JP2023077458A - バッテリー収納装置及びバッテリー収納装置の製造方法とこのバッテリー収納装置を備える電動移動体 - Google Patents
バッテリー収納装置及びバッテリー収納装置の製造方法とこのバッテリー収納装置を備える電動移動体 Download PDFInfo
- Publication number
- JP2023077458A JP2023077458A JP2021190710A JP2021190710A JP2023077458A JP 2023077458 A JP2023077458 A JP 2023077458A JP 2021190710 A JP2021190710 A JP 2021190710A JP 2021190710 A JP2021190710 A JP 2021190710A JP 2023077458 A JP2023077458 A JP 2023077458A
- Authority
- JP
- Japan
- Prior art keywords
- storage device
- battery storage
- module case
- battery
- case
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Secondary Cells (AREA)
- Battery Mounting, Suspending (AREA)
Abstract
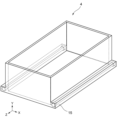
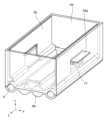
【解決手段】バッテリー収納装置1は、アルミ製のバッテリーケース2と、そのバッテリーケース2に収納されてリチウムイオンバッテリー3を収納可能にされた樹脂製モジュールケース4とを備える。バッテリーケース2の内側面に樹脂製モジュールケース4の外側面が嵌合する態様で、バッテリーケース2の内側に樹脂製モジュールケース4が収納され、樹脂製モジュールケース4自体に冷却水経路5が形成されて、バッテリー収納装置1の高さを低減することができる。すなわちスペース効率の向上を図ることができる。しかも樹脂製モジュールケース4自体に冷却水経路5が形成されて、樹脂製モジュールケース4が一体な冷却水経路5を有する結果冷却効率も向上する。
【選択図】図1
Description
ラジエターとチラーのハイブリット方式は冷却制御が容易であるものの構造複雑になり、また水漏れの問題の可能性が指摘されている。
係るバッテリーモジュール方式を採用することによってバッテリー組付け工程のシンプル化を行うことが可能となる。具体的にはバッテリーを1つ1つバッテリーケースに入れてその各バッテリーの固定と配線接続を行う作業を行う場合にバッテリー組付け工程工数が膨大となる問題を解消し、生産性を飛躍的に向上することができる。またそのようにバッテリーモジュールを採用することによってバッテリー組付け工程のサブライン化や別の場所での作業にすることができ、工程設計の自由度が上がる。
ことを特徴とする。
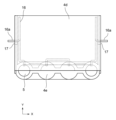
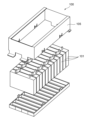
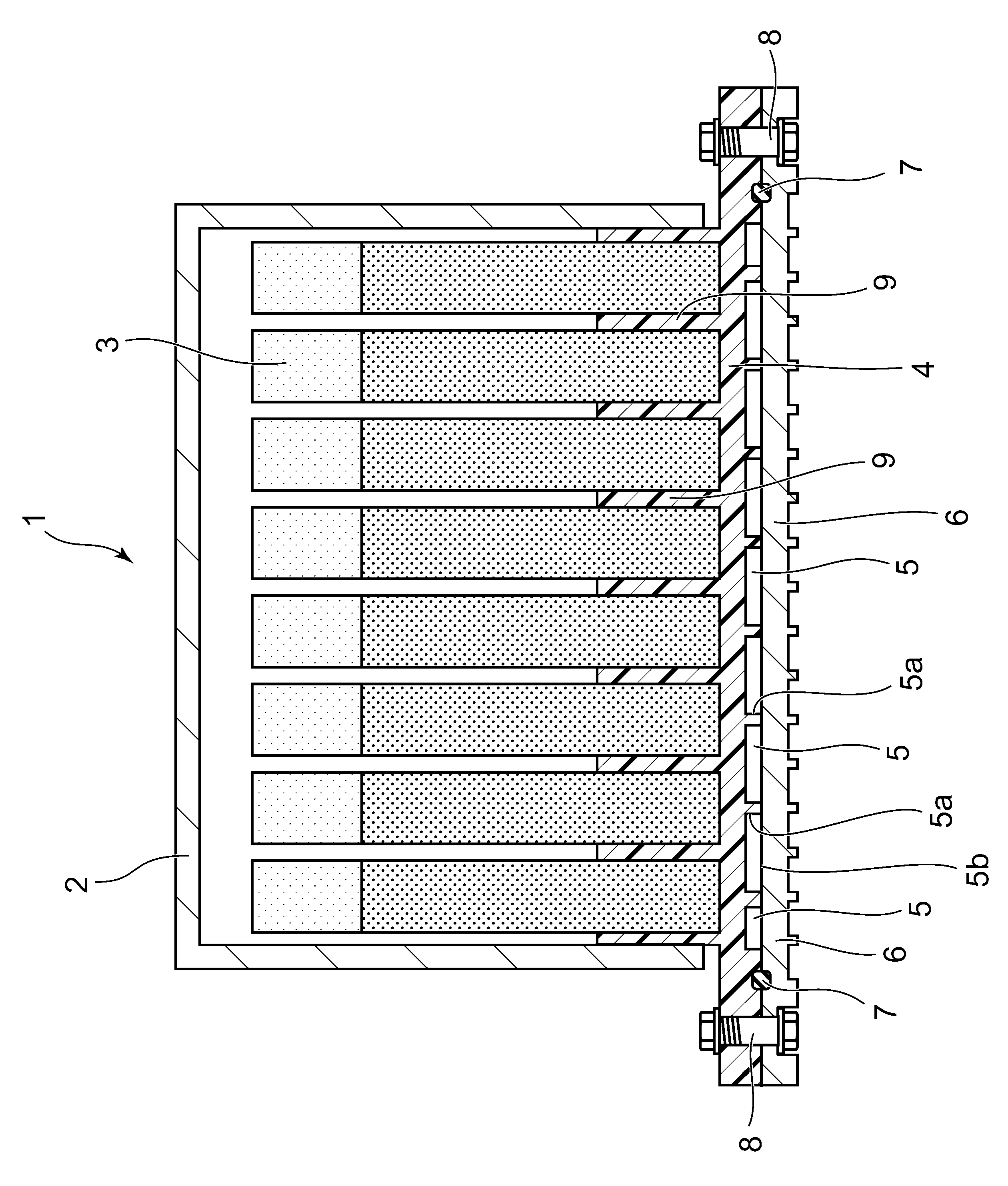
図1、図2に示す本発明の一実施の形態に係るバッテリー収納装置1は、アルミ製のバッテリーケース2と、そのバッテリーケース2に収納されてリチウムイオンバッテリー3を収納可能にされた樹脂製モジュールケース4とを備える。バッテリーケース2の内側面に樹脂製モジュールケース4の外側面が嵌合する態様で、バッテリーケース2の内側に樹脂製モジュールケース4が収納される。
この本発明の一実施の形態に係るバッテリー収納装置1にあっては樹脂製モジュールケース4自体が温度調整液体経路である冷却水経路5を有する。すなわち樹脂製モジュールケース4自体に冷却水経路5が形成されて、樹脂製モジュールケース4が一体な冷却水経路5を有する。温度調整液体経路の態様としては加温若しくは加熱水経路とすることもある。
また樹脂製モジュールケース4は一体に形成したセパレータ9を備え、このセパレータ9を介在させて複数のリチウムイオンバッテリー3が収納可能にされる。
またCNF(セルロースナノファイバー)との複合樹脂を素材として耐熱性を強化してもよい。
またアルミ製のバッテリーケース2及びサイドパネル10は炭素繊維複合樹脂を素材として軽量化を図ることもできる。
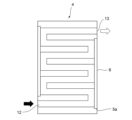
以上の各実施の形態において図2に示すように樹脂製モジュールケース4の底部4a及び/又は側部4bには冷却水経路5に接続するインレット接続口12及びアウトレット接続口13が樹脂成型によって樹脂製モジュールケース4と一体に設けられる。
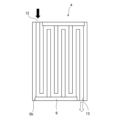
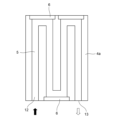
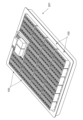
図5に示すパターンでは底部4aに底部4aの長手方向に延長する複数の同一長さの仕切り板14が同一間隔で相互に平行に配設される。各仕切り板14の両端部14a,bは底部4aの短手側両側内側面に達しない長さとされ、その両端部14a,b位置を均一に揃えて各仕切り板14が配置される。
以上の結果この図5に示すパターンではインレット接続口12から流入する冷却水は底部4aの長手側両側内側面及び短手側両側内側面に沿った分枝路5a,bと、各仕切り板14間に形成される分枝路5c内を同一方向に進行してアウトレット接続口13に達して排出される。この態様はインレット接続口12から流入してアウトレット接続口13に達して排出される。このパターンでは冷却水がインレット接続口12から流入してアウトレット接続口13に達して排出されるまでの時間が比較的に短くなることから冷却水の温度が比較的に高い場合の冷却効率向上に有効である。
以上の結果、この図6に示すパターンでは図5に示すパターンとは異なり、インレット接続口12から流入して底部4aの長手側両側内側面に沿った分枝路5aを流れる冷却水の流れを順方向の流れとすると、接続口12から流入して底部4aの長手側両側内側面に沿った分枝路5aを順方向に流れる冷却水は短手側両側内側面に到達すると仕切り板14間を逆方向に流れ、さらに反対側の短手側両側内側面に到達すると仕切り板14間を再度順方向に流れ、その順方向の流れと逆方向の流れを交互に反復し、蛇行しながらアウトレット接続口13に達して排出される。このパターンでは冷却水がインレット接続口12から流入してアウトレット接続口13に達して排出されるまでの時間が比較的に長くなることから冷却水の温度が比較的に低い場合の冷却効率向上に有効である。
以上の結果この図5に示すパターンではインレット接続口12から流入する冷却水は底部4aの長手側両側内側面及び短手側両側内側面に沿った分枝路5a,bと、各仕切り板14間に形成される分枝路5c内を同一方向に進行してアウトレット接続口13に達して排出される。このパターンでは冷却水がインレット接続口12から流入してアウトレット接続口13に達して排出されるまでの時間が比較的に短くなることから冷却水の温度が比較的に高い場合の冷却効率向上に有効である。
以上の結果、この図8に示すパターンでは図7に示すパターンとは異なり、インレット接続口12から流入して底部4aの短手側両側内側面に沿った分枝路5aを流れる冷却水の流れを順方向の流れとすると、接続口12から流入して底部4aの短手側両側内側面に沿った分枝路5aを順方向に流れる冷却水は長手側両側内側面に到達すると仕切り板14間を逆方向に流れ、さらに反対側の長手側両側内側面に到達すると仕切り板14間を再度順方向に流れ、その順方向の流れと逆方向の流れを交互に反復し、蛇行しながらアウトレット接続口13に達して排出される。このパターンでは冷却水がインレット接続口12から流入してアウトレット接続口13に達して排出されるまでの時間が比較的に長くなることから冷却水の温度が比較的に低い場合の冷却効率向上に有効である。
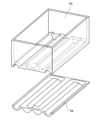
図10に示す樹脂製モジュールケース4はガスインジェクション成形にあたってスライド金型を用いて得られ、冷却水経路5はほとんどの領域が樹脂層によって形成され、スライド金型を用いて樹脂製モジュールケース4の短手側両側面に形成された開口部分5bに成形後にボトムパネル6を溶着して樹脂製モジュールケース4を得ることができる。その場合にボトムパネル6は両側面の2枚の同一のボトムパネル6で足りる。冷却水経路5はその長手方向を樹脂製モジュールケース4の長手方向に一致させて、順方向と逆方向とが交互に形成される蛇行する冷却水経路5となる。
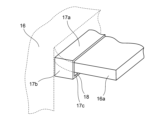
この場合にリチウムイオンバッテリー3に金属板を直接に接する構造とした場合にはショートの可能性が生じ、リチウムイオンバッテリー3がダメージを受けることがある。その場合には金属板からの放熱が出来ず、冷却性能が低くなる。そこで樹脂製モジュールケース4を射出成型する際に熱伝導率の高い銅、アルミ等の板状金属部品16をインサート成形し、樹脂製モジュールケース4内部の温度制御を向上させると共にショートの可能性を無くし冷却性能の低下を防ぐ。そのために樹脂製モジュールケース4本体部には板状金属部品16が備える係止部16aを係止させる係止孔部17が長手側両側面に形成される。さらに樹脂製モジュールケース4外側面には係止孔部17を囲む庇部17a,b,c,dが樹脂製モジュールケース4外側面の外方に延出する態様で設けられる。なお、図12中楕円破線部の庇部17a,b,c,dを図12中で拡大して示す。
板状金属部品16が備える係止部16a端部は樹脂製モジュールケース4外側に係止孔部17を介して延出し、庇部17a,b,c,dに係合する。
図13に示す様に、その樹脂製モジュールケース4の係止孔部17の開口面積は16の係止部16の断面積よりも大にされており、その結果、庇部17a,b,c,dと金属部品16の係止部16aとの間に予め間隙18を設けることができる。これによって、温度変化における樹脂部分と金属部分の線膨張の差を吸収し、製品の寸法安定性を向上させることができる。
具体的には図16に示す様に板状金属部品16はその端部が冷却水経路5に当接して冷却水経路5によって冷却されると共に金属部品16の係止部16a端部は樹脂製モジュールケース4の外側に突出して、放熱される。
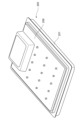
図17、図18、図19に示すように先ず樹脂射出成形によって樹脂製モジュールケース4の底部4aと側部4bとを一体に形成した本体部4cを得る。係る本体部4cには所定の射出成形金型(図示せず)を用いることによって冷却水経路5が形成される。その冷却水経路5の開口部分5bにボトムパネル6を溶着して樹脂製モジュールケース4を得ることができる。この場合に複数の開口部分5bに単一のボトムパネル6aを溶着するようにすることによって部品点数を低減しボトムパネル6の溶着工数を削減することができる。また冷却水経路5の長手方向端部に開口部分5bが形成される様にすることによって溶着工程を簡易化することができる。
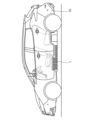
本発明に係るバッテリー収納装置1によれば従来の収納装置に比べ高さが低減されているため以上の自動車19はその全高が低減されている。
その結果、自動車19は前面投影面積を低減して空気抵抗係数(Cd=Contance drag) X 前面投影面積によって求められる空気抵抗を低くすることを可能として、電費向上を可能としている。しかも全高が低くかつバッテリー収納装置1は自動車19の全高の半分の高さより下方に配置されることも相まって重心高が低減され操舵性能が向上されている。特に電気自動車又はハイブリッド車はトルクが大きいので車重を下げることにもまして空気抵抗を下げた方が電費の抑制となるため空力性能の向上は非常に重要となる。
さらに本発明に係るバッテリー収納装置1を備える電動移動体は地上に設置された軌道上を移動する電車とすることもできる。
Claims (30)
- バッテリーケースと、そのバッテリーケースに収納されてバッテリーを収納可能にされたモジュールケースとを備えるバッテリー収納装置において、前記モジュールケースに温度調整液体経路が形成されてなることを特徴とするバッテリー収納装置。
- バッテリーケースと、そのバッテリーケースに収納されてバッテリーを収納可能にされたモジュールケースとを備えるバッテリー収納装置において、前記モジュールケースと一体な温度調整液体経路を有することを特徴とするバッテリー収納装置。
- バッテリーケースと、そのバッテリーケースに収納されてバッテリーを収納可能にされたモジュールケースとを備えるバッテリー収納装置において、前記モジュールケース自体が温度調整液体経路を有することを特徴とするバッテリー収納装置。
- 前記モジュールケースに一体なセパレータを備え、前記セパレータを介在させて前記バッテリーを複数収納可能にされた請求項1~請求項3いずれか一に記載のバッテリー収納装置。
- 前記モジュールケースが底部と側部とを一体に形成してなり、前記底部に前記温度調整液体経路が形成された請求項1~請求項4いずれか一に記載のバッテリー収納装置。
- 前記モジュールケースが底部と側部とを一体に形成してなり、前記側部に前記温度調整液体経路が形成された請求項1~請求項4いずれか一に記載のバッテリー収納装置。
- 前記底部及び/又は側部には前記温度調整液体経路に接続するインレット接続口及びアウトレット接続口がモジュールケースと一体に形成された請求項5又は請求項6記載のバッテリー収納装置。
- 前記モジュールケースが樹脂からなる請求項1~請求項8いずれか一に記載のバッテリー収納装置。
- 前記モジュールケースが熱伝導率を向上する素材を分散した複合材からなる請求項1~請求項8いずれか一に記載のバッテリー収納装置。
- 前記モジュールケースはCNF(セルロースナノファイバー)との複合樹脂からなる請求項1~請求項9いずれか一に記載のバッテリー収納装置。
- 前記バッテリーケースは炭素繊維複合樹脂からなる請求項1~請求項10のいずれか一記載のバッテリー収納装置。
- 前記温度調整液体経路が複数に分岐されて、少なくとも一対の分岐路内の温度調整液体の流れ方向が同一方向にされる請求項1~請求項11のいずれか一記載のバッテリー収納装置。
- 前記温度調整液体経路が複数に分岐されて、少なくとも一対の分岐路内の温度調整液体の流れ方向が逆方向にされる請求項1~請求項12のいずれか一記載のバッテリー収納装置。
- 前記モジュールケース外周にさらに冷却配管を設けてなる請求項1~請求項13のいずれか一記載のバッテリー収納装置。
- 前記モジュールケースがスライド金型を用いて成形されて、前記スライド金型によって形成された開口部分にボトムパネルを溶着してなる請求項1~請求項14のいずれか一記載のバッテリー収納装置。
- 前記モジュールケースの対向する2側面にボトムパネルを溶着してなる請求項1~請求項15のいずれか一記載のバッテリー収納装置。
- 前記モジュールケースに金属部品がインサート成形されてなる請求項1~請求項16のいずれか一記載のバッテリー収納装置。
- 前記モジュールケース本体部には板状の前記金属部品が備える係止部を係止させる係止孔部が形成され前記金属部品を前記モジュールケース本体部に形成された係止孔部に係合させて金属部品がインサート成形されてなる請求項17に記載のバッテリー収納装置。
- 前記モジュールケースの係止孔部の開口面積は前記金属部品の係止部の断面積よりも大にされる請求項18に記載のバッテリー収納装置。
- 前記金属部品の端部を前記温度調整液体経路に当接させ、かつ前記係止部端部はモジュールケースの外側に突出させた請求項18又は請求項19に記載のバッテリー収納装置。
- 請求項1~請求項20のいずれか一記載のバッテリー収納装置の製造方法であって、 樹脂射出成形によってモジュールケースの底部と側部とを一体に形成し、温度調整液体経路が形成された本体部を得る工程と、前記温度調整液体経路の開口部分にボトムパネルを溶着して前記モジュールケースを得る工程とよりなることを特徴とするバッテリー収納装置の製造方法。
- 複数の前記開口部分に単一のボトムパネルを溶着する請求項21記載のバッテリー収納装置の製造方法。
- 請求項1~請求項19のいずれか一記載のバッテリー収納装置の製造方法であって、予めモジュールケース本体部とモジュールケース配管カットモデルとを射出成型する工程と、前記モジュールケース配管カットモデルを前記モジュールケース本体部に振動溶着する工程とよりなることを特徴とするバッテリー収納装置の製造方法。
- 同一の前記モジュールケース本体部に対し、前記モジュールケース配管カットモデルに2種類以上の冷却媒体の流路を形成できるようにした請求項23記載のバッテリー収納装置の製造方法。
- 請求項1~請求項19のいずれか一記載のバッテリー収納装置を備える電動移動体であって、前記バッテリー収納装置が移動体の駆動力を生じるモータに電力を供給するようにしてなる電動移動体。
- 請求項25に記載される電動移動体であって、前記バッテリー収納装置が移動体本体の全高の半分の高さより下方に配置される電動移動体。
- 前記電動移動体が地上を走行する電気自動車又はハイブリッド車又はPHEV又はFHEVである請求項25又は請求項26記載の電動移動体。
- 前記電動移動体が空中飛翔体である請求項25又は請求項26記載の電動移動体。
- 前記電動移動体が水上又は水中を移動する船体である請求項25又は請求項26記載の電動移動体。
- 前記電動移動体が軌道上を移動する電車である請求項25又は請求項26記載の電動移動体。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021190710A JP7766477B2 (ja) | 2021-11-25 | 2021-11-25 | バッテリー収納装置及びバッテリー収納装置の製造方法とこのバッテリー収納装置を備える電動移動体 |
| JP2025181797A JP2026016620A (ja) | 2021-11-25 | 2025-10-28 | バッテリー収納装置及びバッテリー収納装置の製造方法とこのバッテリー収納装置を備える電動移動体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021190710A JP7766477B2 (ja) | 2021-11-25 | 2021-11-25 | バッテリー収納装置及びバッテリー収納装置の製造方法とこのバッテリー収納装置を備える電動移動体 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2025181797A Division JP2026016620A (ja) | 2021-11-25 | 2025-10-28 | バッテリー収納装置及びバッテリー収納装置の製造方法とこのバッテリー収納装置を備える電動移動体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023077458A true JP2023077458A (ja) | 2023-06-06 |
| JP7766477B2 JP7766477B2 (ja) | 2025-11-10 |
Family
ID=86622633
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021190710A Active JP7766477B2 (ja) | 2021-11-25 | 2021-11-25 | バッテリー収納装置及びバッテリー収納装置の製造方法とこのバッテリー収納装置を備える電動移動体 |
| JP2025181797A Pending JP2026016620A (ja) | 2021-11-25 | 2025-10-28 | バッテリー収納装置及びバッテリー収納装置の製造方法とこのバッテリー収納装置を備える電動移動体 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2025181797A Pending JP2026016620A (ja) | 2021-11-25 | 2025-10-28 | バッテリー収納装置及びバッテリー収納装置の製造方法とこのバッテリー収納装置を備える電動移動体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP7766477B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012256468A (ja) * | 2011-06-08 | 2012-12-27 | Honda Motor Co Ltd | 車両用電源装置 |
| JP2013187010A (ja) * | 2012-03-07 | 2013-09-19 | Toyota Motor Corp | 蓄電装置 |
| JP2016511509A (ja) * | 2013-06-07 | 2016-04-14 | エルジー・ケム・リミテッド | 液状冷媒の流出に対する安全性が向上した電池パック |
| JP2019016596A (ja) * | 2017-07-05 | 2019-01-31 | 株式会社イノアックコーポレーション | 車両用バッテリーケース |
| JP2019106283A (ja) * | 2017-12-12 | 2019-06-27 | 本田技研工業株式会社 | 車両用バッテリユニット |
| JP2019114512A (ja) * | 2017-12-26 | 2019-07-11 | 株式会社豊田自動織機 | 蓄電装置 |
-
2021
- 2021-11-25 JP JP2021190710A patent/JP7766477B2/ja active Active
-
2025
- 2025-10-28 JP JP2025181797A patent/JP2026016620A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012256468A (ja) * | 2011-06-08 | 2012-12-27 | Honda Motor Co Ltd | 車両用電源装置 |
| JP2013187010A (ja) * | 2012-03-07 | 2013-09-19 | Toyota Motor Corp | 蓄電装置 |
| JP2016511509A (ja) * | 2013-06-07 | 2016-04-14 | エルジー・ケム・リミテッド | 液状冷媒の流出に対する安全性が向上した電池パック |
| JP2019016596A (ja) * | 2017-07-05 | 2019-01-31 | 株式会社イノアックコーポレーション | 車両用バッテリーケース |
| JP2019106283A (ja) * | 2017-12-12 | 2019-06-27 | 本田技研工業株式会社 | 車両用バッテリユニット |
| JP2019114512A (ja) * | 2017-12-26 | 2019-07-11 | 株式会社豊田自動織機 | 蓄電装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7766477B2 (ja) | 2025-11-10 |
| JP2026016620A (ja) | 2026-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11247528B2 (en) | Six-way valve and vehicle thermal management system having the same | |
| US10734693B2 (en) | Cell module for electric and hybrid vehicles | |
| KR102269221B1 (ko) | 전기 자동차 배터리 냉각 장치 | |
| US20220332162A1 (en) | Integrated thermal management module for vehicle | |
| JP2005349955A (ja) | 蓄電機構の冷却構造 | |
| KR102691860B1 (ko) | 자동차의 트랙션 배터리의 배터리 모듈을 위한 배터리 하우징 | |
| JP2006179190A (ja) | 車載用電池パック | |
| US20250220865A1 (en) | Cooling module | |
| JP2016091951A (ja) | 電池パック | |
| JP7507538B2 (ja) | 車両、及び、電池パック | |
| KR20180085534A (ko) | 배터리 및 연료전지스택용 열교환기 | |
| JP2024172114A (ja) | 車両駆動装置 | |
| CN115702605A (zh) | 用于电动车辆的冷却系统 | |
| EP3579322B1 (en) | Battery-cooling device for vehicle and manufacturing method of same | |
| JP2023077458A (ja) | バッテリー収納装置及びバッテリー収納装置の製造方法とこのバッテリー収納装置を備える電動移動体 | |
| JP7478922B2 (ja) | 車両、及び、電池パック | |
| CN114374020B (zh) | 电池包及具有其的车辆 | |
| CN216648494U (zh) | 箱体结构、电池及用电装置 | |
| WO2024225210A1 (ja) | 車両駆動装置 | |
| CN119217925B (zh) | 热管理集成模块和车辆 | |
| CN223598808U (zh) | 一种散热器安装结构及车辆 | |
| US20230411727A1 (en) | Battery pack including a thermal management assembly and a vehicle | |
| CN224111415U (zh) | 电驱控制器及新能源车 | |
| CN223014355U (zh) | 一种汽车用水冷结构 | |
| CN119217925A (zh) | 热管理集成模块和车辆 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20241022 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20250807 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250918 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250919 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20251006 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20251028 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7766477 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |