JP3233295U - 底が弧状の真空カップ - Google Patents
底が弧状の真空カップ Download PDFInfo
- Publication number
- JP3233295U JP3233295U JP2021000963U JP2021000963U JP3233295U JP 3233295 U JP3233295 U JP 3233295U JP 2021000963 U JP2021000963 U JP 2021000963U JP 2021000963 U JP2021000963 U JP 2021000963U JP 3233295 U JP3233295 U JP 3233295U
- Authority
- JP
- Japan
- Prior art keywords
- vacuum
- arcuate
- outer shell
- support ring
- inner container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000010936 titanium Substances 0.000 claims description 7
- 229910052719 titanium Inorganic materials 0.000 claims description 7
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 6
- 230000003014 reinforcing effect Effects 0.000 claims description 2
- 238000007789 sealing Methods 0.000 abstract description 8
- 230000000694 effects Effects 0.000 abstract description 5
- 238000010586 diagram Methods 0.000 abstract description 3
- 238000003466 welding Methods 0.000 description 15
- 238000000034 method Methods 0.000 description 5
- 238000002425 crystallisation Methods 0.000 description 3
- 230000008025 crystallization Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 230000000844 anti-bacterial effect Effects 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- -1 titanium metals Chemical class 0.000 description 1
Images

Landscapes
- Packages (AREA)
- Thermally Insulated Containers For Foods (AREA)
Abstract
【課題】真円度を高めた真空カップを提供する。【解決手段】真空カップは、外殻1、内容器2、真空底部6、内容器底部7、内支持リング4、底部シート5からなり、円弧状の底部を有する。外殻の口と内容器の口、内容器底部と内容器の底が溶接され、真空底部は外殻の底に溶接されている。真空底部の下端は円弧状で、内支持リングは外殻の内側にあり、外殻と真空底部の接合部にある。真空底部にはステップ溝があり、底部シートの端とステップ溝の端を溶接して、密閉されたキャビティを形成する。真空チャンバー3は、断熱・保温機能を備えており、内支持リングにより、外殻の真円度を高め、常に外殻と真空底部を支え、真空カップの真円度の欠如を克服する。ステップ溝は真空底部の強度を高め、真空カップの底の外観の一貫性と平坦性を向上させる。底部シートとステップ溝の間に密封された空洞が形成され、二重のシール効果を達成する。【選択図】図1
Description
実用新案は、真空カップ、特に底が弧状の真空カップに関連しています。
チタン金属の二重層構造を有する真空カップは、優れた耐食性、抗菌性、および保温性を
有し、したがって消費者に深く愛されている。しかし、既存の真空カップ製造プロセスで
は、真空底部が湾曲している、真円度の問題は結晶化または溶接プロセス中に発生する可
能性があり、真空底のアークが大きいほど、カップの溶接精度に影響を与える真円度の問
題がより重大になります本体と真空底、そして最終的に真空底の一貫性と平坦度に影響を
与えます。
有し、したがって消費者に深く愛されている。しかし、既存の真空カップ製造プロセスで
は、真空底部が湾曲している、真円度の問題は結晶化または溶接プロセス中に発生する可
能性があり、真空底のアークが大きいほど、カップの溶接精度に影響を与える真円度の問
題がより重大になります本体と真空底、そして最終的に真空底の一貫性と平坦度に影響を
与えます。
結晶化または溶接プロセス中の真円度のずれなど、不均一な外観をもたらす従来技術の真
空カップの欠陥を狙って、実用新案は、湾曲した底部を備えた新しい真空カップを提供す
る。
空カップの欠陥を狙って、実用新案は、湾曲した底部を備えた新しい真空カップを提供す
る。
上記の技術的問題を解決するために、本実用新案は、以下の技術的解決策を通じて実施さ
れる。
れる。
弧状の底部真空カップは、外殻、内ライナー、真空底部、および内ライナー底部を含む。
外殻と内ライナーとの間に真空空洞が設けられ、アウターシェルはインナーライナーに接
続されています。オリフィス溶接、ライナーの底部はライナーの底部に溶接され、真空底
部の底部はシェルの底部に溶接され、真空底部の下端はアークです形状であり、内部支持
リングと底部シートも含まれているため、内部支持リングはハウジングの内側に配置され
、ハウジングと真空底部の接合部に配置され、真空底部にはステップ溝があり、ボトムシ
ートの端がステップ溝の端と溶接されて形成されています。キャビティをシールします。
外殻と内ライナーとの間に真空空洞が設けられ、アウターシェルはインナーライナーに接
続されています。オリフィス溶接、ライナーの底部はライナーの底部に溶接され、真空底
部の底部はシェルの底部に溶接され、真空底部の下端はアークです形状であり、内部支持
リングと底部シートも含まれているため、内部支持リングはハウジングの内側に配置され
、ハウジングと真空底部の接合部に配置され、真空底部にはステップ溝があり、ボトムシ
ートの端がステップ溝の端と溶接されて形成されています。キャビティをシールします。
上記の弧状底部真空カップ構造において、真空チャンバーは、断熱および保温の機能を有
し、内部支持リングは、シェルと真空底部との接合部に設置され、以下のことができる。
シェルのエッジにぴったりと合わせてシェルの真円度を高め、ハウジングと内部サポート
リングが結晶化したときに、内部サポートリングが常に外部カバーと真空底をサポートで
きるため、外部の問題を克服できます。先行技術における真空カップ結晶化または真空底
部処理における真円度。ステップ溝は真空底の強度を高めることができます。フィルムの
端とステップ溝の端を完全に溶接して、真空カップの底の一貫性と平坦性を向上させるこ
とができます。フィルムの間に密閉された空洞が形成されます。真空キャビティを2回シ
ールできるステップ溝により、真空チャンバーの気密性を高めます。
し、内部支持リングは、シェルと真空底部との接合部に設置され、以下のことができる。
シェルのエッジにぴったりと合わせてシェルの真円度を高め、ハウジングと内部サポート
リングが結晶化したときに、内部サポートリングが常に外部カバーと真空底をサポートで
きるため、外部の問題を克服できます。先行技術における真空カップ結晶化または真空底
部処理における真円度。ステップ溝は真空底の強度を高めることができます。フィルムの
端とステップ溝の端を完全に溶接して、真空カップの底の一貫性と平坦性を向上させるこ
とができます。フィルムの間に密閉された空洞が形成されます。真空キャビティを2回シ
ールできるステップ溝により、真空チャンバーの気密性を高めます。
優先としては、弧状の底部を有する前述の真空カップでは、第1のステップおよび第2の
ステップがステップ溝に提供され、第1のステップと第2のステップとの間に補強が提供
される。リブ、第1のステップ2番目のステップよりも低いです。
ステップがステップ溝に提供され、第1のステップと第2のステップとの間に補強が提供
される。リブ、第1のステップ2番目のステップよりも低いです。
第1のステップは、第2のステップよりも低く、これにより、ステップ溝と底部シートと
の間の接触面積を減らすことができる。補強材は、第1のステップと第2のステップを接
続するのに役立つだけでなく、ステップ溝も増強できます。
の間の接触面積を減らすことができる。補強材は、第1のステップと第2のステップを接
続するのに役立つだけでなく、ステップ溝も増強できます。
優先としては、湾曲した底部を有する前述の真空カップは、ゲッターをさらに含み、ゲッ
ターは、第2のステップの内側に固定される。
ターは、第2のステップの内側に固定される。
ゲッターは、ガスを吸収し、真空を維持する機能を有する。スポット溶接によって残され
た溶接痕跡が外部に露出するのを防ぐために、第2のステップの内側にゲッターを固定す
るためにスポット溶接を使用することが好ましい。外観に影響を与えます。
た溶接痕跡が外部に露出するのを防ぐために、第2のステップの内側にゲッターを固定す
るためにスポット溶接を使用することが好ましい。外観に影響を与えます。
優先としては、弧状の底部を有する上記の真空カップは、シール要素をさらに含み、真空
穴および弧状の溝が第2のステップに提供され、真空穴は、弧に配置される。成形溝の上
部にある円弧形状の溝は、シール部材と一致し、真空穴を閉じます。
シール要素は、真空穴を塞ぐ効果があり、弧状の溝がシール要素と協働して、シール効果
を高める。
穴および弧状の溝が第2のステップに提供され、真空穴は、弧に配置される。成形溝の上
部にある円弧形状の溝は、シール部材と一致し、真空穴を閉じます。
シール要素は、真空穴を塞ぐ効果があり、弧状の溝がシール要素と協働して、シール効果
を高める。
優先としては、弧状の底部を有する前述の真空カップにおいて、真空底部の下端の曲率半
径は、10〜30mmである。
実用新案は、大きなアーク真空底部を使用し、カップ本体全体がより高い真円度を維持す
ることができ、真空カップをより滑らかにする。
径は、10〜30mmである。
実用新案は、大きなアーク真空底部を使用し、カップ本体全体がより高い真円度を維持す
ることができ、真空カップをより滑らかにする。
優先としては、弧状の底部を有する前述の真空カップにおいて、真空底部の上端は真っ直
ぐな側面であり、真っ直ぐな側面の高さは1.5から15mmである。
ぐな側面であり、真っ直ぐな側面の高さは1.5から15mmである。
真っ直ぐな側は、真空底部を外側シェルおよび内側支持リングとよりよく一致させること
ができ、その後の溶接プロセスで丸い形状を失うことは容易ではないので、真空カップの
全体的な外観はより一貫している。
ができ、その後の溶接プロセスで丸い形状を失うことは容易ではないので、真空カップの
全体的な外観はより一貫している。
優先としては、弧状の底部を有する前述の真空カップにおいて、内側支持リングは、1か
ら3mmの厚さを有する。
ら3mmの厚さを有する。
内側支持リングは、外殻および真空底部を支持する機能を有し、外殻および真空底部のマ
ッチングプロセスにおいて案内的役割を果たす。内側支持リングは、1から3mmの厚さ
を有する。、それ自体の強さを確保することができます。
ッチングプロセスにおいて案内的役割を果たす。内側支持リングは、1から3mmの厚さ
を有する。、それ自体の強さを確保することができます。
優先としては、弧状の底部を有する前述の真空カップにおいて、内側支持リングは、溶接
によって真空底部の縁および外殻の縁に溶接される。
によって真空底部の縁および外殻の縁に溶接される。
溶接プロセス中、内側支持リングは高温によって加熱されて拡散効果を生み出し、その結
果、内側支持リングと外側シェルは全体として互いに接着し、最後に真空下端と外殻の縁
は完全にしっかりと溶接されており、真空カップの強度をさらに高めています。好ましく
は、弧状の底部を有する上記の真空カップ、内部容器の材料、外部シェル、内部容器の底
部、真空底部、内部支持リング、および底部シートはすべてチタンである。
果、内側支持リングと外側シェルは全体として互いに接着し、最後に真空下端と外殻の縁
は完全にしっかりと溶接されており、真空カップの強度をさらに高めています。好ましく
は、弧状の底部を有する上記の真空カップ、内部容器の材料、外部シェル、内部容器の底
部、真空底部、内部支持リング、および底部シートはすべてチタンである。
実用新案全体はチタン金属材料でできており、真空カップに優れた保温性能を持たせるこ
とができ、同じ材料の溶接性能が向上し、真空カップの強度が向上する。
とができ、同じ材料の溶接性能が向上し、真空カップの強度が向上する。
以下は、添付の図面1〜2および特定の実施形態を参照して実用新案をさらに詳細に説明
するが、それらは実用新案の限定ではない。
するが、それらは実用新案の限定ではない。
実施例1
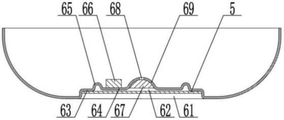
弧状の底部を有する真空カップは、外殻1、内ライナー2、真空底部6、および内ライナ
ー底部7を含む。外殻1と内ライナーとの間に真空チャンバー3が設けられている。図2
に示され、外殻1の口がライナー2の口に溶接され、ライナー底部7がライナー2の底部
に溶接され、真空底部6がシェル1の底部に溶接され、真空底部6縁は弧状であり、内部
支持リング4および底部シート5も含む。内部支持リング4は、ハウジング1の内側であ
り、ハウジング1と真空底部6との接合部に位置する。真空底部6ステップ溝61がその
上に設けられ、底部シート5の縁部とステップ溝61の縁部が溶接されて密閉空洞62を
形成している。
底が弧状の真空カップを作るときは、まず内側容器の底7を内側容器2の底に溶接し、次に
外側ケーシング1の口と内側容器2の口を溶接してaを形成します。真空カップの二層構造
、次に内部支持リング4の一部がシェル1の縁に押し込まれて固定され、真空底部6が衝
突するまで内部支持リング4の外径に沿って押し込まれる。シェル1の端部とシェル1の
接合部と真空底部6の接合部を溶接し、最後にフィルム5の端部とステップ溝61の端部
を合わせて取り付け、フィルム5そして、ステップ溝61はスポット溶接によって完全に
溶接され、最後に、シールされた空洞62がフィルム5とステップ溝61との間に形成さ
れる。
弧状の底部を有する真空カップは、外殻1、内ライナー2、真空底部6、および内ライナ
ー底部7を含む。外殻1と内ライナーとの間に真空チャンバー3が設けられている。図2
に示され、外殻1の口がライナー2の口に溶接され、ライナー底部7がライナー2の底部
に溶接され、真空底部6がシェル1の底部に溶接され、真空底部6縁は弧状であり、内部
支持リング4および底部シート5も含む。内部支持リング4は、ハウジング1の内側であ
り、ハウジング1と真空底部6との接合部に位置する。真空底部6ステップ溝61がその
上に設けられ、底部シート5の縁部とステップ溝61の縁部が溶接されて密閉空洞62を
形成している。
底が弧状の真空カップを作るときは、まず内側容器の底7を内側容器2の底に溶接し、次に
外側ケーシング1の口と内側容器2の口を溶接してaを形成します。真空カップの二層構造
、次に内部支持リング4の一部がシェル1の縁に押し込まれて固定され、真空底部6が衝
突するまで内部支持リング4の外径に沿って押し込まれる。シェル1の端部とシェル1の
接合部と真空底部6の接合部を溶接し、最後にフィルム5の端部とステップ溝61の端部
を合わせて取り付け、フィルム5そして、ステップ溝61はスポット溶接によって完全に
溶接され、最後に、シールされた空洞62がフィルム5とステップ溝61との間に形成さ
れる。
優先としては、ステップ溝61は、第1のステップ63および第2のステップ64を備え
、補強リブ65は、第1のステップ63と第2のステップ64との間に提供され、第1の
ステップ63は、第2のステップ64よりも低い。
、補強リブ65は、第1のステップ63と第2のステップ64との間に提供され、第1の
ステップ63は、第2のステップ64よりも低い。
優先として、ゲッター66がさらに含まれ、ゲッター66は、第2のステップ64の内側
に固定される。
に固定される。
優先としては、それは、シーリング要素67をさらに含み、第2のステップ64は、真空
穴68および弧状の溝69を備え、真空穴68は、弧状の溝69の上部に配置される。そ
のため、円弧状の溝69は、シール部材67と協働して、真空穴68を閉じる。
穴68および弧状の溝69を備え、真空穴68は、弧状の溝69の上部に配置される。そ
のため、円弧状の溝69は、シール部材67と協働して、真空穴68を閉じる。
優先としては、真空底部6の下端の曲率半径は、10〜30mmである。
優先としては、真空底部6の上端は真っ直ぐな側であり、真っ直ぐな側の高さは1.5〜
15mmである。
15mmである。
優先としては、内側支持リング4の厚さは、1から3mmである。
優先としては、内側支持リング4と真空底部6の縁部および外殻1の縁部は、溶接によっ
て一緒に溶接される。
て一緒に溶接される。
優先としては、内側ライナー2、外側シェル1、内側ライナー底部7、真空底部6、内側
支持リング4、および底部シート5の材料はすべてチタン金属である。
支持リング4、および底部シート5の材料はすべてチタン金属である。
具体的には、アウターシェル1とインナーライナー2の二重層構造が形成された後、イン
ナーライナー底部7がインナーライナー2の底部に溶接され、インナーライナー2の底部
が閉じられる。次に、内側支持リング4の一部がハウジング1に押し込まれ、内側支持リ
ング4が摩擦によりハウジング1の端部に固定され、次に真空底部6の真っ直ぐな端部が
それに沿って押し込まれる。内側支持リング4の外径は、ハウジング1の縁と衝突するま
で、次にハウジング1と真空底部6とが溶接される。チタンは高温環境で拡散しやすいの
で、内側支持体はリング4とチタン製シェル1が全体的に密着し、最終的に真空底6とシェ
ル1の端が完全に溶接され、真空カップの強度がさらに向上し、内側支持リング4は、溶
接後の真空底部6とハウジング1との間の接合部の陥没または変形を回避するために常に
丸い役割を果たす。内側支持リング4の支持の下で、10〜30mmの大きな弧を有する
真空底部6は、依然として比較的高い真円度を確保することができ、これは、真空カップ
の処理中の真円度の問題を克服する。従来技術における弧状の底。最後に、底部シート5
の縁部に第1のステップ63を取り付け、底部シート5および第1のステップ63をスポ
ット溶接によって完全に溶接して、密封空洞62を形成する。シール67および弧状溝6
9シールに使用することができる真空穴68の機能により、底部シート5が第1のステッ
プ63に溶接され、これは二重のシール効果を達成することができる。
要するに、上記の説明は、本実用新案の好ましい実施形態であり、本実用新案の特許出願
の範囲である。加えられた同等の変更と修正はすべて、現在の実用新案の範囲内にあるは
ずです。
ナーライナー底部7がインナーライナー2の底部に溶接され、インナーライナー2の底部
が閉じられる。次に、内側支持リング4の一部がハウジング1に押し込まれ、内側支持リ
ング4が摩擦によりハウジング1の端部に固定され、次に真空底部6の真っ直ぐな端部が
それに沿って押し込まれる。内側支持リング4の外径は、ハウジング1の縁と衝突するま
で、次にハウジング1と真空底部6とが溶接される。チタンは高温環境で拡散しやすいの
で、内側支持体はリング4とチタン製シェル1が全体的に密着し、最終的に真空底6とシェ
ル1の端が完全に溶接され、真空カップの強度がさらに向上し、内側支持リング4は、溶
接後の真空底部6とハウジング1との間の接合部の陥没または変形を回避するために常に
丸い役割を果たす。内側支持リング4の支持の下で、10〜30mmの大きな弧を有する
真空底部6は、依然として比較的高い真円度を確保することができ、これは、真空カップ
の処理中の真円度の問題を克服する。従来技術における弧状の底。最後に、底部シート5
の縁部に第1のステップ63を取り付け、底部シート5および第1のステップ63をスポ
ット溶接によって完全に溶接して、密封空洞62を形成する。シール67および弧状溝6
9シールに使用することができる真空穴68の機能により、底部シート5が第1のステッ
プ63に溶接され、これは二重のシール効果を達成することができる。
要するに、上記の説明は、本実用新案の好ましい実施形態であり、本実用新案の特許出願
の範囲である。加えられた同等の変更と修正はすべて、現在の実用新案の範囲内にあるは
ずです。
Claims (9)
- 外殻(1)、内容器(2)、真空底(6)、内容器底(7)、外容器(1)、および内側容器
(2)間に真空チャンバー(3)が設けられ、外側シェル(1)の口が内側容器(2)の
口に溶接され、内側容器底部(7)が底部に溶接されている。内容器(2)の真空底部(
6)はハウジング(1)の底部に溶接されており、真空底部(6)の下端は円弧状であり
、以下を含むことを特徴とする。内側支持リング(4)および底部シート(5)、内側支
持リング(4)は、ハウジング(1)の内側に位置し、ハウジング(1)と真空底部(6
)との接合部に配置され、真空底部(6)にはステップ溝(61)が設けられており、底
部シート(5)の端部とステップ溝(61)の端部が溶接されて密閉空洞(62)を形成
している。 - ステップ溝(61)は、第1のステップ(63)および第2のステップ(64)、ならび
に第1のステップ(63)および第2のステップ(63)を備えている、請求項1に記載
の弧状の底部を有する真空カップ。ステップ(64)は、ステップ溝(61)上に設けら
れている。補強リブ(65)は、ステップ(63)と第2のステップ(64)との間に配
置され、第1のステップ(63)は、第2のステップ(64)よりも低い。 - 前記ゲッター(66)をさらに含み、前記ゲッター(66)が前記第2のステップ(64
)の内側に固定されることを特徴とする、請求項2に記載の湾曲した底部を有する真空カ
ップ。 - 前記シール要素(67)をさらに含み、前記第2のステップ(64)は、前記弧状の真空
穴(68)を備えていることを特徴とする、請求項2に記載の弧状の底部を有する真空カ
ップ。溝(69)、真空穴(68)は弧状溝(69)の上部に位置し、弧状溝(69)は
シール(67)および真空穴(68)と一致している。閉じています。 - 真空底部(6)の下端の曲率半径が10〜30mmである、請求項1に記載の弧状の底部
を有する真空カップ。 - 真空底部(6)の上端が真っ直ぐな側であり、真っ直ぐな側の高さが1.5〜15mmで
ある、請求項1に記載の弧状の底部を有する真空カップ。 - 前記内側支持リング(4)の厚さが1から3mmである、請求項1に記載の弧状の底部を
有する真空カップ。 - 前記内側支持リング(4)と真空底部(6)の縁との間および外側シェル(1)との間で
溶接されることを特徴とする、請求項1に記載の弧状の底部を有する真空カップを溶接。 - 前記内側容器(2)、前記外側シェル(1)、前記内側容器底部(7)、および真空底部
(6)を特徴とする、請求項1に記載の弧状の底部を有する真空カップ。 、インナーサ
ポートリング(4)、ボトムシート(5)はすべてチタン製です。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022118233.5U CN212307487U (zh) | 2020-09-24 | 2020-09-24 | 一种弧形底的真空杯 |
| CN202022118233.5 | 2020-09-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3233295U true JP3233295U (ja) | 2021-08-05 |
Family
ID=74016616
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021000963U Active JP3233295U (ja) | 2020-09-24 | 2021-03-20 | 底が弧状の真空カップ |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP3233295U (ja) |
| CN (1) | CN212307487U (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114158959A (zh) * | 2021-12-22 | 2022-03-11 | 浙江飞剑工贸有限公司 | 一种保温壶及其制造方法 |
-
2020
- 2020-09-24 CN CN202022118233.5U patent/CN212307487U/zh active Active
-
2021
- 2021-03-20 JP JP2021000963U patent/JP3233295U/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN212307487U (zh) | 2021-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021147324A1 (zh) | 一种具有钛制复合内胆的保温杯及其制造工艺 | |
| JP3233295U (ja) | 底が弧状の真空カップ | |
| CN103405104B (zh) | 一种钛金属的保温杯及其制造方法 | |
| JP6150850B2 (ja) | 絶縁ハウジング及び該絶縁ハウジングを製造する方法 | |
| CN209047837U (zh) | 容器身及保温容器 | |
| JP2000316729A (ja) | ステンレスボトル | |
| CN202457980U (zh) | 一种真空保温器皿的制造设备 | |
| CN116649760A (zh) | 一种真空容器及其焊接工艺 | |
| CN209610904U (zh) | 葫芦型真空保温容器 | |
| JP2013255661A (ja) | 真空二重容器及びその製造方法 | |
| CN111202409B (zh) | 一种钛制保温杯及其焊接工艺 | |
| CN109044127A (zh) | 葫芦型真空保温容器及加工方法 | |
| JP2920095B2 (ja) | 合成樹脂製断熱二重壁容器およびその外容器の成形方法 | |
| JPS607822A (ja) | 両口真空二重断熱容器とその製造方法 | |
| CN217013471U (zh) | 一种降低废品率的喇叭口真空保温壶 | |
| JP3216372U (ja) | 容器 | |
| JP7438647B2 (ja) | 携帯用魔法瓶の製造方法 | |
| JPS6245609Y2 (ja) | ||
| JP3090133B2 (ja) | 金属製真空保温容器 | |
| CN221730247U (zh) | 一种密封结构及其玻璃杯 | |
| CN221430806U (zh) | 一种保温杯外壳与内胆装配结构 | |
| CN221730242U (zh) | 一种玻璃杯结构 | |
| CN221265836U (zh) | 一种钛内胆保温杯杯体 | |
| CN214595367U (zh) | 一种钛内胆三层复合保温杯 | |
| CN212661676U (zh) | 一种保温电热容器的抽真空结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210415 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210527 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3233295 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |