JP3677310B2 - たばこフィルター素材およびそれを用いたたばこフィルター - Google Patents
たばこフィルター素材およびそれを用いたたばこフィルター Download PDFInfo
- Publication number
- JP3677310B2 JP3677310B2 JP29214994A JP29214994A JP3677310B2 JP 3677310 B2 JP3677310 B2 JP 3677310B2 JP 29214994 A JP29214994 A JP 29214994A JP 29214994 A JP29214994 A JP 29214994A JP 3677310 B2 JP3677310 B2 JP 3677310B2
- Authority
- JP
- Japan
- Prior art keywords
- tobacco filter
- sheet
- cross
- filter material
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Biological Depolymerization Polymers (AREA)
Description
【産業上の利用分野】
本発明は、湿潤時の崩壊性、たばこ有害成分の濾過性能および喫味に優れるたばこフィルター素材、前記特性に加えて適当な硬度を有し、環境汚染を低減できるたばこフィルター、およびこのフィルターを備えたたばこに関する。
【0002】
【従来の技術】
たばこ煙中のタール類を除去し、喫味に優れるたばこ煙用フィルターとして、セルロースアセテートの繊維束をトリアセチンなどの可塑剤を用いて成型したフィルタープラグが広く使用されている。このフィルタープラグは、可塑剤により繊維同士を部分的に融着することにより成型されているため、適当な硬さを有し、喫煙者が口にくわえたときの変形が少なく、不快感を与えることが少ない。しかし、このようなフィルタープラグは可塑剤により繊維同士が部分的に融着しているため、使用後に廃棄すると、環境中で形状が崩壊するまでに長時間を要し、環境汚染の一因となる。
【0003】
一方、クレープ状に加工した木材パルプ原料の紙製のたばこ煙用フィルターや再生セルロース繊維束からなるたばこ煙用フィルターも知られている。これらのフィルターは、セルロースアセテート繊維束からなるフィルタープラグと比較して、湿潤時の崩壊性が若干高く、環境汚染をある程度軽減できる。しかし、たばこの喫味が劣ると共に、フィルターとして必要なフェノール類の選択除去性がセルロースアセテートに比べて極端に低い。
【0004】
特開昭52−96208号公報には、特定の方法で得られたアセチルセルロースのパルプと、熱可塑性樹脂の短繊維とからなるシートが開示されている。しかし、このシートは、前記パルプと短繊維とを混合抄紙し、加圧加熱することにより得られるため、水浸漬後の引張り強度及び伸度、耐水性が大きく、崩壊性が極めて小さい。
【0005】
特公昭44−1953号公報には、2〜5デニールおよび長さ3〜10mmの捲縮アセテート繊維と、他の叩解紙料又はバインダーとを用いて調製した紙を棒状に成型したたばこフィルターが開示されている。また、前記叩解紙料として、叩解度SR10〜15程度の叩解パルプが記載されている。この文献には、たばこフィルターは、良好な喫味と濾過性能を示すことが記載されている。しかし、このたばこフィルターは硬さが小さいため、口にくわえたときに変形し、喫煙者に不快感を与えるだけでなく、変形によりフィルター本来の濾過性能が損われる。なお、このたばこフィルターは、捲縮アセテート繊維を用いるため、水への分散性、ひいては自然界での崩壊性が劣る。しかも、抄紙が困難であるため、フィルターの製造作業が煩雑化する。
【0006】
たばこフィルターの硬度を高めるためには、バインダーや可塑剤を併用することも可能である。しかし、この場合には、コスト高になったり、喫味や湿潤時の崩壊性を低下させる虞がある。
【0007】
【発明が解決しようとする課題】
従って、本発明の目的は、たばこ有害成分の濾過性能および喫味が良好であるとともに、たばこフィルターに適度な硬度を付与する上で有用なたばこフィルター素材、およびこの素材を用いたたばこフィルターを提供することにある。
【0008】
本発明の他の目的は、さらに、湿潤時の崩壊性に優れ、環境汚染を軽減できるたばこフィルター素材およびこの素材を用いたたばこフィルターを提供することにある。
【0009】
本発明のさらに他の目的は、乾燥状態では強度が大きいにも拘らず、湿潤時には容易かつ迅速に崩壊するたばこフィルター素材、およびこの素材を用いたたばこフィルターを提供することにある。
【0010】
本発明の別の目的は、適度な硬度を有し、吸い心地(喫煙感)が良好であるとともに、喫味、およびたばこ有害成分の濾過性能の高いたばこを提供することにある。
【0011】
本発明のさらに別の目的は、自然環境中での崩壊性に優れ、環境汚染を軽減できるたばこを提供することにある。
【0012】
【課題を解決するための手段】
本発明者らは、前記目的を達成するため鋭意検討の結果、繊維の断面形状に対する外接円の直径と内接円の直径の比が特定の値以上のセルロースエステル短繊維を主成分とし、必要に応じて、叩解パルプ、バインダーなどを含有する抄紙構造を有するシート状素材を用いると、たばこフィルターが、喫味、有害成分の除去効率に優れるとともに、たばこフィルターとして適度な硬度を有すること、自然環境下で雨水などにより容易に崩壊させることが可能であることを見いだし、本発明を完成した。
【0013】
すなわち、本発明は、異形断面のセルロースエステル短繊維と叩解パルプとを含み、抄紙構造を有するシート状素材であって、前記短繊維が、断面外縁に外接する円の直径D1と断面外縁に内接する円の直径D2との比Rが、前者D1 /後者D2 =2以上であり、平均繊維長1〜10mm、繊度1〜10デニールである無捲縮短繊維であり、前記叩解パルプの叩解度がショッパーリーグラー式ろ水度20〜90°SRであるシート状のたばこフィルター素材(以下、単にシート状素材という場合がある)に関する。前記外接円の直径D1 と内接円の直径D2 との比D1 /D2 は=2.2〜6程度であってもよい。前記セルロースエステル短繊維の断面形状は、前記の値を充足する種々の異形断面、例えば、X形、Y形、H形又はI形であってもよい。セルロースエステルが炭素数2〜4の有機酸とのエステル、例えば、セルロースアセテートなどであってもよく、セルロースエステルの平均置換度は1.5〜3.0程度であってもよい。
【0014】
セルロースエステル短繊維と、叩解パルプとの割合が、前者/後者=90/10〜20/80(重量比)程度である場合が多い。また、叩解パルプは木材パルプなどであってもよい。前記シート状のたばこフィルター素材は、前記セルロースエステル短繊維に加えて、又はセルロースエステル短繊維および叩解パルプに加えて、バインダーを含有していてもよい。さらに、前記シート状のたばこフィルター素材は、クレープ加工又はエンボス加工が施されていてもよい。また、前記素材は、湿式抄造法による抄紙構造を有する場合が多い。
【0015】
本発明のたばこフィルターは、前記シート状のたばこフィルター素材を、棒状に巻き上げることにより形成されている。さらに、本発明のたばこは、前記たばこフィルターを備えている。
【0016】
なお、本明細書において、繊維の断面外縁に対して外接する円(外接円)とは、断面を完全に包含することのできる最小の円を意味し、繊維の断面に対して内接する円(内接円)とは、断面内に完全に包含される最大の円を意味する。また、繊維の断面とは、繊維の軸方向に対して直交する方向の断面を意味する。
【0017】
以下に、本発明を詳細に説明する。
【0018】
本発明で用いるセルロースエステルとしては、例えば、セルロースアセテート、セルロースブチレート、セルロースプロピオネートなどの有機酸エステル;硝酸セルロース、硫酸セルロース、リン酸セルロースなどの無機酸エステル;セルロースアセテートプロピオネート、セルロースアセテートブチレート、セルロースアセテートフタレート、硝酸酢酸セルロースなどの混酸エステル;およびポリカプロラクトングラフト化セルロースアセテートなどのセルロースエステル誘導体などが例示される。これらのセルロースエステルは、単独でまたは二種以上混合して利用できる。
【0019】
セルロースエステルの平均重合度は、例えば10〜1000、好ましくは50〜900、さらに好ましくは200〜800程度である。
【0020】
好ましいセルロースエステルには、有機酸エステル(例えば、炭素数2〜4程度の有機酸とのエステル)、特にセルロースアセテートが含まれる。セルロースエステルの平均置換度は、例えば平均置換度1〜3程度である場合が多いが、平均置換度1〜2.15、好ましくは1.1〜2.0程度のセルロースエステルを用いると、生分解性が高められ、環境汚染を低減する上で有用である。そのため、セルロースエステルの置換度は1〜3程度の範囲で適当に選択できるが、セルロースアセテートでは、平均置換度1.5〜3.0(例えば2〜3)程度が好ましい。
【0021】
セルロースエステル繊維は、前記一種又は二種以上のセルロースエステルの繊維であってもよく、前記セルロースエステルと他の物質(例えば、熱可塑性樹脂)との混合物で形成された繊維であってもよい。後者の場合、セルロースエステルの含有量が50重量%以上であるのが好ましい。
【0022】
本発明の特色は、セルロースエステル短繊維を含有するシート状素材において、セルロースエステル繊維の断面形状が異形断面であること、繊維の断面外縁に対する外接円の直径D1 と内接円の直径D2 との比Rが特定の関係にある点にある。このようなセルロースエステル繊維を含有するシート状素材を用いると、たばこフィルターの硬度を有効に高めることができるとともに、濾過性能も高めることができる。
【0023】
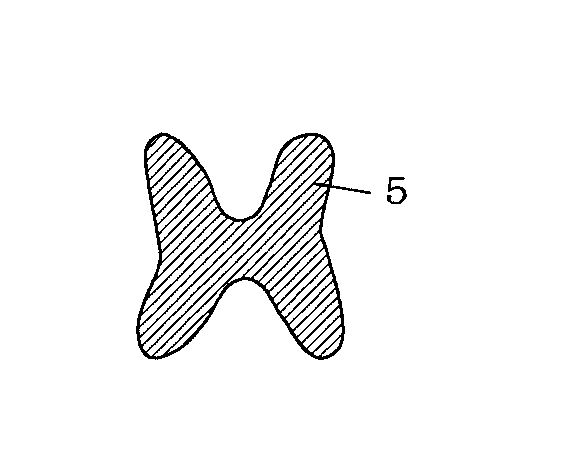
すなわち、セルロースエステル繊維を紡糸により作製する場合、その断面形状は口金孔の形状や配置状態により様々に調整可能である。このような断面形状には、円形の外、種々の異形、例えば、楕円形、三角形、長方形、三葉形、十字形、肝臓形、R字状、H字状、I字状、T字状、U字状、V字状、Y字状、X字状、星形状、中空状などが含まれる。異形断面を有する繊維のうちR断面形状の繊維には、例えば、図1に示される断面形状の繊維1、I断面形状の繊維には、例えば、図2に示される断面形状の繊維2、Y断面形状の繊維には、例えば、図3に示される断面形状の繊維3、X断面形状の繊維には、例えば、図4に示される断面形状の繊維4、H断面形状の繊維には、例えば、図5に示される断面形状の繊維5などが含まれる。
【0024】
セルロースエステル繊維の断面形状は、外接円の直径D1 と内接円の直径D2 との比Rが2以上の異形断面であれば特に制限されない。好ましい異形断面の繊維は、製造が比較的容易な断面形状、例えば、X字形、Y字形、H字形、I字形などの形状を有する繊維である場合が多い。好ましい異形断面の繊維には、断面形状が、Y字形、X字形、H字形の繊維が含まれ、特にY字形などの断面形状を有する繊維を用いる場合が多い。X字形、Y字形などの好ましい断面を有する繊維は、他の異形断面の繊維に比べて、構造が極端に複雑でないため製造上有利である。また、シートが嵩高くなり過ぎることがない。そのため、シート強度の低下に伴なってシートを切断することなく、シート状素材をフィルターへ円滑に巻き上げることができる。
【0025】
本発明では、断面外縁に対して外接する円(外接円)の直径D1 と、断面外縁に対して内接する円(内接円)の直径D2 との比Rは、前者D1 /後者D2 =2以上、好ましくは2.2〜6、さらに好ましくは2.3〜5、特に3〜5程度である。外接円の直径と内接円の直径との比Rが前記のような異形断面の繊維を用いると、シートに嵩高性と弾力性を付与できるため、たばこフィルターを形成すると硬度が向上するとともに、単位体積当たりの表面積が大きくなるため、喫味や濾過性能を向上できる。
【0026】
本発明においては、短繊維状のセルロースエステルを用いる。セルロースエステル短繊維の平均繊維長は、抄紙性などを損わない限り特に限定されず、慣用の湿式抄造法にシートを調製したり、自然界での崩壊性を高める場合には、例えば、1〜10mm、好ましくは2〜8mm程度であり、3〜7mm程度である場合が多い。繊維長が短すぎると、短繊維を製造するためのコストが上昇し易くなるとともに、シート強度が弱くなり、巻き上げ時にシートが切れるなどのトラブルが生じ易くなる。また、繊維長が長すぎると水への分散性が低下し、湿式抄造によるシート化が困難になるとともに、崩壊性も低下し易い。
【0027】
なお、崩壊性が必要とされない場合、又は慣用の乾式法により不織布のシートを調製する場合、セルロースエステル繊維の繊維長は上記の値に限定されるものではなく、例えば、10mm以上であってもよい。
【0028】
また、セルロースエステル繊維の繊維径は、通気性、崩壊性などを損わない限り特に限定されず、例えば、繊度1〜10デニール、好ましくは2〜8デニール、さらに好ましくは2〜7デニール程度である。繊維径が1デニール未満の繊維は紡糸に特殊な方法を必要とし、一般的方法では製造が困難であり、10デニールを越えると濾過率が低下すると共に、シートの強度が低下したり、シートが嵩高くなり、巻き上げが困難となる場合がある。
【0029】
セルロースエステル短繊維は、捲縮繊維および無捲縮繊維のいずれであってもよい。湿潤時の崩壊性を高める場合には、無捲縮の短繊維が好ましく使用される。なお、本明細書において、捲縮のかかっていない繊維(単に、無捲縮繊維又は無捲縮の繊維という場合がある)とは、完全に直線状の繊維だけでなく、湾曲した繊維、例えば、実際の長さと末端間の距離との比が、前者/後者4/3以下(好ましくは5/4以下)の多少湾曲している繊維をも含む。このような繊維は、例えば、水中で水流などにより軽度の剪断力を受けることにより、容易に形状が変化し、直線状になる。好ましい無捲縮繊維には、直線状の繊維が含まれる。
【0030】
このような無捲縮の繊維は、捲縮操作を行なうことなく、乾式紡糸、湿式紡糸、溶融紡糸などの紡糸により得ることができるとともに、捲縮を解除することにより得ることもできる。すなわち、通常のセルロースアセテート繊維束で構成されたタバコフィルターでは、製造及び輸送上の有利さに加えて、有害成分の除去効率を高めるため、捲縮したセルロースアセテート繊維が用いられている。また、前記特公昭44−1953号公報でも同様の理由から紙を構成する酢酸セルロースは捲縮繊維であることが必要とされている。しかし、捲縮繊維は繊維同士が絡まり易く、水への分散性が劣るため、シート化、特に湿式抄造が困難であるとともに、自然界での崩壊性が劣る。そのため、抄造性および湿潤時の崩壊性の高い素材を得る場合には、原料であるセルロースエステル繊維が捲縮繊維である場合(例えば、通常のセルロースアセテート繊維束タバコフィルター用の繊維を利用する場合など)には、水蒸気などの加熱手段で加熱しながら張力を作用させるなどの方法により、捲縮を解除し伸長して用いればよい。一方、非捲縮繊維を用いると、濾過効率が低下し易いものの、濾過効率の低下は、適度に叩解を進めたパルプなどの他の成分と組合せることにより防止できる。
【0031】
本発明のシート状のたばこフィルター素材は、前記セルロースエステル短繊維を含み、抄紙構造を有するシート状素材であればよいが、セルロースエステル短繊維、特に非捲縮の短繊維単独では自己接着性や抄紙性が劣り、シート状素材を得ることが困難である場合が多い。そのため、セルロースエステル短繊維は、叩解パルプ及び/又はバインダー(天然又は合成樹脂系バインダー)と併用してシート化するのが好ましい。好ましい態様では、セルロースエステル短繊維は、少なくとも叩解パルプと併用し、混合抄紙する場合が多い。
【0032】
なお、「叩解パルプ」とは、慣用の叩解機または解砕機で叩解した木材パルプ、リンター、麻などの天然セルロース繊維のパルプの他、合成繊維のパルプも含む意味に用いる。叩解パルプとしては、例えば、サルファイト法、クラフト法などの慣用の方法で広葉樹、針葉樹などから得られる木材パルプを用いる場合が多い。叩解パルプは、叩解によりフィブリル化し、製紙性を有する。
【0033】
叩解度は、セルロースエステル短繊維との共存系での抄紙性などを損わない範囲で選択でき、例えば、ショッパーリーグラー式ろ水度10〜90°SR(例えば、20〜90°SR)、好ましくは20〜80°SR、さらに好ましくは25〜75°SR程度であり、30〜70°SR程度である場合が多い。叩解度が低過ぎると、絡み合いによりセルロースエステル短繊維を十分接着することができなくなり、シート強度が低下し易く、叩解度が高すぎると、繊維間の結合力、接着性が強くなり過ぎ、崩壊性が低下し易い。
【0034】
セルロースエステル短繊維と叩解パルプとの割合は、喫味、有害成分に対する濾過性能、抄紙性などを損わない範囲、例えば、前者/後者=90/10〜20/80(重量比)、好ましくは80/20〜20/80(重量比)程度の範囲から適当に選択できる。セルロースエステル短繊維と叩解パルプとの好ましい割合は、前者/後者=80/20〜30/70(重量比)、好ましくは75/25〜35/65(重量比)、さらに好ましくは70/30〜40/60(重量比)程度である。セルロースエステル短繊維の割合が少な過ぎると、たばこの喫味が劣り、フェノール類などに対する選択除去性が低下し、叩解パルプの割合が少な過ぎるとシート強度が低下する。
【0035】
前記の通り、本発明においてシート状素材の調製に際しては、必要に応じて、天然及び合成樹脂系バインダーを用いてもよい。特に、セルロースエステル短繊維の含有量が高い場合や、乾式法で不織布状シートを調製する場合には、多少ともバインダーが必要な場合がある。このバインダーとしては、人体に悪影響を及ぼさず、喫味および濾過性能を損なわないバインダーが使用される。人体に対して有害でなく、喫味や濾過性能を損わないバインダーには、例えば、食品添加物に属し、臭気のないバインダーが含まれる。また、バインダーの使用量は、できる限り少量(例えば、素材全体に対して10重量%以下)であるのが好ましい。
【0036】
湿潤時の崩壊性が要求される場合には水溶性バインダー(水溶性接着剤)を用いるのが好ましい。水溶性バインダーには、天然物系接着剤(例えば、デンプン、変性デンプン、可溶性デンプン、デキストラン、アラビアゴム、アルギン酸ナトリウム、カゼイン、ゼラチンなど);セルロース誘導体(例えば、カルボキシメチルセルロース、ヒドロキシエチルセルロース、エチルセルロースなど);合成樹脂接着剤(例えば、ポリビニルアルコール、ポリビニルピロリドン、水溶性アクリル樹脂など)などが例示される。これらの水溶性接着剤は一種又は二種以上使用できる。
【0037】
なお、非水溶性バインダーであっても崩壊性を損わない程度の少量であれば使用してもよく、臭気、匂いを有するバインダーであっても、喫味を損なわず不快感を与えないバインダーであれば使用してもよい。さらに、セルロースエステルの可塑剤も崩壊性を損なわない範囲であれば使用できる。
【0038】
フィルタープラグ(フィルターロッド)を通じて、チャンネリングを抑制しつつたばこ煙を円滑かつ均一に通過させるため、前記シート状のたばこフィルター素材には、クレープ加工又はエンボス加工が施されているのが好ましい。また、クレープ加工又はエンボス加工を施すことにより、棒状に巻上げることにより得られたフィルタープラグの断面が均一で外観が良好となる。さらに、クレープ加工やエンボス加工により、適度な通気性を有するフィルター、例えば、長さ10cm、直径7.8mmのフィルターでの通気抵抗200〜600mmWG(ウォーターゲージ)、好ましくは300〜500mmWG程度のフィルターを容易に得ることができる。
【0039】
クレープ加工は、進行方向に沿って多数の溝が形成された一対のクレープ化ロールにシート状素材を通し、シートの進行方向に沿って皺及び若干の裂け目を形成することにより行なうことができる。エンボス加工は、格子状、ランダム状などに凹凸部が形成されたロール間にシート状素材を通したり、凹凸部が形成されたロールでシート状素材を押圧することにより行なうことができる。
【0040】
クレープ加工における溝の間隔と溝の深さ、エンボス加工による凹凸部の間隔と凹部の深さは、例えば、ピッチ0.5〜5mm、深さ0.1〜1mm程度の範囲から選択できる。
【0041】
たばこフィルター用のシート状素材の坪量は、通気性などを損わない限り特に限定されず、例えば、10〜60g/m2 、好ましくは15〜45g/m2 、さらに好ましくは20〜40g/m2 程度であり、25〜35g/m2 程度である場合が多い。坪量が小さなシートは抄紙が困難であり、坪量の大きなシートは、紙フィルターの製造の際に行われているクレープ加工工程でクレープを形成することが困難となり、フィルター断面に不均一な隙間が生成し易くなる。
【0042】
なお、前記セルロースエステル短繊維及び/又はたばこフィルター素材は、種々の添加剤、例えば、サイズ剤;カオリン、タルク、ケイソウ土、石英、炭酸カルシウム、硫酸バリウム、酸化チタン、アルミナなどの無機微粉末;カルシウム、マグネシウムなどのアルカリ土類金属の塩などの熱安定化剤;着色剤;油剤;歩留り向上剤などを含んでいてもよい。また、セルロースエステル短繊維は、クエン酸、酒石酸、リンゴ酸などの環境分解促進剤(生分解促進剤)、アナターゼ型酸化チタンなどの光分解促進剤などを含有してもよい。なお、アナターゼ型酸化チタンなどの酸化チタンは、セルロースエステル繊維の白色度改善剤としても機能する。
【0043】
本発明のたばこフィルター素材は前記の成分で構成され、不織布状で抄紙構造を有している。抄紙構造とは、抄造により得られる用紙や和紙などのように、繊維が互いに絡み合った構造を意味する。そのため、崩壊性が要求される分野においては、乾燥時の紙力が大きく、前記のように雨水などによる湿潤に伴なって迅速に崩壊するシート状たばこフィルター素材を得ることができる。このような崩壊性の高いたばこフィルター素材は、たばこ有害成分の濾過性能および喫味が良好であるとともに、たばこフィルターとして適当な硬度を有することに加えて、湿潤時の崩壊性にも優れ、環境汚染を低減できる。
【0044】
前記シート状のたばこフィルター素材は、慣用の乾式抄紙法、例えば、セルロースエステル短繊維と、必要に応じて叩解パルプなどの他の成分を、気流を用いてネットなどの通気性支持体に吹付けることによっても調製できるが、セルロースエステル短繊維と叩解パルプ、必要に応じてその他の成分を水に分散したスリラーを用いて、湿式抄造する方法が好ましい。そのため、好ましい抄紙構造には、湿式抄造による抄紙構造が含まれる。前記スリラーの固形分濃度は、抄紙可能な範囲で適当に選択でき、例えば、0.005〜0.5重量%程度である。抄紙は慣用の方法で行うことができ、例えば、多孔板などを備えた湿式抄紙機を用いて抄紙し、脱水・乾燥することにより行うことができる。
【0045】
本発明のシート状のたばこフィルター用素材は、たばこフィルター(たばこ用フィルターロッド又はプラグ)を製造する上で有用である。前記たばこフィルターは、棒状(特に断面円形状)に巻上げられた前記シート状素材で構成されている。なお、シート状素材は、非中空の棒状に巻上げられる。
【0046】
本発明のたばこフィルターは、慣用の方法、例えば、一般的な紙フィルター用巻き上げ装置(例えば、フィルタープラグ巻上げ機)を用いて前記シート状素材を棒状に巻き上げることにより得ることができる。すなわち、前記巻上げ機のロートへシート状素材を導入し、所望の円周長さに巻き上げることにより、棒状のたばこフィルターを得ることができる。たばこフィルターの製造においては、通常、前記加工を施したシート状素材をロート中に巻き込んだ後、巻紙により断面円形の棒状に巻き上げ、糊付し、適当な長さに切断することにより、たばこフィルターやフィルタープラグを作製する場合が多い。前記巻上げに際して、クレープ化したシート状素材は、皺が延びる方向に対して横断又は略直交する方向に巻上げる場合が多い。なお、シート状素材の巻上げに際しては、必要に応じて粉粒状活性炭を添加し、活性炭を含有するたばこフィルター又はフィルタープラグを得てもよい。
【0047】
たばこフィルター又はフィルタープラグの硬度は、1mm以下、好ましくは0.5〜0.95mm(例えば、0.6〜0.93mm)程度、特に0.7〜0.93mm程度である場合が多い。
【0048】
たばこフィルタープラグの作製に際して、円筒状の巻紙同士の端部での糊付け、巻上げられた棒状の素材と巻紙との糊付けが必要な場合、湿潤時の崩壊性を損わないため、前記の水溶性接着剤を用いるのが好ましい。
【0049】
本発明のたばこは、前記たばこフィルター又はフィルターチップを備えている。たばこフィルター又はフィルターチップの配設部位は特に制限されないが、巻紙により棒状に形成されたたばこでは、口元の部位、又は口元と紙巻きたばことの間に配設する場合が多い。
【0050】
【発明の効果】
本発明のたばこフィルター素材は、セルロースエステル短繊維を含み、抄紙構造を有するシート状であり、前記セルロースエステル短繊維が特定の異形断面を有するため、たばこの喫味および有害成分の濾過性能(例えば、フェノール類の選択除去性)に優れるとともに、たばこフィルターに適度な硬度を付与できる。また、湿潤時の崩壊性が高く、環境汚染を軽減できる。さらに、乾燥状態では強度が大きいにも拘らず、湿潤時には容易かつ迅速に崩壊させることができる。
【0051】
本発明のたばこフィルターは、前記たばこフィルター素材により構成されているので、適度な硬度を有し、口に加えたとき変形するのを抑制できるとともに、たばこの喫味および有害成分の濾過性能に優れる。また、湿潤時の崩壊性が高く、環境汚染を軽減できる。
【0052】
本発明のたばこは、前記フィルターを備えているので、適度な硬度を有し、吸い心地(喫煙感)が良好であるとともに、喫味、たばこ有害成分の濾過性能が高い。また、自然環境中での崩壊性に優れ、環境汚染を軽減できる。
【0053】
【実施例】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例及び比較例において、坪量、引張強度、ろ水度、水崩壊度、フィルター硬度は下記の方法で測定した。
【0054】
坪量(g/m2 ):JIS−P−8121
引張強度(kg/15mm):幅15mmの試料についてJIS−P−8113に準じて測定した。
【0055】
ショッパーリーグラーろ水度:JIS−P−8121
水崩壊度(%):試料約0.2gを、水200mlを入れたビーカー(直径75mm、容量300mlの)に投入し、渦中心部の高さが最も高い液面の3/4の高さとなるように、マグネチックスターラで攪拌し、10分後および20分後に試料の崩壊状態を観察し、以下の5段階評価基準で評価した。
【0056】
A:10分後に完全に崩壊する
B:10分後では一部崩壊しない部分(塊)があるものの、20分後には完全に崩壊する
C:20分後にも崩壊しない部分が残ったり、または形状は崩壊しているものの、再凝集などにより一部に塊が残る
D:20分後にも試料の50%以上が崩壊しないか、または形状は崩壊しているものの、再凝集などにより50%以上が塊として残る
E:20分後にも殆ど崩壊しない
喫味試験:紙巻たばこ[市販のたばこ(日本たばこ産業(株)、商品名「ハイライト」)のフィルタープラグを除去したもの]にフィルタープラグ化した試料を取付け、喫煙愛好者5人によって下記の基準で香喫味を評価し、平均値で表した。
【0057】
香喫味3:辛味がなく、たばこの旨味がある
香喫味2:辛味はないが、旨味が落ちる
香喫味1:辛味がある。
【0058】
フィルター硬度:長さ100mmのフィルター上に、直径12mm、重さ300gの円柱状の重りにより荷重をかけ、10秒後のフィルターのへこみ量を測定する。なお、フィルター内の不均一性による影響をなくすため、フィルター長さ方向の3点で測定し、その平均値で示す。
【0059】
実施例1〜6および比較例1〜5
表1に記載した断面形状の無捲縮セルロースアセテート短繊維(繊度3デニール、繊維長4mm、置換度2.45)60重量部と叩解度40°SRの針葉樹漂白クラフトパルプ40重量部とを、300000重量部の水に均一に分散し、円網式抄紙機を用いて湿式抄造し、脱水乾燥することにより、坪量30g/m2 、幅270mmのシート状素材を得た。これらのシート状素材の水崩壊性を調べたところ、全て「A」レベルであり、良好な水崩壊度を示した。
【0060】
得られたシート状素材を、クレープ化ロール(表面温度140℃、溝ピッチ幅2.0mm、溝深さ0.6mm)により100m/分の速度でクレープ加工した後、150m/分の速度で巻上げ、長さ100mm、円周24.5mmのたばこフィルターを作製した。得られたフィルターの硬度を表1に示す。
【0061】
【表1】
【0062】
比較例6
セルロースアセテート繊維束(短繊維繊度3デニール、トータル繊度35000デニール、置換度2.45)をトリアセチンを用いて成型したフィルタープラグの硬度、喫味試験及び水崩壊度を調べたところ、硬度0.80mm、香喫味2.8であったものの、水崩壊度のレベルは「E」であった。
【0063】
比較例7
実施例1〜6および比較例1〜5で用いた叩解度40°SRの針葉樹漂白クラフトパルプだけで、湿式抄造し、脱水乾燥することにより、坪量30g/m2 、幅270mmのシート状素材を得た。得られたシート状素材の水崩壊度のレベルは「B」であった。
【0064】
シート状素材をクレープ化ロール(表面温度140℃、溝ピッチ幅2.0mm、溝深さ0.6mm)により100m/分の速度でクレープ加工した後、150m/分の速度で巻上げ、長さ100mm、円周24.5mmのフィルタープラグを作製した。得られたフィルターの硬度は0.95mmであったものの、香喫味1.0で喫味が劣っていた。
【0065】
実施例7
実施例1と同様のセルロースアセテート短繊維70重量部と実施例1で用いた叩解度40°SRの針葉樹漂白クラフトパルプ30重量部とを、300000重量部の水に均一に分散し、湿式抄造し、脱水後、5重量%濃度のカルボキシメチルセルロース水溶液を、セルロースアセテート短繊維と針葉樹漂白クラフトパルプの合計に対して乾燥重量換算で3重量%スプレーした後、脱水乾燥し、坪量30g/m2 、幅270mmのシート状素材を得た。得られたシート状素材の水崩壊度のレベルは「B」であった。
【0066】
シート状素材をクレープ化ロール(表面温度140℃、溝ピッチ幅2.0mm、溝深さ0.6mm)により100m/分の速度でクレープ加工した後、150m/分の速度で巻上げ、長さ100mmおよび円周24.5mmのフィルタープラグを作製した。得られたフィルターの硬度は0.93mm、香喫味は2.4であった。
【0067】
実施例8
実施例1と同様のセルロースアセテート短繊維80重量部と実施例1で用いた叩解度40°SRの針葉樹漂白クラフトパルプ20重量部とを混合し、混合物を、気流によりネットに吹き付けるとともに、5重量%のカルボキシメチルセルロース水溶液を、ネット上の前記混合物の合計量に対して乾燥重量換算で5重量%吹き付け、坪量35g/m2 、幅270mmのシート状素材を得た。得られたシート状素材の水崩壊度はレベル「B」であった。
【0068】
シート状素材をクレープ化ロール(表面温度140℃、溝ピッチ幅2.0mm、溝深さ0.6mm)により100m/分の速度でクレープ加工した後、150m/分の速度で巻上げ、長さ100mm、円周24.5mmのフィルターを作製した。得られたフィルターの硬度は0.90mm、香喫味は2.8であった。
【0069】
実施例9
Y断面(外接円の直径/内接円の直径=3.8)の無捲縮セルロースアセテートプロピオネート短繊維(繊度3デニール、繊維長4mm、アセテート置換度2.45、プロピオネート置換度0.40)60重量部と、叩解度40°SRの針葉樹漂白クラフトパルプ40重量部とを、300000重量部の水に均一に分散し、湿式抄造し、脱水乾燥し、坪量30g/m2 、幅270mmのシート状素材を得た。このシート状素材の水崩壊度はレベル「A」であった。
【0070】
シート状素材をクレープ化ロール(表面温度140℃、溝ピッチ幅2.0mm、溝深さ0.6mm)により100m/分の速度でクレープ加工した後、150m/分の速度で巻上げ、長さ100mmおよび円周24.5mmのフィルタープラグを作製した。得られたフィルターの硬度は0.92mm、香喫味は2.4であった。
【図面の簡単な説明】
【図1】図1はR断面形状の繊維の一例を示す断面図である。
【図2】図2はI断面形状の繊維の一例を示す断面図である。
【図3】図3はY断面形状の繊維の一例を示す断面図である。
【図4】図4はX断面形状の繊維の一例を示す断面図である。
【図5】図5はH断面形状の繊維の一例を示す断面図である。
【符号の説明】
1,2,3,4,5…繊維
Claims (13)
- 異形断面のセルロースエステル短繊維と叩解パルプとを含む抄紙構造のシート状素材であって、前記短繊維が、断面外縁に外接する円の直径D1と断面外縁に内接する円の直径D2との比が、前者D1/後者D2=2以上であり、平均繊維長1〜10mm、繊度1〜10デニールである無捲縮短繊維であり、前記叩解パルプの叩解度がショッパーリーグラー式ろ水度20〜90°SRであるシート状のたばこフィルター素材。
- セルロースエステル短繊維の断面形状が、X形、Y形、H形又はI形である請求項1記載のたばこフィルター素材。
- セルロースエステルが炭素数2〜4の有機酸とのエステルである請求項1又は2記載のたばこフィルター素材。
- セルロースエステルが平均置換度1.5〜3.0の酢酸セルロースである請求項1〜3のいずれかの項に記載のたばこフィルター素材。
- 短繊維の断面外縁に外接する円の直径D1と断面外縁に内接する円の直径D2との比が、前者D1/後者D2=2.2〜6である請求項1〜4のいずれかの項に記載のたばこフィルター素材。
- 叩解パルプが木材パルプである請求項1記載のたばこフィルター素材。
- セルロースエステル短繊維と、叩解パルプとの割合が、前者/後者=90/10〜20/80(重量比)である請求項1〜6のいずれかの項に記載のたばこフィルター素材。
- さらに、バインダーを含有する請求項1〜7のいずれかの項に記載のたばこフィルター素材。
- クレープ加工又はエンボス加工が施されている請求項1〜8のいずれかの項に記載のたばこフィルター素材。
- 湿式抄造法による抄紙構造を有する請求項1〜9のいずれかの項に記載のたばこフィルター素材。
- 異形断面を有し、平均繊維長2〜8mm、繊度2〜8デニールおよび平均置換度1.5〜3.0である無捲縮の酢酸セルロース短繊維と、叩解度がショッパーリーグラー式ろ水度20〜80°SRである叩解木材パルプとを、前者/後者=80/20〜30/70(重量比)の割合で含む抄紙構造のシート状素材であって、前記短繊維の断面外縁に外接する円の直径D1と断面外縁に内接する円の直径D2との比が、前者D1 /後者D2 =2.3〜5であるシート状のたばこフィルター素材。
- 請求項1〜11のいずれかの項に記載のシート状のたばこフィルター素材が、棒状に巻き上げられているたばこフィルター。
- 請求項12記載のたばこフィルターを備えたたばこ。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP29214994A JP3677310B2 (ja) | 1994-10-31 | 1994-10-31 | たばこフィルター素材およびそれを用いたたばこフィルター |
| DE69520816T DE69520816T2 (de) | 1994-10-31 | 1995-10-10 | Tabakrauchfiltermaterial und Tabakrauchfilter hergestellt aus diesem Material |
| EP95115974A EP0709037B1 (en) | 1994-10-31 | 1995-10-10 | A tobacco filter material and a tobacco filter as produced using the same |
| CN95120341A CN1102359C (zh) | 1994-10-31 | 1995-10-31 | 烟卷过滤材料、烟卷滤嘴和带烟卷滤嘴的烟卷 |
| US08/550,640 US5678577A (en) | 1994-10-31 | 1995-10-31 | Tobacco filter material and a tobacco filter as produced using the same |
| US08/865,672 US5927287A (en) | 1994-10-31 | 1997-05-30 | Tobacco filter material and a tobacco filter as produced using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP29214994A JP3677310B2 (ja) | 1994-10-31 | 1994-10-31 | たばこフィルター素材およびそれを用いたたばこフィルター |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08126485A JPH08126485A (ja) | 1996-05-21 |
| JP3677310B2 true JP3677310B2 (ja) | 2005-07-27 |
Family
ID=17778181
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP29214994A Expired - Lifetime JP3677310B2 (ja) | 1994-10-31 | 1994-10-31 | たばこフィルター素材およびそれを用いたたばこフィルター |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3677310B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015525079A (ja) * | 2012-07-25 | 2015-09-03 | セラニーズ アセテート,エルエルシー | 3弧孔を含む紡糸口金およびそれから製造された3弧フィラメント |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3677332B2 (ja) * | 1995-10-20 | 2005-07-27 | ダイセル化学工業株式会社 | たばこフィルター用素材およびそれを用いたたばこフィルター |
| US20150059789A1 (en) * | 2012-02-23 | 2015-03-05 | Anthony Denis McCormack | Tobacco smoke filter |
| CN106757441A (zh) * | 2016-12-06 | 2017-05-31 | 太仓大唐化纤厂 | 一种具有抗菌作用的高弹性透气纤维 |
| CN106757443A (zh) * | 2016-12-06 | 2017-05-31 | 太仓大唐化纤厂 | 一种具有抗菌作用的高吸湿透气复合纤维 |
| EP3586652B9 (en) | 2017-03-06 | 2023-03-01 | Japan Tobacco, Inc. | Smoking article provided with filter |
-
1994
- 1994-10-31 JP JP29214994A patent/JP3677310B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015525079A (ja) * | 2012-07-25 | 2015-09-03 | セラニーズ アセテート,エルエルシー | 3弧孔を含む紡糸口金およびそれから製造された3弧フィラメント |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08126485A (ja) | 1996-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3606950B2 (ja) | たばこフィルターおよびその製造方法 | |
| US5927287A (en) | Tobacco filter material and a tobacco filter as produced using the same | |
| JP3576222B2 (ja) | たばこ煙用フィルター素材およびその製造方法 | |
| EP0769253B1 (en) | Tobacco filter materials and tobacco filter as produced by using the same | |
| US20230248053A1 (en) | Tobacco smoke filter | |
| JP3779945B2 (ja) | たばこ煙用フィルター素材、繊維状セルロースエステル短繊維及びその製造方法 | |
| CA1319074C (en) | Nonwoven fibrous web for tobacco filter | |
| JP3677310B2 (ja) | たばこフィルター素材およびそれを用いたたばこフィルター | |
| JP3696951B2 (ja) | たばこ煙用フィルター素材及びその製造方法 | |
| JP3677309B2 (ja) | たばこフィルター素材およびそれを用いたたばこフィルター | |
| JP3531765B2 (ja) | たばこフィルター | |
| JP3786318B2 (ja) | たばこフィルター用巻紙及びそれを用いたたばこフィルター | |
| JP4209999B2 (ja) | シガレット用フィルター | |
| JPH09316792A (ja) | たばこフィルター用巻紙及びそれを用いたたばこフィルター |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050316 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050509 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080513 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080513 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110513 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |