JP3765304B2 - 紡績機 - Google Patents
紡績機 Download PDFInfo
- Publication number
- JP3765304B2 JP3765304B2 JP2003072681A JP2003072681A JP3765304B2 JP 3765304 B2 JP3765304 B2 JP 3765304B2 JP 2003072681 A JP2003072681 A JP 2003072681A JP 2003072681 A JP2003072681 A JP 2003072681A JP 3765304 B2 JP3765304 B2 JP 3765304B2
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- winding
- package
- slack
- slack eliminating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Landscapes
- Forwarding And Storing Of Filamentary Material (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Description
【発明の属する技術分野】
本発明は、糸弛み取り装置を用いて巻取張力を制御するようにした紡績機に関し、詳しくは、糸弛み取り装置の弛み取りローラに貯留される弛み量が、所定量より少なくなるのを防止することを目的とする。
【0002】
【従来の技術】
スライバ(繊維束)を原料として紡績装置で紡績糸を生成し、これを巻取装置で巻き取ってパッケージに形成する紡績機で例えばコーン巻きパッケージを形成する場合において、特に巻取直前の巻取張力制御を行わないとすると、トラバースに応じて糸の周期的な張力変動が起きるという問題が在った。これは、コーン巻きパッケージの小径側と大径側とで糸の巻取速度(パッケージの周速度)が異なっており、巻取速度の小さい小径側では弛み量が増え、巻取速度が大きい大径側では弛み量が少なくなるからである。
【0003】
そこで前記問題に対処すべく、糸を巻き付ける弛み取りローラを備える糸弛み取り装置を紡績装置と巻取装置との間に設け、弛み取りローラに貯留される弛み量の変化により巻取張力を調整するようにした技術が、例えば特許文献1に記載されている。同特許文献1に記載の技術は、パッケージにおける巻取速度の変動に応じ弛み取りローラに貯留される弛み量を増減させることで、張力(巻取速度)変動を吸収する。すなわち、糸の巻取速度が紡出速度よりも大きくなると弛み取りローラに貯留される弛み量を減少させ、巻取速度の方が小さくなると弛み量を増加させるようにして、糸張力(巻取速度)の変動を吸収することが可能であると考えられる。
【0004】
【特許文献1】
西独特許第553892号明細書
【0005】
【発明が解決しようとする課題】
特許文献1に記載される如き糸弛み取り装置にあっては、糸張力の変動を吸収するため、弛み取りローラに糸を巻き付けた状態を維持することが必要である。従って、弛み取りローラに貯留される弛み量が無くなりかけたならば、これを検出してパッケージの回転速度を減速させ、弛み取りローラに貯留される弛み量を所定量まで回復させなくてはならない。しかるにパッケージは、巻径によって重量が異なり、慣性モーメントが相違する。つまり、減速処理時間が同じでも、減速量に違いが生じる。それ故、パッケージの回転を一律に減速させただけでは、弛み取りローラに貯留される弛み量を所定量に回復させることができない場合があった。
【0006】
【課題を解決するための手段】
本発明は、糸弛み取り装置を設けた紡績機において、糸弛み取り装置の弛み取りローラに貯留される弛み量が不足するのを確実に防止することを目的とするものである。請求項1は、かかる目的のために創案した紡績機であって、その特徴とするところは、繊維束から糸を生成し紡出する紡績装置と、紡出された糸をパッケージに巻き取る巻取装置と、上記紡績装置と巻取装置との間の糸を巻き取って巻取張力変動を吸収する弛み取りローラを有する糸弛み取り装置とを備える紡績機において、巻取速度を紡出速度よりも小さくなるよう減速制御する減速制御手段と、前記パッケージの巻径検出手段と、パッケージの巻径に応じて前記減速制御手段の減速制御量を調整する調整手段とを設けたことである。
【0007】
上記の如く構成した本発明の紡績機は、パッケージの巻取速度を減速させることで糸弛み取り装置の弛み取りローラに貯留される弛み量を増大させるが、その際、パッケージの巻径に応じて巻取速度の減速制御量を調整できるから、弛み量の増大量を過不足のない適切な量に設定することができる。なお、上記減速制御量の調整とは、減速処理時間を調整する場合や、減速加速度を調整する場合などが挙げられる。
【0008】
本発明紡績機は、請求項2に記載の如く、前記弛み取りローラにおける糸の巻き付き量を検出する巻き付き量検出手段を設け、該検出手段が検出する巻き付き量に基づき、前記減速制御手段が前記巻取速度の減速制御信号を出力するように設定することができる。
【0009】
上記紡績機によれば、弛み量が所定量より減少したならば、巻取装置の巻取速度を紡績装置の紡出速度よりも小さくなるように減速して、糸弛み取り装置の弛み取りローラに貯留される弛み量を増大させるため、弛み取りローラに貯留される弛み糸が無くなることがない。
【0010】
前記紡績機において、請求項3に記載する如く、前記巻き付き量検出手段を、弛み取りローラの直ぐ上流に設けられ、弛み取りローラに巻き取られる直前の糸張力を検出する糸張力検出手段から成るものとし、該糸張力検出手段が検出する糸張力に基づいて、前記糸弛み取り装置弛み取りローラに貯留される弛み量を算出するようにしてもよい。この場合は、簡単な機構で、弛み量の検出が可能である。
【0011】
さらに本発明紡績機は、請求項4に記載の如く、前記巻取装置を、パッケージに接触しつつ回転しパッケージを回転駆動する回転ドラムを備えるものとし、前記減速制御手段を、パッケージを回転ドラムから離隔させる機構から成るものとし、前記調整手段を、パッケージの巻径に応じ減速制御手段の減速制御量としてパッケージの離隔時間を調整する機構から成るものとすることができる。この場合、簡単な制御形態により、コストの低減化を実現しつつ、パッケージの適切な減速処理を行うことが可能である。
【0012】
なお請求項4の実施に当たり、本発明紡績機は、請求項5に記載するように、前記巻取装置が、トラバースガイドを有するトラバース装置を備える場合、前記減速制御手段を、巻き取られる糸がトラバースガイドから離脱しない範囲で、パッケージを回転ドラムから離隔させる機構から成るものとするのが望ましい。
【0013】
【発明の実施の形態】
以下、本発明の実施形態を図面に基づいて説明する。なお、本明細書において「上流・下流」とは、紡績時における糸の走行方向を基準として上流・下流を指し、具体的には、紡績装置側を上流、巻取装置側を下流とする。
【0014】
[第1の実施形態]
図1は本発明が適用される紡績機1の一例を示す正面図、図2は同紡績機1における一部分の内部構造を概略的に示す拡大図である。
【0015】
例えば空気紡績機等から成る紡績機1は、制御部1A、多数の紡績ユニット2が並設された紡績部1B、ブロアー部1C、及び、糸継ぎ装置を備え紡績ユニット2間をレールRに沿って走行自在になされた作業台車3を主要構成部材としている。本実施形態では、当該紡績機1を、コーン巻きパッケージの形成に適用するが、チーズ巻きパッケージの形成に用いることも可能である。
【0016】
上記紡績機1における制御部1Aは、紡績部1Bを構成している全部の紡績ユニット2に共通して駆動力を与える駆動シャフト41・42・43の駆動用モータ31・32・33、紡績ユニット2ごとに設けられているモータ34・35、及び、巻取装置12等の動作を制御するものである。
【0017】
本実施形態では、入力部aに入力される各種設定値(紡出速度、紡出速度と巻取ローラ速度との比率など)に基づき、演算部bが、モータ31〜34に対してインバータc又はドライバ基板30を介し紡出速度情報を出力する。また糸弛み取り装置10のモータ35に対し、ドライバ基板40を介して、弛み取りローラ(後述)の回転速度情報を出力するようになされている。
【0018】
紡績部1Bは、多数の紡績ユニット2を並設して構成したものである。各紡績ユニット2は、個別に運転条件を設定できるように構成され、紡績装置5及び巻取装置12と共に、糸弛み取り装置10が備えられている。紡績ユニット2の構造の詳細については、後述する。
【0019】
ブロアー部1Cは、紡績ユニット2に対し、エアーダクトを通じて、所要箇所に負圧(吸引圧)を付与する負圧供給手段を収納するものであって、例えば、糸吸引装置7等に負圧を作用させる。
【0020】
作業台車3は、糸継ぎを必要とする任意の紡績ユニット2から発信される糸継ぎ要求信号に基づき、レールR上を走行して該当する紡績ユニット2位置へ移動し停止できるようになっているものであって、紡績部1B部分の構成を概略的に表した側面断面図である図3に示す如く、ノッターやスプライサー等の糸継ぎ装置17、紡績装置5で形成された糸の端部を吸引して糸継ぎ装置17へ導くサクションパイプ18、巻取装置12に支持されたパッケージ16の糸端を吸引して糸継ぎ装置17へ導くサクションマウス19、必要時に糸Yに接触して(図12参照)糸張力を付与するテンションアーム20を備えている。
【0021】
なお、各紡績ユニット2ごとに、糸継ぎ装置17、サクションパイプ18、サクションマウス19を設ける例も考えられるが、紡績ユニット2の並設方向に沿って走行する作業台車3に、糸継ぎ装置17、サクションパイプ18及びサクションマウス19を積載することで、これら一組だけで全部の紡績ユニット2に対する糸継ぎ作業を行うことができるから、紡績機1の構造を簡単にすることができる。
【0022】
前記作業台車3に備えられる糸継ぎ用のサクションパイプ18は、紡績側糸端の吸引部材として機能するものであって、先端に吸引口18aを備えると共に、枢支部18bを中心に回動自在になされている。糸継ぎ作業の際には、上方へ回動して吸引口18aを紡績装置5の糸排出口付近に位置させ、紡出されてくる糸Yの糸端を吸引したのち、吸引状態のまま初期位置まで下方へ回動することにより、紡績側の糸Y1を糸継ぎ装置17へ導く。他方、サクションマウス19は、巻き取り側糸端の吸引部材として機能するものであって、先端に吸引口19aを備えると共に、枢支部19bを中心に回動自在に成されている。そして糸継ぎ作業の際には、パッケージ16を回転停止させた後、このパッケージ16を通常とは逆方向に回転させて、糸端を下方へ回動させたサクションマウス19先端の吸引口19aで吸引・捕捉して糸出しを行ったのち、吸引状態のまま初期位置まで上方へ回動することにより、パッケージ16側の糸Yを糸継ぎ装置17へ導くようになされている。糸継ぎ装置17は、作業実行時に、糸継ぎ装置17近傍の紡績装置5側の糸及び巻取装置12側の糸を、糸継ぎ装置17が備える糸寄せレバー(図示せず)で両糸端をクランプして糸継ぎ作業実行部に取り込み、糸継ぎ作業を実行する。
【0023】
前記紡績部1Bに複数配設される紡績ユニット2は、原料の繊維束Sから糸を製造する機構の一つの単位である。その概略構成を説明すると、図3に示すとおり、糸道Eの上流側から下流側に沿って順に配置された、ドラフト装置4、紡績装置5、糸送り装置6、糸吸引装置7、カッター8、糸欠陥検出器9、糸弛み取り装置10、ワキシング装置11、巻取装置12から構成されている。
【0024】
ドラフト装置4には、例えば、上流側からバックローラ4a・サードローラ4b・エプロン4cが張設されたセカンドローラ4d・フロントローラ4eからなる4線式のものが適用される。紡績装置5は、旋回気流を利用して繊維束Sから紡績糸Y(以下、単に「糸Y」と言う。)を生成する空気式のもの、例えば、紡出速度が数百m/分の高速紡績が可能なものが採用される。そのほか紡績装置5は、空気紡績ノズルと加撚ローラ対とにより糸Yを生成するものや、ロータ回転により糸Yを生成するオープンエンド紡績機など、他の構造のものに置換することが可能である。糸送り装置6は、ニップローラ6aとデリベリローラ6bとから成り、両ローラ6a,6b間に糸Yを挟持して下流側へ送給するものである。糸吸引装置7は、常時、吸引状態にあり、糸欠陥検出器9が糸Yの欠陥を検出したときにカッター8が切断した糸Yの断片を吸引除去する。
【0025】
巻取装置12は、クレードルアーム14に保持したボビン15に糸Yを巻き付けてパッケージ16を形成するためのものであって、ボビン15又はパッケージ16に接触してこれを回転駆動する回転ドラム13を備える。クレードルアーム14は揺動軸14aを中心に揺動可能に構成され、巻取速度の減速制御手段である揺動制御機構60によって、ボビン15又はパッケージ16の回転ドラム13に対する接触動作及び離隔時間を制御できるよう構成されている。本実施形態の揺動制御機構60は、クレードルアーム14の一端にピストンロッド65を連結させたエアーシリンダ64、エアーシリンダ64に接圧用圧空と離隔用圧空とを供給する圧空供給源、エアーシリンダ64に対する圧空の供給経路を切り替えるためのソレノイドバルブ装置63、ソレノイドバルブ装置63の動作を制御するコントローラ62、及び、このコントローラ62に制御信号を出力するユニットコントローラ61等からなっている。
【0026】
前記揺動制御機構60は、通常の紡績時にあっては、エアーシリンダ64に接圧用圧空を常時作用させてピストンロッド65を後退させ、パッケージ16を回転ドラム13に対し所定の接圧力で押しつける。そして所要時には、エアーシリンダ64に接圧用圧空を上回る圧力の離隔用圧空を作用させて、ピストンロッド65を伸張させることにより、パッケージ16を回転ドラム13から引き離す。このとき、パッケージ16を回転ドラム13から離隔させる時間の長さやタイミングは、ユニットコントローラ61により制御される。すなわちユニットコントローラ61が、糸種、番手、紡出速度などのあらかじめ入力された紡績条件データと、タイマー部で計測した紡績機の運転時間とに基づいて演算を行い、ソレノイドバルブ装置63に所要の動作を実行させるのに必要な制御信号を、パッケージ16の巻径に応じて、即ちパッケージ重量に対応させて前記コントローラ62へ出力するようになされている。
【0027】
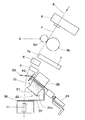
糸弛み取り装置10は、図10〜12に示すように、弛み糸Yを外周面21aに巻き付けて貯留する弛み取りローラ21と、条件に応じて弛み取りローラ21と同期して又は独立に同心回転する解舒張力付与部材22と,弛み取りローラ21のやや上流側に配置される上流側ガイド23と、弛み取りローラ21を回転駆動するステッピングモータ等の駆動手段35と、該駆動手段35を制御するドライバ基板40(図2参照)と、弛み取りローラ21の下流位置に設けられスリット36aを有する下流側ガイド36とを備えており、これらは、ブラケット37などによって紡績ユニット2に固定されている。
【0028】
弛み取りローラ21は、図12に示すように、駆動手段35の駆動軸35aに固着され該駆動軸35aと一体的に回転する。従って、演算部bにより設定される回転速度に忠実に従った弛み取りローラ21の回転制御が可能となっている。また、解舒張力付与部材22を有する側を先端P、駆動手段35に接続される側を基端Qとすると、外周面21aには、基端Q側及び先端P側それぞれに端面へ向かって拡径するテーパ部21b、21dが形成され、これらの中間部は同一径の円筒部21cとなっている。そして、紡績装置5から紡出されてくる糸Yを、基端Q側から外周面21aに巻き付けたのち。先端P側から巻取装置12側へ向かって解舒するようになされている(図7,8参照)。基端Q側のテーパ部21bは、紡績装置5から供給され外周面21aに巻き付いた糸Yを、大径部分21b−1から小径部分21b−2へ円滑に移動させて中間の円筒部21cへ到達させることにより、糸Yを円筒部21c表面に規則正しく巻き付かせる機能を有する。先端P側のテーパ部21dは、解舒の際に、巻き付かせた糸Yが一度に抜け出る輪抜け現象を抑止すると同時に、巻き付け糸層を、小径部分21d−2から大径部分21d−1へ順送りに送り出して、糸Yの円滑な引き出しを確保する機能を有している。
【0029】
弛み取りローラ21の先端P側に設けられる解舒張力付与部材22は、図12に示す如く、フライヤー22aを、ローラ21に対し、伝達力調節機構を介して同心回転可能に取り付けて成るものである。上記伝達力調節機構の構成は次の如くである。すなわち、ローラ21の中央部に突設した軸部21eに、ベアリング等の軸受部材22cを介してホイール部材22bを回転自在に装着し、このホイール部材22bにフライヤー22aの基部を取着する。そして、このホイール部材22bを、上記軸部21e先端のボルト部分に螺合させた例えばナット部材22dや押さえ部材22e等から成る伝達力調整操作部22gで、例えばバネ等の付勢手段から成る伝達力付与部材22fを抜け止めすることにより、取り付けている。従って本実施形態の伝達力調節機構は、軸部21eのボルト部分に螺合する伝達力調整操作部22gの締め付け操作により、伝達力付与部材22fの押圧力(摩擦力)を無段階に調整可能としている。なお本実施形態の如く、上記伝達力調節機構の伝達力調整部材22dを、弛み取りローラ21の先端側に露出させるよう構成した場合は、作業者による伝達力調整作業が容易に行える。
【0030】
前記伝達力調節機構は、フライヤー22aの弛み取りローラ21に対する回転抵抗の大きさを調節可能にするものである。すなわち、ナット部材等の伝達力調整部材22dの締め付け度合いを弱くすれば、ホイール部材22bに対する伝達力付与部材22fの押圧力(あるいは摩擦力)が弱まるようになっており、わずかな負荷を与えるだけでフライヤー22aがスリップし、弛み取りローラ21の回転とは独立に回転することができるようになる。反対に、伝達力調整部材22dの締め付け度合いを強くすれば、ホイール部材22bに対する伝達力付与部材22fの押圧力が強まるようになっており、フライヤー22aは非常に大きな負荷が作用しない限りスリップせず、弛み取りローラ21に従動してと一体に回転する。このように本実施形態の伝達力調節機構は、軸部21eに螺合するナット部材等の伝達力調整部材22dの締め付け操作により、伝達力付与部材22fの押圧力(摩擦力)を無段階に調整可能としている。
【0031】
従って、本実施形態の解舒張力付与部材22は、押さえ部材22eの締め付け度合いを適当に調節することで、弛み取りローラ21とは独立に回転し得るフライヤー22aの挙動を、弛み取りローラ21から解舒される糸Yの張力に関連させて調節することが可能である。すなわち、糸種や番手等の紡績条件によって異なる弛み取りローラ21からの糸Yの解舒張力を、上記伝達力調節機構により予め調節可能である。フライヤー22aの挙動は、伝達力付与部材22fを介して弛み取りローラ21から伝達される回転力と、弛み取りローラ21から解舒する糸Yの張力との相互作用で決まる。逆に言えば、上記伝達力調節機構によりフライヤー22aの挙動をあらかじめ調節しておけば、フライヤー22aが弛み取りローラ21から解舒される糸Yに与える抵抗力の大きさを、前もって設定できることになる。すなわち、フライヤー22aを含む解舒張力付与部材22に対し、上記伝達力調節機構は、解舒張力調節機構として機能する。
【0032】
本実施形態のフライヤー22aは、糸Yを弛み取りローラ21の外周面21aに確実に巻き付かせるため、以下に述べるような特徴的な形状を採用している。すなわち、フライヤー22aは、ホイール部材22bに取着される基部から、弛み取りローラ21の先端Pよりもわずかに基端Qとは反対側の方向へ突出する位置までゆるやかに伸び、さらに内方から順にm,l,kの3箇所で屈曲して、先端部jが弛み取りローラ21の半径よりも外方に位置するよう設定されている。上記3箇所の屈曲箇所のうち、2箇所の屈曲箇所k,lはローラ半径外に在り、1箇所の屈曲箇所mはローラ21における大径部分21−dの半径内に位置している。そして内方の屈曲箇所mにおいて、フライヤー22aは弛み取りローラ21の糸巻き付け時の回転方向とは反対の半径方向外方側へ折れ曲がり、次の屈曲箇所lにおいて弛み取りローラ21の基端Q側へ折れ曲がり、最後に外方の屈曲箇所kにおいて弛み取りローラ21の回転方向へ折れ曲がるよう形成されている。従ってフライヤー22aには、先端部j・屈曲箇所k・屈曲箇所lによって、弛み取りローラ21の回転方向外方に向かって開く角度を有する糸係合部Rが形成され、この糸係合部Rは、弛み取りローラ21の先端Pと基端Qとの間において、ローラ外周面21aに対して所定距離を保ちつつ、外周面21aに対向する上方に位置することとなる。かかる形態のフライヤー22aは、弛み取り時に係合した糸Yを、弛み取りローラ21と共に回転することによって、弛み取りローラ外周面21a上の所定位置へ安定して巻き付かせるうえで好ましい形状となっている。更に、弛み取りローラ21とフライヤー22aとの間の隙間に糸Yがはまり込むのを確実に防止する、という作用を営む。
【0033】
なお本実施形態の糸弛み取り装置10には、弛み取りローラ21の直ぐ上流側における糸Yの張力を検出する糸張力検出装置50が設けられている。この糸張力検出装置50は、図11,12に示すように、弛み取りローラ21の基端Q近くにおいて上流側に配置されるほぼL字形のワイヤロッド51と、ワイヤロッド51の途中を回動可能に支持する枢支部52と、ワイヤロッド51の末端部53が当接して所定以上の押圧力が加わるとON動作信号を出力するマイクロスイッチ等のスイッチング部材54とから成っている。
【0034】
糸Yが弛み取りローラ21に巻き付いていない状態(図4,5参照)では、ワイヤロッド51は糸Yと接触しないように配置されているので、当該ワイヤロッド51には何ら力が働かず、末端部53が押圧力を加えないため、スイッチング部材54はON動作しない(図11(B)の実線参照)。糸Yが弛み取りローラ21に巻き付くと、ワイヤロッド51に糸Yが接触するようになり、糸Yの張力によってワイヤロッド51が押圧されるため、その結果、図11(B)に二点鎖線で示すように、ワイヤロッド51が枢支部52を軸として回動し、末端部53でスイッチング部材54を押圧する。そして、所定以上の糸張力がワイヤロッドに作用して、末端部53による押圧力が所定値以上になると、スイッチング部材54がON動作し、動作信号をユニットコントローラ61へ出力する。
【0035】
上に述べたように、ワイヤロッド末端部53のスイッチング部材54に対する押圧力は、ワイヤロッド51と接触する糸Yの張力の大きさに依存している。つまり、糸Yの張力の大小によって、スイッチング部材54のON・OFFが切り替えられる。また、糸Yの張力の大きさは、弛み取りローラ21における糸Yの巻き付き量(弛み量)によって決定される。何故ならば、糸Yの巻き付き量が多いときは、糸Yと弛み取りローラ21との間の滑り摩擦抵抗が大きいため、糸Yが弛み取りローラ21の表面上を滑りにくく、それ故、弛み取りローラ21の上流側における糸Yの張力は大きくなる。反対に、糸Yの巻き付き量が少ないときは、糸Yが弛み取りローラ21の表面上を滑りやすくなるため、弛み取りローラ21の上流側における糸Yの張力が小さくなるからである。従って、弛み取りローラ21における糸Yの弛み量が多いときは、糸張力が大きいから、スイッチング部材54がON動作を維持し、糸Yの弛み量が少なくなると、糸張力が低下するため、スイッチング部材54がOFFとなる。このような機構により、本実施形態の糸張力検出装置50は、スイッチング部材54がON動作する糸張力を適宜設定することにより、弛み取りローラ21における糸Yの弛み量が所定量を超えているか不足しているかを検出し得るから、巻き付き量検出手段として機能する。従って、弛み取りローラ21への巻き付き量を光学的に検出したり、弛み取りローラ21上に巻き取られた糸Yに接触することなく、簡単な機構で弛み量を検出できる。
【0036】
糸弛み取り装置10の上流位置に配置される上流側ガイド23は、糸継ぎ時などに、糸継ぎ装置17による糸継ぎ直前に上流側の糸端が弛み取りローラ21側へ引っ張り込まれて、糸継ぎ装置17への上流側糸端の供給を失敗することがないように、糸Yを解舒張力付与部材22と係合することのない位置(弛み取りローラ21に巻き取られることのない位置)へ移動させたり、糸継ぎ装置17が糸継ぎを実行するために、糸継ぎ装置17の上流側糸端をクランプするときに生じた糸の弛みを吸収すべく、解舒張力付与部材22と糸Yとを係合させ、弛み取りローラ21への糸Yの巻き取りを開始させる際に進退駆動される。作業台車3には、上流側ガイド23を進退駆動するエアーシリンダ等から成る進退手段24と、これを制御するための制御手段(図示せず)とが設けられている。すなわち、上流側ガイド23は糸移動手段、進退手段24はその駆動手段となっている。上流側ガイド23は、前進位置にあるとき、糸Yが糸弛み取り装置10と係合することのない位置に糸道を保持し、後退位置にあるときは、糸Yが糸弛み取り装置10のフライヤー22aと係合して弛み取りローラ21に巻き取られる位置まで、糸道を移動させるように設定されている。なおフライヤー22aは、後退位置の上流側ガイド23と下流側ガイド36とを最短距離で結ぶ糸道上で、糸Yと係合し得るように配置されている。すなわち、弛み取りローラ21と共に回転するフライヤー22aの回転面が、上記糸道と交叉するように設定される。
【0037】
前述の如く構成された紡績機1によりコーン巻きパッケージを形成する場合の運転状況を以下に説明する。図3〜図5に示す如く、作業台車3が停止していない状態の紡績ユニット2で通常の運転を行っている時、糸弛み取り装置10の上流側ガイド23は、図示しないバネ等の引っ張り部材により強制的に引っ張られて後退位置に在る。この状態において糸巻き取り運転を行っており、また紡績機1の各紡績ユニット2において、繊維束Sをドラフト装置4で紡績装置5へ送り込み、紡績装置5において紡績され生成された糸Yを、糸送り装置6で下流側へ送給し、糸吸引装置7、糸欠陥検出器9の直前を通過させたのち、上流側ガイド23・下流側ガイド36・ワキシング装置11を経て、巻取装置12へ送り出す。そして、回転ドラム13により回転駆動されるボビン15に糸Yを巻き付けて、パッケージ16の形成を実行する。
【0038】
糸の巻き取り開始後、適宜タイミングで、ドライバ基板40(図2参照)を介し、弛み取りローラ21の駆動用モータ35へ回転指令を出力し、図6に示す如く、弛み取りローラ21を回転駆動させ、通常紡績時は、この回転駆動状態を維持する。前述のように、弛み取りローラ21に設けられたフライヤー22aの回転軌道面は、上流側ガイド23と下流側ガイド36とで規定される糸道を交叉するように設定されているから、弛み取りローラ21を回転させることで、フライヤー22aが自然に糸Yと係合する。またフライヤー22aの形状は、糸Yと容易に係合できると共に、ローラ21とフライヤー22aとの隙間に糸Yが嵌り込みにくい形態であるから、糸Yを弛み取りローラ21の外周面へ無理なく導入することができる。従って弛み取りローラ21を回転させるだけで、図7及び図8に示す如く、糸Yを弛み取りローラ21の外周面に確実に巻き付けることができる。なお弛み取りローラ21の回転速度は、紡績装置5における糸Yの紡出速度(実質的には糸送り装置6の糸送り速度)に基づき、紡出された直後の、糸送り装置6により下流側へ送られる糸Yの張力が適切になるよう、入力部aの入力値により演算部bが演算して設定する。
【0039】
糸弛み取り装置10は、糸Yを弛み取りローラ21に巻き付かせることによって、糸道中における糸Yの弛みを解消すると共に、弛み量の増減により、糸Yの巻取張力を調整する機能を発揮する。その仕組みを次に説明する。弛み取りローラ21に貯留される糸Yの弛み量は、弛み取りローラ21の上流側の紡出速度と下流側の巻取速度(弛み取りローラ21からの糸の解舒速度)との差で決められる。通常巻取時は、糸Yに適度の巻取張力を付与するため、巻取速度が紡出速度よりも若干速くなるよう設定され、フライヤー22aには速度差に相応する負荷が作用する。これは、紡出速度の方が速いと、弛み取りローラ21への糸Yの供給量が巻き取り装置12に向かって解舒される糸Yの量を常に上回り、その結果、弛み取りローラ21に巻き付く糸量が増大する一方となるからである。
【0040】
前述のとおり、フライヤー22aは弛み取りローラ21とは独立に回転可能であり、且つ、伝達力調節機構によって弛み取りローラ21からフライヤー22aへ伝達される回転駆動力を調節可能になされている。従って、フライヤー22aに作用する負荷が所定値以下のときは、フライヤー22aが弛み取りローラ21と一体回転して糸Yを弛み取りローラ21に巻き付かせ、弛み量を増大させるように動作し、反対に負荷が所定値を越えると、フライヤー22aが弛み取りローラ21とは独立に回転又は回動して糸Yを弛み取りローラ21からの解舒を許容する。従って、伝達力調節機構でフライヤー22aが独立回転(回動)する負荷の大きさを適当に設定することにより、所定の巻取張力を糸Yに与えることができる。そして、このとき巻取速度が変動せず一定ならば、弛み取りローラ21に巻き取った糸Yは、ほぼ一定の割合で解舒される。
【0041】
コーン巻きパッケージを形成する場合、糸の巻取半径が1トラバース内において変化するため巻取速度の変動をきたす。下流側の巻取速度が上昇した場合は、フライヤー22aの弛み取りローラ21とは独立する回転量又は回動量が大きくなって糸Yの解舒量を増やし、巻取速度の増大を許容する。反対に巻取速度が低下した場合は、フライヤー22aの弛み取りローラ21とは独立する回転量又は回動量が小さくなって糸Yの解舒量を減少させ、巻取速度の減少を許容する。上記いずれの場合においても、巻取張力は、弛み取りローラ21とフライヤー22aとの間の伝達力調整機構により決定することができる。従って、上記巻取速度の増減には依存せず、安定した巻取張力を付与することができる。本実施形態の糸弛み取り装置10は、上述のような機構により、コーン巻きパッケージの巻取作業中に生じる巻取速度の変動を許容して、巻取張力を一定化する機能を発揮する。
【0042】
なお本実施形態の糸弛み取り装置10は、フライヤー22aと弛み取りローラ21とを伝達力調節機構を介し連結する構成を採用するから、フライヤー22aが弛み取りローラに対し独立して回動又は回転する際の負荷の大きさを容易に変更できる。依って、糸種・番手・紡出速度等の様々な紡績条件により変化する巻取張力に対応することが簡単である。
【0043】
ところで、糸弛み取り装置10が前述した巻取速度の変動の許容機能及び巻取張力の安定化機能を発揮すると共に、弛み取りローラ21への糸Yの糸掛け動作の回数をできるだけ少なくするためには、糸Yが弛み取りローラ21に巻き付いた状態、つまり弛み量が無くならない状態を極力維持し且つ長時間確保することが必要である。また通常巻取時は、巻取速度が紡出速度よりも若干速くなるように設定されているため、パッケージ16の回転制御を行わなければ、弛み取りローラ21に巻き取られている糸Yが、いずれは全て解舒されきってしまうことになる。そこで本実施形態では、弛み取りローラ21の直ぐ上流側に配置した糸張力検出装置50で検知した糸張力に基づき弛み量を検知し、弛み量の不足を検出したならば、パッケージ16の巻取速度を減速して弛み量を回復できるように構成した。
【0044】
弛み取りローラ21における弛み量が所定量以上有り、上流側の糸張力が所定値よりも大きいときには、図11(B)に示すように、糸張力検出装置50のスイッチング部材54から図3,9に示す揺動制御機構60のユニットコントローラ61へ、ON信号が継続的に出力される。弛み取りローラ21における弛み量が少なくなって糸張力が所定値を下回ると、スイッチング部材54からのON信号出力が途絶える。するとユニットコントローラ61が、コントローラ62にパッケージを離隔させるための制御信号を出力し、コントローラ62は、ソレノイドバルブ装置63に、動作信号を出力する。これにより、エアーシリンダ64に離隔用圧空が供給され、図9に示す如く、エアーシリンダ64のピストンロッド65が伸張して、クレードルアーム14を揺動させ、パッケージ16を回転ドラム13から引き離す。
【0045】
回転ドラム13から離隔し、回転駆動力が与えられなくなったパッケージ16は、ボビン15とクレードルアーム14との間の摩擦抵抗などにより回転を減速させる。その結果、前述したとおり、糸弛み取り装置10の下流側巻取速度(弛み取りローラ21からの糸Yの解舒速度)が、上流側から新たに弛み取りローラ21に導入される糸Yの紡出速度よりも低下し、この速度差により弛み取りローラ21に貯留される弛み量が増大する。弛み取りローラ21に貯留される弛み量が所定量まで回復するのに必要な時間の経過後、ユニットコントローラ61の制御信号に基づきコントローラ62が出力する動作信号により、ソレノイドバルブ装置63を動作させて離隔用圧空をエアーシリンダ64から除去する。これにより、ピストンロッド65が後退してクレードルアーム14を復帰方向へ揺動させ、パッケージ16を再び回転ドラム13に接触させて、通常の巻取速度での糸巻取工程を続行する。
【0046】
ところでパッケージ16は、巻径の大小によって慣性モーメントが相違するから、回転ドラム13から離隔後、所定速度まで減速して弛み取りローラ21に貯留される弛み量が所要量まで回復するのに要する時間が異なる。すなわちパッケージ16の巻径が大きいときは、慣性モーメントも大きいから、回転ドラム13から離隔させた後、所定速度まで減速させるのに要する時間が、巻径の小さいときよりも長くかかる。そこで本実施形態では、パッケージ16の巻径を算出することによりパッケージ16の重量を判定し、巻径に応じてパッケージ16を回転ドラム13から離隔させる時間の長さを制御することにより、パッケージ16の減速制御量を調整する調整手段を設けた。
【0047】
かかる調整手段としては、例えばユニットコントローラ61に設けられる、紡出速度記憶部とタイマー部とを備える巻取長さ算出部、糸種・番手記憶部、離隔時間演算部等から構成するものが考えられる。パッケージ16の巻径は、糸種・番手と巻取長さとで決められ、巻取長さは、巻取速度(又は紡出速度)×巻取時間から算出することが可能である。糸種・番手及び巻取速度は、あらかじめ紡績条件によって設定される事項である。それ故、タイマー部で計測した巻取時間からパッケージ16の巻径を算出でき、この巻径から、パッケージ16の回転を所定速度まで減速させるの必要な離隔時間を算出することが可能である。なお実際的には、糸種・番手及び巻取(紡出)速度は既定値であり、巻取時間とパッケージ16の巻径とは連関するから、あらかじめ糸種・番手及び巻取(紡出)速度のデータを入力しておけば、タイマー部で計測した巻取時間に基づき、離隔時間演算部がパッケージ16の巻径に応じた最適な離隔時間を算出するようにプログラムできる。つまり、巻取時間だけで、パッケージ離隔時間の調整が可能である。
【0048】
上に述べた調整手段により、本実施形態の紡績機1は以下のように動作する。糸巻取中に弛み取りローラ21に貯留される弛み量が所定量よりも少なくなったことを糸張力検出装置50で検知したならば、揺動制御機構60がパッケージ16を回転ドラム13から所定時間だけ引き離す。ユニットコントローラ61に内蔵された調整手段は、予め入力された紡績条件と巻取時間とから、パッケージ16の巻径に応じた最適な離隔時間を算出する。該離隔時間の経過後、パッケージ16は回転ドラム13と再接触する。パッケージ16の巻径が小さいときは慣性モーメントも小さいから、パッケージ16は回転ドラム13から離れると急速に回転を減速させるので、弛み量が即座に回復する。従って、パッケージ離隔時間は短時間でよい。巻径の増大に従い慣性モーメントも大きくなるから、回転ドラム13から離したときのパッケージ16の回転減速度合いは小さい。従って、弛み量が所定量まで回復するのに要する離隔時間も、それだけ長く設定される。もし仮に、離隔時間の調整を行わず、パッケージ離隔時間を一律に設定したとすれば、巻径の増大に伴い弛み量の回復量が次第に減少することとなるから、場合によっては、パッケージ16の慣性による回転によって、弛み量が回復せずに、弛み取りローラ21に巻き取られている糸Yが全て解舒されきってしまうおそれがある。これに対し本発明は、パッケージ巻径に応じて貯留される弛み量の調整を自動的に行うから、巻取工程の最初から最後まで弛み量の回復量を一定に保って、巻取条件を均一化することが可能であり、よってパッケージ16の品質安定化に寄与する。
【0049】
なお、パッケージ16の離隔時間が過剰に長いと、パッケージ16の回転が停止することになり、このとき糸弛み取り装置10の下流側では糸Yが停止しているにも関わらず、トラバースガイド70は糸Yをトラバースしようとするため、トラバースガイド70が糸Yの品質に悪影響を与えたり、糸切れを生じさせる可能性がある。さらには、停止した状態のパッケージ16を急激に回転ドラム13に接触させると、糸張力の急変による糸切れを誘発することがある。これらの問題を回避するため、パッケージ16の離隔時間は適宜設定する必要がある。
【0050】
さらにまた、空ボビンの状態から糸Yの巻き取りを開始した後しばらくは、パッケージ16が軽量であるため、この状態で上記離隔動作を実行すると、すぐにパッケージ16の回転が停止してしまうという不具合を生じる。そこで、これを防ぐため、巻き取りを開始してからしばらくの期間内では、離隔動作を実行する場合、離隔・接触を短い時間間隔で繰り返すことによってパッケージ16の回転停止を防止しつつ、弛み取りローラ21に貯留される弛み量を徐々に回復させるようにすることが望ましい。
【0051】
[第2の実施形態]
前記紡績機1において、糸弛み取り装置10の弛み取りローラ21に貯留される弛み量にかかわらず、予め設定された所定の減速スケジュールに従ってパッケージ16の巻取速度を減速させ、弛み量を増大させる態様を採用することも可能である。例えば、クレードルアーム14を揺動させてパッケージ16を回転ドラム13から所定時間だけ離隔させたのち、クレードルアーム14を復帰方向へ揺動させてパッケージ16を回転ドラム13に再び接触させる工程を定期的に行うことにより、弛み取りローラ21に貯留される弛み量の回復が、一定周期で行われるようにすることが考えられる。かかる構成により、紡績機の運転中に弛み取りローラ21に貯留される弛み量が少なくなることがあったとしても、一定時間内には弛み量の回復が必ず行われるようにすれば、糸巻取工程中の張力調整を、途切れることなく確実に継続させることが可能である。巻取速度の減速スケジュールは、紡績条件に基づき適宜設定すればよい。
【0052】
なお本実施形態では、弛み取りローラ21の上流側に配置する糸張力検出装置50を省略することが可能である。また本実施形態にあっても、パッケージ16の巻径が大きくなれば、弛み量が所定量だけ回復するのに要する減速時間が長くなるのは同様であるから、パッケージ16の巻径増大量に応じて、パッケージ16の減速工程1回当たりの減速処理時間を延長する調整手段を設けることが望ましい。
【0053】
[第3の実施形態]
往復動するトラバースガイド70を有するトラバース装置により、糸Yをボビン15の軸方向に沿ってトラバースしつつ巻き取ってパッケージを形成するに当たり、図13(A)乃至(C)に示す如く、パッケージ16を回転ドラム13から一定距離δだけ離隔させて減速させると同時に、糸Yがトラバースガイド70との係合から離脱しない範囲で、トラバース装置のトラバースガイド70からも離隔させる態様を採用した場合には、リボン巻きと耳高の問題を両方解決できるという、優れた効果が発揮される。本実施形態によって、リボン巻きと耳高の問題を解決できる理由は以下の通りである。
【0054】
リボン巻きは、糸Yをボビン15の軸方向に沿ってトラバースしつつ巻き取ってパッケージ16を形成する際に、糸Yがパッケージ16の同じ箇所に何度か巻き付けられるために発生する現象であり、他方、耳高は、パッケージの左右両端部のターン位置において、加減速することによりトラバース速度が中央部よりも低くならざるを得ないために、糸Yの巻き付き量が中央部よりも多くなることに起因する現象である。図14(A)に示すように、糸Yは、トラバース装置のトラバースガイド70に係合されて所定範囲をトラバースされることにより、ある角度に傾斜した姿勢でパッケージ16に巻き取られる。この傾斜角度すなわち綾角の大きさは、トラバースガイド70のトラバース速度と、巻取速度(パッケージ16の周速度)とによって決まる。トラバースガイド70のトラバース速度がv1であり、減速前の巻取速度がv2であるときの糸Yの綾角をθ1とする。パッケージ16を回転ドラム13から離隔させることにより、巻取速度がv3まで減速したとすると、同じ位置に在るトラバースガイド70のトラバース速度v1は原則として変化しないと考えられるので、そのときの糸Yの綾角θ2は、巻取速度がv3まで減少した分だけ前記綾角θ1より大きくなる。なお、パッケージ16の回転を減速させた結果、糸Yに弛みが生じて糸張力が低下することも、綾角が変化する要因になっていると考えられる。このような機構により、ほぼ同じ箇所に巻き付けられることなく糸Yの綾角を変化させることができるから、リボン巻きの発生が抑えられる。
【0055】
ところで、トラバース装置のトラバースガイド70がトラバース範囲の両端部で移動方向を逆向きに変えることにより、パッケージ16上における糸Yの巻き付き方向がターンする。図14(B)に二点鎖線で示す如く、パッケージ16の回転減速に伴う巻取速度減速前における糸Yのターン位置がパッケージ16端部のT1であるとする。同図に実線で示す如く、パッケージ16を、回転ドラム13から離隔させると同時に、糸Yがトラバースガイド70との係合から離脱しない範囲で、トラバースガイド70からも離隔させると、トラバースガイド70からパッケージ16までの距離が延長されることにより糸道長さが変更されるので、それだけで糸Yのターン位置がパッケージ16の中央側(T2)へ変位する。これと併せて、パッケージ16の回転減速に伴い糸Yの巻取速度が減速することにより、糸Yの綾角が大きくなるから、実質的なターン位置はより中央側のT3へ変位する。このように本実施形態は、糸Yのターン位置を定期的に変位させることにより、パッケージ16の両端部において糸Yの巻き付き量が局所的に多くなるのを防止するから、耳高の問題を回避することが可能である。
【0056】
本実施形態の実施に当たっては、パッケージ16を回転ドラム13から離隔させる工程を、所定スケジュールに従って定期的に実行するのが望ましい。また、パッケージ16と回転ドラム13との間の離隔距離δは、糸Yがトラバースガイド70との係合から離脱しない範囲で設定する。さらに、パッケージ16の離隔動作は、パッケージ16の巻径が変化しても離隔距離δが原則として一定値となるように制御することが望ましい。
【0057】
[第4の実施形態]
前述の各実施形態は、糸弛み取り装置10の弛み取りローラ21に貯留される弛み量が無くなる前に弛み量を回復させることを目的としているが、弛み量が皆無となったときでも、紡績条件によっては、所定の短時間内に弛み取りを再開できれば、パッケージの品質に問題をきたさない場合も有る。そこで、弛み取りローラ21から糸Yが完全に解舒されてしまったことを検知する解舒検知センサーを設け、糸Yが解舒され切ってから所定時間の経過後にパッケージ16の減速処理を行って、弛み取りローラ21に貯留される弛み量を所定量まで回復するように構成することが考えられる。
【0058】
この場合、前述の糸張力検出装置50は、弛み量が所定量以上であるか以下であるかをスイッチング部材54を用いて検出するだけであり、弛み取りローラ21に巻き付いた糸Yの解舒が完了したことを検知するセンサーとしては機能しない。そこで例えば、糸Yの糸道が、弛み取りローラ21から解舒されきったときの糸道(図6参照)へ変位したことを検知するタッチセンサ、光電スイッチ、マイクロスイッチ等を別途設けて、これを解舒完了検知センサーとすることが考えられる。
【0059】
本実施形態では、前記紡績機1による紡績工程において、何らかの理由により弛み取りローラ21から糸Yが完全に解舒されたとき、解舒完了検知センサーがこれを検出して、ユニットコントローラ61へ解舒検知信号を出力する。これを受けてユニットコントローラ61は、タイマによる計時を開始し、所定時間が経過したならば、制御信号をコントローラ62へ出力して、パッケージ16を回転ドラム13から離隔させ、パッケージ16の回転速度を減速させる。そして弛み量が所定量まで回復するのに必要な時間の経過後、パッケージ16を回転ドラム13に再び接触させて、通常の巻取工程を続行する。また前記各実施形態と同様に、パッケージ16の巻径に応じたパッケージ離隔時間の調整を行うものとする。
【0060】
なお本実施形態の紡績機1は、図6に示すように、弛み取りローラ21から完全に解舒されたときの糸道が、糸弛み取り装置10に設けた解舒張力付与部材22のフライヤー22aの回転軌道面と交叉するように設定されている。従って、パッケージ16を減速させて糸Yに弛みを生じさせたとき、フライヤー22aが直ちに糸Yと係合して、弛み取りローラ21に糸Yを巻き付けることができる。
【0061】
[その他の実施形態]
(減速制御手段について)
パッケージ16の回転速度を減速させる制御手段としては、上に述べたクレードルアーム14の揺動によりパッケージ16を回転ドラム13から離隔させて自然減速させる手段以外に、ボビン15の支持軸又はクレードルアーム14のボビン支持部に制動力を与える制動手段を設け、この制動手段でパッケージ16を強制的に減速すると共に、制動力の大きさを減速制御量として調整する手段も考えられる。この場合において、パッケージ16の巻径により慣性モーメントが異なるから、パッケージ16の巻径に応じて制動力を変更してもよい。また、一定の制動力を与えたてもよいが、このときのパッケージ減速量は異なる。従って制動力を作用させる時間の長さを、パッケージ16の巻径に応じて調整する調整手段は、やはり必要とされる。
【0062】
そのほか、紡績ユニット2ごとに回転ドラム13の回転駆動用モータを設けた場合、このモータの動作を制御して、パッケージ16の減速処理をすることも可能である。但し、これらの別形態では、別途、新たに各ユニット2ごとのモータ・制御手段を設け、モータの加減速パターンを演算する必要がある。これに対しパッケージ16の回転ドラム13からの離隔時間を調整するものについては、回転ドラム13とパッケージ16との接離を制御すればよいので、簡単な制御形態が実現され、従って低コスト化を図れるという利点が得られる。
【0063】
(巻径検出手段について)
パッケージの巻径を検出する手段としては、巻取時間から演算して算出する手段のほか、パッケージ16を支持しているボビン15の回転速度を計測し、この回転速度からパッケージ16の巻径を算出することが可能である。通常、ボビン15の回転速度は、糸の巻取速度、つまりパッケージ16の周速度が一定となるように制御されるから、パッケージ16の巻径増大に従い、ボビン15の回転速度は徐々に減じることとなる。従って、ボビン回転速度とパッケージ巻径とは密接に相関するから、ボビン15の回転速度に基づいて、パッケージ16の巻径を算出することが可能である。
【0064】
(その他の実施形態)
本発明は、コーン巻きパッケージの製造に適用した場合に大きい効果が発揮されるが、チーズ巻きパッケージの製造において、巻取張力変動を抑制したいために、弛み取りローラ21に糸Yを巻き取るものに適用することも可能である。
【0065】
【発明の効果】
請求項1に記載した本発明に係る紡績機によれば、紡績装置と巻取装置との間に巻取張力の変動を吸収するための糸弛み取り装置を備えるものにおいて、巻取速度の減速手段と、パッケージの巻径検出手段と、パッケージの巻径に応じて減速制御手段の減速制御量を調整する調整手段とを設けたので、糸弛み取り装置の弛み取りローラに貯留される弛み量が無くなるのを確実に防止できるだけでなく、パッケージ巻径に応じ巻取速度の減速制御量を調整して、弛み量を回復させる際の増大量を過不足のない適切な量にすることが可能である。依って、糸弛み取り装置による巻取張力の調節動作が均一化するから、巻取状態にむらのない良好なパッケージを容易に得ることができる。特に本発明は、1トラバース内で巻径が変化するため巻取速度の変動をきたしやすいコーン巻きパッケージの製造に適用した場合に、巻取張力の安定化に目覚ましい効果を発揮する。
【0066】
請求項2に記載の本発明紡績機によれば、巻き付き量検出手段が検出する弛み取りローラにおける糸巻き付き量に基づき、減速制御手段が巻取速度の減速制御信号を出力するように設定したので、弛み量が所定量より減少したならば、巻取装置の巻取速度を減速して、糸弛み取り装置の弛み取りローラに貯留される弛み量を確実に増大させるから、弛み取りローラに貯留される弛み糸が無くなるのを防止できる。
【0067】
請求項3に記載の本発明紡績機によれば、弛み取りローラの直ぐ上流に設けた糸張力検出手段が検出する糸張力に基づいて、糸弛み取り装置の弛み取りローラに貯留される弛み量を算出するようにしたから、安価で簡単な構成の検出手段により、弛み量の監視が可能であり、パルスカウンタ等の高価な非接触式センサや、ローラ上の糸と接触して悪影響を与えるおそれがある接触式センサーは不要となる。
【0068】
請求項4に記載の本発明紡績機によれば、巻取装置の減速制御手段をパッケージを回転ドラムから離隔させる機構から成るものとし、調整手段をパッケージの離隔時間を調整する機構から構成したので、簡単な制御形態により、パッケージの適切な減速処理を行うことが可能であるから、コストの低減化を図れる。
【0069】
請求項5に記載の本発明紡績機によれば、トラバース装置がトラバースガイドを有する場合において、減速制御手段を、巻き取られる糸がトラバースガイドから離脱しない範囲でパッケージを回転ドラムから離隔させる機構から成るものとしたので、巻取速度減速動作中における糸のトラバース作業を確実に行わせることができる。
【図面の簡単な説明】
【図1】本発明に係る紡績機の一実施形態を示す正面図である。
【図2】前記実施形態に係る紡績機の要部構造を概略的に示す正面断面図である。
【図3】前記実施形態に係る紡績機の紡績ユニットと作業台車の概略構成を示す側面図である。
【図4】前記実施形態に係る紡績機に関するものであって、糸掛け時における糸弛み取り装置部分の概略構成を示す側面図である。
【図5】前記実施形態に係る紡績機に関するものであって、糸掛け時における糸弛み取り装置部分の概略構成を示す正面図である。
【図6】前記実施形態に係る紡績機に関するものであって、弛み取り開始時における糸弛み取り装置部分の概略構成を示す側面図である。
【図7】前記実施形態に係る紡績機に関するものであって、弛み取り動作中にある糸弛み取り装置部分の概略構成を示す側面図である。
【図8】前記実施形態に係る紡績機に関するものであって、弛み取り動作中にある糸弛み取り装置部分の概略構成を示す正面図である。
【図9】前記実施形態に係る紡績機の紡績ユニットと作業台車の概略構成を示すものであって、巻取速度の減速処理を行っている状態の側面図である。
【図10】前記実施形態に係る糸弛み取り装置に利用する弛み取りローラを示す先端側から見た斜視図である。
【図11】前記実施形態に係る糸弛み取り装置に利用する弛み取りローラ及び糸張力検出装置を示すものであって、図(A)は先端側から見た正面図、図(B)は平面図である。
【図12】前記実施形態に係る糸弛み取り装置に利用する弛み取りローラと糸張力検出装置とを示す側面断面図である。
【図13】前記実施形態に係る回転ドラムとパッケージとを示すものであって、図(A)は回転ドラムとパッケージとが接触している状態の側面図、図(B)は回転ドラムからパッケージを離隔させた状態の側面図、図(C)は回転ドラムからパッケージを離隔させた状態の要部を拡大して示す側面図である。
【図14】前記実施形態に係るトラバースガイドとパッケージとを示す要部の正面図であって、図(A)はリボン巻きを回避できる理由を説明するためのもの、図(B)は耳高を防止できる理由を説明するためのものである。
【符号の説明】
1…紡績機 2…紡績ユニット 3…作業台車 5…紡績装置 10…糸弛み取り装置 12…巻取装置 13…回転ドラム 14…クレードルアーム 15…ボビン 16…パッケージ 17…糸継ぎ装置 21…弛み取りローラ 22…解舒張力付与部材 22a…フライヤー 23…上流側ガイド 24…進退手段35…駆動用モータ 50…糸張力検出装置 51…ワイヤロッド 54…スイッチング部材 60…揺動制御機構 61…ユニットコントローラ 70…トラバースガイド S…繊維束(スライバ) Y…糸(紡績糸)
Claims (5)
- 繊維束から糸を生成し紡出する紡績装置と、紡出された糸をパッケージに巻き取る巻取装置と、上記紡績装置と巻取装置との間の糸を巻き取って巻取張力変動を吸収する弛み取りローラを有する糸弛み取り装置とを備える紡績機において、巻取速度を紡出速度よりも小さくなるよう減速制御する減速制御手段と、前記パッケージの巻径検出手段と、パッケージの巻径に応じて前記減速制御手段の減速制御量を調整する調整手段とを設けたことを特徴とする紡績機。
- 前記弛み取りローラにおける糸の巻き付き量を検出する巻き付き量検出手段を設け、該検出手段が検出する巻き付き量に基づき、前記減速制御手段が前記巻取速度の減速制御信号を出力するように設定された請求項1に記載の紡績機。
- 前記巻き付き量検出手段は、弛み取りローラの直ぐ上流に設けられ、弛み取りローラに巻き取られる直前の糸張力を検出する糸張力検出手段から成り、該糸張力検出手段が検出する糸張力に基づいて、前記弛み取りローラに貯留される弛み量を算出する請求項2に記載の紡績機。
- 前記巻取装置は、パッケージに接触しつつ回転し、パッケージを回転駆動する回転ドラムを備え、前記減速制御手段は、パッケージを回転ドラムから離隔させる機構から成り、前記調整手段は、パッケージの巻径に応じ、減速制御手段の減速制御量としてパッケージの離隔時間を調整する機構から成るものである請求項1乃至3のいずれかに記載の紡績機。
- 前記巻取装置は、トラバースガイドを有するトラバース装置を備え、前記減速制御手段は、巻き取られる糸がトラバースガイドから離脱しない範囲で、パッケージを回転ドラムから離隔させる機構から成る請求項4に記載の紡績機。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003072681A JP3765304B2 (ja) | 2003-03-17 | 2003-03-17 | 紡績機 |
| EP20040003084 EP1460015B1 (en) | 2003-03-17 | 2004-02-11 | Yarn winder |
| DE200460001410 DE602004001410T2 (de) | 2003-03-17 | 2004-02-11 | Spulmaschine für Faden |
| CNB2004100284921A CN1319833C (zh) | 2003-03-17 | 2004-03-12 | 纱线卷取机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003072681A JP3765304B2 (ja) | 2003-03-17 | 2003-03-17 | 紡績機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004277949A JP2004277949A (ja) | 2004-10-07 |
| JP3765304B2 true JP3765304B2 (ja) | 2006-04-12 |
Family
ID=33288815
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003072681A Expired - Fee Related JP3765304B2 (ja) | 2003-03-17 | 2003-03-17 | 紡績機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3765304B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102548884B (zh) * | 2009-09-30 | 2016-03-16 | 村田机械株式会社 | 纱线卷绕装置 |
| CN102505290A (zh) * | 2011-10-28 | 2012-06-20 | 吴江市金迪喷织厂 | 自动织机的双向调节块 |
| JP2014009409A (ja) * | 2012-06-28 | 2014-01-20 | Murata Mach Ltd | 糸貯留装置、紡績ユニット、および紡績機 |
| JP2014234256A (ja) | 2013-05-31 | 2014-12-15 | 村田機械株式会社 | 糸巻取機 |
| JP2015000777A (ja) | 2013-06-13 | 2015-01-05 | 村田機械株式会社 | 糸巻取機 |
| JP2019104596A (ja) | 2017-12-12 | 2019-06-27 | 村田機械株式会社 | 糸巻取機及び糸巻取方法 |
| ES2757301A1 (es) * | 2019-06-20 | 2020-04-28 | Twistperfect S L | Procedimiento para establecer la altura optima de trabajo entre el punto de entrada y el punto de salida del hilo en una maquina retorcedora y/o hiladora de hilo, y maquina retorcedora y/o hiladora de hilo que aplica dicho procedimiento |
| CN113387233B (zh) * | 2021-06-28 | 2022-05-24 | 中铁工程装备集团有限公司 | 电缆卷筒拉力监测方法及装置 |
-
2003
- 2003-03-17 JP JP2003072681A patent/JP3765304B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004277949A (ja) | 2004-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1460015B1 (en) | Yarn winder | |
| EP2216432B2 (en) | Yarn processing method and spinning machine | |
| EP2573217B1 (en) | Spinning unit, spinning machine and yarn processing method | |
| EP2075358A2 (en) | Spinning machine | |
| JP3700706B2 (ja) | 紡績機 | |
| JP2011038189A (ja) | 紡績機及び糸貯留ローラに残留した紡績糸の除去方法 | |
| EP3153614B1 (en) | Spinning machine | |
| EP2573224B1 (en) | Spinning unit and spinning device | |
| JP3765304B2 (ja) | 紡績機 | |
| JP2011037608A (ja) | 繊維機械 | |
| JP5804306B2 (ja) | 糸貯留装置及び糸巻取機 | |
| JP2010089908A (ja) | 糸弛み取り装置及びこれを備える繊維機械 | |
| WO2020075382A1 (ja) | 糸巻取機 | |
| EP2573019B1 (en) | Spinning unit with a yarn pooling device, and spinning machine | |
| JP2009046778A (ja) | 巻取テンション制御装置 | |
| JP2013067873A (ja) | 紡績ユニット及び紡績機 | |
| JP3888318B2 (ja) | 紡績機 | |
| JP2014040316A (ja) | 糸巻取ユニット及び糸巻取機 | |
| JP4082250B2 (ja) | 紡績機の糸弛み取り装置 | |
| JP3952976B2 (ja) | 糸継ぎ装置を備えた紡績機 | |
| JP2004277128A (ja) | 糸巻取機 | |
| JP2004339612A (ja) | 紡績機 | |
| JP4019984B2 (ja) | 紡績機 | |
| JP2012096867A (ja) | 糸貯留引き出し装置及び糸巻取機 | |
| JP3888319B2 (ja) | 糸弛み取り装置を備えた紡績機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060117 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090203 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100203 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100203 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110203 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |