JP2019100155A - Floor material - Google Patents
Floor material Download PDFInfo
- Publication number
- JP2019100155A JP2019100155A JP2017235486A JP2017235486A JP2019100155A JP 2019100155 A JP2019100155 A JP 2019100155A JP 2017235486 A JP2017235486 A JP 2017235486A JP 2017235486 A JP2017235486 A JP 2017235486A JP 2019100155 A JP2019100155 A JP 2019100155A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- floor material
- layer
- wood
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title claims abstract description 101
- 239000010410 layer Substances 0.000 claims description 62
- 239000002023 wood Substances 0.000 claims description 57
- 229920005989 resin Polymers 0.000 claims description 34
- 239000011347 resin Substances 0.000 claims description 34
- 239000000853 adhesive Substances 0.000 claims description 30
- 230000001070 adhesive effect Effects 0.000 claims description 28
- 239000000758 substrate Substances 0.000 claims description 28
- 239000011120 plywood Substances 0.000 claims description 15
- 239000002345 surface coating layer Substances 0.000 claims description 11
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 7
- 229920000877 Melamine resin Polymers 0.000 claims description 6
- 239000011094 fiberboard Substances 0.000 claims description 6
- 230000005865 ionizing radiation Effects 0.000 claims description 6
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims description 6
- 238000009833 condensation Methods 0.000 claims description 5
- 229920005672 polyolefin resin Polymers 0.000 claims description 5
- 238000007654 immersion Methods 0.000 claims description 4
- 238000012360 testing method Methods 0.000 claims description 4
- -1 polyethylene Polymers 0.000 description 30
- 238000009408 flooring Methods 0.000 description 25
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 22
- 230000000052 comparative effect Effects 0.000 description 19
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 15
- 238000010276 construction Methods 0.000 description 15
- 239000012790 adhesive layer Substances 0.000 description 14
- 238000000034 method Methods 0.000 description 12
- 239000003795 chemical substances by application Substances 0.000 description 9
- 239000006260 foam Substances 0.000 description 9
- 229920005992 thermoplastic resin Polymers 0.000 description 9
- 239000004743 Polypropylene Substances 0.000 description 8
- 229920001577 copolymer Polymers 0.000 description 8
- 229920001155 polypropylene Polymers 0.000 description 8
- 238000009736 wetting Methods 0.000 description 8
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 7
- 238000013461 design Methods 0.000 description 7
- 239000000178 monomer Substances 0.000 description 7
- 239000002689 soil Substances 0.000 description 7
- 239000012948 isocyanate Substances 0.000 description 6
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 5
- 229910052736 halogen Inorganic materials 0.000 description 5
- 150000002367 halogens Chemical class 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- 239000005060 rubber Substances 0.000 description 5
- 239000004711 α-olefin Substances 0.000 description 5
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000000314 lubricant Substances 0.000 description 4
- 229920005862 polyol Polymers 0.000 description 4
- 238000007639 printing Methods 0.000 description 4
- 230000008961 swelling Effects 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 238000004049 embossing Methods 0.000 description 3
- 239000000839 emulsion Substances 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000004570 mortar (masonry) Substances 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 239000003973 paint Substances 0.000 description 3
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 3
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 3
- MYRTYDVEIRVNKP-UHFFFAOYSA-N 1,2-Divinylbenzene Chemical compound C=CC1=CC=CC=C1C=C MYRTYDVEIRVNKP-UHFFFAOYSA-N 0.000 description 2
- ZXHZWRZAWJVPIC-UHFFFAOYSA-N 1,2-diisocyanatonaphthalene Chemical compound C1=CC=CC2=C(N=C=O)C(N=C=O)=CC=C21 ZXHZWRZAWJVPIC-UHFFFAOYSA-N 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 2
- GWZMWHWAWHPNHN-UHFFFAOYSA-N 2-hydroxypropyl prop-2-enoate Chemical compound CC(O)COC(=O)C=C GWZMWHWAWHPNHN-UHFFFAOYSA-N 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 2
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 244000043261 Hevea brasiliensis Species 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- 125000002777 acetyl group Chemical class [H]C([H])([H])C(*)=O 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 239000003242 anti bacterial agent Substances 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 229920005549 butyl rubber Polymers 0.000 description 2
- 239000004202 carbamide Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000002537 cosmetic Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical compound CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 238000007646 gravure printing Methods 0.000 description 2
- 239000012760 heat stabilizer Substances 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 2
- 229920003049 isoprene rubber Polymers 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000004611 light stabiliser Substances 0.000 description 2
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920003052 natural elastomer Polymers 0.000 description 2
- 229920001194 natural rubber Polymers 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920005906 polyester polyol Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 150000003077 polyols Chemical class 0.000 description 2
- 229920005673 polypropylene based resin Polymers 0.000 description 2
- 229920005633 polypropylene homopolymer resin Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000011241 protective layer Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 229940124543 ultraviolet light absorber Drugs 0.000 description 2
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 2
- 229920003067 (meth)acrylic acid ester copolymer Polymers 0.000 description 1
- MYWOJODOMFBVCB-UHFFFAOYSA-N 1,2,6-trimethylphenanthrene Chemical compound CC1=CC=C2C3=CC(C)=CC=C3C=CC2=C1C MYWOJODOMFBVCB-UHFFFAOYSA-N 0.000 description 1
