JP2018528054A - チューブ及びその製造方法 - Google Patents
チューブ及びその製造方法 Download PDFInfo
- Publication number
- JP2018528054A JP2018528054A JP2018532831A JP2018532831A JP2018528054A JP 2018528054 A JP2018528054 A JP 2018528054A JP 2018532831 A JP2018532831 A JP 2018532831A JP 2018532831 A JP2018532831 A JP 2018532831A JP 2018528054 A JP2018528054 A JP 2018528054A
- Authority
- JP
- Japan
- Prior art keywords
- shaft
- tube
- elongated
- rigid
- heat treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/918—Thermal treatment of the stream of extruded material, e.g. cooling characterized by differential heating or cooling
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L29/00—Materials for catheters, medical tubing, cannulae, or endoscopes or for coating catheters
- A61L29/04—Macromolecular materials
- A61L29/041—Macromolecular materials obtained by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/04—Tracheal tubes
- A61M16/0402—Special features for tracheal tubes not otherwise provided for
- A61M16/0425—Metal tubes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/04—Tracheal tubes
- A61M16/0402—Special features for tracheal tubes not otherwise provided for
- A61M16/0427—Special features for tracheal tubes not otherwise provided for with removable and re-insertable liner tubes, e.g. for cleaning
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/04—Tracheal tubes
- A61M16/0465—Tracheostomy tubes; Devices for performing a tracheostomy; Accessories therefor, e.g. masks, filters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/0266—Local curing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0019—Combinations of extrusion moulding with other shaping operations combined with shaping by flattening, folding or bending
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/131—Curved articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/91—Heating, e.g. for cross linking
- B29C48/9105—Heating, e.g. for cross linking of hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/005—Shaping by stretching, e.g. drawing through a die; Apparatus therefor characterised by the choice of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/22—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/02—Thermal after-treatment
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/04—Tracheal tubes
- A61M16/0434—Cuffs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M2207/00—Methods of manufacture, assembly or production
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0838—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/19—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D23/00—Producing tubular articles
- B29D23/001—Pipes; Pipe joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
- B29K2027/18—PTFE, i.e. polytetrafluorethene, e.g. ePTFE, i.e. expanded polytetrafluorethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
- B29L2031/7546—Surgical equipment
Abstract
気管切開チューブの内部カニューレ3はePTFE材料で押出成形したシャフト30を有する。このシャフトの軸線方向強度は、例えば、加熱ローラ205との接触によりシャフトに沿って細長部分34及び35を加熱することによって増大する。この加熱は、材料の構造を変化させ、また加熱される部分34及び35をシャフトの残りの部分よりもより剛性の高いものにするのに十分なものとする。
【選択図】図2
【選択図】図2
Description
ePTFE材料の管状のシャフトを有する種類のチューブに関する。
気管切開チューブアセンブリは、通常、外部チューブと、この外部チューブ内に取外し可能に嵌合する内部チューブ又は内部カニューレとを有する。内部カニューレは、アセンブリ内の通路が分泌物によって閉塞されないことを確実にするため周期的に取り外しまた交換することができる。このことにより、外側チューブを頻繁に取り外す必要性を回避する。
内部カニューレは種々の問題があり、これは、内壁が薄く、また外部チューブ内に緊密嵌合して、アセンブリに沿うガスの流れに対する抵抗を制限しなければならないからである。しかし、さらに、外部チューブ内に座屈又はよじれを生ずることなく挿入するのに十分な剛性を有していなければならない。内部カニューレとして特に好適な材料は、PTFE、又は延伸(extended)したPTFE(ePTFE)である。この材料で作製したカニューレは、90゜より大きい角度にわたりよじれ又は直径の大きな変化を生ずることなく撓むことができる。内部カニューレにおけるこのような材料の使用については、特許文献1及び2(国際公開第94/01156号及び同第2004/101048号)に記載されている。タイコ・ヘルスケア(Tyco Healthcare)によって販売されているFlextra(登録商標)チューブはePTFEで形成されている。特許文献3(米国特許第8,419,075号)は、一方の端部にオーバーモールド成形技術でハブを付着させたePTFE製の内部カニューレについて記載している。このような材料は種々の利点があるが、軸線方向の安定性に乏しく、比較的僅かな軸線方向力によって軸線方向に圧縮されるという問題点も有する。このことは、内部カニューレを外部チューブ内に自由に挿入できない、例えば、外部チューブの内側面に堆積物又は他の障害物が存在することで挿入できない場合、内部カニューレが部分的に圧縮され、アセンブリに沿うガス流を制限するため問題である。ePTFE材料は他の材料にうまく結合しないため、ePTFE製の内部カニューレの強度を強くすることが困難である。
本発明の目的は、従来にとって代わるチューブ及びこのチューブの製造方法を得るにある。
本発明の一態様によれば、上述した種類のチューブを提供し、このチューブにおいて、前記シャフトは、シャフト長さの大部分に沿って延在する細長部分であって、熱処理によって前記シャフトの残りの部分よりも高い剛性にされた、該細長部分を有することを特徴とする。
前記細長部分は、前記シャフトの軸線に平行に長手方向に延在することができる。前記シャフトは、熱処理によって前記シャフトの残りの部分よりも高い剛性にされた2つ又はそれ以上の細長部分を有することができる。代案として、前記細長部分は前記シャフト周りに螺旋状に延在させることができる。前記シャフトは、シャフト長さに沿って湾曲しているものとすることができる。
本発明の他の態様によれば、ほぼePTFE材料でシャフトを形成するステップを備えるチューブの作製方法を提供し、この方法において、前記方法は、シャフトの長さの大部分に沿って延在する前記シャフトの細長部分を熱処理する後続の熱処理ステップであって、熱処理した前記細長部分を熱処理しない部分よりも高い剛性にすることを特徴とする。
前記熱処理ステップは、好適には以下のやり方、すなわち、加熱ローラ若しくは他の部材との接触、ホットガスブレード、及びレーザーからのような合焦放射のうち1つ又はそれ以上のやり方で行う。
本発明のさらに他の態様によれば、上述した他の態様による方法によって作製したチューブを提供する。
本発明の第4態様によれば、外部チューブと、上述の一態様又はさらに他の態様による内部チューブであり、前記外部チューブの内側に延在する、該内部チューブとを備える、気管切開チューブアセンブリを提供する。
本発明の第5態様によれば、チューブのシャフトを作製するのに使用するため、一本のePTFE管材を押出成形するよう構成された押出成形機を備える装置が提供されるものであり、この装置においては、前記装置は、前記押出成形機から押出成形された前記管材に沿う細長部分に熱を加え、該熱は、加熱された該細長部分を前記管材の残りの部分よりも高い剛性にするのに十分なものであるよう加熱する、加熱手段を備える、ことを特徴とする。
本発明の第6態様によれば、チューブのシャフトを作製するのに使用するため、前記シャフトをマンドレル上に装着する湾曲した該マンドレル備える装置を提供し、この装置において、前記装置は、前記シャフトの互いに対向する両側の側面に沿う細長部分に接触して該細長部分を加熱し、前記細長部分を前記シャフトの残りの部分よりも高い剛性にするよう構成した2つの加熱湾曲ブレードを備える、ことを特徴とする。
本発明の第7態様によれば、上述の第5及び第6の態様による装置により作製したシャフトを有する、チューブを提供する。
本発明による内部カニューレを有する気管切開アセンブリ、及び内部カニューレの製造方法を以下に例として添付図面につき説明する。
先ず図1につき説明すると、外部チューブ1と、この外部チューブから取外し可能である内部チューブ又は内部カニューレ3とを有し、内部カニューレは、通常のやり方で周期的に交換することができる。
外部チューブ1は、真直ぐな前端部分又は患者側端部部分11と、この前端部分に対して湾曲部分13によって連結される後端部分又は装置側端部部分12を持つシャフト10を有する普通のものである。代替的外部チューブは、それらの全長に沿って滑らかに湾曲するものとすることができる、又は極めて可撓性が高く、また自然には真直ぐな状態になるよう補強されたものとすることができる。封止カフ14は、シャフト10の患者側端部15近傍でシャフト10を抱持する。カフ14は、封止のために膨張することができ、又は挿入及び取外しのために収縮することができ、この膨張及び収縮は、膨張ライン16及び組合せの膨張インジケータ及び接続部17によって行う。外部チューブの後端部又は装置側端部18において、外部チューブ1はフランジ19を有し、このフランジ19にはテープ(図示せず)を取り付けることができ、このテープによりアセンブリを患者の首周りに固定することができる。フランジ19の装置側の側面からハブ20が突出し、チューブ1に対するガス接続部をなすようにすることができる。使用にあたり、チューブ1は、首における外科手術的に形成した気管切開開口部に貫通させ、チューブ1の患者側端部15を気管に位置付ける。カフ14を膨張させて、チューブの外側面と気管壁との間にシール部を形成し、これによりガス流をチューブのボアに沿うよう規制する。チューブ1の装置側端部18におけるハブ20は、気管切開開口部から外部に突出する。
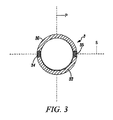
次に図2及び3につき説明すると、内部チューブ又は内部カニューレ3は、シャフト30と、ハブ又は装置側端部取付け部31とを有する。内部カニューレ3は、約194mmの長さを有し、またそのシャフト30は、約8mmの内径を有し、長さの大部分に沿って約9mmの外径を有する。使用にあたり、カニューレ3は、外部チューブ1のボア内に密接摺動嵌合として延在し、カニューレの患者側端部32が外部チューブの患者側端部15とほぼ同一レベルとなり、また装置側端部取付け部31が外部チューブのハブ20内に位置付けされる。
シャフト30は、全体的にePTFEで形成した壁33を有する。壁33周りの大部分でePTFE材料は極めて可撓性が高いが、壁の2つの小部分34及び35に沿っては剛性がより高くなるようePTFE材料を処理する。これら小部分34及び35は、シャフト30の軸線に平行に、また図3に示すように互いに180゜の角度離間し、直径方向に対向するよう長手方向に延びる2つの真直ぐなライン又は細条として存在する。しかし、代案として、シャフトは、剛性がより高い単独の細条のみ有する、又は3つ又はそれ以上の細条を有することができる。さらに他の代替的構成において、シャフトは、シャフト周りかつシャフトに沿って螺旋状に延在する1つ又はそれ以上の細条を有することができる。各細条34及び35は、シャフト30の軸方向剛性を高め、通常の使用中に加わる何らかの軸方向力によって軸線方向に圧縮されるリスクを減らす補強又は強化部材として作用する。細条34及び35は、依然としてシャフト30を曲げることを可能にするが、2つの細条が延在する平面Sに対して直交するよう延在する優先的曲げ平面Pをシャフトに付与する。
シャフト34及び35は、シャフト30の壁33における領域の温度を、これら領域がより剛性の高いものとなるほど十分に上昇させる加熱プロセスによって形成する。ePTFEから作製した普通のチューブは、ePTFEペーストを押出成形し、また次にこの押出成形体を焼成し、ファイバ間の結節点によって接合されるPTFEファイバを有する構体を形成することによって形成される。本発明に使用される局所的加熱プロセスは、結節部及びファイバを互いに溶融するよう、又はより高い温度でPTFEを再融解させてファイバ・結節部構体が排除されるより剛性の高い構体を形成するよう作用する。
補強細条34及び35を生ずるよう熱処理プロセスを実施できる様々なやり方がある。
図4は内部チューブ又は内部カニューレ3を製造する初期的段階を示す。押出成形機200は、ePTFEペレット202のホッパ201を有し、またダイヘッド204から管状のシャフト30を押出成形する。押出成形機200から出てくるとき、シャフト30は全周にわたり高い可撓性を有する。シャフト30は、シャフトの両側における側面でローラ端縁がシャフト外側面に接触する2つの薄い加熱ローラ205によって、2つの直径方向に対向する補強細条34及び35が付与される。ローラ205の温度、及び速度は、ローラが接触する壁部分が上述のような特性変化を生ずるよう選択する。好適には、加熱効果は、ローラ205の端縁が接触するシャフト30の壁の全体厚さが2つの互いに対向する細条34及び35に沿って剛性を高める重大変化を生ずるのに十分なものであるよう案配する。
シャフトを加熱して補強部分又は細条を形成する他の代替的技術も可能であり、これには他の加熱接触部材、熱ガスブレード及びレーザーからのような合焦放射を含む。
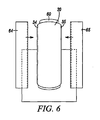
シャフト30は、外部チューブ1内により密接嵌合できるよう湾曲させることができる。このことは、何らかの補強細条がシャフトに沿って形成される前に、図5及び6に示すようにマンドレル60上にシャフト30を配置することによって行うことができる。マンドレル60は、内部チューブ又は内部カニューレ3の所望仕上げ形状に合致するよう湾曲している。この後、2つの湾曲ブレード64及び65をシャフトの両側の側面に当接し、これらブレードは、マンドレルの曲率平面に対して平行であり互いに対向する側面に沿って延在する。ブレード64及び65を加熱し、ブレードが接触するシャフト30の材料を加熱し、またこれにより構造が変化し、補強細条34及び35を形成する。シャフト30がマンドレル60上で湾曲形状の保持されている間に補強細条34及び35が形成されるため、これら補強細条は、シャフトをマンドレルから取り外した後にシャフトの湾曲形状を保持するよう作用する。
内部カニューレ3は、ハブ又は装置側端部取付け部31をシャフト30に付着させることによって完成し、この付着は任意な普通の技術、例えば、オーバーモールド成形技術によって行うことができる。
完成した内部カニューレ3の湾曲は、補強細条34及び35がカニューレの湾曲の両側側面に沿って延在する向きでユーザーが内部カニューレを外部チューブ1内に挿入するのをガイドする。このことにより、内部カニューレ3が外部チューブ1内への挿入中に曲率平面内で撓むとき、湾曲の内側及び外側でシャフト30の残りの部分が伸長又は収縮することができる。補強細条34及び35は、内部チューブの患者側端部が外部チューブ1の患者側端部15に又はその近傍に位置付けられるよう内部チューブを所望長さに維持するのを確実にする。
本発明は、気管切開チューブアセンブリ用の内部カニューレに限定されるものではなく、軸線方向の剛性化を必要とするePTFEの他のチューブにも使用することができる。
1 外部チューブ
3 内部チューブ又は内部カニューレ
10 (外部チューブの)シャフト
11 (外部チューブの)前端部分又は患者側端部部分
12 (外部チューブの)後端部分又は装置側端部部分
13 (外部チューブの)湾曲部分
14 封止カフ
15 (シャフト10)の患者側端部
16 膨張ライン
17 組合せの膨張インジケータ及び接続部
18 (外部チューブの)後端部又は装置側端部
19 フランジ
20 ハブ
30 (内部カニューレの)シャフト
31 (内部カニューレの)ハブ又は装置側端部取付け部
32 (内部カニューレの)患者側端部
33 (シャフト30の)壁
34 壁の小部分
35 壁の小部分
60 マンドレル
64 湾曲ブレード
65 湾曲ブレード
200 押出成形機
201 ホッパ
202 ePTFEペレット
204 ダイヘッド
3 内部チューブ又は内部カニューレ
10 (外部チューブの)シャフト
11 (外部チューブの)前端部分又は患者側端部部分
12 (外部チューブの)後端部分又は装置側端部部分
13 (外部チューブの)湾曲部分
14 封止カフ
15 (シャフト10)の患者側端部
16 膨張ライン
17 組合せの膨張インジケータ及び接続部
18 (外部チューブの)後端部又は装置側端部
19 フランジ
20 ハブ
30 (内部カニューレの)シャフト
31 (内部カニューレの)ハブ又は装置側端部取付け部
32 (内部カニューレの)患者側端部
33 (シャフト30の)壁
34 壁の小部分
35 壁の小部分
60 マンドレル
64 湾曲ブレード
65 湾曲ブレード
200 押出成形機
201 ホッパ
202 ePTFEペレット
204 ダイヘッド
Claims (12)
- ePTFE材料の管状のシャフトを有するチューブにおいて、前記シャフト(30)は、シャフト長さの大部分に沿って延在する細長部分(34, 35)であって、熱処理によって前記シャフトの残りの部分よりも高い剛性にされた、該細長部分(34, 35)を有する、ことを特徴とするチューブ。
- 請求項1記載のチューブにおいて、前記細長部分(34, 35)は、前記シャフト(30)の軸線に平行に長手方向に延在する、ことを特徴とするチューブ。
- 請求項1又は2記載のチューブにおいて、前記シャフト(30)は、熱処理によって前記シャフトの残りの部分よりも高い剛性にされた2つ又はそれ以上の細長部分(34, 35)を有する、ことを特徴とするチューブ。
- 請求項1記載のチューブにおいて、前記細長部分は前記シャフト周りに螺旋状に延在する、ことを特徴とするチューブ。
- 請求項1〜4のうちいずれか一項記載のチューブにおいて、前記シャフト(30)は、シャフト長さに沿って湾曲しているものとする、ことを特徴とするチューブ。
- ほぼePTFE材料でシャフト(30)を形成するステップを備えるチューブ作製方法において、前記方法は、シャフトの長さの大部分に沿って延在する前記シャフト(30)の細長部分(34, 35)を熱処理する後続の熱処理ステップであって、熱処理した前記細長部分(34, 35)を熱処理しない部分よりも高い剛性にする、該熱処理ステップを備える、ことを特徴とする方法。
- 請求項6記載の方法において、前記熱処理ステップは、以下のやり方、すなわち、加熱ローラ若しくは他の部材(205, 64, 65)との接触、ホットガスブレード、及びレーザーからのような合焦放射のうち1つ又はそれ以上のやり方で行う、ことを特徴とする方法。
- 請求項6又は7記載の方法によって作製したチューブ(3)。
- 外部チューブ(1)と、請求項1〜5のうちいずれか一項記載の又は請求項8記載の内部チューブ(3)であり、前記外部チューブ(1)の内側に延在する、該内部チューブ(3)と、を備える気管切開チューブアセンブリ。
- チューブのシャフト(30)を作製するのに使用するため、一本のePTFE管材を押出成形するよう構成された押出成形機(200)を備える装置であって、前記装置は、前記押出成形機(200)から押出成形された前記管材(30)に沿う細長部分(34, 35)に熱を加え、該熱は、加熱された該細長部分(34, 35)を前記管材(30)の残りの部分よりも高い剛性にするのに十分なものであるよう加熱する、加熱手段(205)を備える、ことを特徴とする装置。
- チューブのシャフト(30)を作製するのに使用するため、前記シャフト(30)をマンドレル上に装着する湾曲した該マンドレル(60)備える装置であって、前記装置は、前記シャフト(30)の互いに対向する両側の側面に沿う細長部分(34, 35)に接触して該細長部分(34, 35)を加熱し、前記細長部分(34, 35)を前記シャフトの残りの部分よりも高い剛性にするよう構成した2つの加熱湾曲ブレード(64, 65)を備える、ことを特徴とする装置。
- 請求項10又は11記載の装置を使用して作製したシャフト(30)を有するチューブ(3)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1516300.9 | 2015-09-15 | ||
| GBGB1516300.9A GB201516300D0 (en) | 2015-09-15 | 2015-09-15 | Tubes and their manufacture |
| PCT/GB2016/000155 WO2017046550A1 (en) | 2015-09-15 | 2016-08-26 | Tubes and their manufacture |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018528054A true JP2018528054A (ja) | 2018-09-27 |
Family
ID=54363181
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018532831A Pending JP2018528054A (ja) | 2015-09-15 | 2016-08-26 | チューブ及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180250868A1 (ja) |
| EP (1) | EP3349833A1 (ja) |
| JP (1) | JP2018528054A (ja) |
| GB (1) | GB201516300D0 (ja) |
| WO (1) | WO2017046550A1 (ja) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2138142A1 (en) | 1992-07-01 | 1994-01-20 | Michael R. Mahoney | Inner cannula for tracheostomy tube |
| US5747128A (en) * | 1996-01-29 | 1998-05-05 | W. L. Gore & Associates, Inc. | Radially supported polytetrafluoroethylene vascular graft |
| US7681576B2 (en) | 2003-05-06 | 2010-03-23 | Mallinckrodt Inc. | Multiple cannula systems and methods |
| US7806922B2 (en) * | 2004-12-31 | 2010-10-05 | Boston Scientific Scimed, Inc. | Sintered ring supported vascular graft |
| US20060149366A1 (en) * | 2004-12-31 | 2006-07-06 | Jamie Henderson | Sintered structures for vascular graft |
| US20090293574A1 (en) * | 2005-06-24 | 2009-12-03 | Colin Gerald Caro | Artifical Graft Tubing |
| GB0800112D0 (en) | 2008-01-04 | 2008-02-13 | Smiths Group Plc | Tubes and their manufacture |
| GB201401024D0 (en) * | 2014-01-21 | 2014-03-05 | Smiths Medical Int Ltd | Tracheostomy tube assemblies and inner cannulae |
-
2015
- 2015-09-15 GB GBGB1516300.9A patent/GB201516300D0/en not_active Ceased
-
2016
- 2016-08-26 EP EP16763301.5A patent/EP3349833A1/en not_active Withdrawn
- 2016-08-26 JP JP2018532831A patent/JP2018528054A/ja active Pending
- 2016-08-26 WO PCT/GB2016/000155 patent/WO2017046550A1/en active Application Filing
- 2016-08-26 US US15/758,386 patent/US20180250868A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20180250868A1 (en) | 2018-09-06 |
| EP3349833A1 (en) | 2018-07-25 |
| WO2017046550A1 (en) | 2017-03-23 |
| GB201516300D0 (en) | 2015-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11219733B2 (en) | Limb for breathing circuit | |
| AU735844B2 (en) | Catheter assemblies and inner cannulae | |
| RU2314836C2 (ru) | Эндотрахеальная трубка, обеспечивающая точное определение давления на слизистую оболочку трахеи | |
| JP2009297514A (ja) | 接続部を有するホース | |
| JPH0412990B2 (ja) | ||
| US9365004B2 (en) | Flexible stretch hose having inwardly extending web portions connecting adjacent pairs of reinforcing coils, with hose properties enhanced by annealing | |
| JPS6015339B2 (ja) | 強化型外科医療用チュ−ブの製造方法 | |
| TW201345577A (zh) | 醫療機器及醫療機器之製造方法 | |
| US20170173286A1 (en) | Tracheostomy tube assemblies, inner cannulae and methods of making inner cannulae | |
| TW201521801A (zh) | 氣管 | |
| US8376992B2 (en) | Balloon catheter and sheath fabrication method | |
| JP2016512713A5 (ja) | ||
| JP2018528054A (ja) | チューブ及びその製造方法 | |
| JP2018531094A (ja) | 医療外科チューブ及びその製造方法 | |
| JP2018531094A6 (ja) | 医療外科チューブ及びその製造方法 | |
| JP2018525167A (ja) | 気管切開チューブアセンブリ及び内部カニューレ | |
| JP2010179106A (ja) | 外シースを備えたプラスチックチューブ上にカフを製造するための方法 | |
| JP4607550B2 (ja) | フッ素樹脂製気管切開カニューレ用曲管の製造方法 | |
| JP6718265B2 (ja) | 医療用チューブの製造方法 | |
| WO2015110774A1 (en) | Tracheostomy tube assemblies | |
| WO2019069040A1 (en) | TUBES AND THEIR MANUFACTURE | |
| JP2008036204A (ja) | 内視鏡可撓管の製造方法 |