JP2024164609A - レーザ加工装置の調整方法 - Google Patents
レーザ加工装置の調整方法 Download PDFInfo
- Publication number
- JP2024164609A JP2024164609A JP2023080218A JP2023080218A JP2024164609A JP 2024164609 A JP2024164609 A JP 2024164609A JP 2023080218 A JP2023080218 A JP 2023080218A JP 2023080218 A JP2023080218 A JP 2023080218A JP 2024164609 A JP2024164609 A JP 2024164609A
- Authority
- JP
- Japan
- Prior art keywords
- laser beam
- laser processing
- laser
- wavefront
- adjusting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Landscapes
- Laser Beam Processing (AREA)
Abstract

【課題】レーザ加工装置の調整作業をよりいっそう短期化あるいは簡便化しつつ、高品質なレーザ加工を可能とすること。
【解決手段】本発明は、レーザ加工装置(1)の調整方法に関するものである。かかるレーザ加工装置は、被加工物(W)にレーザビーム(B)を照射することで、前記被加工物に対してレーザ加工を行うように構成されている。前記レーザ加工装置の調整方法は、少なくとも、以下の(a)および(b)の手順を含む:(a)前記レーザ加工装置に備えられていて調整対象となる光学要素(403)を通過した前記レーザビームの波面を計測する。(b)前記波面の計測結果に基づいて、前記光学要素を調整する。
【選択図】図1
【解決手段】本発明は、レーザ加工装置(1)の調整方法に関するものである。かかるレーザ加工装置は、被加工物(W)にレーザビーム(B)を照射することで、前記被加工物に対してレーザ加工を行うように構成されている。前記レーザ加工装置の調整方法は、少なくとも、以下の(a)および(b)の手順を含む:(a)前記レーザ加工装置に備えられていて調整対象となる光学要素(403)を通過した前記レーザビームの波面を計測する。(b)前記波面の計測結果に基づいて、前記光学要素を調整する。
【選択図】図1
Description
本発明は、被加工物にレーザビームを照射することで被加工物に対してレーザ加工を行うように構成されたレーザ加工装置の調整方法に関するものである。
高エネルギのレーザビームを用いたレーザ加工は、半導体のインゴットからウェハを生成するレーザスライスや、ウェハを分割してチップ単位に個片化するレーザダイシング等、様々な用途で用いられる。この種のレーザ加工においては、レーザビームをファイバにより伝送しようとするとレーザビームによりファイバ自体が熱加工されてしまう等の問題が生じ得るため、ミラーやレンズ等の光学要素を用いてレーザビームを空間伝送する構成のレーザ加工装置が採用されている。しかしながら、このような空間伝送のレーザ加工装置においては、従来、被加工物に対するレーザビームの照射状態が所望の状態となるように装置を調整するために、多大な労力および時間を要するという問題があった。この点、特許文献1は、レーザ光軸の調整を容易に行うことができるようにするための技術を開示する。
この種のレーザ加工装置において、調整作業をよりいっそう短期化あるいは簡便化しつつ、高品質なレーザ加工を可能とすることが求められている。本発明は、上記に例示した事情等に鑑みてなされたものである。
請求項1に記載の、レーザ加工装置(1)の調整方法は、被加工物(W)にレーザビーム(B)を照射することで前記被加工物に対してレーザ加工を行うように構成された前記レーザ加工装置の調整方法であって、以下の手順を含む:
前記レーザ加工装置に備えられていて調整対象となる光学要素(403)を通過した前記レーザビームの波面を計測し、
前記波面の計測結果に基づいて、前記光学要素を調整する。
前記レーザ加工装置に備えられていて調整対象となる光学要素(403)を通過した前記レーザビームの波面を計測し、
前記波面の計測結果に基づいて、前記光学要素を調整する。
なお、出願書類中の各欄において、各要素に括弧付きの参照符号が付されている場合がある。但し、かかる参照符号は、同要素と後述する実施形態に記載の具体的構成との対応関係の単なる一例を示すものにすぎない。よって、本発明は、かかる参照符号の記載によって、何ら限定されるものではない。
(実施形態)
以下、本発明の実施形態を、図面に基づいて説明する。なお、一つの実施形態に対して適用可能な各種の変形例については、当該実施形態に関する一連の説明の途中に挿入されると、当該実施形態の理解が妨げられるおそれがある。このため、変形例については、当該実施形態に関する一連の説明の途中には挿入せず、その後にまとめて説明する。また、各図面の記載、および、これに対応して以下に説明する装置構成やその機能あるいは動作に関する記載は、本発明の内容を簡潔に説明するために模式化あるいは簡略化されたものであって、これによって本発明の内容は何ら限定されるものではない。このため、各図面の記載と、実際に製造販売される具体的な装置構成とは、必ずしも一致するとは限らないということは、云うまでもない。すなわち、出願人が本願の出願経過により明示的に限定しない限りにおいて、本発明は、各図面の記載、および、これに対応して以下に説明する装置構成やその機能あるいは動作に関する記載によって限定的に解釈されてはならないことは、云うまでもない。
以下、本発明の実施形態を、図面に基づいて説明する。なお、一つの実施形態に対して適用可能な各種の変形例については、当該実施形態に関する一連の説明の途中に挿入されると、当該実施形態の理解が妨げられるおそれがある。このため、変形例については、当該実施形態に関する一連の説明の途中には挿入せず、その後にまとめて説明する。また、各図面の記載、および、これに対応して以下に説明する装置構成やその機能あるいは動作に関する記載は、本発明の内容を簡潔に説明するために模式化あるいは簡略化されたものであって、これによって本発明の内容は何ら限定されるものではない。このため、各図面の記載と、実際に製造販売される具体的な装置構成とは、必ずしも一致するとは限らないということは、云うまでもない。すなわち、出願人が本願の出願経過により明示的に限定しない限りにおいて、本発明は、各図面の記載、および、これに対応して以下に説明する装置構成やその機能あるいは動作に関する記載によって限定的に解釈されてはならないことは、云うまでもない。
(レーザ加工装置:第一実施形態)
図1は、本発明の適用対象であるレーザ加工装置1の一構成例を示す。なお、図1は、レーザ加工装置1におけるレーザビームBの光路BLに沿った構成の概要を示すための概念図である。このため、図1において、各構成要素同士の図中の位置関係については、光路BLにおけるレーザビームBの光路BLに沿った進行順序に関する位置関係以外の特段の技術的な意味はないものとする。すなわち、図1における図中上下方向は、重力作用方向または水平方向と平行であるとは限らない。よって、例えば、図1にて二つの構成要素が図中上下に配列して示されていることは、両者が重力作用方向または水平方向に沿って配置されていることを必ずしも意味しない。
図1は、本発明の適用対象であるレーザ加工装置1の一構成例を示す。なお、図1は、レーザ加工装置1におけるレーザビームBの光路BLに沿った構成の概要を示すための概念図である。このため、図1において、各構成要素同士の図中の位置関係については、光路BLにおけるレーザビームBの光路BLに沿った進行順序に関する位置関係以外の特段の技術的な意味はないものとする。すなわち、図1における図中上下方向は、重力作用方向または水平方向と平行であるとは限らない。よって、例えば、図1にて二つの構成要素が図中上下に配列して示されていることは、両者が重力作用方向または水平方向に沿って配置されていることを必ずしも意味しない。
レーザ加工装置1は、被加工物WにレーザビームBを照射することで、被加工物Wに対してレーザ加工を行うように構成されている。具体的には、図1に示されているように、本実施形態に係るレーザ加工装置1は、加工ステージ2と、レーザ発振器3と、光学系4と、制御部5とを備えている。加工ステージ2は、レーザ加工中に被加工物Wを保持するように構成されている。レーザ光源とも称され得るレーザ発振器3は、レーザビームBを出力すなわち発射するように構成されている。光学系4は、レンズやミラー等の光学要素を少なくとも備えていて、レーザ発振器3から出力されたレーザビームBを被加工物Wに導くように構成されている。なお、「光学要素」は「光学素子」とも称され得る。
制御部5は、加工ステージ2に支持された被加工物WとレーザビームBとの相対移動や、レーザ発振器3におけるレーザビームBの出力を含む、レーザ加工装置1の動作の全体を制御するように設けられている。具体的には、制御部5は、少なくともプロセッサとメモリとを備えた、いわゆるマイクロコンピュータとしての構成を有していて、メモリからプログラムを読み出して実行することで各種動作を実行可能に構成されている。「メモリ」は、ROM、磁気ディスク、光学ディスク、フラッシュメモリ、等の、非遷移的実体的記憶媒体である。プロセッサおよびメモリは、それぞれ、少なくとも1つ設けられている。
光学系4は、第一反射ミラー401と、第二反射ミラー402と、ビームエキスパンダ403と、ガルバノヘッド404と、集光レンズ405と、ビームサンプラ406と、加工点計測部407と、位置調整ステージ408とを備えている。以下、光学系4に設けられた各構成要素について、順に説明する。
第一反射ミラー401は、レーザ発振器3からのレーザビームBの出射先に配置されている。第一反射ミラー401は、レーザビームBの進路方向を反射により変更して第二反射ミラー402に向けるように設けられている。第二反射ミラー402は、第一反射ミラー401による反射光をビームエキスパンダ403に向けて反射するように設けられている。ビームエキスパンダ403は、レーザビームBの径を拡大する光学要素であって、レーザ発振器3から被加工物Wに向かうレーザビームBの光路BLにおける第二反射ミラー402とガルバノヘッド404との間に設けられている。
図2は、ビームエキスパンダ403およびその周囲を拡大して示す。図2に示されているように、ビームエキスパンダ403は、広角調整ηおよび倍率調整ξを調整可能に構成されている。図2において、ビームエキスパンダ403に入射する平行光状のレーザビームBの中心線を延長したものを、光路中心線BNとして示す。また、ビームエキスパンダ403を通過して径が拡大されたレーザビームBの中心線を、拡大ビーム中心線BCとして示す。また、αは発散角を示し、βはずれ角を示す。ずれ角は、光路中心線BNと拡大ビーム中心線BCとのなす角である。さらに、説明の簡略化のため、xyz座標系を、y軸が光路中心線BNと平行となるように設定する。以下、図2におけるz軸方向を、便宜上「上下方向」と称することがある。同様に、図2におけるx軸方向を、便宜上「左右方向」と称することがある。
ビームエキスパンダ403は、光学系4を支持する不図示のベース上に、ベース固定マウント431および調整マウント432を介して支持されている。ベース固定マウント431は、上記のベース上にて、所定の位置決めをしつつ固定されている。調整マウント432は、ベース固定マウント431に、ボルト等の締結手段を用いて固定されている。ビームエキスパンダ403は、調整マウント432に装着されている。調整マウント432は、ビームエキスパンダ403すなわち光路中心線BNの位置を、上下方向および左右方向に調整可能に構成されている。図2において、左右方向の調整をDxとして示し、上下方向の調整をDzとして示している。また、調整マウント432は、ビームエキスパンダ403すなわち拡大ビーム中心線BCの煽り角を、上下方向および左右方向に調整可能に構成されている。図2において、上下方向の煽り角の調整をDφとして示し、左右方向の煽り角の調整をDθとして示す。
再び図1を参照すると、ガルバノヘッド404は、ビームエキスパンダ403を通過したレーザビームBを反射して被加工物Wに向けるとともに、被加工物Wに照射するレーザビームBの照射位置を所定範囲内で変更可能に構成されている。集光レンズ405は、被加工物WにレーザビームBを集光するように設けられている。具体的には、集光レンズ405は、fθレンズ等のレンズ要素を少なくとも備えていて、光路BLにおけるガルバノヘッド404と加工点すなわち被加工物Wとの間に配置されている。
ビームサンプラ406は、光路BLにおける集光レンズ405と被加工物Wとの間の位置に設けられている。ビームサンプラ406は、入射したレーザビームBの一部(例えば数%程度あるいはそれ以下)であって被加工物Wに向かわない漏れ光である測定光BMを発生させつつ、残部を被加工物Wに向けて出射するように構成されている。加工点計測部407は、集光レンズ405を通過したレーザビームBすなわち測定光BMのビーム特性を計測するように設けられている。本実施形態においては、加工点計測部407は、測定光BMすなわちレーザビームBの二次元的な強度分布やビーム形状を計測可能なビームプロファイラとしての構成を有している。なお、ビーム形状や二次元的な強度分布を、以下「ビームプロファイル」と称する。加工点計測部407は、一軸ステージである位置調整ステージ408に固定されている。位置調整ステージ408は、レーザビームBの焦点位置の変動に対応して加工点計測部407の位置を調整可能に設けられている。
(調整方法:具体例1)
図3は、図1に示されたレーザ加工装置1の調整方法の一具体例を示す。図示されたフローチャートにおいて、「S」は「ステップ」を略記したものである。以下、上記の通りの構成を有するレーザ加工装置1の調整方法、具体的には、光軸調整およびビームエキスパンダ403の調整の方法について、各図面を参照しつつ説明する。
図3は、図1に示されたレーザ加工装置1の調整方法の一具体例を示す。図示されたフローチャートにおいて、「S」は「ステップ」を略記したものである。以下、上記の通りの構成を有するレーザ加工装置1の調整方法、具体的には、光軸調整およびビームエキスパンダ403の調整の方法について、各図面を参照しつつ説明する。
まず、ステップ101にて、光学系4におけるレーザビームBの光軸を設定する。すなわち、第一反射ミラー401、第二反射ミラー402、ガルバノヘッド404を、上記のベースにおける所定位置に固定する。そして、レーザビームBの光軸を調整する。具体的には、第一反射ミラー401および第二反射ミラー402の位置や向きを調整する。第一反射ミラー401および第二反射ミラー402が電動調整可能なステージ(例えばピエゾステージ)を用いて支持されている場合、かかる光軸調整は、制御部5の制御下で自動的に行うことが可能である。
より詳細には、図1に示された第一位置Σ1および第二位置Σ2にて、ビームプロファイラを用いた光軸中心合わせを行う。第一位置Σ1は、光路BLにおける、ビームエキスパンダ403を設置した場合にビームエキスパンダ403を通過する前の位置であって、より詳細には、第二反射ミラー402の直後の位置、すなわち、第二反射ミラー402とビームエキスパンダ403の設置予定位置との間の位置である。第二位置Σ2は、ビームエキスパンダ403を設置した場合にビームエキスパンダ403を通過した後の位置であって、より詳細には、ガルバノヘッド404の直前の位置、すなわち、ビームエキスパンダ403の設置予定位置とガルバノヘッド404との間の位置である。第一位置Σ1および第二位置Σ2は、同一データムである。かかるビームプロファイラは、本願の出願人の先願に係る特許文献1に開示された方法と同様の方法で、所定位置に段取りされる。「段取り」とは、レーザビームBにおけるビームプロファイルを良好に計測できるように、高精度に位置決めされることをいうものとする。
次に、ステップ102にて、本発明における調整対象の光学要素であるビームエキスパンダ403を、上記のベースにおける所定位置に据え付ける。続いて、ステップ103にて、ビームエキスパンダ403の調整を行う。具体的には、ビームエキスパンダ403において、広角調整η、倍率調整ξ、および、姿勢調整を行う。姿勢調整は、上下・左右方向の位置調整、および、上下・左右方向の煽り角調整を含む。なお、本具体例においては、広角調整ηおよび倍率調整ξについては、レーザビームBにおける所望の特性に応じて一旦調整された後は、以降の処理において再調整されないものとする。また、調整マウント432が電動調整可能な構成を有している場合、少なくとも、上下・左右方向の位置調整、および、上下・左右方向の煽り角調整は、制御部5の制御下で自動的に行うことが可能である。
ところで、レーザビームBを空間伝送するレーザ加工装置1において、従来、被加工物Wに対するレーザビームBの照射状態が所望の状態となるように装置を調整するために、多大な労力および時間を要するという問題があった。具体的には、光路BLに設けられる光学要素の調整の自由度は大きく、光軸の僅かなずれが加工精度に大きく影響する。このため、かかる光学要素の調整には高い精度が要求される。一方、調整のためのレーザビームBの状態の定量化は困難であり、ビームプロファイラ等の計測器の分解能は現状充分には高くはない。よって、従来の調整方法においては、作業者の勘や経験への依存度が大きかった。この点、発明者は、本願の出願人の先願に係る特許文献1に開示されたレーザ光軸調整方法を既に提案した。これによれば、レーザ光軸の調整を容易に行うことが可能となる。すなわち、上記のステップ101~ステップ103の処理は、特許文献1に記載された方法を用いて、迅速且つ高精度で行うことが可能である。
そして、さらに、発明者は、レーザ加工装置1における加工精度等の加工品質が、光軸調整状態のみならず、波面状態にも影響を受けるという事実を見出した。具体的には、例えば、光軸が乱れることで、光路BL内の各光学要素に対してレーザビームBが適切に入射しなかった場合、波面が大きく崩れる。但し、光軸調整を行っても、各光学要素にて収差が発生し得る。よって、例えば、複数の光軸調整パラメータの或る一つを微小量ずらしても、レーザビームBの真円度にほとんど差が確認できない一方で加工品質には大きな差が生じる場合がある。被加工物Wあるいはそのダミーに対する試験的なレーザ加工を繰り返し行いつつ調整する作業は、非常に長期間を要し、作業者の勘や経験への依存度が大きい。しかしながら、このような場合であっても、波面計測結果には有意な差が生じ得る。
そこで、本具体例においては、ステップ104およびステップ105の処理を実行する。すなわち、まず、ステップ104にて、ビームエキスパンダ403を通過したレーザビームBの波面を計測する。かかる波面の計測は、図1に示された第三位置Σ3にて行う。第三位置Σ3は、ステップ101によって光軸を調整した後の光路BLにおける、ビームエキスパンダ403を通過した後の位置であって、本具体例においては、ビームエキスパンダ403の直後の位置、すなわち、ビームエキスパンダ403と第二位置Σ2との間の位置である。第三位置Σ3は、第一位置Σ1および第二位置Σ2と同一データムである。波面計測は、所定位置に段取りされた波面計を用いて行う。波面計としては、例えば、いわゆるシャックハルトマン型波面センサを用いることが可能である。
続いて、ステップ105にて、ステップ104による波面計測結果に基づく判定を行う。すなわち、波面計を用いて計測した波面マップをゼルニケ解析することで、如何なる態様の波面収差がどの程度生じているかを判定する。図4は、ゼルニケモードの各項番に対応する波面収差を、ツリー状に示している。図4における[j]のように示されている数字jは、ゼルニケモードの項番すなわちOSA/ANSIインデックスを示す。[0]は定数項、[1]はy方向のティルト、[2]はx方向のティルト、[3]は±45°方向の非点収差、[4]は光軸方向のデフォーカス、[5]は0°および90°方向の非点収差、[6]はトレフォイル収差、[7]はy方向のコマ収差、[8]はx方向のコマ収差、[9]は斜めトレフォイル収差、[10]は斜めクアドラフォイル収差、[11]は斜め二次非点収差、[12]は三次球面収差、[13]は二次非点収差、[14]はクアドラフォイル収差である。
ここで、項番1および2のティルト成分については、波面計の据え付け状態の影響を大きく受ける。このため、かかるティルト成分については、ビームエキスパンダ403の調整には用いない。図5および図6は、項番3以降のゼルニケモードについてのゼルニケ係数の大きさを棒グラフで示している。図5は、調整前の、波面収差が大きい場合の一例を示す。図6は、調整により波面収差が小さくなった場合の一例を示す。図5および図6において、縦軸は波面収差を示すゼルニケ係数を示し、横軸はゼルニケモードの項番を示す。波面収差の大きさの程度は、RMS値を用いて評価することが可能である。RMSはRoot Mean Squareの略であって、ゼルニケ係数の二乗和の平方根を取ったものである。
本具体例においては、項番4のデフォーカス成分については、これが判定閾値よりも小さいか否かという判定に用いる。一方、それ以外の項番、すなわち、項番3および5の乱視成分や項番6以降の高次収差については、これらを用いてRMS値を算出し、下記の(1)式によりストレール比を算出する。(1)式は、ストレール比の近似式であって、式中、Sはストレール比、λは波長、WはRMS値を示す。

したがって、ステップ105においては、波面解析結果として、項番4のデフォーカス成分の大きさが判定閾値よりも小さいか否か、および、ストレール比が判定閾値(例えば0.8)以上であるか、という判定を行う。波面解析結果がNGである場合、すなわち、デフォーカス成分の大きさが判定閾値以上であるか、または、ストレール比が判定閾値未満である場合、ステップ105における判定結果が「NO」となり、処理がステップ103に戻る。この場合、上下・左右の調整量Dx,Dzや、煽り角の調整量Dθ,Dφや、広角調整ηを微小量調整した後、再度、ステップ104およびステップ105の処理が実行される。なお、ステップ105の判定処理に先立ち、実験計画法における直交表等を用いた要因解析をあらかじめ実施しておき、各調整項目を変化させた場合の傾向を把握しておいてもよい。そして、波面解析結果がOKとなった場合(すなわちステップ105=YES)、調整作業が終了する。
なお、従来のビームエキスパンダ403の調整においては、発散角の調整は行わない一方、ずれ角を最小化するようにしていた。これは、以下の理由による。すなわち、発散角の影響は、ビームプロファイラでは計測できない程度の微小な変化である。よって、ビームエキスパンダ403の発散角調整ダイヤルを0で固定して、光学系4の調整を行っていた。一方、ずれ角については、レーザビームBがまっすぐ伝播することが最も品質が高い状態であると判断していた。しかしながら、波面収差を最小化した結果として、所定のずれ角が生じることがあり得る。よって、本具体例においては、ずれ角の調整は行わない。
以上詳述したように、本具体例は、ビームエキスパンダ403の調整を、かかるビームエキスパンダ403を通過したレーザビームBの波面の計測結果に基づいて行う。このため、ビームプロファイラやパワーメータを用いた調整だけでは達成され得なかった高精度な光学的調整を簡便に行うことが可能となる。また、かかる調整は、被加工物Wあるいはそのダミーに対する試験的なレーザ加工を繰り返し行わなくても実施することができる。したがって、本具体例によれば、調整作業をよりいっそう短期化あるいは簡便化しつつ、高品質(例えば高精度)な加工を行うことが可能となる。さらに、加工点計測部407は、実際の被加工物Wに対するレーザ加工の最中にレーザ加工装置1から取り外す必要がない。よって、レーザ加工の最中にリアルタイムで状態をモニタしつつ、必要に応じて補正等の処理を行うことが可能である。
(調整方法:具体例2)
以下、本実施形態に係るレーザ加工装置1の調整方法の他の一具体例について説明する。本具体例は、ビームエキスパンダ403を通過したレーザビームBにおける波面の計測結果に加え、かかるレーザビームBにおけるビームプロファイルの計測結果に基づいて、ビームエキスパンダ403を調整するものである。
以下、本実施形態に係るレーザ加工装置1の調整方法の他の一具体例について説明する。本具体例は、ビームエキスパンダ403を通過したレーザビームBにおける波面の計測結果に加え、かかるレーザビームBにおけるビームプロファイルの計測結果に基づいて、ビームエキスパンダ403を調整するものである。
具体的には、本具体例は、左右調整量Dx,上下調整量Dz、煽り角調整量Dθ,Dφ、および、広角調整ηの、合計5つの調整パラメータについて、実験計画法における直交表等を用いて水準を振って、以下の4つの測定項目を評価する。
・測定項目1:第三位置Σ3(すなわちビームエキスパンダ403の前)にて波面計により計測した波面収差(すなわちゼルニケ係数)
・測定項目2:第三位置Σ3にてビームプロファイラにより計測した強度分布
・測定項目3:第二位置Σ2(すなわちガルバノヘッド404の前)にてビームプロファイラにより計測した強度分布
・測定項目4:加工点計測部407により計測した強度分布
・測定項目1:第三位置Σ3(すなわちビームエキスパンダ403の前)にて波面計により計測した波面収差(すなわちゼルニケ係数)
・測定項目2:第三位置Σ3にてビームプロファイラにより計測した強度分布
・測定項目3:第二位置Σ2(すなわちガルバノヘッド404の前)にてビームプロファイラにより計測した強度分布
・測定項目4:加工点計測部407により計測した強度分布
例えば、測定項目4すなわち加工点における強度分布が最良となるようにパラメータ調整を行うことで、良好な加工特性が得られる。一方、これに加えて、測定項目1の波面収差をも最小化するようにパラメータ調整を行うことで、加工精度がよりいっそう向上する。このため、測定項目1と測定項目4とを評価項目としてパラメータ調整を行うことが好適である。あるいは、測定項目4が最良となる状態を測定項目1~3のデータのみから探索するようにすることが好適である。
図7は、本具体例の具現化の一例としてのフローチャートを示す。ここで、図7におけるステップ101~ステップ104の処理は、図3の場合と同様である。よって、以下の、図7に示されたフローチャートにおける各処理の説明においては、ステップ101~ステップ104については説明を省略し、ステップ105以降について説明する。
ステップ105にて、ステップ104による波面計測結果に基づく判定を行う。判定内容については図3の場合と同様である。ステップ105における判定は、上記の測定項目1についての評価に相当する。波面解析結果がNGである場合(すなわちステップ105=NO)、図3の場合と同様に、処理がステップ103に戻る。この場合、上下・左右の調整量Dx,Dzや、煽り角の調整量Dθ,Dφや、広角調整ηを微小量調整した後、再度、ステップ104およびステップ105の処理が実行される。一方、波面解析結果がOKとなった場合(すなわちステップ105=YES)、処理がステップ106およびステップ107に進行する。
ステップ106にて、ビームエキスパンダ403を通過したレーザビームBにおけるビームプロファイルを計測する。すなわち、上記の測定項目2~4のうちの少なくともいずれか1つについての測定結果を取得する。ステップ107にて、ビームプロファイル、すなわち、長短径比や強度分布形状を判定する。なお、ステップ107の処理に際し、必要に応じて、位置調整ステージ408による焦点位置調整が適宜行われ得る。ビームプロファイルすなわち長短径比や強度分布形状が所望の状態ではない場合(すなわちステップ107=NO)、処理がステップ103に戻る。一方、ビームプロファイルが所望の状態である場合(すなわちステップ107=YES)、調整制御動作が終了する。
図8および図9は、図2に示された倍率調整ξを固定として他の調整パラメータを振った場合のプロットを示す。図8および図9における縦軸は、上記の(1)式を用いて算出したストレール比を示す。ストレール比0.8に対応する水平な二点鎖線は判定閾値を示す。すなわち、ストレール比が0.8以上であることをOK条件とする。図8における横軸は、長短径比を示す。長短径比5%に対応する縦の二点鎖線は判定閾値を示す。すなわち、長短径比が5%以下であることをOK条件とする。
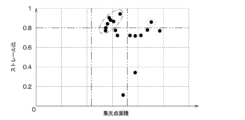
図9における横軸は、集光点面積を示す。本具体例においては、集光点面積は、強度がピーク値に対する1/e2となった位置でのビーム幅に対応するガウシアンビーム径を用いて算出したものである。よって、横軸は「1/e2面積」とも称される。図9における二つの縦の二点鎖線は、それぞれ、集光点面積の下側閾値および上側閾値を示す。すなわち、集光点面積が下側閾値と上側閾値との間となることをOK条件とする。下側閾値および上側閾値は、事前の強度分布と加工痕との紐付けの結果により設定することが可能である。
図8において一点鎖線の楕円で囲んだ点群と、図9において一点鎖線の楕円で囲んだ点群とは、同じ点群である。同様に、図8において破線の楕円で囲んだプロットと、図9において破線の楕円で囲んだプロットとは、同じプロットである。図8および図9に示されているように、本具体例においては、ストレール比が0.8以上であり、長短径比が5%以下であり、集光点面積が下側閾値と上側閾値との間となるように、調整パラメータを設定する。
このように、本具体例は、集光レンズ405を通過したレーザビームBの計測結果に基づいて、レーザビームBのビーム形状および強度分布を調整する。これにより、高品質なレーザ加工が可能となる。
(レーザ加工装置:第二実施形態)
図10は、本発明の適用対象であるレーザ加工装置1の他の一構成例を示す。以下、図10等を参照しつつ、本発明に係る調整方法の第二実施形態について説明する。なお、本実施形態の説明においては、上記第一実施形態との相違点を主として説明する。また、上記第一実施形態と本実施形態とにおいて、互いに同一または均等である部分には、同一の符号が付されている。したがって、以下の本実施形態の説明において、上記第一実施形態と同一の符号を有する構成要素に関しては、技術的矛盾または特段の追加説明なき限り、上記第一実施形態における説明が適宜援用され得る。
図10は、本発明の適用対象であるレーザ加工装置1の他の一構成例を示す。以下、図10等を参照しつつ、本発明に係る調整方法の第二実施形態について説明する。なお、本実施形態の説明においては、上記第一実施形態との相違点を主として説明する。また、上記第一実施形態と本実施形態とにおいて、互いに同一または均等である部分には、同一の符号が付されている。したがって、以下の本実施形態の説明において、上記第一実施形態と同一の符号を有する構成要素に関しては、技術的矛盾または特段の追加説明なき限り、上記第一実施形態における説明が適宜援用され得る。
図10において、光路BLにおけるレーザ発振器3とビームエキスパンダ403との間の部分は、直線状に描かれていて、何らの光学要素も配置されていないように図示されているが、これは、単なる図示の都合上のものであって、本実施形態あるいは本発明の内容を何ら限定するものではない。よって、例えば、図1の場合と同様に、レーザ発振器3とビームエキスパンダ403との間には、反射ミラー等の光学要素が設けられていてもよい。
本実施形態においては、光学系4は、ビームエキスパンダ403と、集光レンズ405と、ビームサンプラ406と、加工点計測部407と、位置調整ステージ408と、照射部491と、波面計測部492と、空間光変調器493とを備えている。レーザ発振器3から被加工物Wに向かうレーザビームBの光路BLにおいて、ビームエキスパンダ403と、空間光変調器493と、照射部491と、集光レンズ405と、ビームサンプラ406とは、この順に配置されている。
照射部491は、レーザ発振器3から出力されビームエキスパンダ403および空間光変調器493を通過したレーザビームBを、被加工物Wに向けるように設けられている。すなわち、本発明における「他の光学要素」としての照射部491は、光路BLにおける、ビームエキスパンダ403よりも被加工物W側に配置されている。具体的には、照射部491は、ビームエキスパンダ403および空間光変調器493を通過したレーザビームBの進路方向を反射により変更して被加工物Wに向ける反射ミラーとしての機能を有している。また、照射部491は、入射したレーザビームBの一部(例えば数%程度あるいはそれ以下)であって被加工物Wに向かわない漏れ光である波面測定光BPを発生するように構成されている。すなわち、本実施形態においては、照射部491は、ビームサンプラ406と同様の機能を有している。
波面計測部492は、照射部491にて発生した透過光である波面測定光BPの波面を計測するように設けられている。具体的には、波面計測部492は、いわゆるシャックハルトマン型波面センサとしての構成を有している。空間光変調器493は、入射したレーザビームBの波面を、制御部5の制御下で変調するように構成されている。すなわち、制御部5は、波面計測部492による波面の計測結果に基づいて、空間光変調器493の動作を制御するように設けられている。なお、波面計測部492と被加工物Wとが共役関係となるように、空間光変調器493と照射部491との間や、照射部491と波面計測部492との間には、不図示のテレスコープ光学系が設けられていてもよい。
ここで、図10は、レーザビームBが空間光変調器493と通り抜けるように図示しているが、これは、単なる図示の都合上のものであって、空間光変調器493が透過型であることを意図したものではない。すなわち、空間光変調器493として、いわゆる反射型の構成を有するものを用いることが可能である。この場合、空間光変調器493とともに、不図示の反射ミラーやプリズム等が設けられ得る。かかる反射型の空間光変調器493は、二次元配列された複数の画素を有し、かかる複数の画素にホログラムパターンを表示することにより画素毎に独立してレーザビームBの位相を変調可能に構成されている。具体的には、空間光変調器493として、光変調層として液晶層を有する、いわゆるLCOS-SLMを用いることが可能である。LCOS-SLMはLiquid Crystal on Silicon-Spatial Light Modulatorの略である。ホログラムパターンはCGHパターンあるいは位相変調パターンとも称され得る。CGHはComputer-Generated Hologramの略である。
図11は、本具体例の具現化の一例としてのフローチャートを示す。ここで、図11におけるステップ101~ステップ106の処理は、図7の場合と同様である。よって、以下の、図11に示されたフローチャートにおける各処理の説明においては、ステップ101~ステップ106については説明を省略し、ステップ107以降について説明する。また、説明の便宜上、以下の具体例の説明においては、空間光変調器493が反射型であるものとする。
ビームプロファイルが所望の状態ではない場合(すなわちステップ107=NO)、処理がステップ103に戻る。一方、ビームプロファイルが所望の状態である場合(すなわちステップ107=YES)、ステップ108およびステップ109の処理を実行する。
ステップ108にて、波面計測部492により、波面測定光BPすなわちレーザビームBの波面を計測する。このとき、空間光変調器493における光変調層には、キャリブレーションパターンを表示させる。キャリブレーションパターンは、空間光変調器493が単なる反射機能を奏するようにするためのホログラムパターンであって、空間光変調器493の機差を補償するためのものであり、あらかじめ取得されたものがメモリに格納されている。すなわち、ステップ108における波面計測の際には、レーザビームBに対するビーム整形のための波面制御成分は含まれないようにする。これにより、ステップ108にて、レーザビームBの伝送過程において蓄積した不可避的な波面収差の項を計測することが可能となる。
ステップ109にて、制御部5は、ステップ108にて計測した波面データに基づいて、空間光変調器493を制御する。具体的には、制御部5は、波面収差を打ち消すための補正ホログラムパターンを生成する。補正ホログラムパターンの生成方法については、本願の出願時点で既に公知あるいは周知となっているため、その詳細な説明は本明細書においては省略する。そして、制御部5は、かかる補正ホログラムパターンとビーム整形のためのホログラムパターンとを合成した合成ホログラムパターンを生成して、空間光変調器493における光変調層に表示する。なお、ステップ108およびステップ109は、収差補正が充分となるまで(例えばストレール比が所定の目標値に達するまで)繰り返し実行されてもよい。すなわち、制御部5は、ゼルニケ係数の棒グラフが図6に示されているような「フラット」な状態に可能な限り近づくように、空間光変調器493における補正ホログラムパターンの表示を制御する。
本具体例は、波面計測によって光学系4に設けられた光学要素すなわちビームエキスパンダ403の調整を行った後に、残留した不可避的な波面収差成分を空間光変調器493により打ち消す。したがって、本具体例によれば、加工点に達するレーザビームBにおける波面が良好に調整され、以て、極めて良好な加工品質が得られる。
本実施形態は、照射部491に入射したレーザビームBのうちの漏れ光を波面測定光BPとして、その波面を波面計測部492で計測している。このため、波面計測は、被加工物Wに向かうレーザビームBの光路BLの外で行われる。よって、波面計測部492は、実際の被加工物Wに対するレーザ加工の最中であっても、レーザ加工装置1から取り外す必要がない。また、波面計測は、実際の被加工物Wに対するレーザ加工の最中に、リアルタイムで行うことが可能である。したがって、本実施形態によれば、レーザ加工装置1の稼働を止めたり落としたりすることなく、波面状態を良好にフィードバック制御することが可能となる。
空間光変調器493における補正ホログラムパターンと、波面計測部492にて取得した波面情報との間には、相関がある。このため、両者の差分に基づいて、レーザ加工装置1における経年劣化をモニタすることが可能である。すなわち、制御部5は、空間光変調器493の動作制御状態と波面計測部492による波面計測結果とに基づいて、経年劣化をモニタすることが可能である。そして、かかるモニタ結果に基づいて、経年劣化による波面のズレの補正を行うことが可能となる。但し、ホログラムパターンと波面情報との間で、分解能が異なり得る。よって、両者の分解能の違いを考慮して、一方または双方に平均化やフィルタリング等の処理を行うことがあり得る。また、両者の差分が大きくなりすぎて、ホログラムパターンによる補正によっては良好な波面状態が実現困難となった場合は、メンテナンス通知等の異常報知を実行することが可能である。
(空間光変調器によるビーム整形例)
周知の通り、空間光変調器493は、レーザビームBの位相や強度の特性を、二次元的に変調することが可能である。よって、ビームエキスパンダ403によって径を拡大したレーザビームBを、ホログラムパターンを用いてビーム整形して複数に分岐することで、被加工物Wにおける多点同時加工を良好に行うことが可能となる。すなわち、この場合、レーザ加工装置1は、被加工物WへのレーザビームBの照射方向と交差する面内方向における複数の異なる位置に対して同時にレーザビームBを照射可能に構成されている。この場合、制御部5は、レーザビームBの分岐すなわちパターニング用のホログラムパターンと収差補正のための補正ホログラムパターンとを合成した、合成ホログラムパターンを生成して、空間光変調器493における光変調層に表示する。なお、この場合、上記のステップ109における、補正ホログラムパターン生成のためのゼルニケ変換に供される波面データとしては、レーザビームBの整形のための波面制御成分を含まないものが用いられる。
周知の通り、空間光変調器493は、レーザビームBの位相や強度の特性を、二次元的に変調することが可能である。よって、ビームエキスパンダ403によって径を拡大したレーザビームBを、ホログラムパターンを用いてビーム整形して複数に分岐することで、被加工物Wにおける多点同時加工を良好に行うことが可能となる。すなわち、この場合、レーザ加工装置1は、被加工物WへのレーザビームBの照射方向と交差する面内方向における複数の異なる位置に対して同時にレーザビームBを照射可能に構成されている。この場合、制御部5は、レーザビームBの分岐すなわちパターニング用のホログラムパターンと収差補正のための補正ホログラムパターンとを合成した、合成ホログラムパターンを生成して、空間光変調器493における光変調層に表示する。なお、この場合、上記のステップ109における、補正ホログラムパターン生成のためのゼルニケ変換に供される波面データとしては、レーザビームBの整形のための波面制御成分を含まないものが用いられる。
図12は、レーザビームBを第一スポットSP1~第四スポットSP4の合計4つのビームスポットに分岐した例を示す。本具体例においては、第一スポットSP1~第四スポットSP4は、矩形状に配置されているものとする。図中、各スポットの強度を、斜線ハッチングの濃さで示す。また、図12における(a)に示されているように、本具体例においては、第一スポットSP1~第四スポットSP4は、同一強度であることが望まれているものとする。
ここで、同(b)に示されているように、実際には、第一スポットSP1と第二スポットSP2と第四スポットSP4とがほぼ同一の強度である一方、第三スポットSP3の強度がこれらよりも低い状態が生じた場合を想定する。このような場合、制御部5は、加工点計測部407による計測結果から、かかる状態が生じていることを検知することが可能である。すると、制御部5は、同(c)に示されているように第三スポットSP3の強度を上げるようなホログラムパターンを生成する。これにより、同(d)に示されているように、第一スポットSP1~第四スポットSP4における強度を均一化することが可能となる。
なお、上記の具体例においては、第一スポットSP1~第四スポットSP4は、同一強度であることが望まれているものとしたが、本発明は、かかる態様には限定されない。すなわち、第一スポットSP1~第四スポットSP4に所定の強度分布を与えたものの、これらのうちのいずれかの強度が所定強度から外れた場合にも、同様の処理が可能である。また、第一スポットSP1~第四スポットSP4におけるレーザ強度のバラツキの補正について例示したが、これに代えて、あるいは、これとともに、スポット形状のバラツキの補正を行うことも可能である。このように、本実施形態によれば、ビームプロファイルのリアルタイムな計測結果をレーザ加工にフィードバックすることが可能となる。
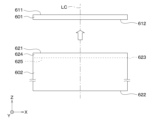
図13~図15は、ビームエキスパンダ403によって径を拡大した後に空間光変調器493によるビーム整形を行うことで多点同時照射可能なレーザビームBの、好適な一適用例の概要を示す。本適用例は、レーザビームBの照射により、半導体ウェハ601を半導体インゴット602から切り出す、いわゆるレーザスライスである。以下、SiCウェハである半導体ウェハ601のレーザスライスによる製造方法の概要について説明する。
以下の説明を簡略化するため、便宜上、図13~図15に示した通りに、右手系XYZ座標系を設定する。なお、図13~図15に示されたXYZ座標系は、図2に示されたxyz座標系とは別であるが、両者は整合していてもよい。図13~図15に示されたXYZ座標系において、Z軸は、半導体ウェハ601の厚さ方向、あるいは、半導体インゴット602の高さ方向と平行となるように規定している。半導体インゴット602の高さ方向は、半導体インゴット602の略円柱形状における中心軸LCと平行な方向である。また、X軸およびY軸は、半導体ウェハ601の主面や半導体インゴット602の上下端面と略平行であるものとする。「主面」は、半導体ウェハ601のような板状物における板厚方向と直交する表面であって、「上面」や「下面」や「底面」や「板面」とも称され得る。
半導体ウェハ601の主面や半導体インゴット602の上下端面に沿った方向、すなわち、Z軸方向と交差する任意の方向を、以下の説明において「面内方向」と称することがある。かかる「面内方向」は、被加工物Wを半導体インゴット602とした場合、上記の「被加工物WへのレーザビームBの照射方向と交差する面内方向」と整合する。典型的には、半導体ウェハ601の主面や半導体インゴット602の上下端面は、Z軸と略直交する、ほぼ水平な面である。このため、典型的には、「面内方向」は、Z軸と直交する任意の方向、すなわち、XY平面と平行な任意の方向である。また、面内方向と直交する方向を、以下「軸方向」と称することがある。
半導体ウェハ601は、厚さ方向と略直交する一対の主面である、ウェハ表面611およびウェハ裏面612を有している。同様に、半導体インゴット602は、高さ方向と略直交する一対の端面である、インゴット頂面621およびインゴット底面622を有している。本製造方法は、レーザ照射により、インゴット頂面621から所定深さに剥離層623を形成し、インゴット頂面621と剥離層623との間の層状のウェハ前駆体624を剥離層623にて半導体インゴット602から剥離することで半導体ウェハ601を得る、というものである。剥離により生じた剥離面625は、研削や研磨により平坦化される。
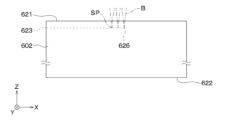
図14および図15は、半導体インゴット602にレーザビームBを照射して剥離層623を形成する、レーザスライスにおける主要な工程の概要を示す。かかる工程においては、レーザビームBを、半導体インゴット602に対して面内方向に相対移動させつつ、半導体インゴット602の表面であるインゴット頂面621に照射する。ここで、レーザビームBは、半導体インゴット602に対する所定程度の透過性を有する。このため、レーザビームBの集光点SPを、インゴット頂面621から所定深さの位置に形成することができる。よって、レーザビームBの照射により、被加工物Wとしての半導体インゴット602の表面であるインゴット頂面621から所定深さに、レーザビームBの照射によりSiCが改質された改質領域626を含む剥離層623が形成される。具体的には、剥離層623は、改質領域626と、この改質領域626から延びるクラックとによって形成される。このような、改質領域626によって形成された剥離層623は、「改質層」とも称され得る。
レーザビームBの集光点SPは、面内方向における一方向である走査方向Dsに走査される。これにより、改質領域626が、半導体インゴット602の走査方向Dsにおける幅の全体にわたって形成される。そして、かかる集光点SPの走査が、面内方向にける他の一方向であって走査方向Dsと直交するラインフィード方向Dfにインデックス送りされつつ多数回繰り返されて、レーザビームBがインゴット頂面621のほぼ全面に照射されることで、剥離層623が形成される。ここで、図14に示されているように、レーザビームBの集光点SPを、ラインフィード方向Dfにおける異なる位置にて複数個同時に形成することで、剥離層623の形成工程が効率化され得る。なお、図14および図15は、複数の集光点SPが、走査方向Dsおよびラインフィード方向Dfに対して傾斜した方向に一列に配置されつつ走査される例を示している。
しかしながら、集光点SPのインゴット頂面621からの深さに誤差や変動やバラツキが生じると、改質領域626の深さすなわち軸方向位置が変動する。これにより、剥離層623すなわち剥離面625の凹凸が大きくなり、剥離後の研削や研磨の加工代が大きくなって材料の歩留まりが悪化することで生産性が低下する。そこで、波面制御を用いたビーム整形および収差補正により、複数の集光点SPの各々における強度等の特性を均一化することが好適である。これにより、レーザスライスにより半導体インゴット602から半導体ウェハ601を得るウェハ製造技術において、従来よりも生産性をよりいっそう向上することが可能となる。
(変形例)
本発明は、上記実施形態に限定されるものではない。故に、上記実施形態に対しては、適宜変更が可能である。以下、代表的な変形例について説明する。以下の変形例の説明においては、上記実施形態との相違点を主として説明する。また、上記実施形態と変形例とにおいて、互いに同一または均等である部分には、同一符号が付されている。したがって、以下の変形例の説明において、上記実施形態と同一の符号を有する構成要素に関しては、技術的矛盾または特段の追加説明なき限り、上記実施形態における説明が適宜援用され得る。
本発明は、上記実施形態に限定されるものではない。故に、上記実施形態に対しては、適宜変更が可能である。以下、代表的な変形例について説明する。以下の変形例の説明においては、上記実施形態との相違点を主として説明する。また、上記実施形態と変形例とにおいて、互いに同一または均等である部分には、同一符号が付されている。したがって、以下の変形例の説明において、上記実施形態と同一の符号を有する構成要素に関しては、技術的矛盾または特段の追加説明なき限り、上記実施形態における説明が適宜援用され得る。
レーザ加工装置1の用途については、特段の限定はない。すなわち、本発明は、レーザスライスのみならず、レーザダイシングにも良好に適用され得る。レーザビームBの波長についても、特段の限定はない。よって、本発明は、例えば、レーザアブレーションによる精密な穴あけや除去加工にも良好に適用され得る。加工ステージ2に対する被加工物Wの固定方法についても、特段の限定はなく、エア吸着、静電吸着、両面テープ固定、接着、等の任意の方法を採用することが可能である。
レーザ加工装置1におけるレーザビームBの光路BLの形状、具体的には、ミラーによる折り返しの有無や回数や進路変更方向についても、特段の限定はない。よって、例えば、レーザビームBの光路BLにおける、ビームエキスパンダ403までの部分と、集光レンズ405から被加工物Wに達する部分とは、同一平面内にはなくてもよい。典型的には、例えば、前者については光学系4を支持する不図示のベースにおける当該光学系4を支持する支持面と平行となり、後者については当該支持面と直交する、という場合があり得る。被加工物Wと、かかる被加工物WにレーザビームBを照射するガルバノヘッド404あるいは照射部491との相対移動は、前者が固定で後者が可動であってもよいし、その逆であってもよいし、両者が可動であってもよい。光路BLに沿った光学要素の構成や配置個数や配置態様についても、特段の限定はない。
本発明は、ビームエキスパンダ403の調整に限定されず、シリンドリカルレンズ、アキシコンレンズ、凹面鏡、凸面鏡等の、非平面的な光学要素の調整に対しても好適に適用可能である。また、かかる光学要素が光学系4に複数個設けられている場合、個々の光学要素に対して、本発明の調整方法が適用され得る。さらに、上記実施形態では、波面データをゼルニケ多項式として取得したが、これに限定されない。例えば、波面データをザイデルの5収差やルジャンドル多項式等として取得してもよい。
波面やビームプロファイルの計測位置についても、適宜変更が可能である。すなわち、例えば、第二位置Σ2と第三位置Σ3とを、同一位置にしてもよい。また、加工点計測部407は、照射部491からの漏れ光である波面測定光BPを計測するように設けられていてもよい。
上記実施形態を構成する要素は、特に必須であると明示した場合および原理的に明らかに必須であると考えられる場合等を除き、必ずしも必須のものではないことは言うまでもない。また、構成要素の個数、量、範囲等の数値が言及されている場合、特に必須であると明示した場合および原理的に明らかに特定の数値に限定される場合等を除き、その特定の数値に本発明が限定されることはない。同様に、構成要素等の形状、方向、位置関係等が言及されている場合、特に必須であると明示した場合および原理的に特定の形状、方向、位置関係等に限定される場合等を除き、その形状、方向、位置関係等に本発明が限定されることはない。変形例も、上記の例示に限定されない。すなわち、例えば、複数の実施形態の各々における全部または一部が、技術的に矛盾しない限り、互いに組み合わされ得る。同様に、複数の変形例が、技術的に矛盾しない限り、互いに組み合わされ得る。
(観点)
上記の通りの、実施形態および変形例に係る構成および動作の説明から明らかなように、本明細書による開示は、少なくとも、以下の観点を含む。
[観点1]
被加工物(W)にレーザビーム(B)を照射することで前記被加工物に対してレーザ加工を行うように構成されたレーザ加工装置(1)の調整方法であって、
前記レーザ加工装置に備えられていて調整対象となる光学要素(403)を通過した前記レーザビームの波面を計測し、
前記波面の計測結果に基づいて、前記光学要素を調整する、
レーザ加工装置の調整方法。
[観点2]
前記波面の計測結果と、前記光学要素を通過した前記レーザビームの強度分布の計測結果とに基づいて、前記光学要素を調整する、
観点1に記載のレーザ加工装置の調整方法。
[観点3]
前記レーザビームの光路(BL)における、前記光学要素を通過する前の第一位置(Σ1)および前記光学要素を通過した後の第二位置(Σ2)にて、前記レーザビームの光軸を調整し、
前記光軸を調整した後の前記光路における、前記光学要素を通過した後の第三位置(Σ3)にて、前記波面を計測する、
観点1または2に記載のレーザ加工装置の調整方法。
[観点4]
前記光路における、前記光学要素と当該光学要素よりも前記被加工物側に設けられた他の光学要素(491)との間に設けられた空間光変調器(492)の動作を、前記他の光学要素に入射した前記レーザビームの一部であって前記被加工物に向かわない漏れ光(BP)の波面の計測結果に基づいて制御する、
観点3に記載のレーザ加工装置の調整方法。
[観点5]
前記被加工物に前記レーザビームを集光するように設けられた集光レンズ(405)を通過した前記レーザビームの計測結果に基づいて、前記レーザビームのビーム形状および強度分布を調整する、
観点1~4のいずれか1つに記載のレーザ加工装置の調整方法。
[観点6]
前記レーザ加工装置は、前記被加工物への前記レーザビームの照射方向と交差する面内方向における複数の異なる位置に対して同時に前記レーザビームを照射可能に構成された、
観点1~5のいずれか1つに記載のレーザ加工装置の調整方法。
[観点7]
前記レーザ加工装置は、前記レーザビームの照射により、前記被加工物としての半導体(602)の表面(621)から所定深さに改質層(623)を形成するように構成された、
観点6に記載のレーザ加工装置の調整方法。
上記の通りの、実施形態および変形例に係る構成および動作の説明から明らかなように、本明細書による開示は、少なくとも、以下の観点を含む。
[観点1]
被加工物(W)にレーザビーム(B)を照射することで前記被加工物に対してレーザ加工を行うように構成されたレーザ加工装置(1)の調整方法であって、
前記レーザ加工装置に備えられていて調整対象となる光学要素(403)を通過した前記レーザビームの波面を計測し、
前記波面の計測結果に基づいて、前記光学要素を調整する、
レーザ加工装置の調整方法。
[観点2]
前記波面の計測結果と、前記光学要素を通過した前記レーザビームの強度分布の計測結果とに基づいて、前記光学要素を調整する、
観点1に記載のレーザ加工装置の調整方法。
[観点3]
前記レーザビームの光路(BL)における、前記光学要素を通過する前の第一位置(Σ1)および前記光学要素を通過した後の第二位置(Σ2)にて、前記レーザビームの光軸を調整し、
前記光軸を調整した後の前記光路における、前記光学要素を通過した後の第三位置(Σ3)にて、前記波面を計測する、
観点1または2に記載のレーザ加工装置の調整方法。
[観点4]
前記光路における、前記光学要素と当該光学要素よりも前記被加工物側に設けられた他の光学要素(491)との間に設けられた空間光変調器(492)の動作を、前記他の光学要素に入射した前記レーザビームの一部であって前記被加工物に向かわない漏れ光(BP)の波面の計測結果に基づいて制御する、
観点3に記載のレーザ加工装置の調整方法。
[観点5]
前記被加工物に前記レーザビームを集光するように設けられた集光レンズ(405)を通過した前記レーザビームの計測結果に基づいて、前記レーザビームのビーム形状および強度分布を調整する、
観点1~4のいずれか1つに記載のレーザ加工装置の調整方法。
[観点6]
前記レーザ加工装置は、前記被加工物への前記レーザビームの照射方向と交差する面内方向における複数の異なる位置に対して同時に前記レーザビームを照射可能に構成された、
観点1~5のいずれか1つに記載のレーザ加工装置の調整方法。
[観点7]
前記レーザ加工装置は、前記レーザビームの照射により、前記被加工物としての半導体(602)の表面(621)から所定深さに改質層(623)を形成するように構成された、
観点6に記載のレーザ加工装置の調整方法。
1 レーザ加工装置
3 レーザ発振器
4 光学系
403 ビームエキスパンダ(光学要素)
405 集光レンズ
491 照射部(他の光学要素)
492 空間光変調器
B レーザビーム
BL 光路
W 被加工物
3 レーザ発振器
4 光学系
403 ビームエキスパンダ(光学要素)
405 集光レンズ
491 照射部(他の光学要素)
492 空間光変調器
B レーザビーム
BL 光路
W 被加工物
Claims (7)
- 被加工物(W)にレーザビーム(B)を照射することで前記被加工物に対してレーザ加工を行うように構成されたレーザ加工装置(1)の調整方法であって、
前記レーザ加工装置に備えられていて調整対象となる光学要素(403)を通過した前記レーザビームの波面を計測し、
前記波面の計測結果に基づいて、前記光学要素を調整する、
レーザ加工装置の調整方法。 - 前記波面の計測結果と、前記光学要素を通過した前記レーザビームの強度分布の計測結果とに基づいて、前記光学要素を調整する、
請求項1に記載のレーザ加工装置の調整方法。 - 前記レーザビームの光路(BL)における、前記光学要素を通過する前の第一位置(Σ1)および前記光学要素を通過した後の第二位置(Σ2)にて、前記レーザビームの光軸を調整し、
前記光軸を調整した後の前記光路における、前記光学要素を通過した後の第三位置(Σ3)にて、前記波面を計測する、
請求項1に記載のレーザ加工装置の調整方法。 - 前記光路における、前記光学要素と当該光学要素よりも前記被加工物側に設けられた他の光学要素(491)との間に設けられた空間光変調器(492)の動作を、前記他の光学要素に入射した前記レーザビームの一部であって前記被加工物に向かわない漏れ光(BP)の波面の計測結果に基づいて制御する、
請求項3に記載のレーザ加工装置の調整方法。 - 前記被加工物に前記レーザビームを集光するように設けられた集光レンズ(405)を通過した前記レーザビームの計測結果に基づいて、前記レーザビームのビーム形状および強度分布を調整する、
請求項1に記載のレーザ加工装置の調整方法。 - 前記レーザ加工装置は、前記被加工物への前記レーザビームの照射方向と交差する面内方向における複数の異なる位置に対して同時に前記レーザビームを照射可能に構成された、
請求項1に記載のレーザ加工装置の調整方法。 - 前記レーザ加工装置は、前記レーザビームの照射により、前記被加工物としての半導体(602)の表面(621)から所定深さに改質層(623)を形成するように構成された、
請求項6に記載のレーザ加工装置の調整方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023080218A JP2024164609A (ja) | 2023-05-15 | 2023-05-15 | レーザ加工装置の調整方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023080218A JP2024164609A (ja) | 2023-05-15 | 2023-05-15 | レーザ加工装置の調整方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2024164609A true JP2024164609A (ja) | 2024-11-27 |
Family
ID=93607333
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023080218A Pending JP2024164609A (ja) | 2023-05-15 | 2023-05-15 | レーザ加工装置の調整方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2024164609A (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020190040A1 (en) * | 2001-06-13 | 2002-12-19 | The Regents Of The University Of California | Programmable phase plate for tool modification in laser machining applications |
| JP2012168333A (ja) * | 2011-02-14 | 2012-09-06 | Hamamatsu Photonics Kk | レーザ光整形及び波面制御用光学系 |
| CN103100797A (zh) * | 2013-01-23 | 2013-05-15 | 刘茂珍 | 基于自适应光学的激光微细加工设备和方法 |
| DE102017215976A1 (de) * | 2017-09-11 | 2019-03-14 | Robert Bosch Gmbh | Verfahren und Vorrichtung zur Vermessung eines Laserstrahls |
| DE102017215975A1 (de) * | 2017-09-11 | 2019-03-14 | Robert Bosch Gmbh | Verfahren und Vorrichtung zur Formung eines Laserstrahls durch einen programmierbaren Strahlformer |
| JP2019144426A (ja) * | 2018-02-21 | 2019-08-29 | 株式会社リコー | 光照射装置、光照射装置を用いた光加工装置、光照射方法、及び光加工方法 |
| JP2020163432A (ja) * | 2019-03-29 | 2020-10-08 | 株式会社東京精密 | レーザ加工装置の収差調整方法及び収差制御方法 |
| JP7212299B1 (ja) * | 2022-03-28 | 2023-01-25 | 株式会社東京精密 | レーザ光の光軸調整方法及び装置 |
| JP2023513683A (ja) * | 2020-02-07 | 2023-04-03 | サルヴァニーニ イタリア エッセ.ピ.ア. | 工作機械用レーザ切断ヘッド |
-
2023
- 2023-05-15 JP JP2023080218A patent/JP2024164609A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020190040A1 (en) * | 2001-06-13 | 2002-12-19 | The Regents Of The University Of California | Programmable phase plate for tool modification in laser machining applications |
| JP2012168333A (ja) * | 2011-02-14 | 2012-09-06 | Hamamatsu Photonics Kk | レーザ光整形及び波面制御用光学系 |
| CN103100797A (zh) * | 2013-01-23 | 2013-05-15 | 刘茂珍 | 基于自适应光学的激光微细加工设备和方法 |
| DE102017215976A1 (de) * | 2017-09-11 | 2019-03-14 | Robert Bosch Gmbh | Verfahren und Vorrichtung zur Vermessung eines Laserstrahls |
| DE102017215975A1 (de) * | 2017-09-11 | 2019-03-14 | Robert Bosch Gmbh | Verfahren und Vorrichtung zur Formung eines Laserstrahls durch einen programmierbaren Strahlformer |
| JP2019144426A (ja) * | 2018-02-21 | 2019-08-29 | 株式会社リコー | 光照射装置、光照射装置を用いた光加工装置、光照射方法、及び光加工方法 |
| JP2020163432A (ja) * | 2019-03-29 | 2020-10-08 | 株式会社東京精密 | レーザ加工装置の収差調整方法及び収差制御方法 |
| JP2023513683A (ja) * | 2020-02-07 | 2023-04-03 | サルヴァニーニ イタリア エッセ.ピ.ア. | 工作機械用レーザ切断ヘッド |
| JP7212299B1 (ja) * | 2022-03-28 | 2023-01-25 | 株式会社東京精密 | レーザ光の光軸調整方法及び装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6977609B2 (ja) | 光照射装置、光照射装置を用いた光加工装置、光照射方法、及び光加工方法 | |
| JP7241897B2 (ja) | 材料内部でのレーザ加工 | |
| JP7397317B2 (ja) | レーザ加工装置の収差制御方法 | |
| US7936860B2 (en) | X-ray condensing method and its device using phase restoration method | |
| JP6080877B2 (ja) | スピンウェーハ検査システムおよび高周波高速オートフォーカス機構 | |
| KR102658287B1 (ko) | 베셀 빔 가공 광학 시스템을 위한 정렬 장치 및 방법 | |
| JP6867762B2 (ja) | 発散角調整装置及び発散角調整方法 | |
| JP2021076853A (ja) | 光学系及び光学系を用いてマスク欠陥を補正する方法 | |
| JP5971965B2 (ja) | 面形状計測方法、面形状計測装置、プログラム、および、光学素子の製造方法 | |
| JP5763771B2 (ja) | 収束電磁放射により物質を処理する装置および方法 | |
| US10213869B2 (en) | Laser machining apparatus with adaptive mirror | |
| US9194762B2 (en) | Machining head for a laser machining apparatus | |
| US9606339B2 (en) | Mirror of a projection exposure apparatus for microlithography with mirror surfaces on different mirror sides, and projection exposure apparatus | |
| JP7308439B2 (ja) | レーザ加工装置および光学調整方法 | |
| KR20190021386A (ko) | 가변 비점수차 빔 조정 장치 및 주파수 변환 유닛 | |
| US8439902B2 (en) | Apparatus and method for processing material with focused electromagnetic radiation | |
| JP2024164609A (ja) | レーザ加工装置の調整方法 | |
| JP2020163432A (ja) | レーザ加工装置の収差調整方法及び収差制御方法 | |
| JP7520109B2 (ja) | パターニングデバイスを特徴付けるための測定システム及び方法 | |
| JP2024164608A (ja) | レーザ加工装置およびレーザ加工装置の調整方法 | |
| JP7160779B2 (ja) | 薄膜付ウェーハの膜厚分布の測定方法 | |
| US20260084238A1 (en) | Laser processing apparatus and laser processing method | |
| US12202069B2 (en) | System and method for calibrating laser marking and cutting systems | |
| Pongratz et al. | Beam Shaping the Direct Laser Interference Patterning Spot | |
| Daniels et al. | Generation of uniform lines with variable size using a beam shaping hybrid zoom optical system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20250610 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20260227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20260303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20260406 |