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- WNYHOOQHJMHHQW-UHFFFAOYSA-N 1-chloropyrene Chemical compound C1=C2C(Cl)=CC=C(C=C3)C2=C2C3=CC=CC2=C1 WNYHOOQHJMHHQW-UHFFFAOYSA-N 0.000 description 1
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 1
- VOBUAPTXJKMNCT-UHFFFAOYSA-N 1-prop-2-enoyloxyhexyl prop-2-enoate Chemical compound CCCCCC(OC(=O)C=C)OC(=O)C=C VOBUAPTXJKMNCT-UHFFFAOYSA-N 0.000 description 1
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- VFZKVQVQOMDJEG-UHFFFAOYSA-N 2-prop-2-enoyloxypropyl prop-2-enoate Chemical compound C=CC(=O)OC(C)COC(=O)C=C VFZKVQVQOMDJEG-UHFFFAOYSA-N 0.000 description 1
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 1
- JHWGFJBTMHEZME-UHFFFAOYSA-N 4-prop-2-enoyloxybutyl prop-2-enoate Chemical compound C=CC(=O)OCCCCOC(=O)C=C JHWGFJBTMHEZME-UHFFFAOYSA-N 0.000 description 1
- GAWIXWVDTYZWAW-UHFFFAOYSA-N C[CH]O Chemical group C[CH]O GAWIXWVDTYZWAW-UHFFFAOYSA-N 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- 241001391944 Commicarpus scandens Species 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- GYCMBHHDWRMZGG-UHFFFAOYSA-N Methylacrylonitrile Chemical compound CC(=C)C#N GYCMBHHDWRMZGG-UHFFFAOYSA-N 0.000 description 1
- 229910002651 NO3 Inorganic materials 0.000 description 1
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- 229920006311 Urethane elastomer Polymers 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229920002433 Vinyl chloride-vinyl acetate copolymer Polymers 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- MPIAGWXWVAHQBB-UHFFFAOYSA-N [3-prop-2-enoyloxy-2-[[3-prop-2-enoyloxy-2,2-bis(prop-2-enoyloxymethyl)propoxy]methyl]-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(COC(=O)C=C)(COC(=O)C=C)COCC(COC(=O)C=C)(COC(=O)C=C)COC(=O)C=C MPIAGWXWVAHQBB-UHFFFAOYSA-N 0.000 description 1
- DHKHKXVYLBGOIT-UHFFFAOYSA-N acetaldehyde Diethyl Acetal Natural products CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- HIFVAOIJYDXIJG-UHFFFAOYSA-N benzylbenzene;isocyanic acid Chemical class N=C=O.N=C=O.C=1C=CC=CC=1CC1=CC=CC=C1 HIFVAOIJYDXIJG-UHFFFAOYSA-N 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- OIWOHHBRDFKZNC-UHFFFAOYSA-N cyclohexyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1CCCCC1 OIWOHHBRDFKZNC-UHFFFAOYSA-N 0.000 description 1
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- KBLWLMPSVYBVDK-UHFFFAOYSA-N cyclohexyl prop-2-enoate Chemical compound C=CC(=O)OC1CCCCC1 KBLWLMPSVYBVDK-UHFFFAOYSA-N 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 125000004386 diacrylate group Chemical group 0.000 description 1
- KORSJDCBLAPZEQ-UHFFFAOYSA-N dicyclohexylmethane-4,4'-diisocyanate Chemical compound C1CC(N=C=O)CCC1CC1CCC(N=C=O)CC1 KORSJDCBLAPZEQ-UHFFFAOYSA-N 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- MEGHWIAOTJPCHQ-UHFFFAOYSA-N ethenyl butanoate Chemical compound CCCC(=O)OC=C MEGHWIAOTJPCHQ-UHFFFAOYSA-N 0.000 description 1
- SUPCQIBBMFXVTL-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate Chemical compound CCOC(=O)C(C)=C SUPCQIBBMFXVTL-UHFFFAOYSA-N 0.000 description 1
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 229940063557 methacrylate Drugs 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001490 poly(butyl methacrylate) polymer Polymers 0.000 description 1
- 229920001483 poly(ethyl methacrylate) polymer Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920002401 polyacrylamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920000874 polytetramethylene terephthalate Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920002620 polyvinyl fluoride Polymers 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- HJWLCRVIBGQPNF-UHFFFAOYSA-N prop-2-enylbenzene Chemical compound C=CCC1=CC=CC=C1 HJWLCRVIBGQPNF-UHFFFAOYSA-N 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000002025 wood fiber Substances 0.000 description 1
- 238000004383 yellowing Methods 0.000 description 1
Images

Landscapes
- Floor Finish (AREA)
- Laminated Bodies (AREA)
Abstract
Description
本発明は、床材に関する。 The present invention relates to flooring.
従来、例えば、基材と、この基材の裏面側に設けられた発泡体層等のクッション層と、を備えて、クッション性を有する床材が提案されている(例えば、特許文献1参照。)。
ところで、フローリング床等の木質系の床材の施行は大工職人によって行われるが、特許文献1に記載されているようなクッション性を有する床材の施行は、インテリア職人等の別の職人が行っている。そのため、建築現場等では、多くの施工職人が必要であった。
Conventionally, for example, a floor material having a cushioning property has been proposed that includes a base material and a cushion layer such as a foam layer provided on the back side of the base material (see, for example, Patent Document 1). ).
By the way, although enforcement of wood-based flooring such as flooring is performed by a carpenter, enforcement of a flooring having a cushioning property as described in Patent Document 1 is performed by another craftsman such as an interior craftsman ing. Therefore, at construction sites etc., many construction workers were needed.
本発明は、このような事情に鑑みてなされたものであって、大工職人でも容易に施工可能な床材を提供することを目的とする。 This invention is made in view of such a situation, Comprising: It aims at providing the flooring which can be easily constructed even by a carpenter.
上記課題を解決するために、本発明の一態様は、(a)木質基材と、(b)木質基材の表面側に設けられた化粧シートと、(c)木質基材の裏面側に設けられたクッション層と、を備える壁紙であることを要旨とする。 In order to solve the above problems, one aspect of the present invention comprises (a) a wood base, (b) a decorative sheet provided on the front side of the wood base, and (c) on the back side of the wood base. The gist is that the wallpaper is provided with a cushion layer provided.
本発明によれば、基材として木質基材を有しているため、木質系の床材を施工する大工職人でも容易に施工可能な床材を提供することができる。 ADVANTAGE OF THE INVENTION According to this invention, since it has a wood base material as a base material, the floor material which can be easily constructed even by the carpenter who constructs a wood-based floor material can be provided.
以下、本発明の実施形態について、図面を参照しつつ説明する。なお、本発明は、以下に記載する実施形態に限定されるものではなく、当業者の知識を基に設計の変更等の変形を加えることも可能であり、そのような変形が加えられた実施形態も、本発明の範囲に含まれるものである。また、各図面は、理解を容易にするため適宜誇張して表現している。 Hereinafter, embodiments of the present invention will be described with reference to the drawings. In addition, this invention is not limited to embodiment described below, It is also possible to add modification, such as a design change, based on a person skilled in the art knowledge, and such modification is added and implementation. Forms are also included within the scope of the present invention. Further, each drawing is exaggerated as appropriate to facilitate understanding.
(構成)
図1に示すように、本発明の実施形態に係る床材10は、木質基材11と、木質基材11の表面11a側に設けられた化粧シート13と、木質基材11の裏面11b側に設けられたクッション層15と、を備えている。そして、クッション性を有する床材、つまり、建築物の床に用いる仕上材を形成している。例えば、玄関やベランダ等の土足の場所に用いられる土間床材や、トイレ等のサニタリーに用いられるサニタリー床材に好適である。
(Constitution)
As shown in FIG. 1, a
(木質基材)
木質基材11としては、例えば、木材の小片と接着剤とを混合して熱圧成型して形成されるパーティクルボードや、木材繊維と接着剤とを混合して熱圧成型して形成される繊維板を用いることができる。床材10を土間床材等として用いる場合、木質基材11に耐水性が必要となるが、水濡れによる膨潤を考慮すると、パーティクルボードとしては、例えば、木材の小片と混合される接着剤が、JIS A5908に規定される接着剤による区分がPタイプ又はMタイプのものが好適である。また、繊維板としては、例えば、JIS A5905に規定される接着剤による区分がPタイプ又はMタイプのものが好適である。特に、Mタイプの接着剤、つまりユリア・メラミン共縮合樹脂系接着剤により成型されたミディアムデンシティファイバーボード(以下、「MDF」とも呼ぶ)が最も好ましい。
(Woody substrate)
The wood substrate 11 is formed, for example, by mixing a small piece of wood with an adhesive and subjecting it to heat pressing and forming a particle board, or mixing a wood fiber with an adhesive and subjecting it to heat pressing. Fiberboard can be used. When the
また、水濡れによる接着剤の耐久性を考慮すると、木質基材11としては、例えば、JAS規格、つまり、日本農林規格に規定される特類又は1類の合板が好適である。「特類」、「1類」は、合板の接着部分の耐久性の類別である。特に、1類の合板、つまり、1類浸せき剥離試験において、剥離のない合板が最も好ましい。木質基材11の厚さは、特に限定されるものではないが、薄すぎると施工時に基材割れを生じ易く、厚すぎると可撓性が低下して施工し難くなる。そのため、例えば、2mm以上4.5mm以下が好ましい。 Further, in consideration of the durability of the adhesive due to water wetting, for example, a special class or one class of plywood defined by the JAS standard, that is, the Japanese Agricultural Standard, is suitable as the wood base material 11. The "special class" and "class 1" are types of durability of the bonding part of the plywood. In particular, in one kind of plywood, that is, in one kind of immersion peeling test, plywood without peeling is most preferable. The thickness of the wood substrate 11 is not particularly limited, but if the thickness is too thin, the substrate is likely to be cracked at the time of construction, and if it is too thick, the flexibility is reduced and the construction becomes difficult. Therefore, for example, 2 mm or more and 4.5 mm or less is preferable.
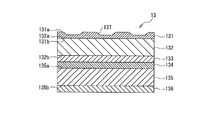
(化粧シート)
図2に示すように、化粧シート13は、少なくとも、基材シート135と、基材シート135の表面135a側に設けられた表面シート132と、を有する複層構成、つまり、複数枚の層が積層されてなる構成の化粧シートを形成している。基材シート135及び表面シート132としては、例えば、熱可塑性樹脂からなるシートを用いることができる。
(Cosmetic sheet)
As shown in FIG. 2, the
基材シート135や表面シート132に使用する熱可塑性樹脂としては、特に制限はなく、従来の化粧シートで基材シートや表面シートに使用されていた熱可塑性樹脂と同様のものを使用できる。例えば、ポリエチレン、ポリプロピレン、ポリメチルペンテン、ポリブテン、エチレン−プロピレン共重合体、エチレン−α−オレフィン共重合体、プロピレン−α−オレフィン共重合体等のポリオレフィン樹脂や、エチレン−酢酸ビニル共重合体、エチレン−ビニルアルコール共重合体、エチレン−(メタ)アクリル酸(エステル)共重合体、エチレン−不飽和カルボン酸共重合体金属中和物(アイオノマー)等のオレフィン系共重合体樹脂等のポリオレフィン系樹脂や、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリエチレンナフタレート、ポリエチレンテレフタレート−イソフタレート共重合体、1,4−シクロヘキサンジメタノール共重合ポリエチレンテレフタレート、ポリアリレート、ポリカーボネート等のポリエステル系樹脂、ポリ(メタ)アクリロニトリル、ポリメチル(メタ)アクリレート、ポリエチル(メタ)アクリレート、ポリブチル(メタ)アクリレート、ポリアクリルアミド等のアクリル系樹脂、6−ナイロン、6,6−ナイロン、6,10−ナイロン等のポリアミド系樹脂、ポリスチレン、AS樹脂、ABS樹脂等のスチレン系樹脂、ポリ塩化ビニル、ポリ酢酸ビニル、ポリビニルアルコール、ポリビニルアセタール、ポリビニルブチラール等のビニル系樹脂、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリテトラフロロエチレン、エチレン−テトラフロロエチレン共重合体、エチレン−パーフロロアルキルビニルエーテル共重合体等のフッ素系樹脂等、或いはそれらの2種以上の混合物、共重合体、複合体、積層体等を使用できる。なお、基材シート135及び表面シート132に使用する熱可塑性樹脂は、互いに同一種類のものでもよいし、互いに異なる種類のものでもよい。
There is no restriction | limiting in particular as a thermoplastic resin used for the
ここで、基材シート135や表面シート132に使用可能な熱可塑性樹脂として、多数の熱可塑性樹脂を挙げたが、近年の環境問題に対する社会的な関心の高まりに鑑みれば、ポリ塩化ビニル樹脂等の塩素(ハロゲン)を含有する熱可塑性樹脂を使用することは望ましくなく、非ハロゲン系の熱可塑性樹脂を使用することが望ましい。特に、各種物性や加工性、汎用性、経済性等の面からは、非ハロゲン系の熱可塑性樹脂としてポリオレフィン系樹脂又はポリエステル系樹脂(非晶質又は二軸延伸)を使用することが最も望ましい。
Here, although a large number of thermoplastic resins have been mentioned as thermoplastic resins usable for the
ポリオレフィン系樹脂としては、既に列挙した多くの種類から、化粧シート13の使用目的等に応じて適宜選択して使用すればよい。特に、一般的な用途に最も好適なのは、ポリプロピレン系樹脂、すなわち、プロピレンを主成分とする単独又は共重合体である。例えば、ホモポリプロピレン樹脂、ランダムポリプロピレン樹脂、ブロックポリプロピレン樹脂等を単独又は適宜配合したり、それらに更にアタクチックポリプロピレンを適宜配合した樹脂等を使用することができる。また、プロピレン以外のオレフィン系単量体を含む共重合体であってもよく、例えば、ポリプロピレン結晶部を有し、且つプロピレン以外の炭素数2〜20のα−オレフィン、好ましくはエチレン、ブテン−1、4−メチルペンテン−1、ヘキセン−1又はオクテン−1のコモノマーの1種又は2種以上を15モル%以上含有するプロピレン−α−オレフィン共重合体等を例示できる。また、通常ポリプロピレン系樹脂の柔軟化に用いられている低密度ポリエチレン、エチレン−α−オレフィン共重合体、エチレン−プロピレン共重合ゴム、エチレン−プロピレン−非共役ジエン共重合ゴム、スチレン−ブタジエン共重合体又はその水素添加物等の改質剤を適宜添加できる。
The polyolefin resin may be appropriately selected and used according to the purpose of use of the
基材シート135及び表面シート132には、必要に応じて、例えば、着色剤、充填剤、紫外線吸収剤、光安定剤、熱安定剤、酸化防止剤、帯電防止剤、滑剤、難燃剤、抗菌剤、防黴剤、減摩剤、光散乱剤及び艶調整剤等の各種の添加剤から選ばれる1種以上を添加してもよい。なお、表面シート132は、例えば、表面シート132の裏面132b側に配置されているシート等を透視可能な程度の透明性を有するものとするのが好ましい。例えば、無色透明、有色透明、半透明とする。また、基材シート135は、木質基材11の表面11aの色のばらつきや欠陥等を隠蔽する場合には、隠蔽性の不透明に着色されたものとするのが好ましい。また、木質基材11の表面11aの質感を活かす場合には、木質基材11の表面11aを透視可能な程度の透明性を有するものとするのが好ましい。
The
また、化粧シート13は、従来の複層構成の化粧シートと同様に、基材シート135及び表面シート132以外にも、例えば、表面コート層131、絵柄層134、接着層133及びプライマー層136等を適宜備えるようにしてもよい。図2では、表面コート層131は、表面シート132の表面132aに設けられている。また、絵柄層134及び接着層133は、基材シート135と表面シート132との層間に積層されて設けられている。具体的には、絵柄層134が基材シート135側に設けられ、接着層133が表面シート132側に設けられている。また、プライマー層136は、基材シート135の裏面135bに設けられている。すなわち、基材シート135の表面135aに、絵柄層134、接着層133、表面シート132及び表面コート層131がこの順に積層されて設けられており、基材シート135の裏面135bにプライマー層136が設けられている。
In addition to the
なお、本発明の実施形態に係る床材10では、絵柄層134を基材シート135側に設け、接着層133を表面シート132側に設ける例を示したが、他の構成を採用することもできる。絵柄層134及び接着層133は、製造手順等に応じて任意の配列とすることができる。例えば、基材シート135の表面135aに絵柄層134を設けた後、接着層133を介して、絵柄層134と表面シート132の裏面132bとを接着してなる配列としてもよい。また、例えば、表面シート132の裏面132bに絵柄層134を設けた後、接着層133を介して、絵柄層134と基材シート135の裏面132bとを接着してなる配列としてもよい。さらに、例えば、表面シート132の表面132a及び裏面132bのそれぞれに絵柄層134を設けた後、接着層133を介して、裏面132bの絵柄層134と基材シート135の表面135aとを接着してなる配列としてもよい。
In addition, in the
また、化粧シート13の表面13aには、エンボス模様137、つまり、エンボス加工により形成された凹凸模様が設けられている。化粧シート13の表面13aにエンボス模様137があることにより、表面13aの防滑性能を向上できる。エンボス模様137の深さ、つまり、凹部と凸部の高低差は、床材10を土間床材として用いる場合には、凹部に砂や土等が入り込み易いので、サニタリー床材として用いる場合に比べ、小さくするのが好ましい。
In addition, an
表面コート層131は、化粧シート13の表面側に配置され、表面保護層や艶調整層として機能するために、必要に応じて設けられるものである。床材10を土間床材等として用いる場合、土足の場所で用いられるため耐久性が必要となるが、耐久性を考慮すると、表面コート層131の材料としては、例えば、アクリルウレタン系樹脂又は電離放射線硬化性樹脂が好適である。アクリルウレタン系樹脂としては、例えば、アクリルポリオール化合物を主剤とし、イソシアネート化合物を硬化剤とした反応生成物を用いることができる。アクリルポリオール化合物としては、例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸シクロヘキシル、アクリル酸−2−エチルヘキシル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸シクロヘキシル、メタクリル酸−2−エチルヘキシル等の通常のアクリル系モノマーに、アクリル酸−2−ヒドロキシエチル、アクリル酸−2−ヒドロキシプロピル、メタクリル酸−2−ヒドロキシエチル、アクリル酸−2−ヒドロキシプロピル等の水酸基を含有するモノマーと、必要に応じてスチレン、α−メチルスチレン、ビニルトルエン、ジビニルベンゼン、酢酸ビニル、酪酸ビニル、バーサチック酸ビニル、エチルビニルエーテル、アクリロニトリル、メタクリロニトリル等の共重合可能な重合性モノマーとを配合して、共重合させて得られる、側鎖に水酸基を有するアクリル系の高分子化合物を採用することができる。
The
また、イソシアネート化合物としては、例えばトリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、ナフタレンジイソシアネート(NDI)、キシリレンジイソシアネート(XDI)、水素添加ジフェニルメタンジイソシアネート(水添MDI)、水素添加キシリレンジイソシアネート(水添XDI)、ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)等を使用することができる。特に、床材10をベランダの玄関土間床材として用いる場合、表面コート層131に耐候性が必要となるが、耐候性を考慮すると、芳香環を有しない無黄変型イソシアネート化合物、すなわち、脂肪族又は脂環式のイソシアネート化合物が好適である。
Further, as the isocyanate compound, for example, tolylene diisocyanate (TDI), diphenylmethane diisocyanate (MDI), naphthalene diisocyanate (NDI), xylylene diisocyanate (XDI), hydrogenated diphenylmethane diisocyanate (hydrogenated MDI), hydrogenated xylylene diisocyanate ( Hydrogenated XDI), hexamethylene diisocyanate (HDI), isophorone diisocyanate (IPDI) and the like can be used. In particular, when the
また、電離放射線硬化性樹脂としては、例えば、電離放射線の照射により架橋反応する性質を有する(メタ)アクリロイル基等の重合性不飽和結合を有するプレポリマー、オリゴマー及びモノマーの少なくとも何れかを主成分とする組成物を用いることができる。電離放射線としては、例えば、電子線、紫外線を用いることができる。電離放射線硬化性樹脂には、例えば、必要に応じて、重合開始剤や増感剤等の添加剤を添加してもよい。 Moreover, as the ionizing radiation curable resin, for example, at least one of a prepolymer, an oligomer and a monomer having a polymerizable unsaturated bond such as a (meth) acryloyl group having a property of causing a crosslinking reaction by irradiation of ionizing radiation The composition can be used. As ionizing radiation, for example, an electron beam or ultraviolet light can be used. For example, additives such as a polymerization initiator and a sensitizer may be added to the ionizing radiation curable resin, if necessary.
重合性不飽和結合を有するプレポリマーやオリゴマーとしては、例えば、メラミン(メタ)アクリレート、エポキシ(メタ)アクリレート、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリオール(メタ)アクリレート等を用いることができる。また、モノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、エチルヘキシル(メタ)アクリレート、ヒドロキシエチル(メタ)アクリレート、グリシジル(メタ)アクリレート等の単官能モノマーや、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、ポリエチレングリコールジアクリレート、プロピレングリコールジアクリレート、ブタンジオールジアクリレート、ヘキサンジオールジアクリレート等の2官能モノマー、トリメチロールプロパントリアクリレート、ペンタエリスリトールテトラアクリレート、ジペンタエリスリトールヘキサアクリレート等の多官能モノマー等を用いることができる。 Examples of prepolymers and oligomers having a polymerizable unsaturated bond include melamine (meth) acrylate, epoxy (meth) acrylate, urethane (meth) acrylate, polyester (meth) acrylate, polyether (meth) acrylate and polyol (meth Acrylate etc. can be used. Moreover, as a monomer, for example, methyl (meth) acrylate, ethyl (meth) acrylate, butyl (meth) acrylate, cyclohexyl (meth) acrylate, ethylhexyl (meth) acrylate, hydroxyethyl (meth) acrylate, glycidyl (meth) acrylate Etc., and bifunctional monomers such as ethylene glycol di (meth) acrylate, diethylene glycol di (meth) acrylate, polyethylene glycol diacrylate, propylene glycol diacrylate, butanediol diacrylate and hexanediol diacrylate, trimethylolpropane Using polyfunctional monomers such as triacrylate, pentaerythritol tetraacrylate, dipentaerythritol hexaacrylate, etc. Door can be.
表面コート層131の厚さは、特に限定されるものではないが、薄すぎると効果に乏しく、厚すぎると可撓性が低下して割れ易くなる。そのため、例えば、1μm以上20μm以下が好ましく、特に9μm以上15μm以下が最も好ましい。なお、表面コート層131には、必要に応じて、例えば、紫外線吸収剤、光安定剤、熱安定剤、酸化防止剤、着色剤、難燃剤、抗菌剤、防黴剤、帯電防止剤、滑剤、減摩剤及び艶調整剤等の各種の充填剤(フィラー)から選ばれる1種以上を添加してもよい。また、必要に応じて表面コート層131の表面131aに別途、表面保護層や艶調整層又はこれら両者の機能を兼ね備えた層を設けるようにしてもよい。なお、表面コート層131は、例えば表面コート層131の裏面131b側に配置されている表面シート132の表面132aを透視可能な程度の透明性を有するものとするのが好ましい。例えば、無色透明、有色透明、半透明とする。
The thickness of the
絵柄層134は、化粧シート13に絵柄による意匠性を付与するために、必要に応じて設けられるものである。絵柄層134は、基材シート135の着色で代用できる場合には、省略も可能である。絵柄層134は、染料又は顔料等の着色剤を適当なバインダー樹脂とともに適当な希釈溶媒中に溶解又は分散してなる印刷インキ又は塗料等を用いて形成される。印刷インキ又は塗料等は、例えば、グラビア印刷法又はオフセット印刷法等の各種印刷法や、グラビアコート法又はロールコート法等の各種塗工法等によって塗布される。また、バインダー樹脂としては、例えば、ウレタン系樹脂、アクリル系樹脂、塩化酢酸ビニル系樹脂、ポリイミド系樹脂、硝化綿等、或いはそれらの混合物等を用いることができるが、勿論これらに限定されるものではない。また、絵柄としては、任意の絵柄を用いることができ、例えば、木目柄、石目柄、布目柄、抽象柄、幾何学模様、文字、記号、単色無地等、或いはそれらの組み合わせ等を用いることできる。また、化粧シート13の隠蔽性を向上するために、絵柄層134と基材シート135との層間に、二酸化チタンや酸化鉄等の不透明顔料を多く含む不透明な印刷インキや塗料による隠蔽層を設けてもよい。
The
接着層133は、基材シート135と表面シート132とを接着させるために、必要に応じて設けられるものである。接着層133は、他の層が有する接着性を利用可能な場合には、省略も可能である。接着層133は、接着層133に使用する接着剤の種類には、特に制限はないが、イソシアネート系硬化剤を使用する2液硬化型ウレタン系接着剤を使用することが最も望ましい。2液硬化型ウレタン系接着剤の主剤としては、例えば、ポリエステルポリオール、ポリエーテルポリオール等、硬化剤としては、例えば、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート等を用いることができる。
The
プライマー層136は、木質基材11との接着に用いられる接着剤との密着性を向上させるために、必要に応じて施されるものである。木質基材11用の接着剤としては、例えば、酢酸ビニルエマルジョン系、2液硬化型ウレタン系等の接着剤が汎用されている。そのため、プライマー層136は、これらの接着剤に合わせた樹脂設計とすることが望ましい。例えば、ウレタン系、アクリル系、エチレン−酢酸ビニル共重合体、塩化ビニル−酢酸ビニル共重合体系、ポリエステル系等を用いることができる。特に、ポリエステルポリオールとイソシアネート化合物との配合による2液硬化型ウレタン系のプライマー剤等が好ましい。また、例えば、シリカや硫酸バリウム、炭酸カルシウム等の無機質粉末を添加すると、巻取保存時のブロッキングの防止や投錨効果による接着力の向上に有効である。
The
エンボス模様137は、化粧シート13の表面に立体的な意匠感を付与するために、必要に応じて設けられるものである。エンボス模様137としては、任意の凹凸形状を用いることができ、例えば、木目導管状、石目状、布目状、抽象柄状、和紙状、スウェード状、皮革状、梨地状、砂目状、ヘアーライン状、平行直線群、平行曲線群或いはそれらの組み合わせ等を用いることができる。またエンボス模様137の形成方法としては、例えば、基材シート135の表面135aに対する表面シート132の積層前、積層後又は積層と同時に行われる、ダブリングエンボス法、押出ラミネート同時エンボス法等を用いることができる。
The
(クッション層)
クッション層15としては、例えば、樹脂発泡体を用いることができる。樹脂発泡体としては、例えば、樹脂の表面や内部に多数の空洞を有し、樹脂全体が多孔質に形成された樹脂製の発泡体を用いることができる。例えば、ポリエチレン(PE)系発泡体、ポリウレタン(PUR)系発泡体、ポリスチレン(PS)系発泡体、ポリプロピレン(PP)系発泡体を使用することができる。クッション層15の厚さは、特に限定されるものではないが、薄すぎるとクッション性に乏しく、厚すぎると踏まれたときにクッション層15の変形が大きくなり木質基材11の変形が増大して割れ易くなる。そのため、例えば、0.1mm以上10mm以下が好ましく、特に0.5mm以上3mm以下が最も好ましい。
(Cushion layer)
As the
なお、本発明の実施形態に係る床材10では、クッション層15として、樹脂発泡体を用いる例を示したが、他の構成を採用することもできる。例えば、厚さが0.1mm以上10mm以下、より好ましくは0.5mm以上3mm以下のゴム系シートを用いるようにしてもよい。ゴム系シートとしては、例えば、天然ゴム(NR)、イソプレンゴム(IR)、ブタジエンゴム(BR)、スチレンブタジエンゴム(SBR)、クロロピレンゴム(CR)、ブチルゴム(IIR)、ウレタンゴム(U)等のシートを用いることができる。
In addition, in the
以上説明したように、本発明の実施形態に係る床材10は、基材として木質基材11を有するため、木質系の床材を施工する大工職人でも容易に施工できる。それゆえ、例えば、床材10を土間床材やサニタリー床材として用いることで、建築現場で、フローリング床等の木質系の床材の施行をしている大工職人に、土間床材やサニタリー床材の施行も行わせることができる。そのため、施工職人の人数を削減でき、建築コストを低減できる。
As explained above, since the
また、木質基材11の裏面11bにクッション層15を有するため、コンクリート製の下地等、凹凸がある下地上に床材10を配置した場合でも、凹凸に合わせてクッション層15を変形することができる。そのため、木質基材11の裏面11bと下地との間に隙間が生じないようにすることができ、床材10の裏面側を床面に密着させることができる。
また、本発明の実施形態に係る床材10では、木質基材11は、ユリア・メラミン共縮合樹脂系接着剤により成型された繊維板としてもよい。また、JAS規格の1類浸せき剥離試験において剥離のない合板としてもよい。これにより、水濡れによる膨潤や剥離に強い床材10を提供でき、床材10を玄関土間等の水濡れのある場所に用いることができる。
In addition, since the
Moreover, in the
さらに、本発明の実施形態に係る床材10では、木質基材11の厚さは、2.0mm以上4.5mm以下としてもよい。これにより、柔軟性を有し、嵌め込み易く、施工性に優れた床材10を提供でき、床材10を玄関土間等の狭小な場所に用いることができる。
また、本発明の実施形態に係る床材10では、クッション層15の厚さは0.1mm以上10mm以下としてもよい。これにより、床材10が踏まれたときのクッション層15の変形を低減でき、木質基材11の変形を低減でき、木質基材11の割れを防止できる。
Furthermore, in the
Further, in the
さらに、本発明の実施形態に係る床材10では、化粧シート13の表面側に設けられた、アクリルウレタン系樹脂又は電離放射線硬化性樹脂を含む表面コート層131を有するようにしてもよい。これにより、耐久性に優れた床材10を提供でき、床材10を玄関土間等の重歩行が行われる場所、つまり、人の頻繁な通行がある場所に用いることができる。また、化粧シート13の表面13a側から化粧シート13の内部への水の浸入を抑制でき、木質基材11の水濡れをより確実に抑制することができる。
また、本発明の実施形態に係る床材10では、化粧シート13の基材シート135及び表面シート132は、ポリオレフィン系樹脂からなるようにしてもよい。これにより、非ハロゲン系素材の床材10を提供でき、ハロゲンによる環境への影響を防止できる。
Furthermore, the
Moreover, in the
以下に、本発明の実施例及び比較例の床材10について説明する。なお、本発明は、下記の実施例に限定されるものではない。
(実施例1)
まず、図2に示すように、基材シート135として、顔料配合ポリエチレンシート(リケンテクノス社製)を用意した。基材シート135の厚さは55μmとした。続いて、グラビア印刷を用い、用意した基材シート135にウレタンインキ(東洋インキ製造製ラミスター)を塗布して絵柄層134を形成した。絵柄層134の絵柄は、木目柄とした。
Below, the
Example 1
First, as shown in FIG. 2, a pigmented polyethylene sheet (manufactured by Riken Technos Co., Ltd.) was prepared as the
続いて、押し出しラミネート法を用い、形成した絵柄層134の表面に、ホモポリプロピレン樹脂(プライムポリマー社製)のフィルムを設けて、表面シート132(ポリプロピレンクリア層)を形成した。なお、実施例1では、図2の接着層133は省略した。
続いて、表面シート132の表面132aに、熱硬化型樹脂(DICグラフィックス社製アクリルウレタン樹脂)を塗布した。熱硬化型樹脂の厚さは9μmとした。続いて、熱硬化型樹脂上に、紫外線硬化型樹脂(DICグラフィックス社製ウレタンアクリレート樹脂)を塗布した。紫外線硬化型樹脂の厚さは5μmとした。続いて、メタルハライドランプで紫外線照射を行い、紫外線硬化型樹脂を硬化させて表面コート層131を形成した。
Subsequently, a film of homopolypropylene resin (manufactured by Prime Polymer Co., Ltd.) was provided on the surface of the formed
Subsequently, a thermosetting resin (acrylic urethane resin manufactured by DIC Graphics, Inc.) was applied to the
続いて、木質基材11の表面11aに接着剤をウェット状態で塗工した。続いて、塗工した接着剤で木質基材11の表面11aに化粧シート13を貼り合わせた。その後、24時間養生した。木質基材11としては、ユリア・メラミン共縮合樹脂系接着剤にて成型されたMDF、つまり繊維板を用いた。MDFとしては、JIS A5905に規定される接着剤による区分がMタイプのものを用いた。木質基材11の厚さは2.5mmとした。
続いて、木質基材11の裏面11bに2液水性エマルジョン接着剤を塗工した。続いて、塗工した2液水性エマルジョン接着剤で木質基材11の裏面11bにクッション層15を貼り合わせた。クッション層15としては、発泡ポリエチレンクッション(三福工業(株)社製)を用いた。クッション層15の厚さは2.0mmとした。
実施例1では、以上の手順により、玄関土間用の床材10を作製した。
Subsequently, the adhesive was applied to the
Subsequently, a two-component aqueous emulsion adhesive was applied to the
In Example 1, the
(実施例2)
実施例2では、木質基材11として、JAS規格において1類合板に区分される合板を用いた。それ以外は、実施例1と同じ材料・手順で、床材10を作製した。
(Example 2)
In Example 2, the plywood classified into 1 class plywood in JAS standard was used as the wood base material 11. The
(比較例1)
比較例1では、木質基材11として、ユリア系接着剤にて成型され、JIS A5905に規定される接着剤による区分がUタイプであるMDFを用いた。それ以外は、実施例1と同じ材料・手順で、床材10を作製した。
(比較例2)
比較例2では、木質基材11として、JAS規格において2類合板に区分される合板を用いた。それ以外は、実施例1と同じ材料と手順で、床材10を作製した。
(Comparative example 1)
In Comparative Example 1, an MDF was used as the wood substrate 11 and was molded with a urea-based adhesive, and the division by the adhesive specified in JIS A5905 was U-type. The
(Comparative example 2)
In the comparative example 2, the plywood classified into 2 class plywood in JAS specification was used as the wood substrate 11. The
(比較例3)
比較例3では、木質基材11の厚さを6mmとした。そ以外は、実施例2と同じ材料・手順で、床材10を作製した。
(比較例4)
比較例4では、実施例1で用いた木質基材11に、残厚が1mmになるように、櫛目溝加工を施した。それ以外は、実施例1と同じ材料と手順で、床材10を作製した。
(比較例5)
比較例5では、クッション層15を省略した。それ以外は、実施例1と同じ材料と手順で、床材10を作製した。
(Comparative example 3)
In Comparative Example 3, the thickness of the wood substrate 11 was 6 mm. The
(Comparative example 4)
In Comparative Example 4, the wood substrate 11 used in Example 1 was subjected to comb groove processing so that the remaining thickness was 1 mm. The
(Comparative example 5)
In Comparative Example 5, the
(性能評価)
実施例1〜2、比較例1〜5の床材10対し、施工性、不陸追従性、耐水性の評価を行った。
(施工性)
施工時に床材10が撓まないものや、床材10が割れたものを不合格「×」とし、問題無く施工できたものを合格「○」とした。
(不陸追従性)
セルフレべリングを施した土間モルタル基材に、床材10を貼り合わせ、外観を目視で観察して評価した。凹凸があったものを不合格「×」とし、凹凸がなかったものを合格「○」とした。
(Performance evaluation)
With respect to the
(Constructability)
The thing which the
(Non-trackability)
The
(耐水性)
JAS1類浸せき試験によって評価した。基材剥離や基材膨潤があったものを不合格「×」とし、基準剥離や基材膨潤がなかったものを合格「○」とした。
(評価結果)
これらの評価結果を表1に示す。表1には、「判定」の欄を設けたが、「判定」の欄では、施工性、不陸追従性、耐水性のいずれかに不合格「×」があったものに「×」を記し、施工性、不陸追従性、耐水性のすべてが合格「○」であったものに「○」を記した。
(water resistant)
It was evaluated by the JAS 1 class immersion test. The thing which had base material peeling and base material swelling was made into rejection "x", and the thing which there was no reference peeling and base material swelling was made into pass "(circle)".
(Evaluation results)
The evaluation results are shown in Table 1. Although the column of "judgment" was provided in Table 1, in the column of "judgment", those with "x" in which any of construction property, non-slip following property, and water resistance had a failure "x" It marked, and "○" was written on what the construction property, non-slip following property, and water resistance were all pass "○".
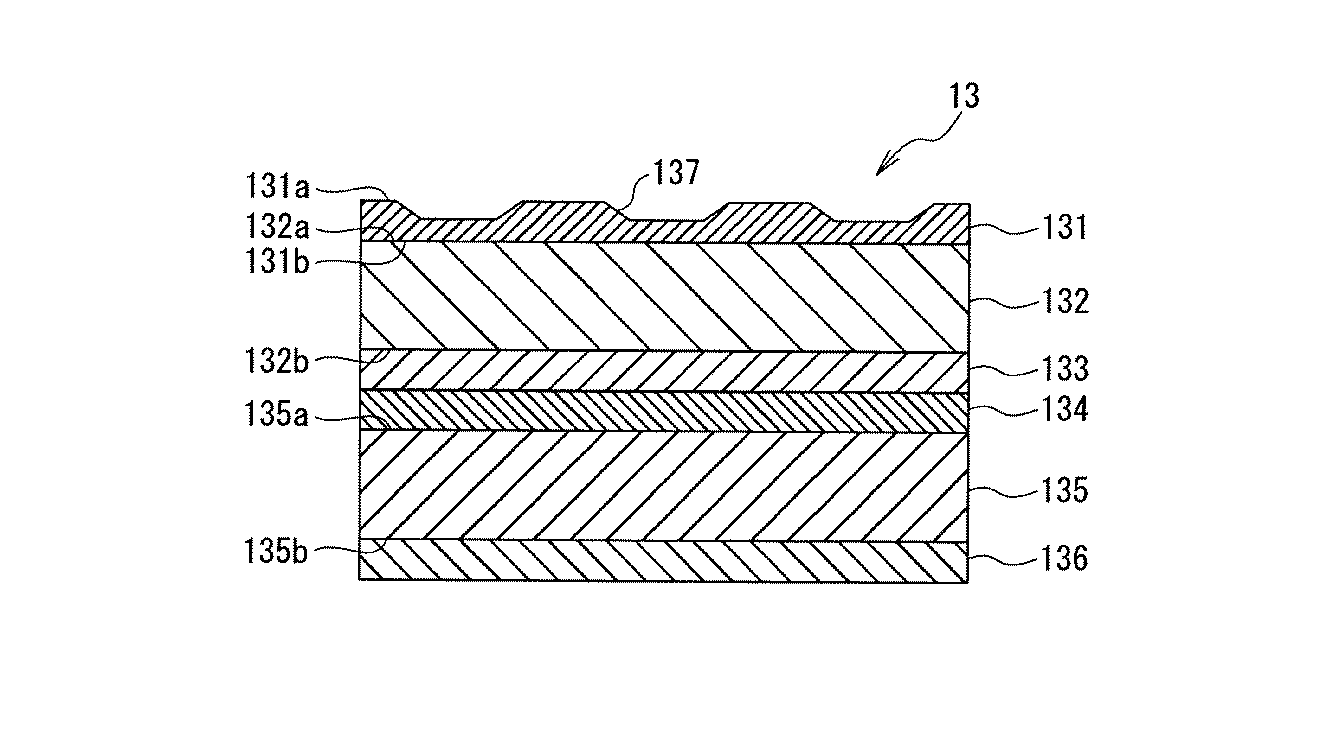
表1に示すように、実施例1〜2の床材10は、施工性、不陸追従性、耐水性のすべてが合格「○」であったため、判定は合格「○」となった。一方、比較例1〜5の床材10は、施工性、不陸追従性、耐水性のいずれかに不合格「×」があったため、判定は不合格「×」となった。
具体的には、比較例1の床材10は、木質基材11のJIS A5905に規定される接着剤による区分がUタイプ、つまり、Mタイプよりも耐水性が低いタイプであるため、木質基材11が水濡れによって膨潤し、耐水性が不合格「×」となった。また、比較例2の床材10は、JAS規格において2類合板に区分される合板、つまり、水濡れによる接着剤の耐久性が低い合板であるため、木質基材11が水濡れによって割れ、耐水性が不合格「×」となった。
As shown in Table 1, in the case of the
Specifically, since the
これに対し、実施例1の床材10では、木質基材11として、ユリア・メラミン共縮合樹脂系接着剤にて成型されJIS A5905に規定される接着剤による区分がMタイプのMDF、つまり耐水性が高い基材を用いるようにしたため、耐水性が合格「○」となった。また実施例2の床材10では、木質基材11として、JAS規格において1類合板に区分される合板、つまり接着剤の耐久性が高い基材を用いるようにしたため、耐水性が合格「○」となった。
On the other hand, in the
また、比較例3の床材10は、木質基材11が6mmであり、厚いため、施工時に床材10が撓まず、施工性が不合格「×」となった。また、比較例4の床材10は、木質基材11に残厚を1mmとする櫛目溝加工が施されたため、木質基材11が割れ、施工性が不合格「×」となった。
これに対し、実施例1、2の床材10は、木質基材11の厚さを2.5mm、つまり2.0mm以上4.5mm以下の薄すぎず厚すぎない範囲としたため、施工性が合格「○」となった。
Moreover, since the wooden base material 11 is 6 mm and the
On the other hand, since the
さらに、比較例5の床材10は、クッション層15を省略したため、土間モルタル基材の表面凹凸にあわせて凹凸が発生し、音鳴りが発生するので、不陸追従性が不合格「×」となった。
これに対し、実施例1、2の床材10は、木質基材11の裏面11bにクッション層15を設けたため、土間モルタル基材の表面凹凸の影響を受けず、不陸追従性が合格「○」となった。
したがって、実施例1〜2の床材10は、比較例1〜5の床材10よりも、施工性、不陸追従性及び耐水性が良好であることが確認された。
Furthermore, in the
On the other hand, in the
Therefore, it was confirmed that
10…床材、11…木質基材、11a…表面、11b…裏面、13…化粧シート、13a …表面、15…クッション層、131…表面コート層、131a…表面、131b…裏面、132…表面シート、132a…表面、132b…裏面、133…接着層、134…絵柄層、135…基材シート、135a…表面、135b…裏面、136…プライマー層、137…エンボス模様
DESCRIPTION OF
Claims (7)
前記木質基材の表面側に設けられた化粧シートと、
前記木質基材の裏面側に設けられたクッション層と、を備えることを特徴とする床材。 Woody base material,
A decorative sheet provided on the surface side of the wood substrate;
A floor material comprising: a cushion layer provided on the back side of the wood base material.
前記基材シート及び前記表面シートは、ポリオレフィン系樹脂からなることを特徴とする請求項1から6の何れか一項に記載の床材。 The decorative sheet has a base material sheet and a surface sheet provided on the surface side of the base material sheet,
The floor material according to any one of claims 1 to 6, wherein the base sheet and the surface sheet are made of a polyolefin resin.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017235486A JP2019100155A (en) | 2017-12-07 | 2017-12-07 | Floor material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017235486A JP2019100155A (en) | 2017-12-07 | 2017-12-07 | Floor material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019100155A true JP2019100155A (en) | 2019-06-24 |
Family
ID=66976505
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017235486A Pending JP2019100155A (en) | 2017-12-07 | 2017-12-07 | Floor material |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019100155A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102684633B1 (en) * | 2024-04-15 | 2024-07-15 | 주식회사 아트스페이스이엔지 | Anti-slip powder composition and constructing method of floor surface finishing material using the composition |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0996089A (en) * | 1995-09-29 | 1997-04-08 | Sekisui Chem Co Ltd | Floor material |
| JP2000280419A (en) * | 1999-03-31 | 2000-10-10 | Dainippon Printing Co Ltd | Decorative sheet and op coating agent for polyolefinic decorative sheet |
| JP2004052326A (en) * | 2002-07-18 | 2004-02-19 | Nankai Plywood Co Ltd | Double-sided decorative floor plate |
| JP2008095395A (en) * | 2006-10-12 | 2008-04-24 | Koyo Sangyo Co Ltd | Wooden composite floor material and method of manufacturing the same |
| JP2010242485A (en) * | 2008-07-22 | 2010-10-28 | Dainippon Printing Co Ltd | Decorative material for flooring |
| JP2014133323A (en) * | 2013-01-08 | 2014-07-24 | Panasonic Corp | Woody plate production method and woody plate |
-
2017
- 2017-12-07 JP JP2017235486A patent/JP2019100155A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0996089A (en) * | 1995-09-29 | 1997-04-08 | Sekisui Chem Co Ltd | Floor material |
| JP2000280419A (en) * | 1999-03-31 | 2000-10-10 | Dainippon Printing Co Ltd | Decorative sheet and op coating agent for polyolefinic decorative sheet |
| JP2004052326A (en) * | 2002-07-18 | 2004-02-19 | Nankai Plywood Co Ltd | Double-sided decorative floor plate |
| JP2008095395A (en) * | 2006-10-12 | 2008-04-24 | Koyo Sangyo Co Ltd | Wooden composite floor material and method of manufacturing the same |
| JP2010242485A (en) * | 2008-07-22 | 2010-10-28 | Dainippon Printing Co Ltd | Decorative material for flooring |
| JP2014133323A (en) * | 2013-01-08 | 2014-07-24 | Panasonic Corp | Woody plate production method and woody plate |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102684633B1 (en) * | 2024-04-15 | 2024-07-15 | 주식회사 아트스페이스이엔지 | Anti-slip powder composition and constructing method of floor surface finishing material using the composition |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7004110B2 (en) | Decorative sheet and decorative material using it | |
| KR102014667B1 (en) | Decorative sheet and decorative plate, and processes for producing same | |
| KR100876787B1 (en) | Decorative sheet for floor material and decorative material for floor using the same | |
| JP6791232B2 (en) | Decorative sheet and decorative board using it | |
| JP6520128B2 (en) | Decorative sheet and decorative board | |
| JP7009887B2 (en) | Decorative sheet and decorative material using it | |
| JP2003049530A (en) | Floor material and its manufacturing method | |
| KR20040085073A (en) | Laminate for flooring material | |
| JP2019100155A (en) | Floor material | |
| JP6520129B2 (en) | Decorative sheet and method of manufacturing the same, and decorative plate and method of manufacturing the same | |
| KR101456731B1 (en) | Decorative sheet and decorative plate using the decorative sheet | |
| JP2008155460A (en) | Facing sheet and decorative plate using it | |
| KR101082236B1 (en) | Aqueous Painting Composition | |
| KR20160116052A (en) | Floor decoration material | |
| JP2009297896A (en) | Decorative flooring material | |
| JP4428191B2 (en) | Manufacturing method of decorative sheet | |
| JP2006123235A (en) | Non-halogen type decorative sheet and non-halogen type decorative material | |
| KR20210124264A (en) | cremation material | |
| JP2020066215A (en) | Decorative sheet and decorative member | |
| JP6965752B2 (en) | Decorative sheet and decorative material | |
| JP6965753B2 (en) | Decorative sheet and decorative material | |
| JP7069878B2 (en) | Decorative sheet and decorative material | |
| JP6286998B2 (en) | Cosmetic sheet and cosmetic material using the same | |
| JP2010017878A (en) | Embossing plate and decorative sheet using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211005 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221021 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230207 |