JP3878246B2 - 金属切削インサートの製造方法 - Google Patents
金属切削インサートの製造方法 Download PDFInfo
- Publication number
- JP3878246B2 JP3878246B2 JP12741496A JP12741496A JP3878246B2 JP 3878246 B2 JP3878246 B2 JP 3878246B2 JP 12741496 A JP12741496 A JP 12741496A JP 12741496 A JP12741496 A JP 12741496A JP 3878246 B2 JP3878246 B2 JP 3878246B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- container
- cemented carbide
- insert
- edge surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D99/00—Subject matter not provided for in other groups of this subclass
- B24D99/005—Segments of abrasive wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/141—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness
- B23B27/145—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/28—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/5607—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides
- C04B35/5626—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides based on tungsten carbides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2226/00—Materials of tools or workpieces not comprising a metal
- B23B2226/12—Boron nitride
- B23B2226/125—Boron nitride cubic [CBN]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2226/00—Materials of tools or workpieces not comprising a metal
- B23B2226/31—Diamond
- B23B2226/315—Diamond polycrystalline [PCD]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2222/00—Materials of tools or workpieces composed of metals, alloys or metal matrices
- B23C2222/28—Details of hard metal, i.e. cemented carbide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2226/00—Materials of tools or workpieces not comprising a metal
- B23C2226/12—Boron nitride
- B23C2226/125—Boron nitride cubic [CBN]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2226/00—Materials of tools or workpieces not comprising a metal
- B23C2226/31—Diamond
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/40—Metallic constituents or additives not added as binding phase
- C04B2235/405—Iron group metals
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/94—Products characterised by their shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49787—Obtaining plural composite product pieces from preassembled workpieces
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49789—Obtaining plural product pieces from unitary workpiece
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/26—Cutters, for shaping comprising cutting edge bonded to tool shank
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/27—Cutters, for shaping comprising tool of specific chemical composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/78—Tool of specific diverse material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/81—Tool having crystalline cutting edge
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Ceramic Products (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Drilling Tools (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
【発明の属する技術分野】
本発明は多結晶の立方晶窒化ホウ素(即ち、PCBN)や多結晶のダイヤモンド(即ち、PCD)等の超硬研磨材料で作られた切刃を有する金属切削インサートの製造方法に関する。
【0002】
【従来の技術】
PCDで作られた切刃を有する金属切削インサートは通常黄銅、マグネシウム、アルミニウム等の非鉄合金の工作に使用されるのに対し、PCBNで作られた切刃を備えたインサートは通常鋳鉄、硬化鋼等の工作に使用される。
【0003】
これらのインサート(植刃)は異なる方法で製造される、即ち(i)PCBN或いはPCNの材料を高温、高圧の下で焼結することによって固形体にし、次いでこれを仕上加工することによって最終のインサート形状にする、或いは基体(通常はセメンテッドカーバイドのディスク)に高圧、高温下でPCBN或いはPCDの層を結合し、次いで結果の結合物を切断することにより複数の小個片(チップ)にすることによって製造される。これらのチップは次に四角形のセメンテッドカーバイド製インサートに半田付けされ、そして仕上サイズに研削加工される。この種のインサートはその製造が仕上に至るまでに多くの工程を要することから、比較的高いものにつく。また、一般にインサート当り1個或いは2個の超硬コーナしか利用出来ない。
【0004】
米国特許第4,866,885号に開示の金属切削インサートの製造方法によれば、セメンテッドカーバイド(焼結炭化物合金)の基体の表面にその外周から内方に離間した個所において浅い凹所が形成され、そして各凹所にPCD或いはPCBN等の硬い研磨材粒子が充填される。次に、結果の基体と研磨材粒子から成る1体物は高温、高圧で焼結処理され、それにより粒子が互いに焼結されると共にセメンテッドカーバイド基体に結合される。得られた焼結物は焼結されて成る研磨材体を通るラインに沿って切断することによって概して正方形の切削インサート群に成形される。得られた各インサートはセメンテッドカーバイドの基体とその1側面に配位する研磨材の切削体を有するものになる。この製造方法の欠点の1つはそれによって得られるインサートがその1側面にしか研磨材体を有していないことにある。この種の研磨材体をインサートの他側面(裏面)にも配設するには、当該他側面にも同様に凹所を形成し、そして研磨材料を充填しなければならない。
【0005】
【発明が解決しようとする課題】
それ故に、切削コーナ当りのコストを低減するためにインサートに配設される研磨材体の数を増大させ、しかもこれをインサート製造の工程とコストを不当に増大させることなく実現することが要望される。本発明の目的はこの要望を満すインサートの製造方法を提供することにある。
【0006】
【課題を解決するための手段】
本発明によれば、縁面(周面)によって相互に接続している第1、第2側面を有する基体と、当該縁面に結合され且つ該第1側面から第2側面まで延在している研磨材体とを含んで成るインサートが提供される。好ましくは、第1、第2側面は、縁面がインサートのコーナを形成するように接続した複数のセグメントを含んで成るように、多角形になっている。更に好ましくは、インサートの複数のコーナに研磨材体が配設される。
【0007】
超硬研磨材体は基体の縁面に第1側面から第2側面まで延在するように形成されている溝に配設され得る。研磨材料は好ましくはPCNとPCBNを含む群から選定される。
【0008】
本発明のインサート製造方法によれば、基体と研磨材料を容器の中において高温、高圧条件の下で処理することによって研磨材料の相互結合と当該材料と基体との結合を実行させる。この基体は縁面とこれによって接続されている第1、第2側面とを有している。超硬研磨材料は基体に、第1側面から第2側面まで縁面に沿って延在するように施こされる。
【0009】
この基体は長尺のロッド形式のものにすることが出来る。この場合にはロッドの焼結後に、横断状に薄切り(スライス)することによって、各インサートが縁面によって接続された第1、第2側面を有し、研磨材体が当該第1側面から第2側面に延在している斯ゝる構造の複数のインサートが作成される。
【0010】
本発明の別の方法によれば、容器に複数の基体を積み重ねて収容する。これらの基体はセパレータを介して重積される。焼結後に各基体は他の基体から分離される。
【0011】
容器内の基体は前述の溝に代えて縁面から離間した位置で第1側面から第2側面まで貫通している孔を有するようにしてもよい。各孔には超硬研磨材料が充填される。高温、高圧条件の焼結後に、基体と焼結研磨材体の1部分を除去し、それによって焼結研磨材体の第1側面から第2側面まで延在する1部分を露出させる。
【0012】
容器と各基体の縁面との間にスペースを設けるように基体群を容器に挿置し、各スペースに研磨材料を導入するようにすることも出来る。
【0013】
容器は複数の共面上の部室を具備することが出来る。この場合、夫々の部室に基体が挿置され、そして各部室に研磨材料が充填される。この状態において、全部の基体が同時に焼結処理を施こされる。
【0014】
【実施例】
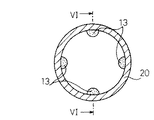
図1−図8には本発明に係る金属切削インサートの第1好適例を製造する工程が描かれている。円形ディスク10の形式のブランク、即ち基体(好ましくはセメンテッドカーバイドの)が図1に示すように準備される。基体の側面16,18に接続している基体の縁面12は基体全長、即ち側面16から他側面18までの長さに沿って延在する縦溝14を具備する。これらの溝14は多重辺や図示のような半円形等の如何る形状も採り得る。図3,4にはこの種の縦溝が90°間隔で示されている。基体10は対応する形状の容器20(図5,6)に挿置され、そして溝14に材料13が充填される。この材料13はPCD(バインダ金属と併せて)やPCBN等の超硬研磨粒子を含む。材料13は流動性粉末や予圧グリーンコンパクトの形態であり得る。容器20は次に封止られてから、昇温、昇圧の条件下で従来式の焼結操作を施こされる。この焼結操作で、研磨粒子は互いに結合し、且つ溝14の側壁に結合する。
【0015】
その後、結果の基体は容器から取り出され(図7)、そしてライン26に沿って機械工作(好ましくは研削)されてインサート(植刃)24を形成する。
【0016】
このインサート24は基体の全厚に亘って延在する研磨材体を溝の数だけ有し、従ってこれらの研磨材体がインサートの上下面、即ち両側面、における切刃のために利用出来ることになる。要するに、本発明によれば、裏返し使用可能な、即ち裏返し割付け可能なインサートとして研磨材の切刃を有するインデキシャブルインサートが得られる。研磨材部分が底の浅い凹所に形成されることになる従来の方法(例えば、前述の米国特許第4,866,885号に開示の方法)で以って類似の結果を達成するためには、本発明例の4個の溝ではなくむしろ第1、第2側面に併せて8個の凹所を形成することが必要である。従って、本発明は製造コストと労力を著しく節約することになる。
【0017】
本発明に従って作成されたインサートで行った金属切削試験では、研磨材体は溝14の側面に付着された状態を維持して、許容可能な状態で機能した。即ち、溝側面と研磨材体の間の結合は基体から研磨材体を剪断する性向が代表的に存在する金属切削作業中に受ける力に対し抵抗することが出来た。
【0018】
本発明によれば、研磨材体の数とその個所は作製されるインサートのタイプに従って選定され得る。インサート当りの研磨材エッジ(切刃)の数を最大にするために、出来るだけ多くの数の研磨材体を配設するのが好ましい。
【0019】
所望であれば、基体は図9に示すように円筒形ロッド10Aの形式にすることが可能である。この場合、凹所は超硬研磨材粒子の充填された縦長の溝14Aの形式である。焼結工程に続いて、円筒基体はその縦軸線に直角な方向の平行な複数の平面Pに沿って薄切り(スライス)されて、個別のインサートを形成することになる。
【0020】
インサートは所望の形状にすることが出来る。例えば、2種のインサートの事例30A,30Bとして図10,11に夫々示されるものは、いづれも円形であるが、異なる断面形態の2個の研磨材体30A′,30B′を有している。
【0021】
基体に研磨材粒子を受容する溝や凹所を具備させる代りに、基体の外周の1以上のセグメント33が容器の2つの対向側面から離間するように基体を寸法設定し、それによって図12に示すように基体と容器の間に空間34を形成するようにすることが出来る。これらの空間(スペース)に超硬研磨材粒子を含有する材料35を充填してから、焼結工程を実行し、それによって図11に示すようなインサート30Bを形成する。
【0022】
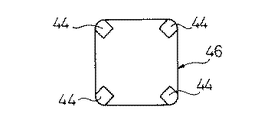
インサートは必要な多重コーナ形状に焼結することを望む場合があり得る。例えば、図13に示すものでは基体の夫々のコーナに形成された凹所42を具備し、これらの凹所に超硬研磨材料44が充填されている斯ゝる基体が容器41に配置されている。焼結後には、図14に示すようなインサート46が得られる(コーナは研削により滑かにしてある)。本例は、容器内の多重コーナ付き基体の焼結中にコーナがクラックの原因となる応力増大因子として作用し得るので、現状ではそれ程好ましいものとはいえない。
【0023】
図15,16には、インサートのコーナに研磨材体を形成する別の方法が示されている。セメンテッドカーバイド基体72のコーナ部分70は裁断され、その結果のロッド(基体)と容器20の間の横断面形の空間には研磨材粉末74(或いは予加圧固化物のグリーン)が充填され、次いでこの充填物の高温、高圧条件の下での焼結によってインサート76が形成される。
【0024】
多数のインサートを同時に作る方法は肉薄ディスク80の形式の複数の基体を容器84の共面上の部室群82の夫々に挿置する工程を含む。従って、複数の個別インサートが高温/高圧処理で1個の容器において同時に形成される。この方法は丸い形状を含む所望形状のインサートの形成にも使用可能である。
【0025】
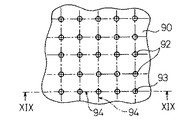
図18−図20には、別の方法例として、セメンテッドカーバイド基体90が規則的なパターンで、適宜の仕方で、例えば基体の作成時或いはその後に、形成された複数の孔92を有している。これらの孔は基体を貫通していて、それには研磨材料93〔即ち、粉末や圧縮固化物(コンパクト)〕が充填され、その後に高温/高圧焼結工程が容器(図示省略)間の基体に適用される。その後、個々のインサート96(図20参照)は孔92に平行に延在するライン94に沿ってワイヤEDMによって基体から切断され、それによって各インサートのコーナにおいて研磨材体98を有するように形成される。
【0026】
基体90は比較的肉薄に、即ちインサートの厚さに等しい厚さにすることが出来る。或いは、基体90を図19に示すように相対的に肉厚のものにし、後にワイヤEDMによって孔92をそれに直角に通るライン100に沿って薄切りすることも可能である。
【0027】
図18に示すように孔群を有する中実基体を形成する代りに、コーナを切欠いている一連のブランクを、図18に示す各孔が隣り合う4個のブランクの切欠きコーナによって実際に形成されるように共面上に配置することが出来る。
【0028】
図18に示すような大きな基体を利用する代りに、相対的に小さな基体102として、複数の孔104が基体を貫通するように形成されている斯ゝる小さな基体を使用することが出来る(図21)。これらの孔104は基体の外周から内方へ離間配位していて、これらには高温/高圧の焼結処理の前に研磨材料が充填される。焼結に次いで、基体102はEDMワイヤでライン106に沿って切断或いは機械工作されて、図20に示すものに類似したインサートプロイールのものに形成する。基体102は単一インサートを形成するために薄い(ウエハ)基体であり得るし、或いはライン106に沿って工作或いは切断される前に個別のウエハを形成するように横断状にスライスされるべき長尺ロッドであり得る。
【0029】
横断カットラインに沿って基体をスライスする必要性を回避する方法は図17に関連して開示されている。即ちこの方法は共面上に個別の基体を配置することによるものである。更にもう1つ別の方法として、図22に示すように縦に整合重積したブランク群における隣り合うブランク112の間にセパレータ(分離部材)110を配置する方法がある。この方法は図1−図5に示す方法に基づくものである。セパレータ110は基体並びに超硬研磨材料に結合しないか、或いは両者と比較的浅く結合(反応)した領域のみを形成するに過ぎない材料で作られている。例えば、セパレータはアルカリに溶融することによって除去され得るNb,Mo或いはZrで作ることが出来る。結果として残留している結合領域は、次に研削によって除去される。或いはセパレータはNaCL、グラファイト、マイカ、タルク、Al2 O3 、六方晶窒化ホウ素等の高融点、低剪断強度を有する材料で作ることも出来る。低剪断強度により、このセパレータは破壊除去され、結合領域は上述したように機械工作によって削除され得る。基体102はセパレータ110と共に容器(図示省略)に導入される。各セパレータは既に挿置されている基体の溝が研磨材料で充填された後に、挿置される。
【0030】
基体110は上述の方法(図17に関連して開示された方法を除く)に関連させて使用することが出来る。
【0031】
既に指摘したように、本発明に関連して採用される研磨材体は適宜の形状の基体(ブランク)に適用され得る。これらの研磨材料はその後に中央孔を伴い、或いは伴うことなく適宜の形状(例えば丸形、四角形や非正方四角形、三角形、菱形、不等辺四角形等々)に研削される。研磨材体それ自体は完成品インサートによる切削工作が研磨材体によって本質的に実行される限り、いかなる形状でもあり得るし、インサートのいづれの個所にも配位させ得る。コーナに配位する研磨材体はコーナに関して対称なものとして図示されているが、これらはコーナに関して非対称に配設されてもよい。また、同一のインサートにおいて同じ或いは異なる形状の研磨材体を配設してもよい。所望であれば、研磨材体は基体に結合(焼結により)された後に再成形(例えば研削によって)してもよい。
【0032】
研磨材粉末は好ましくはPCD或いはPCBNの粒子と、当業界で既知の周期律表におけるIVa−VIa族の金属の炭化物、窒化物、炭窒化物、酸化物、ホウ化物等のその他の硬質、耐摩耗性の構成物質とを混合状態で含んで成る。特に良好な結果はメガダイヤモンド(Megadiamond)グレードMN90の組成の場合に得られた。この粉末体から従来通りの高温と高圧によって高圧材料、例えば米国特許第4,991,467号と第5,115,697号に開示の材料が製造される。
【0033】
セメンテッドカーバイドの基体はこの基体に係るインサートにより実施される切削作業には関与するものではないので、基体の組成はこの基体がPCDやPCBNに良好に結合し、研削が容易であり、安価な成分を含有し、且つ適宜の破壊抵抗を有しているものに選定される。好ましくは、10−20w.t.%のCo、更に好ましくは約15−17%のCoを有するWC−Coセメンテッドカーバイドが使用される。特に良好な結果は16%Coのものである場合に得られた。セメンテッドカーバイドに代えて、チタン基炭窒化物(所謂サーメット)を使用することが出来る。本発明に係るインサートは更に、耐摩耗性被覆物を、好ましくは従来式のPVD法やCVD法によって施こすことによって具備することが出来る。CVD被覆物は約750−1000℃で常態では蒸着される。PVD被覆物は好ましくはチタン供給源と窒素雰囲気を用いて約500℃で沈着されたTiN層である。この技法で生成されたPVD層は圧縮残留応力を有している。
【0034】
例1
16w.t.%のCoを含有する、約22mm径の円筒ロッド形状のセメンテッドカーバイドブランクにおいて、夫々本質的に半円形の断面を有している4個の溝をブランクの縁面(周面)に沿って等間隔に研削した。これらの溝はPCBN粉末混合物(Megadiamond grade MN90)で充填され、次いで容器に収納され、そして米国特許第5,115,697号に記述の方法に従って高温、高圧の条件で焼結された。得られた焼結ブランクは両端面の研削、センターレス研削次いで正方形状研削を施こされ、そして約5mm厚のスライスに横断状に切断された。得られたスライスは、研削されて型番SNGN120408のインサートを形成した。観察によると、PCBNとセメンテッドカーバイドのブランクとの間には良好な接触が見られた。
【0035】
例2
例1のインサートを以下の条件で、断続施削作業で試験した。
工作物材料:ねずみ鋳鉄550125
速 度:400m/分
送 り:0.15/0.25/0.35mm/rev
切込み(深さ):1mm
方 式:乾式切削
インサートは深刻な損傷を被らずに280パスに亘って使用された。PCBNとセメンテッドカーバイドのブランクとの間の結合力は全てのパスに耐えた。
【0036】
例3
例2を冷媒(湿式)と500m/分の切削速度を用いて繰返し行った。PCBNとセメンテッドカーバイドのブランクの間の結合力は充分であった。
【0037】
例4
例2を0.5mm/rev の送り速度において、冷媒有り(湿式)と無し(乾式)の両条件下で繰返した。インサートの2つのエッジ(切刃)を試験したが、いづれも170パス後でもまだ損傷を被ることはなかった。所望であれば、更に工作を続けることが可能であった。
【0038】
例5
例3を3mm厚のインサートを用いて、送り速度0.4−0.6mm/rev による湿式と乾式工作法で繰返した。乾式の場合には、200パスの後に0.4mm/rev から0.5mm/rev に送り速度を高めた。試験を600パス後に止めたとき、切刃はクリーンで均等なフランク摩耗を有し、チツピングやその他の損傷のしるしは存在しなかった。
【0039】
湿式の場合には、送り速度0.4mm/rev による383パスの後と送り速度0.6mm/rev による286パスの後には全部のコーナが破損した。いづれの場合にも、各コーナ全体が破壊された。破損はPCBN体の内部で全体的に発生したが、PCNB/セメンテッドカーバイドの接合個所では発生していなかった。これは結合がこの場合にも充分強力であることを表している。
【0040】
本発明によれば、金属切削インサートとしてその両側面に超硬研磨材体を有するものを比較的低コストで作ることが可能である。従って、インサートは非常に有利なコスト対研磨材切刃の比を発揮し、そして最大限の数の有用な切刃を提供する。
【0041】
【発明の効果】
本発明によれば、インサート両面に超硬研磨材の切刃を備えた、裏返し割付け可能(インデキシャブル)なインサートを比較的簡単に且つ低コストで提供することが出来る。
【図面の簡単な説明】
【図1】本発明の1例に係るインサートの製造で実施される工程の1つを示す工程説明図である。
【図2】本発明の1例に係るインサートの製造で実施される工程の1つを示す工程説明図である。
【図3】本発明の1例に係るインサートの製造で実施される工程の1つを示す工程説明図である。
【図4】本発明の1例に係るインサートの製造で実施される工程の1つを示す工程説明図である。
【図5】本発明の1例に係るインサートの製造で実施される工程の1つを示す工程説明図である。
【図6】本発明の1例に係るインサートの製造で実施される工程の1つを示す工程説明図であり、且つ第5図における線VI−VIに沿った縦断面図である。
【図7】本発明の1例に係るインサートの製造で実施される工程の1つを示す工程説明図である。
【図8】本発明の1例に係るインサートの製造で実施される工程の1つを示す工程説明図である。
【図9】本発明で使用され得る基体の別のタイプを示す正面説明図である。
【図10】インサートの形態例の1つを示す平面図である。
【図11】インサートの形態例の1つを示す平面図である。
【図12】使用可能な別のタイプの基体を焼結用容器と共に示している断面説明図である。
【図13】本発明の別の例に係る金属切削インサートの作成に要する1つの工程を示す説明図である。
【図14】本発明の別の例に係る金属切削インサートの作成に要する1つの工程を示す説明図である。
【図15】本発明の別の例に係る金属切削インサートの作成に要する1つの工程を示す説明図である。
【図16】本発明の別の例に係る金属切削インサートの作成に要する1つの工程を示す説明図である。
【図17】本発明の別の例に係る共面上の部室を有する焼結用容器の断面説明図である。
【図18】本発明の別の例に係る金属切削インサートの作成に要する1つの工程を示す平面説明図である。
【図19】本発明の別の例に係る金属切削インサートの作成に要する1つの工程を示す説明図であって、且つ第18図における線XIX −XIX に沿った縦断面図である。
【図20】本発明の別の例に係る金属切削インサートの作成に要する1つの工程を示す平面説明図である。
【図21】本発明の別の例に係るインサートに変造されることになる基体の平面説明図である。
【図22】本発明の別の例に係るセパレータによって分離された状態で整合重積されたインサート群を示す側面説明図である。
【符号の説明】
10…ディスク(基体)
12…縁面(周面)
13…超硬研磨材料
14…溝
16,18…第1、第2側面
20…容器
24…インサート
30A,30B…インサート
32…基体
33…セグメント
34…スペース
40…基体
41…容器
42…凹所
44…超硬研磨材料
46…インサート
70…基体
72…基体コーナ部分
74…研磨材粉末
76…インサート
80…ディスク
82…共面上の部室
90…基体
92…孔
93…研磨材料
96…インサート
100…ライン
102…基体
104…孔
110…セパレータ
112…ブランク
Claims (9)
- 高圧、高温条件下で超硬研磨材料が容器内で焼結されると同時に容器の内側にある基体に結合されることになる金属切削インサートの製造方法において、
前記基体が縁面によって相互に接続されている第1側面及び第2側面を有しており、重積配置の複数の基体を前記容器内に配置して、前記縁面に沿って前記第1側面から前記第2側面まで延びるように各基体に超硬研磨材料を付与し、焼結工程の際に前記複数の基体を互いにセパレータによって分離させ、焼結工程の後に前記複数の基体をセパレータから分離させることを特徴とする金属切削インサートの製造方法。 - 超硬研磨材料を前記容器内で前記基体の前記縁面とこれに対向する容器の一部分とによって拘束することを特徴とする、請求項1に記載の方法。
- 前記縁面に前記第1側面から前記第2側面まで延びるように形成された溝の中に容器内において超硬研磨材料を導入し、超硬研磨材料が前記溝とそれに対向する容器部分とによって拘束されるようにしたことを特徴とする、請求項1に記載の方法。
- 前記基体とこれに結合されている超硬研磨材体とを含む要素を容器から取り出し、当該要素を前記基体と前記超硬研磨材体とを通るように横断状に薄切りにして、前記要素から複数のインサートを形成し、該インサートの各々が縁面と当該縁面によって相互に接続された1対の対向する側面とを有し、前記超硬研磨材体が前記側面の一方から他方まで延びるようにすることを特徴とする、請求項1に記載の方法。
- 前記基体が、前記縁面から離間して配置され且つ前記第1側面から前記第2側面まで貫通している複数の孔を有しており、当該孔に超硬研磨材料を充填し、高温と高圧を付与した後に基体の一部分を除去することによって前記第1側面から前記第2側面まで延びる超硬研磨材料の一部分を露出させることを特徴とする、請求項1に記載の方法。
- 前記除去工程が機械加工を含む、請求項5に記載の方法。
- 前記除去工程がワイヤ放電加工によって実行される、請求項5に記載の方法。
- 前記縁面と前記容器の間に空間を設け、当該空間に超硬研磨材料を導入することを特徴とする、請求項1に記載の方法。
- 前記容器に共面上の複数の部室を設け、夫々の部室に基体を挿置し、全ての部室に同時に高温、高圧を付与することを特徴とする、請求項1に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US44649095A | 1995-05-22 | 1995-05-22 | |
| US446490 | 1995-05-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09117808A JPH09117808A (ja) | 1997-05-06 |
| JP3878246B2 true JP3878246B2 (ja) | 2007-02-07 |
Family
ID=23772794
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP12741496A Expired - Fee Related JP3878246B2 (ja) | 1995-05-22 | 1996-05-22 | 金属切削インサートの製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US5676496A (ja) |
| EP (2) | EP0744242A3 (ja) |
| JP (1) | JP3878246B2 (ja) |
| KR (1) | KR960040554A (ja) |
| CN (1) | CN1075754C (ja) |
| AT (1) | ATE550134T1 (ja) |
| BR (1) | BR9602395A (ja) |
| ZA (1) | ZA963789B (ja) |
Families Citing this family (75)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5984005A (en) * | 1995-09-22 | 1999-11-16 | Weatherford/Lamb, Inc. | Wellbore milling inserts and mills |
| US6170576B1 (en) | 1995-09-22 | 2001-01-09 | Weatherford/Lamb, Inc. | Mills for wellbore operations |
| SE511587C2 (sv) | 1997-07-08 | 1999-10-25 | Sandvik Ab | Sätt att tillverka skär med hål för fastspänning |
| US6120570A (en) * | 1996-02-14 | 2000-09-19 | Smith International | Process for manufacturing inserts with holes for clamping |
| SE511211C2 (sv) * | 1996-12-20 | 1999-08-23 | Sandvik Ab | Ett multiskiktbelagt skärverktyg av polykristallin kubisk bornitrid |
| SE512752C2 (sv) * | 1997-06-13 | 2000-05-08 | Sandvik Ab | Sätt att tillverka pinnfräsar |
| US6361873B1 (en) * | 1997-07-31 | 2002-03-26 | Smith International, Inc. | Composite constructions having ordered microstructures |
| US6224473B1 (en) | 1997-08-07 | 2001-05-01 | Norton Company | Abrasive inserts for grinding bimetallic components |
| DE19800440A1 (de) * | 1998-01-08 | 1999-07-15 | Maier Kg Andreas | Messerkopf mit ein- bis dreidimensional verstellbarem Schneideinsatz und mit formschlüssig aufgenommenem Schneideinsatz |
| US6106957A (en) | 1998-03-19 | 2000-08-22 | Smith International, Inc. | Metal-matrix diamond or cubic boron nitride composites |
| SE9803111L (sv) * | 1998-06-15 | 2000-03-16 | Seco Tools Ab | Metod |
| JP3573256B2 (ja) * | 1998-07-27 | 2004-10-06 | 住友電気工業株式会社 | Al2O3被覆cBN基焼結体切削工具 |
| WO2000020162A1 (en) * | 1998-10-02 | 2000-04-13 | Smith International, Inc. | Pcbn tips and coatings for use in cutting and machining hard materials |
| ZA200102323B (en) * | 1998-10-08 | 2001-09-21 | De Beers Ind Diamond | Tool component. |
| US6161990A (en) * | 1998-11-12 | 2000-12-19 | Kennametal Inc. | Cutting insert with improved flank surface roughness and method of making the same |
| US6138358A (en) * | 1999-02-18 | 2000-10-31 | Dana Corporation | Method of manufacturing a vehicle body and frame assembly |
| US6498242B1 (en) * | 1999-02-19 | 2002-12-24 | E. I. Du Pont De Nemours And Company | Biological method for the production of adipic acid and intermediates |
| SE519862C2 (sv) * | 1999-04-07 | 2003-04-15 | Sandvik Ab | Sätt att tillverka ett skär bestående av en PcBN-kropp och en hårdmetall- eller cermet-kropp |
| SE519860C2 (sv) * | 1999-04-07 | 2003-04-15 | Sandvik Ab | Sätt att tillverka ett skär bestående av en PcBN-kropp och en hårdmetall- eller cermet-substrat |
| US6599062B1 (en) * | 1999-06-11 | 2003-07-29 | Kennametal Pc Inc. | Coated PCBN cutting inserts |
| WO2001041974A2 (en) * | 1999-12-03 | 2001-06-14 | Ultimate Abrasive Systems, L.L.C. | Process for making an abrasive sintered product |
| SE0000143L (sv) * | 2000-01-19 | 2001-07-20 | Sandvik Ab | Metallbearbetningsskär med superhårda abrasiva kroppar |
| GB2362388B (en) * | 2000-05-15 | 2004-09-29 | Smith International | Woven and packed composite constructions |
| GB0022448D0 (en) * | 2000-09-13 | 2000-11-01 | De Beers Ind Diamond | Method of making a tool insert |
| US6988858B2 (en) * | 2001-02-28 | 2006-01-24 | Kennametal Inc. | Oxidation-resistant cutting assembly |
| US6681488B2 (en) * | 2001-04-06 | 2004-01-27 | Dana Corporation | Method of manufacturing a vehicle body and frame assembly |
| DE10159431B4 (de) * | 2001-12-04 | 2005-10-20 | Mapal Fab Praezision | Werkzeug zur Feinstbearbeitung von Oberflächen |
| CN101564771A (zh) * | 2002-02-21 | 2009-10-28 | 六号元素(控股)公司 | 工具刀头 |
| KR20030085870A (ko) * | 2002-05-02 | 2003-11-07 | 한경렬 | 절삭공구용 인서트의 제조방법 |
| US6837915B2 (en) * | 2002-09-20 | 2005-01-04 | Scm Metal Products, Inc. | High density, metal-based materials having low coefficients of friction and wear rates |
| EP1592861B1 (en) * | 2003-02-11 | 2007-04-11 | Element Six (PTY) Ltd | Cutting element |
| US20060032677A1 (en) * | 2003-02-12 | 2006-02-16 | Smith International, Inc. | Novel bits and cutting structures |
| US7322776B2 (en) * | 2003-05-14 | 2008-01-29 | Diamond Innovations, Inc. | Cutting tool inserts and methods to manufacture |
| JP4782672B2 (ja) | 2003-06-03 | 2011-09-28 | サンドビック インテレクチュアル プロパティー アクティエボラーグ | 割り出し可能な切削インサート及びこの切削インサートの製造方法 |
| US20050230150A1 (en) * | 2003-08-28 | 2005-10-20 | Smith International, Inc. | Coated diamonds for use in impregnated diamond bits |
| US20050210755A1 (en) * | 2003-09-05 | 2005-09-29 | Cho Hyun S | Doubled-sided and multi-layered PCBN and PCD abrasive articles |
| US7243744B2 (en) * | 2003-12-02 | 2007-07-17 | Smith International, Inc. | Randomly-oriented composite constructions |
| JP5264076B2 (ja) * | 2004-01-06 | 2013-08-14 | エレメント シックス リミテッド | 工具インサート |
| US20050183893A1 (en) * | 2004-01-13 | 2005-08-25 | Sandvik Ab | Indexable cutting inserts and methods for producing the same |
| KR100771026B1 (ko) * | 2004-04-30 | 2007-10-29 | 스미또모 덴꼬오 하드메탈 가부시끼가이샤 | 표면 피복 입방정 질화 붕소 소결체 공구 및 그 제조 방법 |
| US20050271483A1 (en) * | 2004-06-02 | 2005-12-08 | Sandvik Ab | Indexable cutting inserts and methods for producing the same |
| US7350599B2 (en) * | 2004-10-18 | 2008-04-01 | Smith International, Inc. | Impregnated diamond cutting structures |
| US7441610B2 (en) * | 2005-02-25 | 2008-10-28 | Smith International, Inc. | Ultrahard composite constructions |
| CA2618658A1 (en) * | 2005-08-11 | 2007-02-15 | Element Six (Production) (Pty) Ltd | Polycrystalline diamond abrasive element and method of its production |
| CA2523881A1 (en) * | 2005-10-11 | 2007-04-11 | Postle Industries Inc. | Hardsurfacing consumable |
| EP1960568A1 (en) * | 2005-12-12 | 2008-08-27 | Element Six (Production) (Pty) Ltd. | Pcbn cutting tool components |
| US7866419B2 (en) * | 2006-07-19 | 2011-01-11 | Smith International, Inc. | Diamond impregnated bits using a novel cutting structure |
| US7682557B2 (en) * | 2006-12-15 | 2010-03-23 | Smith International, Inc. | Multiple processes of high pressures and temperatures for sintered bodies |
| US8052765B2 (en) * | 2007-04-03 | 2011-11-08 | Cho H Sam | Contoured PCD and PCBN for twist drill tips and end mills and methods of forming the same |
| US9468980B2 (en) | 2007-04-03 | 2016-10-18 | H. Sam Cho | Contoured PCD and PCBN segments for cutting tools containing such segments |
| US8517125B2 (en) * | 2007-05-18 | 2013-08-27 | Smith International, Inc. | Impregnated material with variable erosion properties for rock drilling |
| US20090120008A1 (en) * | 2007-11-09 | 2009-05-14 | Smith International, Inc. | Impregnated drill bits and methods for making the same |
| US20100104874A1 (en) * | 2008-10-29 | 2010-04-29 | Smith International, Inc. | High pressure sintering with carbon additives |
| US20100150678A1 (en) * | 2008-12-17 | 2010-06-17 | Gm Global Technology Operations, Inc. | Method of broaching hardened steel workpieces with diamond-tipped tools |
| IL196439A (en) | 2009-01-11 | 2013-04-30 | Iscar Ltd | A method for cutting alloys and cutting for them |
| US9004199B2 (en) * | 2009-06-22 | 2015-04-14 | Smith International, Inc. | Drill bits and methods of manufacturing such drill bits |
| CN101644549B (zh) * | 2009-07-28 | 2011-06-15 | 华南理工大学 | 一种微沟槽与纤维的复合多孔结构及其制造方法 |
| JP5793507B2 (ja) * | 2010-01-07 | 2015-10-14 | ジーケーエヌ シンター メタルズ、エル・エル・シー | 工作機械及び該工作機械の製造方法 |
| US20110259150A1 (en) * | 2010-04-23 | 2011-10-27 | Hall David R | Disc Cutter for an Earth Boring System |
| CN102985200B (zh) * | 2010-07-13 | 2015-08-19 | 六号元素有限公司 | 可转位的刀片、用于该刀片的构造和用于制造该刀片的方法 |
| JP5765658B2 (ja) * | 2010-09-07 | 2015-08-19 | 住友電工ハードメタル株式会社 | 切削工具 |
| EP2613900B1 (en) | 2010-09-08 | 2016-03-23 | Element Six Limited | Manufacturing method of an edm cuttable, high cbn content solid pcbn compact |
| GB201020967D0 (en) * | 2010-12-10 | 2011-01-26 | Element Six Production Pty Ltd | Bit for a rotary drill |
| US8507082B2 (en) | 2011-03-25 | 2013-08-13 | Kennametal Inc. | CVD coated polycrystalline c-BN cutting tools |
| CN102145403B (zh) * | 2011-04-07 | 2013-01-09 | 宁波江丰电子材料有限公司 | 钨合金靶材铣削加工方法 |
| CN102501027A (zh) * | 2011-11-18 | 2012-06-20 | 宁波江丰电子材料有限公司 | 钴靶材的加工方法 |
| CN103362445A (zh) * | 2012-04-10 | 2013-10-23 | 吴庆华 | 一种金刚石夹心式硬质合金矿山凿岩刀片制备技术 |
| US9028953B2 (en) | 2013-01-11 | 2015-05-12 | Kennametal Inc. | CVD coated polycrystalline c-BN cutting tools |
| US9428967B2 (en) | 2013-03-01 | 2016-08-30 | Baker Hughes Incorporated | Polycrystalline compact tables for cutting elements and methods of fabrication |
| US11045813B2 (en) | 2013-10-28 | 2021-06-29 | Postle Industries, Inc. | Hammermill system, hammer and method |
| CN104097154A (zh) * | 2014-07-05 | 2014-10-15 | 郑州磨料磨具磨削研究所有限公司 | 超硬材料磨盘磨料块制造方法及超硬材料磨盘制造方法 |
| US20170014922A1 (en) * | 2015-07-15 | 2017-01-19 | Caterpillar Inc. | Power Skiving Assembly and Method of Operation of Same |
| EP3421160B1 (en) * | 2017-06-30 | 2022-08-10 | Seco Tools Ab | A cutting insert and a method of manufacturing a cutting insert |
| CN109262481A (zh) * | 2018-01-22 | 2019-01-25 | 深圳西斯特科技有限公司 | 一种新型滚轮的磨料排布方式 |
| TWI650064B (zh) * | 2018-02-14 | 2019-02-11 | 慶璉實業股份有限公司 | 樹剪刀座製造方法 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2002229A (en) * | 1932-04-11 | 1935-05-21 | Jessop Steel Company Washingto | Process of manufacturing composite metal articles |
| SE305791B (ja) * | 1964-02-06 | 1968-11-04 | Diadur Ab | |
| GB2037629B (en) * | 1978-12-06 | 1982-10-13 | Henderson Diamond Tool Co Ltd | Locating tips or inserts onto tools |
| IL60042A (en) * | 1979-05-16 | 1983-05-15 | De Beers Ind Diamond | Abrasive bodies |
| JPS603922B2 (ja) * | 1980-09-03 | 1985-01-31 | 日本油脂株式会社 | 切削工具 |
| US4561810A (en) * | 1981-12-16 | 1985-12-31 | General Electric Company | Bi-level cutting insert |
| IE59168B1 (en) * | 1985-11-04 | 1994-01-12 | De Beers Ind Diamond | Method of making a drill blank |
| US4690691A (en) * | 1986-02-18 | 1987-09-01 | General Electric Company | Polycrystalline diamond and CBN cutting tools |
| US4662896A (en) * | 1986-02-19 | 1987-05-05 | Strata Bit Corporation | Method of making an abrasive cutting element |
| US4714385A (en) * | 1986-02-27 | 1987-12-22 | General Electric Company | Polycrystalline diamond and CBN cutting tools |
| IE62468B1 (en) * | 1987-02-09 | 1995-02-08 | De Beers Ind Diamond | Abrasive product |
| SU1537384A1 (ru) * | 1987-10-28 | 1990-01-23 | Мариупольский металлургический институт | Режуща пластина |
| DE8800342U1 (de) * | 1988-01-14 | 1988-02-25 | Diamant-Gesellschaft Tesch GmbH, 7140 Ludwigsburg | Werkzeug für Dreh- oder Fräsmaschinen |
| GB8916955D0 (en) * | 1989-07-25 | 1989-09-13 | Pacini Ltd | Tool insert |
| US4991467A (en) | 1989-08-14 | 1991-02-12 | Smith International, Inc. | Diamond twist drill blank |
| US5183362A (en) * | 1990-01-10 | 1993-02-02 | Nippon Oil And Fats Co., Ltd. | Cutting tool assembly |
| CA2036930C (en) * | 1990-02-27 | 1996-01-09 | Hitoshi Fukuoka | Cutting insert |
| DE69112465T2 (de) * | 1990-03-30 | 1996-03-28 | Sumitomo Electric Industries | Polykristallines Diamantwerkzeug und Verfahren für seine Herstellung. |
| CN1024766C (zh) * | 1990-04-18 | 1994-06-01 | Gn工具株式会社 | 可更换型刀片及其制造方法 |
| SE9004123D0 (sv) * | 1990-12-21 | 1990-12-21 | Sandvik Ab | Diamantimpregnerat haardmaterial |
| JPH04336903A (ja) * | 1991-05-10 | 1992-11-25 | Hitachi Tool Eng Ltd | 複合焼結チップ及びその製造方法 |
| US5115697A (en) | 1991-08-16 | 1992-05-26 | Smith International, Inc. | Diamond rotary cutter flute geometry |
| JPH05162007A (ja) * | 1991-12-13 | 1993-06-29 | Mitsubishi Materials Corp | 人工ダイヤモンド被覆炭化タングステン基超硬合金製スローアウェイ切削チップ |
| SE9301811D0 (sv) * | 1993-05-27 | 1993-05-27 | Sandvik Ab | Cutting insert |
| JPH0726368A (ja) * | 1993-07-10 | 1995-01-27 | Hitachi Tool Eng Ltd | 耐摩耗性に優れた被覆切削工具 |
| DE4341503A1 (de) * | 1993-12-06 | 1995-06-08 | Beck August Gmbh Co | Vorrichtung zum Feinbearbeiten von Bohrungen |
| JPH08206902A (ja) * | 1994-12-01 | 1996-08-13 | Sumitomo Electric Ind Ltd | 切削用焼結体チップおよびその製造方法 |
-
1996
- 1996-05-13 ZA ZA963789A patent/ZA963789B/xx unknown
- 1996-05-14 AT AT03002459T patent/ATE550134T1/de active
- 1996-05-14 EP EP96850094A patent/EP0744242A3/en not_active Withdrawn
- 1996-05-14 EP EP03002459A patent/EP1350593B1/en not_active Expired - Lifetime
- 1996-05-20 CN CN96105095A patent/CN1075754C/zh not_active Expired - Fee Related
- 1996-05-21 KR KR19960017152A patent/KR960040554A/ko not_active Application Discontinuation
- 1996-05-21 BR BR9602395-3A patent/BR9602395A/pt not_active IP Right Cessation
- 1996-05-22 JP JP12741496A patent/JP3878246B2/ja not_active Expired - Fee Related
- 1996-09-30 US US08/723,810 patent/US5676496A/en not_active Expired - Lifetime
-
1997
- 1997-07-03 US US08/888,055 patent/US5813105A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US5676496A (en) | 1997-10-14 |
| EP1350593A3 (en) | 2003-12-03 |
| KR960040554A (ja) | 1996-12-17 |
| CN1141223A (zh) | 1997-01-29 |
| EP0744242A3 (en) | 1997-08-13 |
| EP1350593B1 (en) | 2012-03-21 |
| EP1350593A2 (en) | 2003-10-08 |
| EP0744242A2 (en) | 1996-11-27 |
| CN1075754C (zh) | 2001-12-05 |
| US5813105A (en) | 1998-09-29 |
| BR9602395A (pt) | 1999-10-13 |
| ATE550134T1 (de) | 2012-04-15 |
| ZA963789B (en) | 1997-01-27 |
| JPH09117808A (ja) | 1997-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3878246B2 (ja) | 金属切削インサートの製造方法 | |
| EP0827442B1 (en) | Method of making metal cutting inserts having superhard abrasive bodies | |
| US7074247B2 (en) | Method of making a composite abrasive compact | |
| US6453899B1 (en) | Method for making a sintered article and products produced thereby | |
| EP0480895B1 (en) | Improved diamond tools for rock drilling, metal cutting and wear part applications | |
| US4690691A (en) | Polycrystalline diamond and CBN cutting tools | |
| US7189032B2 (en) | Tool insert | |
| AU760519B2 (en) | Method for making a sintered article and products produced thereby | |
| JP2004508216A (ja) | 工具インサートを生産する方法 | |
| US20240239714A1 (en) | Method of making a shaped tool component | |
| US20240182370A1 (en) | Method of making a shaped tool component | |
| WO2001053026A1 (en) | Metal cutting inserts with superhard abrasive bodies |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20050606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050617 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050721 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050721 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20051024 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061102 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091110 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101110 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111110 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111110 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121110 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121110 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131110 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |