JP3880551B2 - 配線構造体の製造方法、電子源の製造方法、及び、画像表示装置の製造方法 - Google Patents
配線構造体の製造方法、電子源の製造方法、及び、画像表示装置の製造方法 Download PDFInfo
- Publication number
- JP3880551B2 JP3880551B2 JP2003199685A JP2003199685A JP3880551B2 JP 3880551 B2 JP3880551 B2 JP 3880551B2 JP 2003199685 A JP2003199685 A JP 2003199685A JP 2003199685 A JP2003199685 A JP 2003199685A JP 3880551 B2 JP3880551 B2 JP 3880551B2
- Authority
- JP
- Japan
- Prior art keywords
- wiring
- substrate
- manufacturing
- exposure
- electron
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Landscapes
- Cold Cathode And The Manufacture (AREA)
- Manufacturing Of Electric Cables (AREA)
Description
【発明の属する技術分野】
本発明は、配線構造体の製造方法と、これを用いた電子源及び画像表示装置の製造方法に関する。
【0002】
【従来の技術】
絶縁膜あるいは導電膜が、基板上に所望のパターンで形成された部材パターンの製造方法は、配線構造体の製造方法などに用いられており、更に、この配線構造体は、プラズマディスプレイパネル(PDP)、液晶表示素子(LCD)、エレクトロルミネッセンス表示素子(ELD)、電子放出型表示素子などの画像表示装置や、撮像装置などに応用されている。以下、電子放出型の表示素子を例に挙げて説明する。
【0003】
電子放出素子は、特許文献1等に開示されている。図3(a)は表面伝導型電子放出素子の模式的平面図であり、図3(b)は素子の模式的断面図である。図3中、31は基板であり、32,33は電極であり、34は導電性の薄膜であり、35は電子放出部である。
【0004】
本発明者らはこの表面伝導型電子放出素子を多数、基板上に配置させた画像形成装置の大面積化について検討を行っている。電子放出素子及び配線を基板上に配置させた電子源基板(配線装置)を作成する方法は様々な方法が考えられ、その一つとしてスクリーン印刷法、オフセット印刷法などの印刷技術を転用してこの表面伝導型電子放出素子及びそれを含む電子源基板を作成する方法が考えられる。印刷法は大面積のパターンを形成するのに適しており、表面伝導型電子放出素子の素子電極を印刷法により作成することによって多数の表面伝導型電子放出素子を簡易に形成することが可能となる。
【0005】
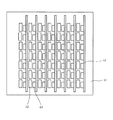
特許文献2には、リアプレート(基板)上の各電子放出素子を駆動するための配線であって、X方向に延びたX方向配線および、Y方向に延びたY方向配線と、X方向配線とY方向配線間を絶縁するための絶縁層の形成にスクリーン印刷法を用いることが開示されている。図4乃至図8を用いて、上記公報に開示されている電子源の製造方法を示す。
【0006】
まず、基板41上に一対の電極42,43を複数配列形成する(図4)。
【0007】
次に、スクリーン印刷法で導電性ペーストを塗布し、焼成することで、一方の電極43を共通に接続する配線(Y方向配線)44を形成する(図5)。
【0008】
そして、後述する配線(X方向配線)46と前記配線44とを絶縁するための絶縁層45を、スクリーン印刷法で絶縁性ペーストを塗布し、焼成することで形成する(図6)。
【0009】
さらに、スクリーン印刷法で導電性ペーストを塗布し、焼成することで、一方の電極42を共通に接続する配線(X方向配線)46を形成する(図7)。
【0010】
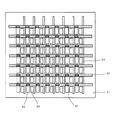
そして、各一対の電極42,43間を接続する導電性膜47を形成する(図8)。
【0011】
この方法によれば、抵抗の低い厚膜配線を容易に製造でき、一基板あたりの処理時間も短く、低コストにできる。
【0012】
また、近年の大画面、高精細のPDPや、電子放出素子を用いたディスプレイでは、よりファインなラインアンドスペースの印刷性が要求されているため、素子電極、配線等全てフォトリソグラフィー法で作成する方法もある。
【0013】
【特許文献1】
特開平8−321254号公報
【特許文献2】
特開平8−34110号公報
【0014】
【発明が解決しようとしている課題】
上述したフォトリソグラフィー法を用いて、ディスプレイ用に多数の電子放出素子を形成する際には、従来のNTSC方式でも数十万個、HDTVにおいては数百万個の電子放出素子を正確に作り込む事が要求される。その際には配線44,46、および層間絶縁層45の信頼性の一層の向上が求められる。
【0015】
層間絶縁層には、駆動時の電力消費、発熱を押さえるためにその誘電率がある程度以下になるように厚く形成されることが望ましい。また、ピンホール等の発生があってはならない。そのため、層間絶縁層の形成においては、一層だけ形成するのでは不十分なことも多い。そこで、数百万個の配線交差部を持つマトリクス構造の配線交差部におけるピンホールショートなどの欠陥を無くすために、2層以上積層することが考えられる。しかしながら、多層に積み重ねた構造としてもX方向配線とY方向配線の交差部で、配線間ショートを起こすことがあった。
【0016】
本発明は、信頼性の高い、絶縁性能あるいは導電性能が得られる部材パターンの製造方法を提供することを目的とする。
【0017】
また、本発明は、ピンホールの発生を抑制し得る、部材パターンの製造方法を提供することを目的とする。
【0018】
また、本発明は、一対の導電性部材間での良好なコンタクト性能を得られる部材パターンの製造方法を提供することを目的とする。
【0019】
また、本発明は、層間絶縁層のピンホールの発生を抑制し、上下配線間のショート欠陥の少ない信頼性の高い配線構造体およびそれを用いた電子源、画像表示装置の製造方法を提供することを目的とする。
【0021】
【課題を解決するための手段】
本発明は、基板上に、パターニングされた部材を備える部材パターンの製造方法であって、基板上に付与されたネガタイプの感光性材料の所望領域を、第1の方向から露光する第1の露光工程と、前記第1の露光工程の後、現像して、前記部材の前駆体パターンを形成する現像工程と、前記部材の前駆体パターンを前記第1の方向とは逆の第2の方向から露光する第2の露光工程と、前記第2の露光工程の後、前記前駆体パターンを焼成する工程と、を備えることを特徴とする部材パターンの製造方法を利用したものである。
【0022】
また、上記本発明の部材パターンの製造方法は、前記ネガタイプの感光性材料が、前記基板上に予め配置された部材上から前記基板上に渡って(跨って)付与されている場合により好ましく適用される。
【0023】
また、上記部材パターンの製造方法は、前記基板上に予め配置された部材が、前記基板よりも光反射率の大きい部材である場合により好ましく適用される。
【0024】
また、上記部材パターンの製造方法は、前記基板上に予め配置された部材が、感光性材料への露光、現像と焼成を伴う方法にて形成された部材である場合により好ましく適用される。
【0025】
また、上記部材パターンの製造方法は、前記基板上に予め配置された部材が、その断面形状が、オーバーハングした部分を有する場合により好ましく適用される。
【0026】
また、上記部材パターンの製造方法は、前記パターニングされた部材が絶縁性部材であって、前記絶縁性部材が、当該絶縁性部材を挟んで前記基板上に積層される一対の導電性部材を電気的に接続するためのコンタクトホールを有している場合により好ましく適用される。
【0027】
以上述べた部材パターンの製造方法において、部材パターンとは、絶縁性部材のパターンあるいは導電性部材のパターンなどであり、第1の方向から露光する第1の露光工程と、前記第1の方向とは逆の第2の方向から露光する第2の露光工程とを有することにより、露光後の、感光性材料中の未反応モノマーの残留量を減らすことができ、よって、焼成後に部材パターンに発生するピンホールを極力低減することができる。また、前記ピンホールの発生を抑えることができるので、連続性の高い(密度の大きい)部材パターンとなり、絶縁性部材にあっては絶縁性能に優れ、また、導電性部材にあっては導電性能に優れた部材パターンを製造することが可能である。
【0028】
また、以上述べた部材パターンの製造方法において、前記第1の露光工程の後、現像して、前記部材の前駆体パターンを形成する現像工程と、前記部材の前駆体パターンを前記第1の方向とは逆の第2の方向から露光する第2の露光工程とを有する場合には、第2の露光工程を露光マスク無しで行うことができる利点を有する。
【0029】
また、以上述べた部材パターンの製造方法は、前記ネガタイプの感光性材料が、前記基板上に予め配置された部材上から前記基板上に渡って(跨って)付与されている場合には、前記予め配置された部材が存在する部分と存在しない部分とでは露光時の光の反射率が異なるが故に生ずる反射率の小さい部分の露光不足による上記ピンホール発生の問題を解消し得るので、より好ましく適用される。また、この場合、前記基板上に予め配置された部材が、前記基板よりも光反射率の大きい部材である場合にはより効果的に適用し得る。
【0030】
また、以上述べた部材パターンの製造方法は、前記基板上に予め配置された部材が、その断面形状が、オーバーハングした部分を有する場合には、上方から露光してもオーバーハングの影の部分が充分に露光されないが故に生ずる上記ピンホール発生の問題を解消し得るので、より好ましく適用される。また、このようなオーバーハングの断面形状は、感光性材料への露光、現像と焼成を伴う方法にて形成された部材に多くみられるものであるから、前記基板上に予め配置された部材が、感光性材料への露光、現像と焼成を伴う方法にて形成された部材である場合に本発明はより好ましく適用される。
【0031】
また、以上述べた部材パターンの製造方法は、前記パターニングされた部材が絶縁性部材であって、前記絶縁性部材が、当該絶縁性部材を挟んで前記基板上に積層される一対の導電性部材を電気的に接続するためのコンタクトホールを有している場合には、コンタクトホール部分の過剰露光が防止され、良好なサイズのコンタクトホールを形成できるので、一対の導電性部材間での良好なコンタクト性能を得られる。
【0033】
本発明は、以上述べた部材パターンの製造方法を利用したもので、基板表面上に、該基板よりも光反射率の大きい部材である第1の配線と、前記第1の配線と交差し、当該第1の配線上に、絶縁体を介して配置された第2の配線とを備える配線構造体の製造方法であって、前記絶縁体の形成工程が、基板表面上に配置された第1の配線上から前記基板上に跨って付与されたネガタイプの感光性絶縁材料の所望領域を、基板表面側から露光する第1の露光ステップと、前記第1の露光ステップの後、現像して、前記絶縁体の前駆体パターンを形成するステップと、前記絶縁体の前駆体パターンを基板裏面側から露光する第2の露光ステップと、前記第2の露光ステップの後、前記前駆体パターンを焼成するステップと、を備えることを特徴とする配線構造体の製造方法である。
【0035】
また、以上の配線構造体の製造方法は、前記第1の配線が、感光性材料への露光、現像と焼成を伴う方法にて形成された部材である場合により好ましく適用される。
【0036】
また、以上の配線構造体の製造方法は、前記第1の配線が、その断面形状が、オーバーハングした部分を有する場合により好ましく適用される。
【0037】
また、以上の配線構造体の製造方法は、前記絶縁体が、当該絶縁体を挟んで前記基板上に積層される一対の導電性部材を電気的に接続するためのコンタクトホールを有している場合により好ましく適用される。
【0038】
また、以上述べた配線構造体の製造方法は、基板上に、複数の第1の配線と、前記第1の配線と交差し、当該第1の配線上に、絶縁体を介して配置された複数の第2の配線とを備える配線構造体に好ましく適用される。
【0039】
以上述べた配線構造体の製造方法は、部材パターンの製造方法において先に述べた同様の理由で、同様の効果を奏するので、絶縁体のピンホールの発生を抑制し、上下配線間のショート欠陥の少ない信頼性の高い配線構造体の製造方法を提供できる。
【0040】
また、以上の配線構造体の製造方法は、電子源の製造方法、画像表示装置の製造方法に好ましく適用される。即ち、
本発明は、基板上に、第1の配線と、前記第1の配線と交差し、当該第1の配線上に、絶縁体を介して配置された第2の配線とを備える配線構造体と、前記配線構造体に接続された電子放出素子とを有する電子源の製造方法であって、前記配線構造体は以上で述べた方法にて製造されることを特徴とする電子源の製造方法である。
【0041】
また、本発明は、基板上に、第1の配線と、前記第1の配線と交差し、当該第1の配線上に、絶縁体を介して配置された第2の配線とを備える配線構造体と、前記配線構造体に接続された電子放出素子と、前記電子放出素子からの電子の照射により画像を表示する画像表示部材とを有する画像表示装置の製造方法であって、前記配線構造体は以上で述べた方法にて製造されることを特徴とする画像表示装置の製造方法である。
【0042】
また、以上述べた電子源及び画像表示装置の製造方法は、基板上に、複数の第1の配線と、前記第1の配線と交差し、当該第1の配線上に、絶縁体を介して配置された複数の第2の配線とを備える配線構造体と、前記配線構造体に、マトリクス配線された複数の電子放出素子を備える電子源に好ましく適用される。
【0043】
以上述べた電子源及び画像表示装置の製造方法は、部材パターンの製造方法において先に述べた同様の理由で、同様の効果を奏するので、絶縁体のピンホールの発生を抑制し、上下配線間のショート欠陥の少ない信頼性の高い配線構造体を用いた電子源及び画像表示装置の製造方法を提供できる。
【0044】
【発明の実施の形態】
本発明の実施の形態の理解を助けるために、まず、本発明を成すに至った経緯を簡単に説明する。
【0045】
本発明者らは、図8に示したようなXYマトリクス配線基板における配線間ショートに関して鋭意検討、観察した結果、配線間ショートを起こす箇所は、X方向配線46とY方向配線44の交差部において、下側に位置する配線の断面形状が逆台形状いわゆるエッジカール状になっており、基板に対してオーバーハング状態になっていることが多い事を知見し、本発明に至ったものである。
【0046】
本発明者らは、前述のようにオーバーハングがあると、層間絶縁層の露光の際に上方からマスクを用いて露光してもオーバーハングの影の部分は充分に露光されずに、そのために感光性絶縁材料中に未反応モノマーが多く残り、現像後の焼成時に、異常にガスを発生させピンホールが発生すると考えている。
【0047】
これは、光を照射することによって材料中のモノマーが反応して架橋構造をつくり現像後に残るネガタイプの感光性材料では避けがたい問題である。感光性絶縁層に良く用いられるアクリル系などの多重結合を持つモノマーは、部分的に重合したポリマーよりも焼成したときの焼失温度は高い。このモノマーの焼失時に層間絶縁材料中のガラスフリットが溶融し始めているとガスが抜けた部分にピンホールが発生すると考えている。
【0048】
また、一般に感光性の配線材料は露光深度などの問題から現像後は断面が逆台形状になりやすい。更にそのまま焼成するとパターンのエッジが上方に反り返るエッジカールと呼ばれる状態が生じる。この配線材料の特性の改善は材料メーカーによっていろいろ行われているようではあるが、いまだに完全にエッジカールの無い感光性配線材料は市場には投入されてはいないのが実情である。
【0049】
また、エッジカールの無い配線の場合には、配線パターンや下地層の表面近傍では、上からの露光光の反射により、感光性絶縁材料を十分に硬化させることができるが、配線パターンや下地層の無い部分では、これらからの反射が無いために、露光が不十分となり、硬化度の低い部分が生じ易く、ここからのガスの発生によりピンホールを生じ易い。
【0050】
そこで、本発明の実施の形態においては、感光性絶縁材料のパターンニングの際には、例えば基板の上方からの露光だけでは露光が不十分となり反応が不十分となっている感光性絶縁材料に、例えば基板裏面からも充分に光を当てて反応を進める。これによって、未反応の感光性モノマーを消失させ、絶縁層の焼成工程における気泡の発生によるピンホールの発生を抑制することができる。
【0051】
本発明の実施の形態において、2回目の露光工程は、1回目の露光の直後に行ってもよいが、いったん1回目の露光による潜像を現像した後に行えば、2回目の露光工程を露光マスク無しで行うことができる。
【0052】
なお、本明細書において、「エッジカール」とは、配線、あるいは絶縁材料においてパターンの断面形状が、パターン中央と比較してエッジ付近が基板から浮き上がり、反り返った高さ的なことを意味し、「オーバーハング」とは、エッジカールすることによって配線の断面方向のエッジが基板界面から浮き上がって隙間ができている状態のことを意味する。
【0053】
本発明の実施の形態は、第1の配線の断面形状は、エッジカールやオーバーハングを持つ形状、或いは、矩形、台形、三角形、半円形などのいかなる形状のものにも適用できるが、第1の配線の側面と基板の表面とのなす角度が鋭角(オーバーハングの場合など)又は鈍角(印刷の場合など)である場合に、顕著な効果を奏する。
【0054】
本発明の実施の形態に用いられる基板としては、青板ガラス、硼珪酸ガラス、石英ガラスなどの光透過性基板、シリコンのような半導体基板、金属基板などが挙げられるが、好ましくは、露光用の光を透過しうる光透過性基板を用いるとよい。
【0055】
本発明の実施の形態に用いられる第1の配線としては、塗布法、スパッタリング法、真空蒸着法、CVD法、めっき法などにより形成され、ホトリソグラフィーによりパターニングされた導電体、或いは、印刷法などによりパターン化された導電体が挙げられ、いわゆる薄膜であっても、焼結体などからなる厚膜であってもよい。その導電体としては、Au,Ag,Cu,Al,Cr,Mo,W,Ni,Co,Pt,Ta,Ti等の金属或いは、当該金属の2種以上の合金、又は、当該金属とSi、Nd等との合金を用いることができる。また、第1の配線は単一の層でも材料の異なる複数の層の積層体であってもよい。そして、第1の配線の厚さは、特に限定されるものではないが、例えば4μm〜20μmの範囲から選択するとよい。
【0056】
また、本発明の実施の形態に用いられる第2の配線としては、上記第1の配線と同じ構成及び材料を用いることができる。
【0057】
本発明の実施の形態に用いられる感光性絶縁材料としては、露光及び現像工程等を経てパターンニングされ絶縁膜となった時に、必要な絶縁特性をもつものであればよく、パターニング後は感光性が完全に消失しているものをも含む。特に、ネガ型の感光性絶縁ペースト用いることが好ましく、このペーストは、例えばガラスのような絶縁体を40体積%〜60体積%含み、残部が感光性樹脂や、溶剤などからなる周知の材料を用いることができる。感光性絶縁材料の厚さは特に限定されることはないが、乾燥後の膜厚は、例えば10μm〜40μm程度である。
【0058】
以下に図面を参照して、本発明のより好適な実施の形態を例示的に詳しく説明する。ただし、この実施の形態に記載されている構成部品の寸法、材質、形状、その相対配置などは、特に特定的な記載がない限りは、本発明の範囲をそれらのみに限定する趣旨のものではない。
【0059】
(実施形態1)
本発明の絶縁膜の形成方法の一実施形態例を図1を用いて説明する。
【0060】
まず、露光のための光を透過しうるガラス等の光透過性基板1を用意する(図1(a))。
【0061】
次に必要に応じて、白金などの導電体からなる下地層2を形成した後、印刷法などにより導電性ペーストを塗布して、焼成する。こうして、例えば厚さ5μm〜20μm程度の配線パターン3を形成する(図1(b))。ここでは、配線パターン3の側面と基板1の表面とのなす角度が鈍角となっている。
【0062】
次に、ネガ型の感光性絶縁ペースト4を印刷法により塗布し、乾燥させる(図1(c))。乾燥後の膜厚は、例えば10μm〜40μm程度である。尚、感光性絶縁ペーストとしては、例えばガラス40体積%〜60体積%、感光性樹脂、溶剤などからなる周知の材料を用いることができる。
【0063】
続いて、絶縁層パターンを形成するための光学マスク5を通して基板上方より露光を行う(図1(c))。露光光はg線、h線、i線など周知の波長の光を用いることができ、光量は例えば60mJ/cm2〜200mJ/cm2程度である。
【0064】
次に、現像してパターンを形成した後、基板の裏面から再度露光を行う。露光量は基板の厚さや透過率などを考慮して決めることができる。そして、例えば300℃〜800℃で焼成して、絶縁層パターン6を形成する(図1(d))。焼成後の絶縁層パターン6の厚さは、焼成前の40〜55%程度となり、例えば、4μm〜22μm程度である。
【0065】
以上説明した本発明の好ましい実施の形態における上記絶縁膜の形成方法では、感光性絶縁ペーストを露光・現像後に基板の裏面から再度露光を行うので、基板界面付近の感光性絶縁ペーストを十分に露光し硬化させることができ、絶縁層パターンからのガス発生が無く、ピンホールの発生を防止することができる。
【0066】
また、絶縁膜を層間絶縁層として用いる場合には、絶縁膜のパターニングと同時にコンタクトホールのための開口をパターニングすることがあるが、このような場合に光量を大きくした上方のみからの露光では、コンタクトホール部分が過剰露光されて、コンタクトホールのサイズが変動してしまうことがある。一方、本発明の絶縁膜の形成方法では、基板上方からの露光量を大きくすることなくパターニングすることが可能であることから、所望サイズのコンタクトホールを形成することができる。
【0067】
(実施形態2)
次に、本発明の好ましい実施の形態である上記絶縁膜の形成方法の適用例として、XYマトリクス配線の交差部近傍にそれぞれ電子放出素子が配設された構成を有する図8に示したような電子源基板を中心に説明する。
【0068】
本実施形態の電子源基板に形成される電子放出素子としては、マトリクス駆動が可能な、2端子型の冷陰極が好ましく適用可能であり、例えば、図3に示したような表面伝導型の電子放出素子や、横形の電界放出型電子放出素子(FE)などを好ましく用いることができる。ここでは図3に示したような表面伝導型の電子放出素子を形成する例を示す。
【0069】
(素子電極の形成)
まず、よく洗浄した基板41上に、フォトリソグラフィー法などによって、素子電極42,43を、多数配列形成する(図4)。
【0070】
基板41はガラス等からなり、その大きさおよびその厚みは、その上に設置される電子放出素子の個数、および個々の素子の設計形状、および電子源の使用時に容器の一部を構成する場合には、その容器を真空に保持するための耐大気圧構造等の力学的条件等に依存して適宜設定される。
【0071】
ガラスの材質としては、廉価な青板ガラスを使うことが一般的であるが、この上にナトリウムブロック層として、例えば厚さ0.5μm程度のシリコン酸化膜をスパッタ法で形成した基板等を用いる必要がある。この他にナトリウムが少ないガラスや、石英基板でも作成可能である。
【0072】
素子電極42,43の形成には、真空蒸着法、スパッタリング法、プラズマCVD法等の真空系の成膜方法を用いて金属薄膜を成膜させた後に、フォトリソグラフィー法等によりパターニングしてエッチングする方法や、オフセット印刷法を用いて、有機金属を含有させたMOペーストを塗布し焼成する方法等を選択することができる。
【0073】
素子電極42,43は、例えば電極間隔を数μm〜数十μmとし、膜厚は数十nmとする。そして、その材料としては導電性を有する材料であればよく、例えば、Pt,Ti,Al,Cu等の金属やそれらの合金、及びRuO2,Pd−Ag等の金属やそれらの金属酸化物とガラス等から構成される印刷導体、及びポリシリコン等の半導体材料、及びIn2O3−SnO2等の透明導電体などが挙げられる。
【0074】
(Y方向配線の形成)
次に、感光性導電ペーストを用いて、一方の素子電極43を共通に接続するY方向配線44を形成する(図5)。このY方向配線44の形成方法を、図9を用いて詳細に説明する。
【0075】
まず、図9(a)に示す成膜工程おいて、基板41上に感光性導電ペーストを用いて例えばスクリーン印刷により層51を形成する。その後、感光性導電ペーストを80〜150℃程度の温度で乾燥させる。
【0076】
次に、図9(b)に示す露光工程において、所望の配線パターンの開口部を有するマスク52を配置し、感光性導電ペーストが乾燥した層51を露光する。
【0077】
現像工程は、使用する感光性ペーストによって異なるが、弱アルカリ性の溶液にて現像した後、純水のリンスにより現像を止め、ブローで乾燥を実施することにより図9(c)に示したような逆台形状の断面をもつY方向配線44が形成される。
【0078】
さらに、図9(d)に示す焼成工程を施す。これによりオーバーハング状態をしめすY方向配線44が形成される。
【0079】
(層間絶縁層の形成)
次に、感光性絶縁ペーストを用いて層間絶縁層45を形成する(図6)。この工程を図2を用いて説明する。
【0080】
先ず、感光性絶縁ペーストをY方向配線の形成と同様にスクリーン印刷により基板41上に成膜する。そして、所望の絶縁パターンを有するマスク11を用いて、基板41の上方から1回目の露光を行う。尚、12aはこの1回目の露光による硬化領域、12bは未硬化領域である。
【0081】
次に、現像工程を行う。現像工程は、使用する感光性ペーストによって異なるが、弱アルカリ性の溶液にて現像した後、純水のリンスにより現像を止め、ブローで乾燥を実施することにより所望のパターンで感光性絶縁パターンを形成する。
【0082】
更に、この後基板41の裏面よりマスクを用いずに、基板全面に2回目の露光を施す。この時、光量は基板での吸収を考慮して感光性絶縁材料が反応するに十分なエネルギーを与える。尚、12cは2回目の露光による硬化領域である。
【0083】
基板上方からの1回目の露光ではY方向配線44のオーバーハング部分への光の到達が充分ではなく、感光性樹脂の効果が不十分である。そこで、現像工程の後に、裏面から2回目の露光で充分なエネルギーの光を当てることによって、オーバーハング部分の樹脂も硬化させることができる。
【0084】
その後、焼成して所望パターンの層間絶縁層45が形成される(図6)。尚、49はコンタクトホールである。
【0085】
(X方向配線の形成)
次に、感光性導電ペーストを用いて、他方の素子電極42を共通に接続するX方向配線46を形成する(図7)。X方向配線46はY方向配線44と比較して寸法精度の制限がゆるいので通常の導電性ペーストをスクリーン印刷法により塗布し、直接にパターンを形成して焼成を行うことができる。
【0086】
このようにしてXYマトリクス配線を有する基板を作成することができる。
【0087】
(素子膜の形成)
素子膜(導電性膜)47は、素子電極42、43を跨ぐ形で形成される(図8)。
【0088】
素子膜47としては、良好な電子放出特性を得るために、微粒子で構成された微粒子膜が特に好ましい。またその膜厚は、素子電極42、43へのステップカバレージ、素子電極間の抵抗値、および後述するフォーミング処理条件等を考慮して適宜設定されるが、好ましくは1nmから50nmの範囲とするのが良い。そのシート抵抗値は、好ましくは103〜107Ω/□である。
【0089】
素子膜材料には、一般にはパラジウムPdが適しているが、これに限ったものではない。また成膜方法も、スパッタ法、溶液塗布後に焼成する方法などが適宜用いられる。
【0090】
(フォーミング工程)
フォーミングと呼ばれる本工程に於いて、上記素子膜を通電処理して内部に亀裂を生じさせ、電子放出部を形成する。
【0091】
具体的には、例えば上記基板の周囲の取り出し電極部を残して、基板全体を覆うようにフード状の蓋をかぶせて基板との間で内部に真空空間を作り、外部電源より電極端子部からXY配線間に電圧を印加し、素子電極間に通電する事によって、素子膜47の部位に、構造の変化した間隙(亀裂)を形成する。この間隙領域が電子放出部を構成する。尚、このフォーミングにより形成した間隙付近からも、所定の電圧下では電子放出が起こるが、この状態ではまだ電子放出効率が非常に低いものである。
【0092】
通電フォーミングの電圧波形の例を図11に示す。電圧波形は、特にパルス波形が好ましい。これにはパルス波高値を定電圧としたパルスを連続的に印加する図11(a)に示した手法と、パルス波高値を増加させながらパルスを印加する図11(b)に示した手法がある。
【0093】
まず、パルス波高値を定電圧とした場合について図11(a)で説明する。図11(a)におけるT1及びT2は電圧波形のパルス幅とパルス間隔である。通常、T1は1μ秒〜10m秒、T2は10μ秒〜100m秒の範囲で設定される。三角波の波高値(通電フォーミング時のピーク電圧)は、電子放出素子の形態に応じて適宜選択される。このような条件のもと、例えば、数秒から数十分間電圧を印加する。パルス波形は、三角波に限定されるものではなく、矩形波等の所望の波形を採用することができる。
【0094】
次に、パルス波高値を増加させながら電圧パルスを印加する場合について図11(b)で説明する。図11(b)におけるT1及びT2は、図11(a)に示したのと同様とすることができる。三角波の波高値(通電フォーミング時のピーク電圧)は、例えば0.1Vステップ程度づつ、増加させることができる。
【0095】
通電フォーミング処理の終了は、パルス電圧印加中の素子に流れる電流を測定して抵抗値を求めて、例えば1MΩ以上の抵抗を示した時に通電フォーミングを終了させることができる。
【0096】
先にも述べたが、このフォーミング処理後の状態では電子発生効率は非常に低いものである。よって電子放出効率を上げるために、上記素子に活性化と呼ばれる処理を行うことが望ましい。
【0097】
(活性化工程)
この活性化処理は、有機化合物が存在する適当な真空度のもとで、パルス電圧を素子電極42,43間に繰り返し印加することによって行うことができる。そして炭素原子を含むガスを導入し、それに由来する炭素あるいは炭素化合物を、前記間隙(亀裂)近傍にカーボン膜として堆積させる。
【0098】
本工程の一例を説明すると、例えばカーボン源としてトルニトリルを用い、スローリークバルブを通して真空空間内に導入し、1.3×10-4Pa程度を維持する。導入するトルニトリルの圧力は、真空装置の形状や真空装置に使用している部材等によって若干影響されるが、1×10-5Pa〜1×10-2Pa程度が好適である。
【0099】
図12に、活性化工程で用いられる電圧印加の好ましい一例を示した。印加する最大電圧値は、10〜20Vの範囲で適宜選択される。
【0100】
図12(a)に於いて、T1は電圧波形の正と負のパルス幅、T2はパルス間隔であり、電圧値は正負の絶対値が等しく設定されている。また、図12(b)に於いて、T1およびT1’はそれぞれ電圧波形の正と負のパルス幅、T2はパルス間隔であり、T1>T1’、電圧値は正負の絶対値が等しく設定されている。
【0101】
このとき、放出電流Ieがほぼ飽和に達した時点で通電を停止し、スローリークバルブを閉め、活性化処理を終了する。
【0102】
以上の工程により複数の表面伝導型電子放出素子をマトリクス配線接続してなる電子源基板を作製することができる。
【0103】
次に、上記のような単純マトリクス配置の電子源基板を用いた本発明の画像形成装置の一例について、図13を用いて説明する。
【0104】
図13において、41は上記の電子源基板、82はガラス基板83の内面に蛍光膜84とメタルバック85等が形成されたフェースプレート、86は支持枠である。電子源基板41、支持枠86及びフェースプレート82をフリットガラスによって接着し、400〜500℃で、10分以上焼成することで、封着して、外囲器90を構成する。
【0105】
尚、フェースプレート82と電子源基板41との間に、スペーサーと呼ばれる不図示の支持体を設置することにより、大面積パネルの場合にも大気圧に対して十分な強度を持つ外囲器90を構成することもできる。
【0106】
図14はフェースプレート82上に設ける蛍光膜84の説明図である。蛍光膜84は、モノクロームの場合は蛍光体のみから成るが、カラーの蛍光膜の場合は、蛍光体の配列によりブラックストライプあるいはブラックマトリクスなどと呼ばれる黒色導電体91と蛍光体92とで構成される。ブラックストライプ、ブラックマトリクスが設けられる目的は、カラー表示の場合必要となる三原色蛍光体の、各蛍光体92間の塗り分け部を黒くすることで混色等を目立たなくすることと、蛍光膜84における外光反射によるコントラストの低下を抑制することである。
【0107】
また、蛍光膜84の内面側には通常メタルバック85が設けられる。メタルバックの目的は、蛍光体の発光のうち内面側への光をフェースプレート82側へ鏡面反射することにより輝度を向上すること、電子ビーム加速電圧を印加するためのアノード電極として作用すること等である。メタルバックは、蛍光膜作製後、蛍光膜の内面側表面の平滑化処理(通常フィルミングと呼ばれる)を行い、その後Alを真空蒸着等で堆積することで作製できる。
【0108】
前述の封着を行う際、カラーの場合は各色蛍光体と電子放出素子とを対応させなくてはいけないため、上下基板の突き当て法などで十分な位置合わせを行う必要がある。
【0109】
封着時の真空度は10-5Pa程度の真空度が要求される他、外囲器90の封止後の真空度を維持するために、ゲッター処理を行なう場合もある。これは、外囲器90の封止を行なう直前あるいは封止後に、抵抗加熱あるいは高周波加熱等の加熱法により、外囲器内の所定の位置(不図示)に配置されたゲッターを加熱し、蒸着膜を形成する処理である。ゲッターは通常Ba等が主成分であり、該蒸着膜の吸着作用により、真空度を維持するものである。
【0110】
【実施例】
以下、本発明の実施例を説明するが、本発明はこれらの実施例に限定されるものではない。
【0111】
[実施例及び比較例]
マトリクス配線基板を作成し、図8に示したような電子源基板を以下のようにして作製した。
【0112】
(素子電極の形成)
よく洗浄したガラス基板41上に、スパッタ法によってまず下引き層としてチタニウムTi(厚さ5nm)、その上に白金Pt(厚さ40nm)を成膜した後、ホトレジストを塗布し、露光、現像、エッチングという一連のフォトリソグラフィー法によってパターニングして素子電極42,43を形成した(図4参照)。なお、本実施例では素子電極の間隔Lは10μm、対向する長さWは100μmとした。
【0113】
(Y方向配線の形成)
次に、感光性導電ペーストを用いて、一方の素子電極43を共通に接続するY方向配線44を形成した(図5)。このY方向配線44の形成方法を、図9を用いて詳細に説明する。
【0114】
まず、図9(a)に示す成膜工程おいて、基板41上に感光性導電ペーストを用いて層51を形成した。感光性導電ペーストは、導電性材料として銀を主成分とするもので、銀粒子が6〜8割程度含有するほか、感光性材料として多重結合を有するアクリル系のモノマー成分、ガラスフリットおよび溶媒成分を2〜4割程度含有するものを使用した。この導電性材料を有する感光性導電ペーストをスクリーン印刷により基板41上に成膜した。
【0115】
版は#150〜400あたりの粗さのものを所望の最終膜厚から使い分けるが、本実施例では層51の乾燥後の膜厚を約12μmにするため、#200の粗さの版を用い成膜した。
【0116】
その後、感光性導電ペーストを80〜150℃程度の温度で乾燥させた。層51の乾燥後の膜厚は、13μm程度であった。
【0117】
次に、図9(b)に示す露光工程において、所望の配線パターンの開口部を有するマスク52を配置し、感光性導電ペーストが乾燥した層51を露光した。尚、Y方向配線のパターンは、40μmライン/160μmスペースで3840本とした。
【0118】
現像工程は、弱アルカリ性の溶液にて現像した後、純水のリンスにより現像を止め、ブローで乾燥を実施することにより図9(c)に示したY方向配線44を形成した。
【0119】
さらに、図9(d)に示す焼成工程を施した。このときの焼成は、500℃近傍で実施した。焼成後のY方向配線44の膜厚は、7μm程度であった。
【0120】
このとき、Y方向配線44の断面における膜厚の最低部分は中央部の7μm程度(図9(d)中のA)に対し、最高部分は端部の12〜14μm程度(図9(d)中のB)であった。
【0121】
また、Y方向配線44の最大幅は約42μm、基板との密着している部分の幅は約16μmとなり、配線の片側で13μmオーバーハング状態をしめすY方向配線44が形成された(図9(d)参照)。
【0122】
(層間絶縁層の形成)
次に、感光性絶縁ペーストを用いて層間絶縁層45を形成する(図6)。尚、49はコンタクトホールである。感光性絶縁ペーストは、絶縁性材料としてSiO2、酸化鉛を主成分とするもので、ガラス粒子が6割程度含有するほか、感光性材料として多重結合を有するアクリル系のモノマー成分、重合開始材、および溶媒成分などを2〜4割程度含有するものを使用した。
【0123】
まず感光性絶縁ペーストをY方向配線の形成と同様にスクリーン印刷により基板41上に成膜した。その際、版は#200を用い、乾燥後の膜厚は21μm程度であった。
【0124】
この層間絶縁層の形成工程における1回目の露光、現像、2回目の露光の各々における、Y方向配線と絶縁パターンとの位置関係の模式図を図2に示す。図2において、11は露光マスク、12は感光性絶縁ペーストの層、12aは1回目の露光による感光性絶縁ペーストの硬化領域、12bは1回目の露光による感光性絶縁ペーストの未硬化領域である。
【0125】
1回目の露光は、図2に示すような所望の絶縁パターンを有するマスク11を用いて、基板の上方から露光を行った。
【0126】
現像工程は、弱アルカリ性の溶液にて現像した後、純水のリンスにより現像を止め、ブローで乾燥を実施することにより所望のパターンで感光性絶縁パターンを形成することができた。
【0127】
更に、基板の裏面よりマスクを用いずに、基板全面に2回目の露光を施した。光量は基板での吸収を考慮して感光性絶縁材料が反応するに十分なエネルギーを与えた。
【0128】
基板上方からの1回目の露光ではY方向配線44のオーバーハング部分への光の到達が充分ではなく、感光性樹脂の効果が不十分であったが、現像工程後の2回目の露光によって、オーバーハング部分の樹脂も十分に硬化させることができた。
【0129】
その後、約500℃で焼成した。同様な手順で、層間絶縁層を3層積層した。ただし、2層目以降では裏面からの2回目の露光工程は行わなかった。
【0130】
(X方向配線の形成)
次に、感光性導電ペーストを用いて、他方の素子電極42を共通に接続するX方向配線46を形成した(図7)。X方向配線46は通常の導電性ペーストをスクリーン印刷法により塗布し、直接にパターンを768本形成して焼成を行った。
【0131】
以上のようにしてXYマトリクス配線を有する基板を計3枚作成した。
【0132】
また、上記の層間絶縁層の形成工程において基板の裏面からの2回目の露光を行わなかった以外は、上記と全く同様にして比較用のXYマトリクス配線基板を計3枚作成した。
【0133】
次に、上記計6枚のXYマトリクス配線基板の上下ショートの個数をカウントしてそのマトリクス基板の層間絶縁層の信頼性の評価を行った。
【0134】
X、Y方向配線すべての配線にプローブを落として導通を見るマトリクスチェッカーを用いて各々の基板の上下ショート個数を計測したところ、本発明による裏面からの2回目の露光を行って作成したマトリクス配線基板においては、12個、30個、9個、平均で17個のショートがあった。一方、裏面からの2回目の露光を行わずに作成した比較用の基板では、97個、52個、271個、平均で140個の上下ショートがあった。なお、トータルのX,Y方向配線の交点は約295万個であることから、いずれも確率としては0.01%以下と低いものにはなっている。
【0135】
更に基板の上下ショートの箇所を詳細に観察したところ、いずれの作成法においてもその多くは、X、Y方向配線の交差部分の層間絶縁層にできたおよそ30μm程度のピンホールにX方向配線のペーストがダレこんだことによるものであることが判った。
【0136】
すなわち、層間絶縁層を形成する際に裏面露光を行うことでピンホールの発生する確率が約8分の1程度になった。
【0137】
本発明における方法で作成した上記マトリクス配線基板を用いて、引き続き電子源基板を作成する方法を具体的に述べる。
【0138】
(素子膜の形成)
先に作成したマトリクス配線基板を十分にクリーニングした後、撥水剤を含む溶液で表面を処理し、表面が疎水性になるようにした。これはこの後塗布する素子膜形成用の水溶液が、素子電極上に適度な広がりをもって配置されるようにするためである。具体的には、ジメチルジエトキシシランの10重量%エチルアルコール溶液をスプレー法にて基板上に散布し、120℃にて温風乾燥した。
【0139】
その後、素子電極42,43間にインクジェット塗布方法により、素子膜47を形成した。本工程を図10の模式図を用いて説明する。尚、基板上における個々の素子電極の平面的ばらつきを補償するために、基板上の数箇所に於いてパターンの配置ずれを観測し、観測点間のポイントのずれ量は直線近似して位置補完し、素子膜形成材料を塗付することによって、全画素の位置ずれをなくして、対応した位置に的確に塗付するようにした。
【0140】
本実施例では、素子膜47としてパラジウム膜を得る目的で、先ず水85:イソプロピルアルコール(IPA)15からなる水溶液に、パラジウム−プロリン錯体0.15重量%を溶解し、有機パラジウム含有溶液を得た。この他若干の添加剤を加えた。この溶液の液滴を、液滴付与手段71として、ピエゾ素子を用いたインクジェット噴射装置を用い、ドット径が60μmとなるように調整して素子電極間に付与した(図10(a))。
【0141】
その後、この基板を空気中にて、350℃で10分間の加熱焼成処理をして酸化パラジウム(PdO)からなる素子膜47’が形成された(図10(b))。ドットの直径は約60μm、厚みは最大で10nmの膜が得られた。
【0142】
(フォーミング工程)
次に、フォーミングと呼ばれる本工程に於いて、上記素子膜47’を通電処理して内部に亀裂を生じさせ、電子放出部を形成した。
【0143】
具体的な方法は、上記基板の周囲の取り出し電極部を残して、基板全体を覆うようにフード状の蓋をかぶせて基板との間で内部に真空空間を作り、外部電源より電極端子部からXY配線間に電圧を印加し、素子電極間に通電することによって、素子膜47’を局所的に破壊、変形もしくは変質させることにより、電気的に高抵抗な状態の電子放出部48を形成した。
【0144】
この時若干の水素ガスを含む真空雰囲気下で通電加熱すると、水素によって還元が促進され酸化パラジウムPdOからなる素子膜47’がパラジウムPdからなる素子膜47に変化する。
【0145】
この変化時に膜の還元収縮によって、一部に亀裂(間隙)が生じるが、この亀裂発生位置、及びその形状は元の膜の均一性に大きく影響される。多数の素子の特性ばらつきを抑えるのに、上記亀裂は素子膜47の中央部に起こり、かつなるべく直線状になることがなによりも望ましい。
【0146】
なおこのフォーミングにより形成した亀裂付近からも、所定の電圧下では電子放出が起こるが、現状の条件ではまだ発生効率が非常に低いものである。
【0147】
また得られた素子膜47の抵抗値Rsは、102から107Ωの値である。
【0148】
本実施例ではフォーミング処理に図11(b)に示した様なパルス波形を用い、T1を0.1msec、T2を50msecとした。印加した電圧は0.1Vから始めて5秒ごとに0.1Vステップ程度ずつ増加させた。通電フォーミング処理の終了は、パルス電圧印加時に素子に流れる電流を測定して抵抗値を求め、フォーミング処理前の抵抗に対して1000倍以上の抵抗を示した時点でフォーミングを終了した。
【0149】
(活性化工程)
前記のフォーミングと同様にフード状の蓋をかぶせて基板との間で内部に真空空間を作り、外部からXY配線を通じてパルス電圧を素子電極間に繰り返し印加することによって行う。そして炭素原子を含むガスを導入し、それに由来する炭素あるいは炭素化合物を、前記亀裂近傍にカーボン膜として堆積させる。
【0150】
本実施例ではカーボン源としてトリニトリルを用い、スローリークバルブを通して真空空間内に導入し、1.3×10-4Paを維持した。
【0151】
図12に、活性化工程で用いられる電圧印加の好ましい一例を示した。印加する最大電圧値は、10〜20Vの範囲で適宜選択される。
【0152】
図12(a)に於いて、T1は電圧波形の正と負のパルス幅、T2はパルス間隔であり、電圧値は正負の絶対値が等しく設定されている。また、図12(b)に於いて、T1およびT1’はそれぞれ電圧波形の正と負のパルス幅、T2はパルス間隔であり、T1>T1’、電圧値は正負の絶対値が等しく設定されている。
【0153】
このとき、素子電極3に与える電圧を正としており、素子電流Ifは、素子電極3から素子電極2へ流れる方向が正である。約60分後に放出電流Ieがほぼ飽和に達した時点で通電を停止し、スローリークバルブを閉め、活性化処理を終了した。
【0154】
以上の工程で、基板上に多数の電子放出素子をマトリクス配線接続してなる電子源基板を作製することができた。
【0155】
(電子源基板の特性評価)
上述のような素子構成と製造方法によって作製された電子源基板の電子放出特性を測定した。その結果、素子電極間に印加する電圧12Vにおける放出電流Ieを測定したところ平均0.6μA、電子放出効率は平均0.15%を得た。また素子間の均一性もよく、各素子間でのIeのばらつきは5%と良好であった。
【0156】
次に、以上のようにして製造した単純マトリクス配置の電子源基板を用いて図13に示したような画像表示装置(表示パネル)を製造した。尚、図13は内部を表現するために部分的に切り欠いて表している。
【0157】
本実施例では、電子源基板41、支持枠86及びフェースプレート82をフリットガラスによって接着し、480℃で、30分焼成することで、封着して、外囲器90を得た。
【0158】
尚、この一連の工程を全て真空チャンバー中で行うことで、同時に外囲器90内部を最初から真空にすることが可能となり、かつ工程もシンプルにすることができた。
【0159】
このようにして図13に示されるような表示パネルを製造し、走査回路・制御回路・変調回路・直流電圧源などからなる駆動回路を接続し、パネル状の画像表示装置を製造した。
【0160】
以上のようにして製造した画像表示装置において、X方向端子とY方向端子を通じて、各電子放出素子に電圧を印加することにより電子放出させ、高圧端子Hvを通じ、アノード電極であるメタルバック85に高圧を印加し、発生した電子ビームを加速し、蛍光膜84に衝突させることによって、画像を表示した。
【0161】
本実施例における画像表示装置は、X・Y方向配線の電気的信頼性が高く、そのため画像品位も良好であった。
【0162】
【発明の効果】
以上説明したように、本発明によれば、信頼性の高い、絶縁性能あるいは導電性能が得られる部材パターンの製造方法を提供することができる。
【0163】
また、本発明は、ピンホールの発生を抑制し得る、部材パターンの製造方法を提供することができる。
【0164】
また、本発明は、一対の導電性部材間での良好なコンタクト性能を得られる部材パターンの製造方法を提供することができる。
【0165】
また、本発明は、層間絶縁層のピンホールの発生を抑制し、上下配線間のショート欠陥の少ない信頼性の高い配線構造体およびそれを用いた電子源、画像表示装置の製造方法を提供することができる。
【図面の簡単な説明】
【図1】本発明に係る絶縁膜の形成方法を説明するための図である。
【図2】本発明に係る層間絶縁層の形成方法を説明するための図である。
【図3】本発明に係る電子源基板に形成される電子放出素子の一例を示す模式図である。
【図4】電子源基板の製造工程を説明するための図である。
【図5】電子源基板の製造工程を説明するための図である。
【図6】電子源基板の製造工程を説明するための図である。
【図7】電子源基板の製造工程を説明するための図である。
【図8】電子源基板の製造工程を説明するための図である。
【図9】電子源基板の製造工程を説明するための図である。
【図10】電子源基板の製造工程を説明するための図である。
【図11】フォーミング電圧の例を示す図である。
【図12】活性化電圧の例を示す図である。
【図13】本発明に係る画像表示装置の一構成例を模式的に示す斜視図である。
【図14】本発明に係る画像表示装置における蛍光膜の例を模式的に示す図である。
【符合の説明】
1 基板
2 下地層
3 配線パターン
4 感光性絶縁ペースト
5 露光マスク
6 絶縁層パターン
11 露光マスク
12 感光性絶縁ペーストの層
12a 1回目の露光による感光性絶縁ペーストの硬化領域
12b 1回目の露光による感光性絶縁ペーストの未硬化領域
12c 2回目の露光による感光性絶縁ペーストの硬化領域
31 基板
32 電極
33 電極
34 導電性薄膜
35 電子放出部
41 電子源基板
42 素子電極
43 素子電極
44 Y方向配線
45 層間絶縁層
46 X方向配線
47 素子膜(導電性膜)
48 電子放出部
49 コンタクトホール
51 感光性導電ペーストの層
52 露光マスク
53 露光
54 露光領域
71 液滴付与手段
82 フェースプレート
83 ガラス基板
84 蛍光膜
85 メタルバック
86 支持枠
90 外囲器(表示パネル)
91 黒色導電体
92 蛍光体
Claims (6)
- 基板表面上に、該基板よりも光反射率の大きい部材である第1の配線と、前記第1の配線と交差し、当該第1の配線上に、絶縁体を介して配置された第2の配線とを備える配線構造体の製造方法であって、
前記絶縁体の形成工程が、基板表面上に配置された第1の配線上から前記基板上に跨って付与されたネガタイプの感光性絶縁材料の所望領域を、基板表面側から露光する第1の露光ステップと、前記第1の露光ステップの後、現像して、前記絶縁体の前駆体パターンを形成するステップと、前記絶縁体の前駆体パターンを基板裏面側から露光する第2の露光ステップと、前記第2の露光ステップの後、前記前駆体パターンを焼成するステップと、を備えることを特徴とする配線構造体の製造方法。 - 前記第1の配線は、感光性材料への露光、現像と焼成を伴う方法にて形成された部材であることを特徴とする請求項1に記載の配線構造体の製造方法。
- 前記第1の配線は、その断面形状が、オーバーハングした部分を有することを特徴とする請求項1または2に記載の配線構造体の製造方法。
- 前記絶縁体は、当該絶縁体を挟んで前記基板上に積層される一対の導電性部材を電気的に接続するためのコンタクトホールを有していることを特徴とする請求項1乃至3いずれか1項に記載の配線構造体の製造方法。
- 基板上に、第1の配線と、前記第1の配線と交差し、当該第1の配線上に、絶縁体を介して配置された第2の配線とを備える配線構造体と、前記配線構造体に接続された電子放出素子とを有する電子源の製造方法であって、前記配線構造体は請求項1乃至4いずれか1項に記載の方法にて製造されることを特徴とする電子源の製造方法。
- 基板上に、第1の配線と、前記第1の配線と交差し、当該第1の配線上に、絶縁体を介して配置された第2の配線とを備える配線構造体と、前記配線構造体に接続された電子放出素子と、前記電子放出素子からの電子の照射により画像を表示する画像表示部材とを有する画像表示装置の製造方法であって、前記配線構造体は請求項1乃至4いずれか1項に記載の方法にて製造されることを特徴とする画像表示装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003199685A JP3880551B2 (ja) | 2002-07-19 | 2003-07-22 | 配線構造体の製造方法、電子源の製造方法、及び、画像表示装置の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002210487 | 2002-07-19 | ||
| JP2003199685A JP3880551B2 (ja) | 2002-07-19 | 2003-07-22 | 配線構造体の製造方法、電子源の製造方法、及び、画像表示装置の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004103569A JP2004103569A (ja) | 2004-04-02 |
| JP2004103569A5 JP2004103569A5 (ja) | 2006-07-13 |
| JP3880551B2 true JP3880551B2 (ja) | 2007-02-14 |
Family
ID=32300362
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003199685A Expired - Fee Related JP3880551B2 (ja) | 2002-07-19 | 2003-07-22 | 配線構造体の製造方法、電子源の製造方法、及び、画像表示装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3880551B2 (ja) |
-
2003
- 2003-07-22 JP JP2003199685A patent/JP3880551B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004103569A (ja) | 2004-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7500897B2 (en) | Method of manufacturing image display device by stacking an evaporating getter and a non-evaporating getter on an image display member | |
| JP2006502555A (ja) | カーボンナノチューブ・フラットパネルディスプレイのバリア金属層 | |
| KR100209045B1 (ko) | 화상 형성 장치 및 그 제조 방법 | |
| US7318996B2 (en) | Method for forming patterned insulating elements and methods for making electron source and image display device | |
| JP3703428B2 (ja) | 電子源基板および画像形成装置の製造方法 | |
| US6902455B2 (en) | Method of manufacturing member pattern, electron source, and image display device | |
| JP3880551B2 (ja) | 配線構造体の製造方法、電子源の製造方法、及び、画像表示装置の製造方法 | |
| US7067236B2 (en) | Method of manufacturing member pattern, method of manufacturing wiring structure, method of manufacturing electron source, and method of manufacturing image display device | |
| US7052823B2 (en) | Method of manufacturing an electroconductive film, and method of manufacturing an image forming apparatus including the electroconductive film | |
| JP2005302637A (ja) | 外囲器の製造方法および画像形成装置 | |
| KR100378103B1 (ko) | 전자원, 화상 형성 장치 및 전자원 제조 방법 | |
| JPH10188817A (ja) | 素子回路基板および画像形成装置とその製造法 | |
| JP3740479B2 (ja) | 画像表示装置とその製造方法 | |
| JP3870213B2 (ja) | 表示装置の製造方法 | |
| JPH0765708A (ja) | 電子放出素子並びに画像形成装置の製造方法 | |
| JP2002163945A (ja) | 導電性膜及び画像形成装置の製造方法 | |
| JP3697232B2 (ja) | 表示装置 | |
| JP2003036781A (ja) | 電子放出素子、電子源、及び画像形成装置の製造方法 | |
| JP2005294253A (ja) | 電子源基板及び画像形成装置 | |
| JP2003178670A (ja) | 部材パターンの製造方法、電子源の製造方法、並びに画像表示装置の製造方法 | |
| JP2005228658A (ja) | 電子放出素子、電子源、画像形成装置の製造方法 | |
| JPH09185946A (ja) | Dc型プラズマディスプレイパネル | |
| JP2003077387A (ja) | 電子源基板及びその製造方法、並びに該電子源基板を用いた画像形成装置 | |
| JP2004200053A (ja) | 画像表示装置 | |
| JP2004103325A (ja) | 配線装置の製造方法および配線装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050623 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060515 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060801 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061002 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061024 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061107 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101117 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101117 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111117 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121117 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131117 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |