製の袋を付着させた状態で保持する)材料でつくられていて、袋4の開口部を搬送する搬送コンベアを構成している。これらのベルトコンベア14と16は、互いに間隔を保って平行に張設されて共に矢印15の方向に移動されている。この部分におけるブレードコンベア6、袋平整形ブロー10,12、ベルトコンベア14,16、及びスライス食パン入り袋4の位置関係を横から見た状態が図3に示してある。
【0016】
18及び20は、スライス食パン入り袋4の搬送経路に沿って並べて配置されたシロッコファンで、このシロッコファン18,20からベルトコンベア14、16上に開口端部の下面が付着された状態の袋4の開口に向けてエアを吹きつけることによって袋4の開口端部を図4に示すように大きく開口させる働きをする。図4に示す22はエアシリンダで、このエアシリンダ22はエア遮断部材24を動かして、シロッコファン18,20からのエアが袋4の方に吹き出すのを遮断する働きをする。
【0017】
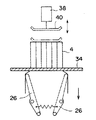
26は拡開口バーで、2本一組となっていて、その詳細を図5に示してあるように、それぞれが枢着点28まわりに矢印27のように回動可能となっており、両者の間をバネ32が引張っている。この拡開口バー26の後端にはカムフォロァ30が設けられており、拡開口バー26を矢印29の方向に移動することによって、このカムフォロァ30がカム面(図示していない)に沿って動かされるように構成されている。
【0018】
従って、拡開口バー26をスライス食パン入りの袋4の開口に出し入れする方向(矢印29の方向)に移動することによって拡開口バー26は矢印27のように変位される。この拡開口バー26は、図4に示すように開口を大きく開かれた袋4内に、図5の(b)に示されたように先端がすぼまされた状態で挿入されたのち、袋4内で(a)図の状態に先端が開かれるようにカムフォロァ30がカム面(図示していない)によって案内される。
【0019】
34は脱気用部材で、拡開口バー26によって偏平にされた袋4の開口端部をベルトコンベア14との間で挟みつける状態に上下動されるように配置されている。この脱気用部材34が下がった状態で、図5の(a)の状態に先端が開かれた拡開口バー26が矢印33の方に変位されると、スライス食パン入り袋4は矢印35の方向に引かれ、この袋4の変位によって、袋内の非充填空間36に入っている空気をこの脱気用部材34がしごいて排出させる働きをする。
【0020】
一方、この拡開口バー26に対向する位置にはエアシリンダ38が配置され、そのエアシリンダ38によって押込みバー40がスライス食パン入り袋4の底を図6の破線のように押し出す働きをする。この押込みバー40は、図5について説明したように、拡開口バー26により袋4を矢印35の方に動かす動作に同期して袋4を底の方から押して前記した脱気用部材34による袋4内の脱気動作を行わせる働きをする。
【0021】
42はシーラで、その構成は図7に示すように、シーラ42を上下動させる為のエアシリンダ44と、シーラ受け46を有している。48はエンドレスのベルトで、ベルトコンベア16の上方に配置されていてベルトコンベア16と同方向に同速で搬送されていて、拡開口バー26でベルトコンベア14,16上に偏平にされた袋4の開口部をベルトコンベア16との間で挟みつけてシーラ42によるシールの間中、偏平に保持する働きをする。
【0022】
シーラ42とシーラ受け46は、ベルトコンベア14,16に載って搬送されつゝある袋4の開口部をシールする関係上、袋4を挟みつけてシール動作をしている間に袋4と同速で移動しシール動作を終えて袋4の挟みつけを終ると同時に元の位置に戻る動作を繰り返えす。この種のシーラは従来公知であり、公知のものを適宜採用してよいので、その詳しい構造の説明は省略する。50は、袋のシール部を示す。52は結束機で、前記したように開口部をシールされた袋4のシール部分をすぼめて結束する働きをする。この結束機52は、従来用いられている適宜の構成のものでよいので、その構造の説明は省略する。
【0023】
図示した装置は以上の構成を有し、これによれば、スライス食パンを充填された袋4は次のようにシールして包装される。すなわち、スライス食パンを入れた袋4がブレードコンベア6によって矢印7の方向に送られて、袋平整形ブロー10,12の配置されている位置に来ると、これらの袋平整形ブロー10,12から吹き出されるエアによって袋4の開口端部は、ベルトコンベア14,16に押しつけられて、これらのベルトコンベア14,16の表面に袋4の下面が付着した状態になって保持される。
【0024】
この状態で袋4がブレードコンベア6とベルトコンベア14,16によって搬送されてシロッコファン18,20の位置に来ると、袋4の開口はシロッコファン18,20から吹き出すエアによって図4のように大きく広げられる。袋4がシロッコファン18,20の位置に入って来始めたとき、及び通過し終えるときに、シロッコファン18,20から吹き出すエアによって袋4の広げられた開口を吹き乱したり、閉じさせて了うことのないよう、袋4が搬入されて来るとき、及び通過した後、シロッコファン18,20のエア吹出し口はエア遮断部材24によって遮断される。
【0025】
開口を大きく広げられた袋4が拡開口バー26の位置に来ると、その開口内に先端を図5の(b)のようにすぼめられた拡開口バー26が挿入されつつ、図5の(a)のように先端が拡げられ、これによって袋4の開口が偏平にされる。
また、脱気用部材34が下降されて袋4の開口端をベルトコンベア14との間に挟んだ状態にする。その後、拡開口バー26が先端を拡げたまゝ後退動作を行うことによって袋4は拡開口バー26の方に引かれる。これと同時にエアシリンダ38が伸張され押込みバー40が袋4の底を押し出す。この動作によって、食パンを入れた袋は開口の方に動かされ、これによって充填食パンの前の袋内の非充填空間36にある空気は、脱気用部材34とベルトコンベア16の間に挟まれてしごかれ脱気される。
【0026】
以上のようにしてベルトコンベア14,16上で偏平になってベルトコンベア14,16上に下面が密着されて付着した状態となった袋の開口部はシーラ42とシーラ受け46によって挟まれてシール部50が形成され密封される。こうしてシールされた、スライス食パン入りの袋4は結束機52に送られ、開口部側の袋部分がすぼめられて適宜の結束が行われる。
【0027】
なお、シーラ42による袋4のシールは、袋4の開口部の密封を達成するよう接着はするが、消費者が消費するときに手で引張って容易に剥れるようなシールとするのが好ましい。そのやり方の一例として本出願人の出願に係る特願平11−369961号に示すように、袋4を構成しているフィルムのシール温度より高くない温度への加熱で接着される接着層をシール部に予め付着させておくことによって開口部を弱く一時的にシールするようなやり方がある。
【0028】
以上、本発明を図示した実施形態に基づいて具体的に説明したが、本発明がこれらの実施形態に限定されず特許請求の範囲に示す本発明の範囲内で、その具体的構造、構成に種々の変更を加えてよいことはいうまでもない。
【0029】
例えば、上記実施形態では、スライス食パン入りの袋4をシールする前に袋4内の非充填空間36にある空気を排出するよう上下動される脱気用部材34を設けるとともに、袋4を移動して脱気操作を行っているが包装品の種類によっては脱気を行うことは不可欠ではなく、場合によっては省いてよい。また、上記実施形態では、袋の開口を広げるシロッコファンを2台配置しているが、これは1個でもよいし、必要あれば3台以上配置してもよい。
【0030】
また、前記実施形態では、スライス食パン入りの袋4の開口端部を搬送するベルト14、16はプラスチック製の袋4に対し粘着性をもつ材料製として、その上に偏平状態にされた袋の開口部の保持を確実に行なわせるようにしているが、これは不可欠ではない。袋の開口端部の保持を確実に行なわせるためには、搬送ベルト自体に粘着性がなくても、孔あきベルトを使用して空気を吸引させて保持するようにしてもよいし、図8に示すように、搬送ベルト間から袋の開口部に吸引力が働くように吸引口53つきのバキュウム室54の上にベルトコンベア14、16やチェーンを走行させて袋の開口端部を保持した状態で搬送するようにしてもよい。
【0031】
更にまた、前記実施態様では、ベルトコンベア14、16によって搬送されている袋4の開口部を開口させるために、その開口に向けシロッコファン18、20からエアを吹き付けているが、袋4を開口させるには、このようなエア吹き付けに限らず他の手段を適宜採用してよい。
【0032】
例えば、特開昭57−194918号に示されているように吸盤の吸い付けによって開口させるようにしてもよいし、或いは、特開昭55−64026号や特開昭60−68229号に示されているように吸引具つきの傾斜させたベルトや吸引孔つきのバキュウムローラによって開口させるなど、公知の種々の手段を採用してもよい。
【0033】
【発明の効果】
以上説明したように、本発明は、包装品を充填した袋を搬送ベルト上に横置きにして、その開口端部に上方からエアを吹き付けて同開口端部を搬送ベルトに対して偏平状態にさせた後、前記袋を開口させ、開口した前記袋内に2本の拡開口バーを挿入しそれを横に広げて袋の開口を横に広げ、横に広げられた前記袋の開口端部を挟んでシールするようにした袋による包装方法を提供する。
【0034】
本発明の包装方法によれば、包装品を充填した袋の開口端部は先ず搬送ベルトに偏平状態にして保持され、この状態で袋は開口されるので袋の開口部は確実に大きく開かれる。
こうして大きく開かれた開口内には2本の拡開口バーが挿入されて横に広げられるので、品物を充填してある袋は開口端部が横に広げられて偏平になり、偏平にされた袋の開口部をシーラで挟んで、極く薄くて腰の弱いプラスチックの袋であっても皺のない状態でシールされる。
【0035】
前記した本発明の包装方法において、偏平状態にされた袋の開口端部を保持する搬送ベルトとして、袋に対し粘着性をもつ材料製のものを採用したり、開口端部に吸引力を働かせるベルトを採用したものでは、袋の開口端部を偏平状態にして確実に保持し、その後の開口操作を円滑に行わせることができる。また、その開口部は、その開口に向けてエアを吹き付けたり、吸引することにより簡単に開口させることができる。
【0036】
本発明の包装方法において、前記したように拡開口バーによって横に広げられた開口端部を、その開口端部を保持している搬送ベルトと脱気用部材で挟みつけ、その袋と脱気用部材とを相対的に移動させ、その脱気用部材で、袋の開口端と充填包装品との間にある袋内の非充填空間にある空気をしごいて排出させてから前記したシールを行うようにしたものでは、シール後の包装品入り袋内に余分な空気が残らないものとすることができる。
【0037】
この場合、脱気のための袋と脱気用部材との相対的移動を、袋の開口から挿入された前記拡開口バーを袋から引き抜く動作と底部からの袋の押し出しとによる袋の移動によって行うようにしたものでは、脱気のための袋又は脱気用部材の移動のための構造が複雑な部材を別に設ける必要がない。
【図面の簡単な説明】
【図1】本発明の包装方法をスライス食パンの包装に実施するための包装装置の構成を示す平面図。
【図2】図1のA−A線に沿う断面図。
【図3】図1のB−B線に沿う断面図。
【図4】図1のC−C線及びD−D線に沿う断面図。
【図5】図1の装置においてE−E線の位置で用いられている拡開口バーの構成と作動を示す説明図で、(a)は拡開口バーが袋の開口を広げている状態を示し、(b)は拡開口バーがすぼめられた状態を示している。
【図6】図1の装置において、拡開口バーに対向して配置されている押込みバーの構成と作動を示す説明図。
【図7】図1のF−F線に沿う断面図。
【図8】袋の開口端部に対する搬送ベルトの他の例を示す側面図。
【符号の説明】
2 供給コンベア
4 スライス食パン入りの袋
6 ブレードコンベア
8 ガイド
10 袋平整形ブロー
12 袋平整形ブロー
14 ベルトコンベア
16 ベルトコンベア
18 シロッコファン
20 シロッコファン
22 エアシリンダ
24 エア遮断部材
26 拡開口バー
28 枢着点
30 カムフォロァ
32 バネ
34 脱気用部材
36 袋内の非充填空間
38 エアシリンダ
40 押込みバー
42 シーラ
44 エアシリンダ
46 シーラ受け
48 エンドレスのベルト
50 シール部
52 結束機
53 吸引孔
54 バキュウム室[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a packaging method using a bag that seals an open end of a thin flexible plastic bag filled with a packaged product to form a packaged product.
[0002]
[Prior art]
After filling a plastic bag with a packaged product, it is already widely practiced to seal the open end of the bag to make a packaged product. However, such a packaging method using a bag is practical for packaging using a thin and flexible plastic bag, although it is performed for packaging using a thick and strong plastic bag. The current situation is not.
[0003]
The reason for this is that after filling a thin plastic bag with a weak waist, and trying to seal the opening, the bag is soft and weak, so the opening can be sealed cleanly without wrinkles. This is because it is extremely difficult.
[0004]
For example, sliced bread, confectionery bread, etc., which are commercially available in thin plastic bags, are not sealed in their openings and are fitted with plastic clips or simply taped There are many things. Therefore, the food packaged in these thin plastic bags is not sealed by the seal of the opening, so small insects invade by the fragrant scent from the bread or confectionery bread, or in the process of distribution There was a risk of dust. In particular, if these small insects and dust are attached to the opening end of the bag and the clip or tape of the opening is removed, there is a possibility that those insects and dust may fall into the bag.
[0005]
However, after putting sliced bread etc. into a thin plastic bag, even if you try to seal the opening, the opening of the bag is weak and does not stand on its own, and even if it lies on its side, it will fall down in a flat surface without wrinkles Therefore, it is difficult to seal the opening, and even if the opening is sealed, wrinkles occur and the product value of the packaged product is significantly deteriorated.
[0006]
[Problems to be solved by the invention]
It is an object of the present invention to provide a packaging method using a bag that can seal the opening end of a thin plastic bag filled with a packaged product without any wrinkles.
[0007]
[Means for Solving the Problems]
To solve the above problems, the present invention is the bag filled with packages and transversely on a conveyor belt, flat by blowing air from above the open end of its the same open end with respect to the conveyor belt After opening the bag, the opening of the bag is opened, and two expanded bars are inserted into the opened bag, and the bag is widened laterally to widen the bag opening. A packaging method using a bag that is sealed with an open end of the bag interposed therebetween is provided.
[0008]
According to the packaging method of the present invention, the opening end portion of the bag filled with the packaged product is first held flat on the conveying belt, and the bag is opened in this state, so that the opening portion of the bag is surely opened largely. Since the two widened opening bars are inserted into the wide opening as described above and the opening is widened laterally, the bag filled with the product is flattened by widening the open end. Since the opening of the flattened bag is sealed with a sealer, the opening is sealed without wrinkles.
[0009]
Thus, according to the packaging method of the present invention, even if the plastic bag is extremely thin and weak, the opening is surely opened, and the opening end of the bag is opened by the expanded opening bar inserted therein. It is surely stretched in a flat state and can be sealed without causing wrinkles.
[0010]
In the packaging method of the present invention, as a conveying belt that holds the open end of the bag in a flat state, the bag is made of a material that is sticky to the bag so that the open end of the bag can be held , adopted belt exerting a suction force to the open end, in order to open the opening of the bag which is held to the conveyor belt in this manner, or blowing air toward the opening, by Rukoto to act the suction force Can be done.
[0011]
In the packaging method of the present invention, as described above, the opening end portion spread laterally by the widening opening bar is sandwiched between the above-described transport belt holding the opening end portion and the deaeration member, and the bag The deaeration member is moved relatively, and the deaeration member squeezes and discharges the air in the bag between the open end of the bag and the filled package, and then performs the above-described sealing. In this case, it is preferable that excess air does not remain in the packaged packaged bag after sealing.
[0012]
In this case, the relative movement between the bag for deaeration and the member for deaeration is determined by the movement of the bag by the action of pulling out the widening bar inserted from the bag opening and pushing the bag from the bottom. This is preferable because it is not necessary to separately provide a bag for deaeration or a member having a complicated structure for moving the deaeration member.
[0013]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, the case where the packaging method according to the present invention is applied to the packaging of sliced bread using a thin plastic bag will be specifically described with reference to the illustrated embodiments. FIG. 1 is a plan view showing an entire process of a packaging method according to an embodiment of the present invention. In FIG. 1,
[0014]
[0015]
The
[0016]
Reference numerals 18 and 20 denote sirocco fans arranged side by side along the conveyance path of the sliced
[0017]
[0018]
Therefore, the widened
[0019]
A
[0020]
On the other hand, an
[0021]
As shown in FIG. 7, the
[0022]
The
[0023]
The illustrated apparatus has the above-described configuration. According to this, the
[0024]
In this state, when the
[0025]
When the
Further, the
[0026]
As described above, the opening of the bag that is flattened on the
[0027]
The seal of the
[0028]
The present invention has been specifically described above based on the illustrated embodiments. However, the present invention is not limited to these embodiments, and the specific structure and configuration are within the scope of the present invention shown in the claims. Needless to say, various changes may be made.
[0029]
For example, in the above-described embodiment, before sealing the
[0030]
Moreover, in the said embodiment, the
[0031]
Furthermore, in the above embodiment, in order to open the opening of the
[0032]
For example, as shown in JP-A-57-194918, it may be opened by sucking a suction cup, or as shown in JP-A-55-64026 and JP-A-60-68229. Various known means such as an inclined belt with a suction tool or a vacuum roller with a suction hole may be employed.
[0033]
【The invention's effect】
As described above, the present invention is the bag filled with packages and transversely on a conveyor belt, by blowing air from above the open end of its the same open end flat with respect to the conveying belt state After opening the bag, the bag is opened, and two widened opening bars are inserted into the opened bag, and the bag is widened laterally to widen the bag opening. Provided is a packaging method using a bag which is sealed with a portion interposed therebetween.
[0034]
According to the packaging method of the present invention, the opening end portion of the bag filled with the packaged product is first held flat on the transport belt, and the bag is opened in this state, so that the bag opening portion is reliably opened wide. .
Two wide opening bars are inserted in the wide opening in this way and spread sideways, so the bag filled with goods is flattened with the open end widened sideways and flattened. Even if it is a very thin and weak plastic bag, the opening of the bag is sandwiched between sealers and sealed without any wrinkles.
[0035]
In the packaging method of the present invention described above, as a conveyor belt for holding the open end of the bag which is in a flat state, Ri was employed made of material having an adhesive property to the bag, exerting a suction force at the open end In the case of using the belt, the opening end of the bag is flattened and securely held, and the subsequent opening operation can be performed smoothly. Further, the opening or blowing air toward the opening can be easily opened by Rukoto to suction.
[0036]
In the packaging method of the present invention, as described above, the opening end portion spread laterally by the widening opening bar is sandwiched between the conveying belt holding the opening end portion and the deaeration member, and the bag and the deaeration The above-mentioned seal is made after the member is moved relatively and the air in the non-filling space in the bag between the opening end of the bag and the filled package is squeezed and discharged with the deaeration member. In such a case, it is possible that no excess air remains in the packaged bag after sealing.
[0037]
In this case, the relative movement between the bag for deaeration and the member for deaeration is determined by the movement of the bag by the action of pulling out the widening bar inserted from the bag opening and pushing the bag from the bottom. In what is performed, it is not necessary to separately provide a bag for degassing or a member having a complicated structure for moving the degassing member.
[Brief description of the drawings]
FIG. 1 is a plan view showing the configuration of a packaging apparatus for carrying out the packaging method of the present invention for packaging sliced bread.
2 is a cross-sectional view taken along line AA in FIG.
3 is a cross-sectional view taken along line BB in FIG.
4 is a cross-sectional view taken along lines CC and DD in FIG. 1. FIG.
5 is an explanatory view showing the configuration and operation of an enlarged opening bar used at the position of line EE in the apparatus of FIG. 1, wherein (a) shows a state in which the enlarged opening bar widens the opening of the bag. (B) has shown the state by which the enlarged opening bar was squeezed.
6 is an explanatory diagram showing the configuration and operation of a push bar disposed opposite to an enlarged opening bar in the apparatus of FIG. 1;
7 is a cross-sectional view taken along line FF in FIG. 1. FIG.
FIG. 8 is a side view showing another example of the conveyance belt with respect to the opening end of the bag.
[Explanation of symbols]
2
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000240048A JP3908897B2 (en) | 2000-03-03 | 2000-08-08 | Packaging method with bag |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000058654 | 2000-03-03 | ||
| JP2000-58654 | 2000-03-03 | ||
| JP2000240048A JP3908897B2 (en) | 2000-03-03 | 2000-08-08 | Packaging method with bag |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001315716A JP2001315716A (en) | 2001-11-13 |
| JP2001315716A5 JP2001315716A5 (en) | 2006-10-19 |
| JP3908897B2 true JP3908897B2 (en) | 2007-04-25 |
Family
ID=26586721
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000240048A Expired - Fee Related JP3908897B2 (en) | 2000-03-03 | 2000-08-08 | Packaging method with bag |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3908897B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4234708B2 (en) * | 2005-06-20 | 2009-03-04 | 株式会社大生機械 | Packaging method with bag |
| JP2007320649A (en) * | 2006-06-05 | 2007-12-13 | Sanko Kikai Kk | Bag making mechanism of automatic packaging machine for pyramid packs |
| FR3011823B1 (en) * | 2013-10-11 | 2016-04-15 | Dune | FOOD STACKING MACHINE AND METHOD OF LOADING FOOD PRODUCTS |
| JP7405509B2 (en) * | 2019-01-21 | 2023-12-26 | 株式会社オシキリ | sealing device |
| JP7281803B2 (en) * | 2019-05-16 | 2023-05-26 | 株式会社トーヨー | Bag opening shaping and sealing device |
| CN113911430B (en) * | 2021-10-27 | 2023-05-23 | 孝感市吉联食品包装有限公司 | Anti-sticking bread packaging production line for removing defective products |
-
2000
- 2000-08-08 JP JP2000240048A patent/JP3908897B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001315716A (en) | 2001-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5187917A (en) | Automatic packaging apparatus and method and flexible pouch therefor | |
| US2468517A (en) | Method and machine for packaging or wrapping of articles | |
| KR100354321B1 (en) | High compression zipper | |
| JP4234708B2 (en) | Packaging method with bag | |
| EP3428076B1 (en) | Device for gas extraction and packaging apparatus using the device | |
| US2983087A (en) | Vacuum packaging | |
| US5001884A (en) | Packaging machine | |
| JP2007030987A (en) | Packaging method by bagging | |
| JP3908897B2 (en) | Packaging method with bag | |
| JP3045278B2 (en) | Packaging equipment | |
| JP4392525B2 (en) | Packaging equipment and products | |
| IE48821B1 (en) | Method and apparatus for packaging commodities | |
| US4177622A (en) | Bag sealing apparatus with bag evacuation means | |
| WO1998054055A1 (en) | Film tuck-in device of packaging apparatus | |
| JP3970734B2 (en) | Merchandise display | |
| JP2003095206A (en) | Lined-up package method for buns | |
| JP2002193203A (en) | Method and apparatus for sealing bagged article | |
| US7674491B2 (en) | Method for evacuating air from flexible packages | |
| JPS6330642Y2 (en) | ||
| JP3990791B2 (en) | Reverse pillow packaging method and reverse pillow packaging machine | |
| JP3280253B2 (en) | Bag sealing device and bag sealing method using the same | |
| JP2794883B2 (en) | Gas displacement type packaging equipment | |
| JP2741231B2 (en) | Horizontal pillow packaging method for curved products with primary curved plate shape | |
| JP3090262B2 (en) | Film folding device in packaging equipment | |
| JPH01308706A (en) | Filling and packing apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060824 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060905 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20060905 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20060914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061003 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070119 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3908897 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100126 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100126 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100126 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100126 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100126 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130126 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130126 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130126 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |