JP2019128331A - 温度センサ及びその製造方法 - Google Patents
温度センサ及びその製造方法 Download PDFInfo
- Publication number
- JP2019128331A JP2019128331A JP2018011955A JP2018011955A JP2019128331A JP 2019128331 A JP2019128331 A JP 2019128331A JP 2018011955 A JP2018011955 A JP 2018011955A JP 2018011955 A JP2018011955 A JP 2018011955A JP 2019128331 A JP2019128331 A JP 2019128331A
- Authority
- JP
- Japan
- Prior art keywords
- sheath tube
- temperature
- temperature sensor
- end portion
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

















Landscapes
- Measuring Temperature Or Quantity Of Heat (AREA)
Abstract
Description
一対の前記熱電対素線の先端同士が合わさった測温接点(3)と、
金属材料から構成され、前記測温接点を先端部(401)内又は前記先端部に装着された先端カバー(42)内に収容するとともに、一対の前記熱電対素線を基端部(402)から突出させるシース管(4)と、
絶縁材料から構成され、前記シース管内に配置されるとともに、一対の前記熱電対素線と前記シース管とを絶縁して、一対の前記熱電対素線を前記シース管に固定する絶縁材(5)と、
前記シース管の前記基端部内及び前記シース管の前記基端部に装着されたホルダ(43)内の少なくとも一方に充填されるとともに、前記シース管内を封止する封止材(6)と、を備え、
前記シース管の前記先端部内及び前記先端カバー内の少なくとも一方であって前記絶縁材の先端側に隣接する位置には、前記測温接点が収容されるとともに、密度が0.9kg/m3以下の気相(K)が形成されている、温度センサ(1)にある。
一対の前記熱電対素線の先端同士が合わさった測温接点(3)と、
金属材料から構成され、前記測温接点を先端部(401)内又は前記先端部に装着された先端カバー(42)内に収容するとともに、一対の前記熱電対素線を基端部(402)から突出させるシース管(4)と、
絶縁材料から構成され、前記シース管内に配置されるとともに、一対の前記熱電対素線と前記シース管とを絶縁して、一対の前記熱電対素線を前記シース管に固定する絶縁材(5)と、
前記シース管の前記基端部内及び前記シース管の前記基端部に装着されたホルダ(43)内の少なくとも一方に充填されるとともに、前記シース管内を封止する封止材(6)と、を備え、
前記シース管の前記先端部内及び前記先端カバー内の少なくとも一方であって前記絶縁材の先端側に隣接する位置に、前記測温接点が収容された気相(K)が形成された温度センサ(1)の製造方法において、
前記気相(K)が形成されたセンサ中間体(13)を加熱した状態において、前記封止材を、前記シース管の前記基端部内及び前記ホルダ内の少なくとも一方に充填して、前記シース管内を封止するとともに、前記気相の密度を0.9kg/m3以下にする、温度センサの製造方法にある。
<実施形態>
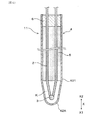
本形態の温度センサ1は、図1及び図2に示すように、一対の熱電対素線2、測温接点3、シース管4、先端カバー42、絶縁材5及びガラス封止材6を備える。一対の熱電対素線2のそれぞれは、互いに異なる金属材料から構成されている。測温接点3は、一対の熱電対素線2の先端同士が接合されたものである。シース管4は、金属材料から構成されており、測温接点3を先端部401に装着された先端カバー42内に収容するとともに、一対の熱電対素線2を基端部402から突出させている。先端カバー42は、シース管4の先端外周部に装着されており、シース管4の先端側X1を閉塞している。
(温度センサ1)
図2に示すように、温度センサ1は、車載用のものであり、自動車における内燃機関(エンジン)の吸気管内又は排気管内を流れる流体の温度を測定するために使用される。本形態の温度センサ1は、排気管15に配置され、排気管15内を流れる、測定環境下の測定対象ガスGとしての排ガスの温度を測定するために用いられる。排ガスの温度は、制御装置(電子制御ユニット)100によって内燃機関の燃焼制御を行う際に利用される。また、排ガスの温度は、例えば、排気管に配置された排気浄化触媒の温度を検知するために利用することができる。また、温度センサ1は、例えば、排気管内の排ガスを吸気管へ再循環させる排気再循環経路の吸気管に配置することもできる。
シース管4は、金属シースとも呼ばれ、ステンレス(SUS、NCA)、Ni基耐熱合金(NCF)等の金属材料によって構成されている。図13に示すように、シース管4は、円筒形状を有するシースピン12の外管を利用したものである。シース管4の先端部401は、金属材料によって閉塞されている。本形態のシース管4の先端部401は、図1に示すように、円筒部41の先端部401の外周に装着された先端カバー42によって閉塞されている。シース管4の先端部401は、図4に示すように、円筒部41の先端部401から連続して設けられた蓋部42Aによって閉塞されていてもよい。蓋部42Aは、シース管4の円筒部41の先端に溶接された金属片によって構成することができる。
一対の測温接点3は、いわゆるゼーベック効果を生じさせるために、互いに異なる金属材料によって構成されている。本形態の一対の熱電対素線2は、Nタイプの熱電対(シース熱電対11)を構成するものである。この構成により、温度センサ1による測温範囲を高くすることが容易である。本形態の温度センサ1は、1000℃以上の高温の測定対象ガスGの温度を測定可能である。熱電対素線2の+脚は、Ni(ニッケル)、Cr(クロム)、Si(シリコン)を主成分とする合金であるナイクロシルからなる。熱電対素線2の−脚は、Ni(ニッケル)、Si(シリコン)を主成分とする合金であるナイシルからなる。
図2に示すように、測温接点3は、熱接点とも呼ばれ、一対の熱電対素線2の+脚を構成する金属材料と、−脚を構成する金属材料とが融合して玉状に形成されたものである。測温接点3及び測温接点3の周辺に位置する先端カバー42等によって、温度センサ1の測温先端部10が形成される。温度センサ1の一対の熱電対素線2が端子金具76、リード線77等を介して制御装置100内のアンプに接続されることにより、温度を測定するための回路が形成される。一対の熱電対素線2における、測温接点3とは反対側に位置する基準接点は、制御装置100内に形成されている。測温接点3と基準接点との温度差が、一対の熱電対素線2に起電力を生じさせる。
本形態の気相Kの密度、及びシース管4内に存在する気体の密度は、0.26〜0.9kg/m3の範囲内にある。本形態の気相K及びシース管4内の気体は、空気によって構成されている。なお、気相Kを構成する気体及びシース管4内の気体は、空気以外の気体、例えば、窒素等とすることもできる。
気相Kを構成する空気の密度及びシース管4内の空気の密度は、例えば、次のように測定することができる。すなわち、気体の密度をρ(kg/m3)、気体の圧力をP(hPa)、気体の温度をT(℃)、気体定数をRとしたとき、P=ρ・R・Tの関係が成り立つ。従って、温度Tを一定にして、大気圧P0とシース管4内の空気の圧力P1との差を図り、大気圧P0に比べてシース管4内の空気の圧力P1がどれだけ低いかに基づいて、大気の密度ρ0よりもシース管4内の空気の密度ρ1がどれだけ低いかを知ることができる。
図1に示すように、絶縁材5は、酸化マグネシウム(MgO)、酸化アルミニウム(Al2O3)等の金属酸化物の粉末によって構成されている。シース管4の内周と一対の熱電対素線2の外周との隙間には、絶縁材5の粉末が充填されている。絶縁材5の粉末同士の間には、空隙が形成されている。絶縁材5の粉末は、シースピン12の直径を小さくする成形が行われる際に圧縮されている。そして、絶縁材5の粉末によって、一対の熱電対素線2がシース管4内に保持されている。
シース管4の基端部402内には、シース管4内を封止して外部と遮断するためのガラス封止材6が充填されている。そして、シース管4内の測温接点3、一対の熱電対素線2及び絶縁材5には、外部の測定対象ガスG等が接触しないようになっており、シース管4内へ酸素、水分等が入らないようにしている。
図11及び図12に示すように、本形態の温度センサ1のシース熱電対11を製造する際には、シース管4の先端部401及び基端部402を加熱するための加熱装置8を用いる。加熱装置8は、シース管4の先端部401を加熱する温度と、シース管4の基端部402を加熱する温度とを別々に制御することができる構造を有する。加熱装置8は、電気式、燃焼式等の種々の加熱方式によって加熱するものとすることができる。
次に、本形態の温度センサ1の主要部としてのシース熱電対11を製造する方法について、図13のフローチャートを参照して説明する。
まず、シース管4内に一対の熱電対素線2が絶縁材5によって保持されたシースピン12を準備する(図13のステップS1)。図14に示すように、シースピン12においては、一対の熱電対素線2が先端側X1及び基端側X2の両端から突出している。
本形態の温度センサ1においては、非接地型である熱電対式の温度センサ1の応答性を改善する工夫をしている。そして、本願の発明者は、シース管4の先端部401の外周に装着された先端カバー42内に形成された気相Kの密度の違いが、温度センサ1の応答性に影響していることを見出した。
また、気相Kを含むシース管4内の気体の密度が0.9kg/m3以下であることにより、シース管4内の気体の圧力は、大気圧よりも低い状態にある。
本確認試験においては、温度センサ1におけるシース管4内の空気の密度(気相Kの密度)[kg/m3]と、温度センサ1によって温度を測定するときの応答時間[秒]との関係を測定した。具体的には、温度センサ1によって温度を測定する測定対象ガスGの温度を、常温(25℃)から600℃に変化させ、温度センサ1の出力温度が、初期出力である25℃から最終出力である600℃になるまでの温度変化量のうちの63%分変化するまでに要する時間である63%応答時間を測定した。
2 熱電対素線
3 測温接点
4 シース管
5 絶縁材
6 ガラス封止材(封止材)
K 気相
Claims (6)
- 互いに異なる金属材料から構成された一対の熱電対素線(2)と、
一対の前記熱電対素線の先端同士が合わさった測温接点(3)と、
金属材料から構成され、前記測温接点を先端部(401)内又は前記先端部に装着された先端カバー(42)内に収容するとともに、一対の前記熱電対素線を基端部(402)から突出させるシース管(4)と、
絶縁材料から構成され、前記シース管内に配置されるとともに、一対の前記熱電対素線と前記シース管とを絶縁して、一対の前記熱電対素線を前記シース管に固定する絶縁材(5)と、
前記シース管の前記基端部内及び前記シース管の前記基端部に装着されたホルダ(43)内の少なくとも一方に充填されるとともに、前記シース管内を封止する封止材(6)と、を備え、
前記シース管の前記先端部内及び前記先端カバー内の少なくとも一方であって前記絶縁材の先端側に隣接する位置には、前記測温接点が収容されるとともに、密度が0.9kg/m3以下の気相(K)が形成されている、温度センサ(1)。 - 前記気相の密度は、0.26〜0.9kg/m3の範囲内にある、請求項1に記載の温度センサ。
- 前記封止材は、ガラスによって構成されている、請求項1又は2に記載の温度センサ。
- 前記気相は、空気によって構成されている、請求項1〜3のいずれか一項に記載の温度センサ。
- 互いに異なる金属材料から構成された一対の熱電対素線(2)と、
一対の前記熱電対素線の先端同士が合わさった測温接点(3)と、
金属材料から構成され、前記測温接点を先端部(401)内又は前記先端部に装着された先端カバー(42)内に収容するとともに、一対の前記熱電対素線を基端部(402)から突出させるシース管(4)と、
絶縁材料から構成され、前記シース管内に配置されるとともに、一対の前記熱電対素線と前記シース管とを絶縁して、一対の前記熱電対素線を前記シース管に固定する絶縁材(5)と、
前記シース管の前記基端部内及び前記シース管の前記基端部に装着されたホルダ(43)内の少なくとも一方に充填されるとともに、前記シース管内を封止する封止材(6)と、を備え、
前記シース管の前記先端部内及び前記先端カバー内の少なくとも一方であって前記絶縁材の先端側に隣接する位置に、前記測温接点が収容された気相(K)が形成された温度センサ(1)の製造方法において、
前記気相(K)が形成されたセンサ中間体(13)を加熱した状態において、前記封止材を、前記シース管の前記基端部内及び前記ホルダ内の少なくとも一方に充填して、前記シース管内を封止するとともに、前記気相の密度を0.9kg/m3以下にする、温度センサの製造方法。 - 前記シース管の先端部の温度が、前記シース管の基端部の温度よりも高い状態において、前記封止材を前記シース管の基端部内及び前記ホルダ内の少なくとも一方に充填する、請求項5に記載の温度センサの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018011955A JP7010027B2 (ja) | 2018-01-26 | 2018-01-26 | 温度センサ及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018011955A JP7010027B2 (ja) | 2018-01-26 | 2018-01-26 | 温度センサ及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019128331A true JP2019128331A (ja) | 2019-08-01 |
| JP7010027B2 JP7010027B2 (ja) | 2022-01-26 |
Family
ID=67473167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018011955A Active JP7010027B2 (ja) | 2018-01-26 | 2018-01-26 | 温度センサ及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7010027B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49105178U (ja) * | 1972-12-07 | 1974-09-09 | ||
| JPS55118140U (ja) * | 1979-02-14 | 1980-08-21 | ||
| JPS62184442U (ja) * | 1986-05-16 | 1987-11-24 | ||
| JPH09250952A (ja) * | 1996-01-08 | 1997-09-22 | Matsushita Electric Ind Co Ltd | 温度検出装置とそれを用いた自動車 |
| US20070258506A1 (en) * | 2006-05-02 | 2007-11-08 | Schwagerman William H | Temperature sensors and methods of manufacture thereof |
-
2018
- 2018-01-26 JP JP2018011955A patent/JP7010027B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49105178U (ja) * | 1972-12-07 | 1974-09-09 | ||
| JPS55118140U (ja) * | 1979-02-14 | 1980-08-21 | ||
| JPS62184442U (ja) * | 1986-05-16 | 1987-11-24 | ||
| JPH09250952A (ja) * | 1996-01-08 | 1997-09-22 | Matsushita Electric Ind Co Ltd | 温度検出装置とそれを用いた自動車 |
| US20070258506A1 (en) * | 2006-05-02 | 2007-11-08 | Schwagerman William H | Temperature sensors and methods of manufacture thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7010027B2 (ja) | 2022-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8419275B2 (en) | Temperature sensor and temperature sensor system | |
| US11454551B2 (en) | Temperature sensor and temperature measuring device | |
| JP6265001B2 (ja) | 温度センサ | |
| JP2004317499A (ja) | 温度センサ | |
| WO2009146447A1 (en) | High vibration thin film rtd sensor | |
| KR101630452B1 (ko) | 온도센서 | |
| WO2008140512A2 (en) | Exhaust gas temperature sensor with fast response | |
| US7360947B2 (en) | Temperature sensor apparatus | |
| JP6992442B2 (ja) | 温度センサ | |
| US20090168842A1 (en) | Temperature sensor and method of producing the same | |
| JP2009270989A (ja) | 温度センサ | |
| JPH0593656A (ja) | 温度センサとその製造方法 | |
| US20150231868A1 (en) | Method for pressing or welding the protective cover of a high temperature sensor | |
| US11237064B2 (en) | Temperature sensor | |
| JP2009300237A (ja) | 温度センサおよびその製造方法 | |
| JP2019128331A (ja) | 温度センサ及びその製造方法 | |
| JP4203346B2 (ja) | 温度センサの製造方法 | |
| US3267726A (en) | Heat flux probe | |
| WO2019151167A1 (ja) | 温度センサ | |
| JP5123344B2 (ja) | 温度センサ | |
| JP2017015504A (ja) | 温度センサ | |
| JPH09106892A (ja) | Susシース型部品及びその製造方法 | |
| JP2019124530A (ja) | 温度センサ | |
| JPH0712652A (ja) | シース形熱電対 | |
| JP2017207443A (ja) | 温度センサ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211006 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211012 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211214 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211227 |