JP2018509289A - ノズル先端及びパネルの端への分注方法 - Google Patents
ノズル先端及びパネルの端への分注方法 Download PDFInfo
- Publication number
- JP2018509289A JP2018509289A JP2017548158A JP2017548158A JP2018509289A JP 2018509289 A JP2018509289 A JP 2018509289A JP 2017548158 A JP2017548158 A JP 2017548158A JP 2017548158 A JP2017548158 A JP 2017548158A JP 2018509289 A JP2018509289 A JP 2018509289A
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- panel
- curved
- wall
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/006—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to the edges of essentially flat articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C17/00—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces
- B05C17/005—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes
- B05C17/00503—Details of the outlet element
- B05C17/00516—Shape or geometry of the outlet orifice or the outlet element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0204—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to the edges of essentially flat articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/10—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an adhesive surface
Landscapes
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Spray Control Apparatus (AREA)
Abstract
パネル(100)の端、いくつかの実施形態ではハニカムパネルなどのパネルの切り口に、硬化性樹脂を塗布するためのノズル(200)を提供する。ノズルはコネクタ部(210)とアプリケーションヘッド(230)とを備え、アプリケーションヘッドは、a)支持壁(240)と、b)支持壁に92度超かつ120度未満の角度で端に沿って接合する曲線仕上壁(250)とを備える。いくつかの実施形態では、曲線仕上壁の曲線半径は、曲線仕上壁の長さ全体にわたって1.0〜7.0cmの間にとどまる。いくつかの実施形態では、曲線仕上壁の後縁外形は滑らかな曲線状であり、前縁外形はスカラップ状である。それに加えて、パネルの端に硬化性樹脂を塗布する方法を提示する。【選択図】図1A
Description
本開示はパネルの端に硬化性樹脂を塗布するためのノズル、及びパネルの端に硬化性樹脂を塗布する方法に関する。
以下の参照文献、即ち、米国特許第5,250,145号、同第6,276,858号、米国特許出願公開第2009/0294489 A1号、及び同第2012/0091172 A1号は、本開示の一般的な技術分野に該当し得る。
概して、本開示は、パネルの端に硬化性樹脂を塗布するノズルを提供する。ノズルはコネクタ部とアプリケーションヘッドとを備え、コネクタ部は樹脂分注デバイスから硬化性樹脂を受容し、硬化性樹脂をアプリケーションヘッドに送達するようになっている。アプリケーションヘッドは、a)支持壁と、b)支持壁に92度超かつ120度未満の角度で端に沿って接合する曲線仕上壁と、を備える。コネクタ部はアプリケーションヘッドに、支持壁と曲線仕上壁との間に形成された角度の内側に硬化性樹脂を送達するようになっている。いくつかの実施形態において、ノズルは単一の支持壁を備える。いくつかの実施形態では、ノズルは、硬化性樹脂をパネルの端に塗布する間、支持壁と曲線仕上壁以外にパネルと接触する構成部品を備えない。いくつかの実施形態では、曲線仕上壁の曲線半径は、曲線仕上壁の長さ全体にわたって1.0〜7.0cmの間にとどまる。いくつかの実施形態では、曲線仕上壁の曲線半径は、曲線仕上壁の最初の1.6cmの全体、すなわち、支持壁に最も近い曲線仕上壁の1.6cmにわたって、1.0〜7.0cmの間にとどまる。いくつかの実施形態では、曲線仕上壁の曲線半径は、曲線仕上壁の最初の1.6cmの全体にわたって、1.5〜5.0cmの間にとどまる。いくつかの実施形態では、曲線仕上壁の曲線半径は、曲線仕上壁と支持壁との間の接合部によ長くより近い、かつ曲線仕上壁と支持壁との間の接合部より短くより遠い。いくつかの実施形態では、曲線仕上壁の後縁外形は滑らかな曲線状であり、前縁外形はスカラップ状である。いくつかの実施形態では、ノズルはワンピース型の一体的に形成された物品である。いくつかの実施形態では、ノズルは光学的に半透明又は透明である。
別の態様では、本開示はパネルの端に硬化性樹脂を塗布する方法を提供し、方法は、a)本開示に係るノズルのコネクタ部を樹脂分注デバイスの出力口と接続させるステップと、b)ノズルのアプリケーションヘッドをパネルの端と接触させるステップと、c)ノズルをパネルに対して横方向に動かしている間に、硬化性樹脂を、ノズルを通ってパネルの端に分注して、パネルの端に樹脂を塗布するステップと、を含む。いくつかの実施形態では、ノズルのアプリケーションヘッドをパネルの端と接触させるステップが、ノズルの支持壁を、パネルの上面層に面平行かつ接触するように配置することを含む。いくつかの実施形態では、ノズルのアプリケーションヘッドをパネルの端と接触させるステップが、支持壁と仕上壁との間に形成される角度がパネルの上面層の外端に乗るように、ノズルを配置することを含む。いくつかの実施形態では、パネルはハニカムパネルである。いくつかの実施形態では、硬化性樹脂は接着剤である。いくつかの実施形態では、硬化性樹脂は低密度間隙充填剤である。
この開示は、パネルの端又はパネルの切り口に硬化性樹脂を塗布するためのノズル、及びパネルの端又はパネルの切り口に硬化性樹脂を塗布するための方法に関する。いくつかの実施形態では、パネルの内層は表面層に対してその下部が切り取られている。
本開示の実施には、任意の好適なパネルを使用することができる。典型的には、パネルは上面層と、少なくとも1つのコア層と、底面層とを備える。いくつかの実施形態では、パネルは、切断されたときに間隙又はぎざぎざ又は凸凹の表面を提示するコア材料を含む。いくつかの実施形態では、パネルは、ハニカム支持材料のコア層を備えるハニカムパネルである。ハニカム支持材料は、一般的なハニカム及びオーバーエキスパンドハニカムを含む任意の好適な幾何学又は材料であってもよい。好適な材料には、金属若しくは合金、紙若しくはカード、プラスチック樹脂、繊維、又はそれらの組み合わせ、例えば繊維ガラス若しくはNOMEX(登録商標)アラミド樹脂加工紙が挙げられる。いくつかの実施形態では、パネルは、発泡体材料を1層以上備えるコアを備える発泡体コアパネルである。表面層は単一層であってもよく、又は2重以上から構成されてもよい。表面層は任意の好適な材料であることができ、1つ以上のアルミニウム若しくは他の金属又は合金、フェノール樹脂などのプラスチック樹脂を、任意にガラス繊維、KEVLAR(登録商標)などのアラミド布地、紙、樹脂、又はビニールなどを組み込んで含み得る。
図4は、上面層110と、底面層140と、ハニカムコア130とを備える、ハニカムコアパネル100の写真である。硬化性樹脂、この場合では低密度間隙充填樹脂が、本開示のノズル及び方法を用いて、パネル100の一端に塗布されている。樹脂はその場所で硬化させられて、端充填物150を形成した。
本開示の実施には、任意の好適な硬化性樹脂を使用することができる。好適な材料には、1液型又は2液型接着剤を含む接着剤、及び低密度間隙充填剤を含む間隙充填材料が挙げられ得る。
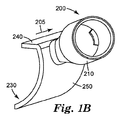
図1A〜図1C及び図3A〜図3Cは、本開示に係るノズル200の特定の実施形態を示す。矢印205は、本明細書では「横軸」である、使用時のノズルの動きの方向を表す。図2A〜図2Cでは、使用時のノズルの動きの方向(横軸)はページに対して直交しており、閲覧者から離れていく。本明細書に用いられる「縦軸」は、図3A〜図3Cに示すように、ノズルが使用するためにパネルの横に配置されたときにパネルに直交する軸である。図3Aは、本開示に係るノズル200を、厚さ1/4インチ(0.64cm)のカットパネル160と一緒に用いるために配置した実施形態を示す。図3Bは、本開示に係るノズル200を、厚さ1/2インチ(1.27cm)のカットパネル170と一緒に用いるために配置した実施形態を示す。図3Cは、本開示に係るノズル200を、厚さ5/8インチ(1.59cm)のカットパネル180と一緒に用いるために配置した実施形態を示す。パネル160、170、及び180は、上面層110と、底面層140と、ハニカムコア130とをそれぞれ備える。図3A〜図3Cのそれぞれでは、ハニカムコア130が上面層110及び底面層140に対してその下部が切り取られており、間隙190が残る。
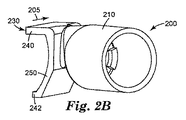
図2A〜図2Cは、本開示に係るノズル200のある代替的な実施形態を示す。矢印205は、本明細書では「横軸」である、使用時のノズルの動きの方向を表す。本明細書で用いる「縦軸」は、ノズルが使用するためにパネルの隣に配置されたときにパネルと直交する軸である。
図1A〜図1C、図2A〜図2C、及び図3A〜図3Cを参照して、本開示に係るノズル200は、硬化性樹脂分注装置(図示せず)と係合して硬化性樹脂(図示せず)を受容するようになっているコネクタ部210を備える。コネクタ部210は、任意の好適な硬化性樹脂分注装置と係合するようになっていてもよい。好適な硬化性樹脂分注装置は、ポンプ、管、若しくは銃の出力口、又はミクシングヘッドの出力口を含むことができる。いくつかの実施形態では、ミクシングヘッドの外径は10mm又は13mmであり、よって、コネクタ部210はかかる装置と摩擦嵌合するように、10mm又は13mmの内径を有してもよい。いくつかの実施形態では、ミクシングヘッドの外形は多角形であり、よって、コネクタ部210の外形は対応する多角形であってもよい。様々な実施形態では、コネクタ部210は摩擦嵌合、ネジ結合、バヨネット・マウント、又は同様の機構によって硬化性樹脂分注装置と嵌合するようになっていてもよい。
通路220によって、硬化性樹脂(図示せず)がアプリケーションヘッド230に進入できる。いくつかの実施形態では、通路220は横方向に伸長し、樹脂の流れの増加を可能とする。いくつかの実施形態では、通路220はアプリケーションヘッド230の曲線仕上壁250を通り抜ける。
コネクタ部210はアプリケーションヘッド230を任意の好適な角度で係合することができる。例えば図1A〜図1C、及び図3A〜図3Cに示すようないくつかの実施形態では、コネクタ部210はアプリケーションヘッド230を縦から(縦軸に対して)約60度、及び横から(横軸に対して)45度にて係合することができる。例えば図2A〜図2Cに示すいくつかの実施形態では、コネクタ部210はアプリケーションヘッド230を縦から(縦軸に対して)約90度、及び横から(横軸に対して)45度にて係合することができる。いくつかの実施形態では、コネクタ部210はアプリケーションヘッド230を縦から0度〜90度、及び横から0度〜180度の角度にて係合することができる。手動塗布に適合されたいくつかの実施形態では、コネクタ部210はアプリケーションヘッド230を縦から15度〜75度、及び横から15度〜165度の角度にて係合する。自動塗布に適合されたいくつかの実施形態では、コネクタ部210はアプリケーションヘッド230を縦から0〜45度、及び横から45〜135度の角度にて係合する。
アプリケーションヘッド230は支持壁240を備える。支持壁240は曲線仕上壁250と接合し、使用時に上面層110の外端の上に乗せられ、ノズル200と接触し、位置合わせされ、支持するような角度を、図3A、図3B、及び図3Cに示すように形成する。図3Cに示すように、使用時、支持壁240は上面層110と面平行かつその上に乗り、ノズルへの付加的な接触、位置合わせ、及び支持を与えることができる。あるいは、図3A及び図3Bに示すパネル160及び170などのより薄いパネルと一緒に用いたときに、支持壁240は上面層110から上方向に角度をつけられてもよい。いくつかの実施形態では、「支持壁」は、ノズルがパネルに樹脂を塗布するために使用中であるとき、パネルの一部と接触して面平行であることができるノズル構成部品を意味する。いくつかの実施形態では、「支持壁」は、ノズルがパネルに樹脂を塗布するために使用中であるとき、パネルの外端に乗る角度で曲線仕上壁250と角度を形成することができるノズル構成部品を意味する。いくつかの実施形態では、アプリケーションヘッド230は単一の支持壁240を備える、すなわち、2つ以上の支持壁240を備えない。いくつかの実施形態では、アプリケーションヘッド230は、使用中に底面層の外端以外で底面層と接触する構成部品を備えない。いくつかの実施形態では、アプリケーションヘッド230は、曲線仕上壁250以外で使用中に底面層と接触する構成部品を備えない。いくつかの実施形態では、アプリケーションヘッド230は、支持壁240及び曲線仕上壁250以外で使用中にパネルと接触する構成部品を備えない。
曲線仕上壁250は、ノズルが単一パネルの厚さの変化に適合できるようにして、異なる公称厚さのパネルと用いるのを可能とするべく、及び塗布後に塗布された樹脂(図示せず)の滑らかな曲線上の仕上げを提供するために、パネルに向かって曲線状である。いくつかの実施形態では、曲線仕上壁250の曲線半径は一定である。いくつかの実施形態では、曲線仕上壁250の曲線半径は、曲線仕上壁250の長さにわたって変化する。いくつかの実施形態では、曲線仕上壁250の曲線半径は曲線仕上壁250と支持壁240との間の接合部により長くより近く、かつ曲線仕上壁250と支持壁240との間の接合部により短くより遠い。いくつかの実施形態では、曲線仕上壁250の曲線半径は曲線全体にわたって1.0〜7.0cmの間にとどまり、いくつかの実施形態では1.5〜7.0cmの間、いくつかの実施形態では1.5〜5.0cmの間、及びいくつかの実施形態では1.5〜3.0cmの間である。いくつかの実施形態では、曲線仕上壁250の最初の1.6cm(支持壁240に最も近い1.6cm)は曲線全体にわたって1.0〜7.0cmの間にとどまり、いくつかの実施形態では1.5〜7.0cmの間、いくつかの実施形態では1.5〜5.0cmの間、及びいくつかの実施形態では1.5〜3.0cmの間である。本明細書に用いるように、「曲線半径」は曲線仕上壁250の内面に言及し、横軸に直交する面に存在する曲線について計測されている。例えば図1A〜図1C及び図3A〜図3Cに示すいくつかの実施形態では、支持壁240は曲線仕上壁250に、90度超、いくつかの実施形態では92度超、いくつかの実施形態では94度超、及びいくつかの実施形態では96度超の角度で、端に沿って接合する。いくつかの実施形態では、支持壁240は曲線仕上壁250に、92度以上かつ120度未満、いくつかの実施形態では94度超かつ120度未満、及びいくつかの実施形態では96度超かつ120度未満の角度で、端に沿って接合する。いくつかの実施形態では、曲線仕上壁250は曲線仕上壁250の背面側に割れ目(図示せず)を含み、ユーザがより薄いパネルとの使用で不要である曲線仕上壁250の遠位部を割り落とすことを可能とする。仕上壁250と支持壁240との接合部から仕上壁250の終わりまで、縦軸に沿って計測された仕上壁250の長さは、パネルの幅よりも長い。いくつかの実施形態では、仕上壁250の長さはパネルの幅の少なくとも120%であり、パネルの位置を取得するのを助け、いくつかの実施形態では少なくとも140%であり、いくつかの実施形態では少なくとも160%である。
例えば図2A〜図2Cに示すいくつかの実施形態では、曲線仕上壁250の後縁はパネルに向かって曲線状であるが、曲線仕上壁250の前縁はスカラップ状の外形を有する。スカラップ状の外形は、ノズルが用いられ得る最大のパネル厚さよりも少ないある厚さのパネルについてのガイド端252、254を提供する。例えば、図2A〜図2Cに示すノズル200は、全幅にて5/8インチ(1.59cm)のパネルと用いることができ、付加的に1/4インチ(0.64cm)パネルと用いるためのガイド端254を、及び1/2インチ(1.27cm)パネルと用いるためのガイド端252を組み入れる。任意に、ガイド端252、254を組み込むノズル200は付加的に、最大幅のパネル(本実施形態では5/8インチ(1.59cm)のパネル)と一緒に用いられる第2の支持壁242を備えることができ、又はノズル200は単一の支持壁240のみを備えることができる。曲線仕上壁250の前縁の外形がスカラップ状である実施形態では、曲線仕上壁250の外形はスカラップ状から滑らかな曲線に、前縁から後縁までで変化し(例えば、図2A〜図2Cを参照)、塗布された樹脂(図示せず)の塗布後での滑らかな曲線での仕上げを提供する。いくつかの実施形態では、仕上壁250の後縁の曲線半径は一定であるが、他の実施形態では仕上壁250の後縁の曲線半径は後縁の長さにわたって変化する。いくつかの実施形態では、仕上壁250の滑らかな曲線状である後縁の曲線半径は、曲線全体にわたって1.0〜7.0cmの間、いくつかの実施形態では1.5〜7.0cmの間、いくつかの実施形態では1.5〜5.0cmの間、及びいくつかの実施形態では1.5〜3.0cmの間にとどまる。
本開示に係るノズルは、任意の好適な材料から作製することができる。好適な材料には、セラミック、金属、又は潜在的にABSであるプラスチック樹脂、アクリル、ULTEM(商標)などのポリエーテルアミドが含まれ得、繊維若しくは充填剤などを任意に組み込んでもよい。いくつかの実施形態では、ノズル材料は光学的に透明又は半透明であり、準備中、使用中、及び洗浄中に硬化性樹脂の観察が可能である。本開示によるノズルは、任意の好適な方法により作製することができる。好適な方法は、機械加工、3D印刷などの付加的プロセス、射出成型等の成型プロセスなどを含み得る。いくつかの実施形態では、本開示に係るノズルはワンピース型の一体的に形成された物品である。いくつかの実施形態では、本開示に係るノズルは硬化性樹脂分注装置に一体的に形成される、又は永久的に取り付けられる。
図3A〜図3Cを参照して、本開示に係る方法では、本開示に係るノズル200のコネクタ部210は、樹脂分注デバイス(図示せず)の出力口と接続される。ノズル200のアプリケーションヘッド230はパネル160、170、又は180の端に接して、支持壁240が上面層110と面平行でありかつその上に乗り、ノズル200の接触、位置合わせ、及び支持を提供し、又は支持壁240と仕上壁250との間に形成される角度が上面層110の外端に乗り、ノズル200の接触、位置合わせ、及び支持を提供し、又は両方である。硬化性樹脂(図示せず)は、ノズルがパネルに対して横方向に動かされている間に樹脂分注デバイスからノズル200を通ってパネル160、170、又は180の端に分注され、樹脂がパネルの端に塗布される。パネルに対するノズルの動きは、ノズルの動き、パネルの動き、又は両方によって得られ得るように理解される。硬化性樹脂は硬化するようにされる、又は硬化させられる。樹脂の分注は、手動及び機械的方法を含む任意の好適な方法で誘因され得て、人及び自動化された方法を含む任意の好適な方法によって制御され得る。パネルとノズルの支持及び動作は、手動及び機械的な方法を含む任意の好適な方法によって実現されてもよく、人又は自動化方法を含む任意の好適な方法によって制御されてもよい。
本開示の様々な修正及び変更は、本開示の範囲及び原理から逸脱することなく当業者には明白であり、また、本開示は、本明細書に記載した例示的な実施形態に不当に制限されるものではないと理解すべきである。
Claims (16)
- パネルの端に硬化性樹脂を塗布するためのノズルであって、コネクタ部とアプリケーションヘッドとを備え、前記コネクタ部は、硬化性樹脂を樹脂分注デバイスから受容し、前記アプリケーションヘッドに前記硬化性樹脂を送達するようになっており、前記アプリケーションヘッドは
a)支持壁と、
b)前記支持壁に端に沿って92度超かつ120度未満の角度で接合する、曲線仕上壁と、を備え、
前記コネクタ部は前記アプリケーションヘッドに、前記支持壁と前記曲線仕上壁との間に形成される角度の内側に前記硬化樹脂を送達するようになっている、ノズル。 - 単一の支持壁を備える、請求項1に記載のノズル。
- 硬化性樹脂をパネルの端に塗布する間、前記ノズルは、前記支持壁及び前記曲線仕上壁以外に前記パネルと接触する構成部品を備えない、請求項1〜2のいずれか一項に記載のノズル。
- 前記曲線仕上壁の曲線半径が、前記曲線仕上壁の長さ全体にわたって1.0〜7.0cmの間にとどまる、請求項1〜3のいずれか一項に記載のノズル。
- 前記曲線仕上壁の曲線半径が、支持壁に最も近い前記曲線仕上壁の最初の1.6cmの全体にわたって1.0〜7.0cmの間にとどまる、請求項1〜3のいずれか一項に記載のノズル。
- 前記曲線仕上壁の曲線半径が、支持壁に最も近い前記曲線仕上壁の最初の1.6cmの全体にわたって1.5〜5.0cmの間にとどまる、請求項1〜3のいずれか一項に記載のノズル。
- 前記曲線仕上壁の曲線半径が、前記曲線仕上壁と前記支持壁との間の接合部により長くより近い、かつ前記曲線仕上壁と前記支持壁との間の接合部より短くより遠い、請求項1〜6のいずれか一項に記載のノズル。
- 前記曲線仕上壁は、滑らかな曲線状の後縁外形及びスカラップ状の前縁外形を有する、請求項1に記載のノズル。
- ワンピース型の一体的に形成された、請求項1〜8のいずれか一項に記載のノズル。
- 光学的に半透明又は透明である、請求項1〜9のいずれか一項に記載のノズル。
- パネルの端に硬化性樹脂を塗布する方法であって、
a)請求項1〜10のいずれか一項に記載のノズルの前記コネクタ部を樹脂分注デバイスの出力口と接続させるステップと、
b)前記ノズルの前記アプリケーションヘッドを前記パネルの端と接触させるステップと、
c)前記ノズルを前記パネルに対して横方向に動かしている間に、前記硬化性樹脂を、前記ノズルを通って前記パネルの端に分注して、前記パネルの端に樹脂を塗布するステップと、を含む、方法。 - 前記ノズルの前記アプリケーションヘッドを前記パネルの端と接触させるステップが、前記ノズルの前記支持壁を、前記パネルの上面層に面平行かつ接触するように配置することを含む、請求項11に記載の方法。
- 前記ノズルの前記アプリケーションヘッドを前記パネルの端と接触させるステップが、前記支持壁と仕上壁との間に形成された角度が前記パネルの上面層の外端に乗るように、前記ノズルを配置することを含む、請求項11に記載の方法。
- 前記パネルはハニカムパネルである、請求項11〜13のいずれか一項に記載の方法。
- 前記硬化性樹脂は接着剤である、請求項11〜14のいずれか一項に記載の方法。
- 前記硬化性樹脂は低密度間隙充填剤である、請求項11〜15のいずれか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562132823P | 2015-03-13 | 2015-03-13 | |
| US62/132,823 | 2015-03-13 | ||
| PCT/US2016/021464 WO2016148991A1 (en) | 2015-03-13 | 2016-03-09 | Nozzle tip and method for dispensing onto a panel edge |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018509289A true JP2018509289A (ja) | 2018-04-05 |
| JP2018509289A5 JP2018509289A5 (ja) | 2019-04-11 |
Family
ID=55588610
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017548158A Withdrawn JP2018509289A (ja) | 2015-03-13 | 2016-03-09 | ノズル先端及びパネルの端への分注方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20180015494A1 (ja) |
| EP (1) | EP3268136B1 (ja) |
| JP (1) | JP2018509289A (ja) |
| KR (1) | KR20170130459A (ja) |
| CN (1) | CN107405641A (ja) |
| BR (1) | BR112017019571A2 (ja) |
| CA (1) | CA2979207A1 (ja) |
| WO (1) | WO2016148991A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3268134B1 (en) | 2015-03-13 | 2019-01-23 | 3M Innovative Properties Company | Nozzle tip and method for dispensing onto a partial cut panel |
| CA2978087A1 (en) | 2015-03-13 | 2016-09-22 | 3M Innovative Properties Company | Nozzle tip and method for filling honeycomb panel for reinforcement |
| WO2020233760A1 (en) * | 2019-05-21 | 2020-11-26 | Vestas Wind Systems A/S | An adhesive deposition tool for applying structural adhesive to a wind turbine blade component |
| JP2021003667A (ja) | 2019-06-26 | 2021-01-14 | 国立大学法人 東京大学 | シーラント吐出ノズルおよびシーラント吐出装置 |
| US11801527B2 (en) * | 2019-09-18 | 2023-10-31 | American Honda Motor Co., Inc. | Methods and systems for applying sealant |
| CN111495705A (zh) * | 2020-04-30 | 2020-08-07 | 北京数字博文科技发展有限公司 | 玻璃直角边背胶工具 |
| CN111545422A (zh) * | 2020-04-30 | 2020-08-18 | 北京数字博文科技发展有限公司 | 玻璃斜边背胶工具 |
| CN112474171B (zh) * | 2020-11-20 | 2021-08-24 | 济南连昌机械有限公司 | 一种玻璃板封边机 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US796246A (en) * | 1905-03-15 | 1905-08-01 | John Printz | Glazier's tool. |
| NL287460A (ja) | 1962-01-17 | |||
| US3807351A (en) * | 1971-03-19 | 1974-04-30 | A Tuberman | Edger and feed system therefor |
| US4378170A (en) * | 1980-11-24 | 1983-03-29 | The Boeing Company | Panel edge potter |
| EP0139645A1 (en) * | 1983-04-22 | 1985-05-08 | The Boeing Company | Edge finishing tool |
| ZA873937B (en) | 1986-06-12 | 1987-12-02 | A.H. Robins Company, Incorporated | Lip medication applicator |
| GB2229655B (en) * | 1989-03-29 | 1992-11-11 | Evode Ltd | Extrusion nozzle distribution head |
| CA2051183C (en) | 1991-09-11 | 1994-09-13 | Maurice L. Despins | Applicator tip for dispensing liquid adhesive to seam adjacent layers of floorcovering sheeting |
| US5471704A (en) * | 1993-04-28 | 1995-12-05 | Woolley; Edward G. | Caulking tool |
| CA2254295A1 (en) * | 1998-11-30 | 2000-05-30 | Matthew Gordon Charles Kennedy | Resin applicator |
| DE19935229A1 (de) * | 1999-07-28 | 2001-02-15 | Josef Pfluegl | Klebstoffdüse |
| GB2352989B (en) | 1999-08-03 | 2003-11-12 | Inbis Ltd | Nozzle |
| US6276858B1 (en) * | 1999-11-29 | 2001-08-21 | Matthew Gordon Charles Kennedy | Resin applicator |
| DE20319881U1 (de) * | 2003-12-19 | 2004-03-11 | Xella Trockenbau - Systeme Gmbh | Düse zur Applizierung pastöser Stoffe |
| EP1749586A1 (de) * | 2005-08-03 | 2007-02-07 | Collano AG | Vorrichtung und Verfahren zum Einstellen der Auftragsbreite und/oder der Auftragsdichte einer fliessfähigen Masse |
| FI6975U1 (fi) | 2005-09-09 | 2006-02-20 | Stick Tech Oy | Hammaslääkärin käsi-instrumentti, hammaslääkärin instrumentin kärki ja hammashoidollinen sovitelma |
| WO2009009840A1 (en) | 2007-07-19 | 2009-01-22 | Aaron Luvara | Cornice cement applicator |
| US20090294489A1 (en) | 2008-06-02 | 2009-12-03 | Gene Keohan | Apparatus for applying filler material and method of using same |
| ITMO20080171A1 (it) * | 2008-06-04 | 2009-12-05 | Lameplast Spa | Contenitore per prodotti fluidi, particolarmente creme, pomate, paste, lozioni per uso medicale, farmaceutico o cosmetico |
| DE102008047234B4 (de) | 2008-09-12 | 2018-12-06 | Henkel Ag & Co. Kgaa | Reparaturdüse und Reparatursystem |
| JP5922539B2 (ja) * | 2012-09-13 | 2016-05-24 | 三菱重工業株式会社 | シーラント成形ノズル、シーラント成形装置、シーラント成形方法 |
| EP3019680B1 (en) | 2013-07-10 | 2018-09-19 | Solana, Joseph | Flame-applied resin powder coating for swimming pool and recreational surfaces |
| DE202014001032U1 (de) * | 2014-02-05 | 2014-02-13 | Fermacell Gmbh | Düse zum Applizieren pastöser Stoffe |
| CA2978087A1 (en) | 2015-03-13 | 2016-09-22 | 3M Innovative Properties Company | Nozzle tip and method for filling honeycomb panel for reinforcement |
| EP3268134B1 (en) | 2015-03-13 | 2019-01-23 | 3M Innovative Properties Company | Nozzle tip and method for dispensing onto a partial cut panel |
-
2016
- 2016-03-09 KR KR1020177028657A patent/KR20170130459A/ko unknown
- 2016-03-09 JP JP2017548158A patent/JP2018509289A/ja not_active Withdrawn
- 2016-03-09 US US15/548,617 patent/US20180015494A1/en not_active Abandoned
- 2016-03-09 CA CA2979207A patent/CA2979207A1/en not_active Abandoned
- 2016-03-09 WO PCT/US2016/021464 patent/WO2016148991A1/en active Application Filing
- 2016-03-09 CN CN201680015108.5A patent/CN107405641A/zh active Pending
- 2016-03-09 EP EP16711462.8A patent/EP3268136B1/en active Active
- 2016-03-09 BR BR112017019571-2A patent/BR112017019571A2/pt not_active Application Discontinuation
-
2020
- 2020-01-06 US US16/735,311 patent/US11027307B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US11027307B2 (en) | 2021-06-08 |
| CN107405641A (zh) | 2017-11-28 |
| EP3268136B1 (en) | 2020-07-15 |
| US20200139395A1 (en) | 2020-05-07 |
| CA2979207A1 (en) | 2016-09-22 |
| US20180015494A1 (en) | 2018-01-18 |
| EP3268136A1 (en) | 2018-01-17 |
| WO2016148991A1 (en) | 2016-09-22 |
| KR20170130459A (ko) | 2017-11-28 |
| BR112017019571A2 (pt) | 2018-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018509289A (ja) | ノズル先端及びパネルの端への分注方法 | |
| US10717214B2 (en) | Nozzle tip and method for filling honeycomb panel for reinforcement | |
| EP2213443A3 (en) | Optical shaping apparatus and shaping base | |
| JP5957717B2 (ja) | レーザ溶着方法、レーザ溶着装置 | |
| JP5422714B2 (ja) | 光ファイバアレイの製造方法 | |
| US10549308B2 (en) | Nozzle tip and method for dispensing onto a partial cut panel | |
| JP5460418B2 (ja) | 接合部材の製造方法及び接合部材製造装置 | |
| EP0028862A1 (en) | Method and apparatus for forming a plate with at least one profiled border | |
| JP2018509289A5 (ja) | ||
| CN117326806B (zh) | 一种光纤涂覆装置 | |
| EP2116879A3 (en) | Optical interface | |
| JP2014048532A (ja) | 光ファイバアレイの製造方法 | |
| JP2020138134A (ja) | フィルムアプリケータ | |
| KR101635078B1 (ko) | 다층 연속섬유-열가소성수지 복합체 제조장치 및 제조방법 | |
| JP2018510771A5 (ja) | ||
| FR3028679A1 (fr) | Dispositif et procede de collage d'un cable sur une structure | |
| CN205613652U (zh) | 一种可调式双针筒点胶机构 | |
| CN201930899U (zh) | 一种带有限位装置的涂胶枪 | |
| US20240351284A1 (en) | A Method And Apparatus For Making Core For Composite Objects | |
| CN207387405U (zh) | 凸面透镜切边铣磨夹具 | |
| KR20180000952U (ko) | 건축 보강용 복합패널 | |
| CN104595300A (zh) | 应用走马销的家具厚板组合 | |
| CN103850889A (zh) | 钝尾缘风机叶片及其尾缘立面芯材固定方法 | |
| JP2013160792A (ja) | フェルール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190301 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190301 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20190816 |