JP2018103458A - 三次元造形物の製造方法、位置調整方法及び三次元造形装置 - Google Patents
三次元造形物の製造方法、位置調整方法及び三次元造形装置 Download PDFInfo
- Publication number
- JP2018103458A JP2018103458A JP2016251980A JP2016251980A JP2018103458A JP 2018103458 A JP2018103458 A JP 2018103458A JP 2016251980 A JP2016251980 A JP 2016251980A JP 2016251980 A JP2016251980 A JP 2016251980A JP 2018103458 A JP2018103458 A JP 2018103458A
- Authority
- JP
- Japan
- Prior art keywords
- mounting table
- contact
- unit
- holding member
- material discharge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/118—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using filamentary material being melted, e.g. fused deposition modelling [FDM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
Abstract
【課題】三次元造形物の製造において、材料排出部と載置台とを接触させて材料排出部と載置台との相対位置の調整を行うにあたり、接触により材料排出部や載置台の損傷を抑制する方法の提供。【解決手段】位置調整処理は、保持部材123に対して材料排出部111を変位自在に保持させた状態で、載置台211と材料排出部111とが接触した状態になるように、保持部材123と載置台211とを相対移動させる接触移動工程と、材料排出部111と載置台211とが接触した状態で保持部材123に対する材料排出部111の位置決めを行う位置決め工程と、材料排出部111と載置台211とが接触した状態の保持部材123と載置台211との接離方向位置を基準にして、材料排出部111と載置台211との離間距離が所定の離間距離となるように、保持部材123と載置台211とを前記接離方向へ相対移動させる離間移動工程とを有する三次元造形物の製造方法。【選択図】図9
Description
本発明は、三次元造形物の製造方法、位置調整方法及び三次元造形装置に関するものである。
従来、保持部材に保持された材料排出部と載置台とが互いに接離する接離方向へ相対移動する三次元造形装置により、該材料排出部から排出される材料を用いて該載置台上に三次元造形物を造形する三次元造形物の製造方法が知られている。
例えば、特許文献1には、押出ヘッド(保持部材)に保持されたノズル(材料排出部)から造形材料を押し出すことにより、造形台(載置台)上に三次元造形物を造形する三次元造形物の製造方法が開示されている。この製造方法に用いる三次元造形装置は、押出ヘッドがX−Y方向(水平方向)に移動し、造形台がZ軸方向(鉛直方向:ノズルと造形台とが接離する接離方向)へ移動する。この製造方法では、三次元造形物の造形前に、Z軸方向におけるノズルと造形台との相対位置の調整を行うための初期化処理を実施する。この初期化処理では、押出ヘッドのノズルに接触するまで造形台を上昇させ、ノズルと造形台が接触したことを検知したら、その検知時における造形台のZ軸方向位置を記憶する。ノズルと造形台が接触したか否かは、造形台を駆動するサーボモータの駆動電流の変化により検知する。
ところが、一般に、三次元造形装置は、材料を排出するノズル等の材料排出部が押出ヘッド等の保持部材に対して固定されている。そのため、材料排出部と載置台との相対位置の調整を行う初期化処理等の位置調整処理において、材料排出部と載置台とを接触させた際に、材料排出部や載置台を損傷するおそれがある。
上述した課題を解決するために、本発明は、保持部材に保持された材料排出部と載置台との相対位置の調整を行う位置調整処理と、該材料排出部と該載置台とを互いに接離する接離方向へ相対移動させ、該材料排出部から排出される材料を該載置台上に積層して三次元造形物を造形する造形処理とを有する三次元造形物の製造方法において、前記位置調整処理は、前記保持部材に対して前記材料排出部を前記接離方向へ変位自在に保持させた状態で、前記載置台と該材料排出部とが接触した状態になるように、該保持部材と該載置台とを前記接離方向へ相対移動させる接触移動工程と、前記材料排出部と前記載置台とが接触した状態で前記保持部材に対する該材料排出部の位置決めを行う位置決め工程と、前記材料排出部と前記載置台とが接触した状態での前記保持部材と該載置台との接離方向位置を基準にして、前記材料排出部と該載置台との離間距離が所定の離間距離となるように、該保持部材と該載置台とを前記接離方向へ相対移動させる離間移動工程とを有することを特徴とする。
本発明によれば、材料排出部と載置台とを接触させて材料排出部と載置台との相対位置の調整を行うにあたり、接触により材料排出部や載置台が損傷することを抑制できるという優れた効果が奏される。
以下、図面を参照して、本発明の一実施形態について説明する。
[全体説明]
図1は、本実施形態における三次元造形装置1の概略構成を示すブロック図である。
本実施形態の三次元造形装置1は、主に、材料供給部100、三次元造形部200、駆動部300、制御部400から構成される。三次元造形装置1においては、制御部400の制御の下、駆動部300により各部を駆動し、材料供給部100から供給される材料を用いて三次元造形部200で三次元造形物を造形する。
図1は、本実施形態における三次元造形装置1の概略構成を示すブロック図である。
本実施形態の三次元造形装置1は、主に、材料供給部100、三次元造形部200、駆動部300、制御部400から構成される。三次元造形装置1においては、制御部400の制御の下、駆動部300により各部を駆動し、材料供給部100から供給される材料を用いて三次元造形部200で三次元造形物を造形する。
[材料供給部]
材料供給部100は、少なくとも、材料の押し出しを行う造形ヘッド110と、造形ヘッド110に造形材料であるフィラメントを供給するフィラメント供給部120とを備えている。フィラメントは、細長いワイヤー形状の固体であり、巻き回された状態で三次元造形装置1にセットされており、フィラメント供給部120により造形ヘッド110上のノズル111へ供給される。フィラメント供給部120により供給されたフィラメントは、造形ヘッド110で加熱溶融され、固体状態のフィラメントが後方より挿入されることにより溶融状態のフィラメントがノズル111から押し出される。
材料供給部100は、少なくとも、材料の押し出しを行う造形ヘッド110と、造形ヘッド110に造形材料であるフィラメントを供給するフィラメント供給部120とを備えている。フィラメントは、細長いワイヤー形状の固体であり、巻き回された状態で三次元造形装置1にセットされており、フィラメント供給部120により造形ヘッド110上のノズル111へ供給される。フィラメント供給部120により供給されたフィラメントは、造形ヘッド110で加熱溶融され、固体状態のフィラメントが後方より挿入されることにより溶融状態のフィラメントがノズル111から押し出される。
なお、造形ヘッド110上のノズル111から押し出される材料には、三次元造形物を構成する造形材料ではなく、三次元造形物を構成しないサポート材も含まれる。このサポート材は、通常、三次元造形物を構成する造形材料(フィラメント)とは異なる材料で形成され、最終的にはフィラメントで形成された三次元造形物から除去される。このサポート材も、造形ヘッド110で加熱溶融され、固体状態のサポート材のフィラメントが後方より挿入されることにより溶融状態のサポート材がノズル111から押し出される。
[三次元造形部]
三次元造形部200は、少なくとも、載置部210、チャンバー220、加熱部230から構成される。三次元造形部200におけるチャンバー220の内部は、三次元造形物を造形するための処理空間となっている。材料供給部100における造形ヘッド110から押し出される溶融状態のフィラメントは、加熱部230によって加熱されたチャンバー220の内部で、載置部210のステージ上に供給され、層状に順次積層される。
三次元造形部200は、少なくとも、載置部210、チャンバー220、加熱部230から構成される。三次元造形部200におけるチャンバー220の内部は、三次元造形物を造形するための処理空間となっている。材料供給部100における造形ヘッド110から押し出される溶融状態のフィラメントは、加熱部230によって加熱されたチャンバー220の内部で、載置部210のステージ上に供給され、層状に順次積層される。
[駆動部]
駆動部300は、少なくとも、X軸駆動機構310、Y軸駆動機構320、Z軸駆動機構330から構成される。駆動部300は、これらの駆動機構310,320,330により、材料供給部100の造形ヘッド110と、三次元造形部200における載置部210のステージとを相対的に移動させる。これにより、材料供給部100の造形ヘッド110から押し出されるフィラメントをステージ上の目標位置へ供給する。
駆動部300は、少なくとも、X軸駆動機構310、Y軸駆動機構320、Z軸駆動機構330から構成される。駆動部300は、これらの駆動機構310,320,330により、材料供給部100の造形ヘッド110と、三次元造形部200における載置部210のステージとを相対的に移動させる。これにより、材料供給部100の造形ヘッド110から押し出されるフィラメントをステージ上の目標位置へ供給する。
[その他の機能部]
本実施形態の三次元造形装置1は、材料供給部100、三次元造形部200、駆動部300、制御部400から構成されているが、他の機能部も適宜追加される。
本実施形態の三次元造形装置1は、材料供給部100、三次元造形部200、駆動部300、制御部400から構成されているが、他の機能部も適宜追加される。
[三次元造形装置の詳細]
次に、本実施形態における三次元造形装置1の詳細について説明する。
図2は、本実施形態における三次元造形装置1の詳細を模式的に示す説明図である。
図3は、本実施形態における三次元造形装置1の内部に設けられるチャンバーの外観を示す斜視図である。
図4は、本実施形態における三次元造形装置1の前方部分を切断して除外した状態の斜視図である。
次に、本実施形態における三次元造形装置1の詳細について説明する。
図2は、本実施形態における三次元造形装置1の詳細を模式的に示す説明図である。
図3は、本実施形態における三次元造形装置1の内部に設けられるチャンバーの外観を示す斜視図である。
図4は、本実施形態における三次元造形装置1の前方部分を切断して除外した状態の斜視図である。
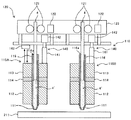
三次元造形装置1は、本体フレーム2の内部に三次元造形用チャンバー(以下「チャンバー」という。)220を備えている。チャンバー220の内部には、載置部210のステージ211が設けられている。本実施形態では、このステージ211上に造形プレート212を保持させ、その造形プレート212上に三次元造形物を造形する。
チャンバー220内の処理空間を囲っている壁部は、その大部分又はその全部が断熱機能を有する断熱壁で構成されている。具体的には、チャンバー220の天井壁部は、後述するように、複数のスライド断熱部材221,222によって構成された断熱壁である。また、チャンバー220の側壁部223、すなわち、装置左右方向(図3及び図4中の左右方向=X軸方向)の両壁部は、ガラスウール等を内包した断熱材を内側板と外側板の間に挟み込んだ構造をもつ断熱壁である。また、チャンバー220の底壁部224も、ガラスウール等を内包した断熱材を内側板と外側板の間に挟み込んだ構造をもつ断熱壁である。また、チャンバー220の後壁部及び前壁部225も、ガラスウール等を内包した断熱材を内側板と外側板の間に挟み込んだ構造をもつ断熱壁である。
本実施形態において、チャンバー220の前壁部225には、図3に示すように、開閉扉226が設けられている。この開閉扉226は、前壁部225と同様に断熱壁を構成するものであり、十分な断熱機能を発揮する構成となっている。また、チャンバー220の前壁部225には、図3に示すように、窓227が設けられている。この窓227は、空気層を挟み込んだ2重ガラス構造であり、前壁部225と同様に断熱壁を構成するものである。
チャンバー220の内部におけるステージ211の上方には、材料供給部100の造形ヘッド110が設けられている。造形ヘッド110は、その下方にフィラメントを押し出すノズル111を有する。本実施形態では、造形ヘッド110上に4つのノズル111が設けられているが、ノズル111の数は任意である。また、造形ヘッド110には、各ノズル111に供給されるフィラメントを加熱するヘッド加熱部112が設けられている。また、造形ヘッド110には、ヘッド加熱部112に対してノズル111の反対側、すなわち、ヘッド加熱部112に対してフィラメントの移送方向上流側を冷却するヘッド冷却部113が設けられている。
フィラメントは、ノズル111ごとに異なるものであってもよいし、同じものであってもよい。本実施形態においては、フィラメント供給部120により供給されるフィラメントをヘッド加熱部112で加熱して溶融あるいは軟化させ、溶融状態のフィラメントを所定のノズル111から押し出すことにより、ステージ211上に保持された造形プレート212上に層状の造形構造物を順次積層して、三次元造形物を造形する。なお、造形ヘッド110上のノズル111には、造形材料のフィラメントではなく、三次元造形物を構成しないサポート材が供給される場合がある。
造形ヘッド110は、装置左右方向(図3及び図4中の左右方向=X軸方向)に延びるX軸駆動機構310に対し、連結部材311を介して、そのX軸駆動機構310の長手方向(X軸方向)に沿って移動可能に保持されている。造形ヘッド110は、X軸駆動機構310の駆動力により、装置左右方向(X軸方向)へ移動することができる。造形ヘッド110は、ヘッド加熱部112によって加熱されて高温になるため、その熱がX軸駆動機構310に伝わりにくいように、連結部材311を低伝熱性のものとするのが好ましい。
X軸駆動機構310の両端は、それぞれ、装置前後方向(図3及び図4中の前後方向=Y軸方向)に延びるY軸駆動機構320に対し、そのY軸駆動機構320の長手方向(Y軸方向)に沿ってスライド移動可能に保持されている。X軸駆動機構310がY軸駆動機構320の駆動力によってY軸方向に沿って移動することにより、造形ヘッド110はY軸方向に沿って移動することができる。
本実施形態において、チャンバー220の底壁部224は、本体フレーム2に固定された、装置上下方向(図3及び図4中の上下方向=Z軸方向)に延びるZ軸駆動機構330に対し、そのZ軸駆動機構330の長手方向(Z軸方向)に沿って移動可能に保持されている。チャンバー220の底壁部224は、Z軸駆動機構330の駆動力により、装置上下方向(Z軸方向)へ移動することができる。この底壁部224上には、ステージ211が固定されているので、Z軸駆動機構330の駆動力によりステージ211及びこれに保持される造形プレート212をZ軸方向へ移動させることができる。
また、本実施形態においては、チャンバー220の内部(処理空間)に、チャンバー220内を加熱する加熱部230のチャンバー用ヒータ231が設けられている。本実施形態においては、熱溶解積層法(FDM)で三次元造形物を造形するため、チャンバー220内の温度を目標温度に維持した状態で、造形処理を行うことが望ましい。そのため、本実施形態では、造形処理を開始する前に、予めチャンバー220内の温度を目標温度まで昇温させる予熱処理を行う。チャンバー用ヒータ231は、この予熱処理中には、チャンバー220内を目標温度まで昇温させるためにチャンバー220内を加熱するとともに、造形処理中には、チャンバー220内の温度を目標温度に維持するためにチャンバー220内を加熱する。
本実施形態におけるX軸駆動機構310及びY軸駆動機構320の駆動対象は造形ヘッド110であり、その造形ヘッド110の一部(ノズル111を含む造形ヘッド110の先端部分)がチャンバー220内に配置されている。本実施形態では、造形ヘッド110をX軸方向へ移動させてもチャンバー220の内部が外部から遮蔽される構成となっている。具体的には、チャンバー220の天井壁部においては、図3及び図4に示すように、Y軸方向に長尺な複数のX軸スライド断熱部材221がX軸方向へ並べて配設された構成となっており、隣接するX軸スライド断熱部材221間は互いにX軸方向へ相対的にスライド移動可能に構成されている。これにより、X軸駆動機構310により造形ヘッド110をX軸方向へ移動させても、これに応じて複数のX軸スライド断熱部材221がそれぞれX軸方向へスライド移動し、チャンバー220内の処理空間上部は常にX軸スライド断熱部材221によって覆われる。
同様に、チャンバーの天井壁部においては、図3及び図4に示すように、複数のY軸スライド断熱部材222がY軸方向へ並べて配設された構成となっている。隣接するY軸スライド断熱部材222間は互いにY軸方向へ相対的にスライド移動可能に構成されている。これにより、Y軸駆動機構320によりX軸駆動機構310上の造形ヘッド110をY軸方向へ移動させても、これに応じて複数のY軸スライド断熱部材222がそれぞれY軸方向へスライド移動し、チャンバー220内の処理空間上部は常にY軸スライド断熱部材222によって覆われる。
また、本実施形態におけるZ軸駆動機構330の駆動対象は、チャンバー220の底壁部224あるいはステージ211(もしくは造形プレート212)である。本実施形態では、底壁部224あるいはステージ211をZ軸方向へ移動させてもチャンバー220の内部が外部から遮蔽される構成となっている。
そのほか、本実施形態においては、チャンバー220の外部であって三次元造形装置1の内部の空間を冷却させるための装置内冷却装置3、造形ヘッド110のノズル111をクリーニングするためのノズル清掃部240、造形ヘッド110のヘッド冷却部113を冷却するためのヘッド冷却装置130なども設けられている。
図5は、本実施形態の三次元造形装置1の制御ブロック図である。
本実施形態においては、造形ヘッド110のX軸方向位置を検知するX軸ポジション検知機構315が設けられている。X軸ポジション検知機構315の検知結果は、制御部400に送られる。制御部400は、その検知結果に基づいてX軸駆動機構310を制御して、造形ヘッド110を目標のX軸方向位置へ移動させる。
本実施形態においては、造形ヘッド110のX軸方向位置を検知するX軸ポジション検知機構315が設けられている。X軸ポジション検知機構315の検知結果は、制御部400に送られる。制御部400は、その検知結果に基づいてX軸駆動機構310を制御して、造形ヘッド110を目標のX軸方向位置へ移動させる。
また、本実施形態においては、X軸駆動機構310のY軸方向位置(造形ヘッド110のY軸方向位置)を検知するY軸ポジション検知機構325が設けられている。Y軸ポジション検知機構325の検知結果は、制御部400に送られる。制御部400は、その検知結果に基づいてY軸駆動機構320を制御することにより、X軸駆動機構310上の造形ヘッド110を目標のY軸方向位置へ移動させる。
また、本実施形態においては、ステージ211上に保持される造形プレート212のZ軸方向位置を検知するZ軸ポジション検知機構335が設けられている。Z軸ポジション検知機構335の検知結果は、制御部400に送られる。制御部400は、その検知結果に基づいてZ軸駆動機構330を制御して、ステージ211上の造形プレート212を目標のZ軸方向位置へ移動させる。
制御部400は、このようにして造形ヘッド110及びステージ211の移動制御を行うことにより、チャンバー220内における造形ヘッド110とステージ211上の造形プレート212との相対的な三次元位置を、目標の三次元位置に位置させることができる。
図6は、本実施形態における予熱処理及び造形処理の流れを示すフローチャートである。
本実施形態において、制御部400は、ユーザーの指示操作等により造形をスタートすると、まず、チャンバー用ヒータ231、ヘッド加熱部112及びステージ加熱部232への通電をONにして、これらを稼働させる(S1)。また、制御部400は、Z軸駆動機構330を制御して、Z軸駆動機構330の駆動力によりステージ211を所定の待機位置(例えば最下点)から上昇させる(S2)。そして、ステージ211が上述した予熱用位置に到達したら(S3のYes)、Z軸駆動機構330の駆動を停止する(S4)。
本実施形態において、制御部400は、ユーザーの指示操作等により造形をスタートすると、まず、チャンバー用ヒータ231、ヘッド加熱部112及びステージ加熱部232への通電をONにして、これらを稼働させる(S1)。また、制御部400は、Z軸駆動機構330を制御して、Z軸駆動機構330の駆動力によりステージ211を所定の待機位置(例えば最下点)から上昇させる(S2)。そして、ステージ211が上述した予熱用位置に到達したら(S3のYes)、Z軸駆動機構330の駆動を停止する(S4)。
処理空間の温度が目標温度に達したら(S5のYes)、続いて、制御部400は、造形処理に移行する。本実施形態の三次元造形装置1により造形する三次元造形物の三次元形状データは、本三次元造形装置1に対して有線あるいは無線でデータ通信可能に接続されたパーソナルコンピュータ等の外部装置から入力される。制御部400は、入力された三次元形状データに基づき、上下方向に分解された多数の層状構造物のデータ(造形用のスライスデータ)を生成する。各層状構造物に対応するスライスデータは、本三次元造形装置1の造形ヘッド110から押し出されるフィラメントによって形成される各層状構造物に対応しており、その層状構造物の厚みは、三次元造形装置1の能力に応じて適宜設定される。
造形処理では、まず、制御部400は、最下層(第一層)のスライスデータに従って、ステージ211上に保持されている造形プレート212の表面に最下層の層状構造物を作成する(S6)。具体的には、制御部400は、最下層(第一層)のスライスデータに基づき、X軸駆動機構310及びY軸駆動機構320を制御して、造形ヘッド110のノズル111の先端を目標位置(X−Y平面上の目標位置)に順次移動させながら、ノズル111よりフィラメントの押し出しを行う。これにより、ステージ211上の造形プレート212の表面には、最下層(第一層)のスライスデータに従った層状構造物が形成される。なお、三次元造形物を構成しないサポート材も一緒に作成する場合があるが、ここでの説明は省略する。
次に、制御部400は、Z軸駆動機構330を制御して、層状構造物の一層分に相当する距離だけステージ211を下降させ、そのステージ211上の造形プレート212を、次の層(第二層)の層状構造物を作成するための位置まで下降させ、位置決めする(S8)。その後、制御部400は、第二層のスライスデータに基づき、X軸駆動機構310及びY軸駆動機構320を制御して、造形ヘッド110のノズル111の先端を目標位置に順次移動させながら、ノズル111よりフィラメントの押し出しを行う。これにより、ステージ211の造形プレート212上に形成されている最下層の層状構造物上に、第二層のスライスデータに従った層状構造物が形成される(S6)。
このようにして、制御部400は、Z軸駆動機構330を制御して、ステージ211を順次下降させながら、下層から順に各層状構造物を積層させて造形する処理を繰り返す。そして、最上層の層状構造物の作成が終了したら(S7のYes)、入力された三次元形状データに従った三次元造形物が造形プレート212上に造形される。
このようにして造形処理が終了したら、制御部400は、Z軸駆動機構330を制御して、ステージ211を所定の取出用位置(本実施形態では最下点)まで下降させる(S9)。この取出用位置は、チャンバー220の前壁部225に設けられている開閉扉226を開けて、ステージ211上の三次元造形物をチャンバー220の外部へ取り出しやすい位置に設定される。
造形処理終了直後は、まだ、チャンバー220内の処理空間が高温であるため、開閉扉226を開けて処理空間内の三次元造形物をユーザーがすぐに取り出すことはできない。したがって、ユーザーは、処理空間内の温度が取り出し可能な温度まで低下してから、開閉扉226を開けて処理空間内の三次元造形物を造形プレート212に固着した状態のまま取り出すことになる。制御部400は、処理空間内の温度が取り出し可能な温度まで低下するまで開閉扉226をロック状態にする冷却期間を設け、処理空間内の温度が取り出し可能な温度まで低下した後に、開閉扉226のロック状態を解除することが好ましい。
[造形ヘッドの詳細]
次に、造形ヘッド110の構成及び動作について詳しく説明する。
図7は、本実施形態における造形ヘッド110の構成を示す断面図である。
本実施形態の造形ヘッド110は、4つのノズル111が2×2で配置されている(なお、図2では、説明の便宜上、4つのノズル111が横並びで図示されている。)。4つのノズル111は、それぞれ個別のヘッド加熱部112に覆われ(囲まれ)ており、制御部400は各ヘッド加熱部を個別に制御することができる。これにより、ノズル111ごとにフィラメント4あるいはサポート材などの材料をヘッド加熱部112で個別に加熱することができる。
次に、造形ヘッド110の構成及び動作について詳しく説明する。
図7は、本実施形態における造形ヘッド110の構成を示す断面図である。
本実施形態の造形ヘッド110は、4つのノズル111が2×2で配置されている(なお、図2では、説明の便宜上、4つのノズル111が横並びで図示されている。)。4つのノズル111は、それぞれ個別のヘッド加熱部112に覆われ(囲まれ)ており、制御部400は各ヘッド加熱部を個別に制御することができる。これにより、ノズル111ごとにフィラメント4あるいはサポート材などの材料をヘッド加熱部112で個別に加熱することができる。
ヘッド加熱部112は、図7に示すように、断熱材料からなる断熱部114に取り付けられている。各ヘッド加熱部112は互いに離間しているため、加熱処理中のヘッド加熱部112の熱が他のヘッド加熱部112に伝搬して他のノズル111のフィラメント4が加熱されるのを抑制している。
また、ヘッド加熱部112に対してノズル111の反対側、すなわち、ヘッド加熱部112に対してフィラメント4の移送方向上流側には、ヘッド冷却部113が設けられている。ヘッド冷却部113は、図7に示すように、アルミニウムなどの伝熱性の高い吸熱材料からなるブロック形状であり、各ヘッド加熱部112で個別のものである。ただし、4つのヘッド加熱部112で一体のヘッド冷却部113を設ける構成としてもよい。
ヘッド加熱部112及びヘッド冷却部113には、フィラメント4をノズル111まで移送するための移送路を形成するための移送管116が貫通するように配置されている。この移送管116の上端部(フィラメント4の移送方向上流側の端部)がフィラメント4を導入するための導入部116aとなり、導入部116aから導入されたフィラメント4は、移送管116の内部(移送路)を通ってノズル111まで移送される。その移送の途中で、移送管116内のフィラメント4は、ヘッド加熱部112の熱により溶融状態(あるいは軟化状態)になり、溶融状態のフィラメント4’がノズル111へ移送されることになる。
ヘッド加熱部112からの熱は、ヘッド加熱部112を通る移送管116の部分のフィラメント部分だけでなく、そのフィラメント部分の移送方向上流側にも伝搬する。このとき、ヘッド加熱部112から移送方向上流側に離れた箇所のフィラメント4が加熱されて溶融すると、ヘッド加熱部112による加熱処理を停止又は中断したときに、その箇所でフィラメントが固化する。これにより、その後にヘッド加熱部112による加熱処理を再開しても、その箇所のフィラメントが再溶融するまでに時間がかかる。この場合、フィラメント供給部120により送り込まれるフィラメント4を造形ヘッド110内で移送することができずに詰まってしまう。したがって、ヘッド加熱部112によるフィラメント4の加熱範囲がフィラメント移送方向上流側へ可能な限り拡がらないようにして、ヘッド加熱部112による加熱処理の再開後に固着したフィラメントを迅速に再溶融できるようにすることが重要である。
そのため、本実施形態では、ヘッド加熱部112のフィラメント移送方向上流側に、ヘッド冷却部113が設けられている。ヘッド冷却部113を構成する吸熱材料は、フィラメント4が通る移送管116に密着しており、ヘッド冷却部113は、その移送管116内のフィラメント4の熱を吸収して冷却する。これにより、ヘッド加熱部112によるフィラメント4の加熱範囲がフィラメント移送方向上流側へ拡がるのを抑制している。
また、本実施形態のフィラメント供給部120は、造形ヘッド110と一体的に移動可能に構成されている。フィラメント供給部120は、図7に示すように、フィラメント4を挟持する材料送り手段としてのエクストルーダ121をモータ122によって駆動することにより、造形ヘッド110の移送管116の導入部116aへフィラメントを送り込む。制御部400によりモータ122の駆動を制御することによりエクストルーダ121の駆動量を制御することで、フィラメントを送り込む送込量や送込速度を制御できる。フィラメントを送り込む送込量や送込速度を制御することで、ノズル111から押し出されるフィラメント4’の押し出し量や押し出し速度を制御できるので、制御部400は、フィラメント供給部120のエクストルーダ121の駆動制御により、ノズル111から押し出されるフィラメント4’の押し出し量や押し出し速度を制御する。
造形ヘッド110に保持されている4つのノズル111は、それぞれ、移送管116、ヘッド加熱部112、ヘッド冷却部113、断熱部114と一体に構成されてノズルユニット115A〜115Dを構成する。なお、図7には、2つのノズルユニット115A,115Bのみ図示されている。各ノズルユニット115A〜115Dは、位置決め手段としてのノズルユニット保持機構140によって、エクストルーダ121を支持しているフィラメント供給部120の固定ブロック123に保持されている。
ノズルユニット保持機構140は、固定ブロック123に固定された排出部駆動手段としてのアクチュエータ141と、アクチュエータ141を駆動するモータ142とから構成され、各アクチュエータ141の駆動端にはそれぞれノズルユニット115A〜115Dが取り付けられている。アクチュエータ141の駆動は、モータ142を制御する制御部400によって制御され、アクチュエータ141の駆動端に取り付けられたノズルユニット115A〜115Dを上下動させることができる。したがって、各アクチュエータ141の駆動により、各ノズルユニット115A〜115Dのノズル111の位置を、固定ブロック123に対して、ノズル111とステージ211とが互いに接離する接離方向へ個別に変位させることができる。
本実施形態における造形処理の際、固定ブロック123に保持されているノズルユニット115A〜115Dのうち、フィラメント4を押し出して使用するノズル111をもったノズルユニットについては、アクチュエータ141により所定の使用位置に位置させる。一方、使用するノズル111を除いた不使用のノズル111をもつノズルユニットについては、アクチュエータ141により、使用位置よりもステージ211から離れた所定の退避位置まで退避させる。これにより、不使用のノズル111自体あるいは不使用のノズル111から垂れているフィラメントが、使用するノズル111から押し出したフィラメント4’に接触してしまう事態を回避することができる。
[イニシャライズ処理]
次に、ノズル111とステージ211との間におけるZ軸方向の相対位置調整を行うイニシャライズ処理(位置調整方法)について説明する。
以下、説明の簡略化のため、2つのノズルユニット115A,115Bのみを用いて説明する。
次に、ノズル111とステージ211との間におけるZ軸方向の相対位置調整を行うイニシャライズ処理(位置調整方法)について説明する。
以下、説明の簡略化のため、2つのノズルユニット115A,115Bのみを用いて説明する。
図8は、本実施形態におけるイニシャライズ処理の流れを示すフローチャートである。
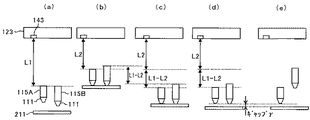
図9(a)〜(e)は、イニシャライズ処理中の各時点におけるノズルユニット115A,115Bとステージ211のZ軸方向位置を示す説明図である。
本実施形態において、エクストルーダ121を支持しているフィラメント供給部120の固定ブロック123には、基準となる第一ノズルユニット115AのZ軸方向位置を検知する排出部位置検知手段としての測距センサ143が取り付けられている。この測距センサ143は、固定ブロック123上の基準地点(固定ブロック123の下面)と、第一ノズルユニット115A上の被測定地点(例えばヘッド冷却部113の上面)とのZ軸方向距離を測定できるものであれば、特に制限はない。この測距センサ143によって測定されるZ軸方向距離は、固定ブロック123に対する基準の第一ノズルユニット115AのZ軸方向位置を示す。
図9(a)〜(e)は、イニシャライズ処理中の各時点におけるノズルユニット115A,115Bとステージ211のZ軸方向位置を示す説明図である。
本実施形態において、エクストルーダ121を支持しているフィラメント供給部120の固定ブロック123には、基準となる第一ノズルユニット115AのZ軸方向位置を検知する排出部位置検知手段としての測距センサ143が取り付けられている。この測距センサ143は、固定ブロック123上の基準地点(固定ブロック123の下面)と、第一ノズルユニット115A上の被測定地点(例えばヘッド冷却部113の上面)とのZ軸方向距離を測定できるものであれば、特に制限はない。この測距センサ143によって測定されるZ軸方向距離は、固定ブロック123に対する基準の第一ノズルユニット115AのZ軸方向位置を示す。
本実施形態のイニシャライズ処理は、本三次元造形装置1の電源投入時、ユーザーの指示操作等を受けて予熱処理を開始する前、予熱処理後であって造形処理を開始する前、三次元造形物の造形回数が規定回数に達した時期など、任意に設定可能な所定のタイミングで実施される。ただし、本実施形態では、相対位置調整の対象であるノズル111とステージ211が収容されたチャンバー220内を高温状態にして造形処理が行われるため、熱膨張などを考慮すると、チャンバー220内が造形処理時の温度又はその付近まで昇温されている時期に、イニシャライズ処理を実施するのが好ましい。
本実施形態のイニシャライズ処理において、制御部400は、まず、X軸駆動機構310及びY軸駆動機構320を制御して、造形ヘッド110を所定のイニシャライズ位置へ移動させる(S11)。このイニシャライズ位置は、ステージ211もしくは造形プレート212上の所定地点に対向するXY平面上の位置であり、例えばステージ211もしくは造形プレート212の中央位置である。なお、造形プレート212の誤差を排除することを考慮すると、ステージ211上に造形プレート212をセットした状態で造形プレート212上の所定地点に対向する位置にイニシャライズ位置を設定するのが好ましい。一方、造形プレート212の誤差を考慮しなければ、ステージ211上の所定地点に対向する位置にイニシャライズ位置を設定してもよい。また、ステージ211と一体的に構成されている部材(ステージ211に含まれる部材)であれば、その部材上の所定地点に対向する位置にイニシャライズ位置を設定してもよい。以下、ステージ211上の所定地点に対向する位置にイニシャライズ位置を設定した例で説明する。
造形ヘッド110を所定のイニシャライズ位置へ移動させたら、次に、制御部400は、各アクチュエータ141を駆動して、造形ヘッド110上の全ノズルユニット115A,115Bを下端位置まで下降させる(S12)。このとき、フィラメント4を送るエクストルーダ121を駆動するステッピングモータであるモータ122の励磁はOFFにしておく。これにより、ノズルユニット115A,115Bの下降に伴ってフィラメント4が下方へ引かれても、エクストルーダ121が従動回転し、フィラメント4がスムーズに送られる。
その後、制御部400は、測距センサ143の計測結果に基づき、固定ブロック123と基準の第一ノズルユニット115AとのZ軸方向距離L1を取得する(S13)。そして、本実施形態では、ノズルユニット115A,115Bを造形ヘッド110に対してZ軸方向へ変位自在な状態にする。具体的には、本実施形態では、ノズルユニット115A,115Bを駆動するアクチュエータ141のモータ142としてステッピングモータを用いているため、そのモータ142の励磁をOFFにする(S14)。これにより、ノズルユニット115A,115Bは、外力を受けることにより、アクチュエータ141の駆動方向すなわちZ軸方向へ変位することが可能な状態になる。なお、本実施形態では、ノズルユニット115A,115Bを造形ヘッド110に対してZ軸方向へ変位自在な状態にする方法として、モータ142の励磁をOFFにする方法を採用しているが、これに限定されることはない。
このようにして全モータ142の励磁をOFFにしたら、次に、制御部400は、相対移動手段としてのZ軸駆動機構330を駆動して、図9(b)に示すように、ステージ211を規定距離だけ上昇させる(S15)。この規定距離は、種々の誤差を考慮しても、下端に位置する全ノズルユニット115A,115Bに対してステージ211が接触して押し上げ、かつ、全ノズルユニット115A,115Bを変位可能な上端位置までは押し上げることのない距離に設定される。その結果、全ノズルユニット115A,115Bをステージ211に接触した状態にすることができる。なお、ステージ211の上昇を開始させた後、測距センサ143の計測結果に基づき、基準の第一ノズルユニット115AのZ軸方向位置が変化したことを検知した時点から規定距離(規定時間)だけステージ211を上昇させるようにしてもよい。
また、あらかじめ測距センサ143で距離を計測する第一ノズルユニット115Aを他のノズルユニット115Bよりも若干上方に配置することで、基準の第一ノズルユニット115AのZ軸方向位置が変化を検知したことをもって、全ノズルユニット115A,115Bがステージ211に接触した状態と判断する構成としてもよい。このようにすることで、ノズルユニットの昇降距離(図9におけるL1−L2)を小さくすることができ、昇降による移動距離の誤差をおさえることができる。
ここで、本実施形態では、ステージ211がノズルユニット115A,115Bに接触したときにノズルユニット115A,115Bへ加わる力は、変位可能な状態のノズルユニット115A,115Bが変位することにより逃がすことができる。よって、ノズルユニット115A,115Bが固定された状態(変位不能な状態)である場合よりも、その接触時にノズルユニット115A,115Bとステージ211とに加わる力が軽減され、ノズルユニット115A,115Bやステージ211が損傷することを抑制できる。
次に、制御部400は、このようにステージ211とノズルユニット115A,115Bとが接触している状態で、ノズルユニット115A,115Bを造形ヘッド110に対して位置決めする。具体的には、本実施形態では、ノズルユニット115A,115Bを駆動するアクチュエータ141のモータ142の励磁をONにする(S16)。その後、制御部400は、図9(b)に示すように、測距センサ143の計測結果に基づき、固定ブロック123と基準の第一ノズルユニット115AとのZ軸方向距離L2を取得する(S17)。
このときに取得したZ軸方向距離L2は、ステージ211と各ノズルユニット115A,115Bとがお互いに接触した状態におけるステージ211及び各ノズルユニット115A,115Bの各Z軸方向位置を示すものである。したがって、Z軸方向距離L2は、ステージ211と各ノズルユニット115A,115Bとの相対位置に関して誤差がない状態のものであり、これをステージ211と各ノズルユニット115A,115Bとの相対位置を調整するための基準とすることができる。
その後、制御部400は、Z軸駆動機構330を駆動してステージ211を距離(L1−L2+γ)だけ下降させるとともに(S18)、各アクチュエータ141のモータ142を駆動して全ノズルユニット115A,115Bを距離(L1−L2)だけ下降させる(S19)。本実施形態では、距離L2の位置(基準位置)から距離(L1−L2)だけ下方の位置が、ノズルユニット115A,115Bのノズル111の使用位置に設定されている。したがって、全ノズルユニット115A,115Bを距離L2の位置(基準位置)から距離(L1−L2)だけ下降させることで、図9(c)に示すように、全ノズルユニット115A,115Bが使用位置に位置決めされる。
一方、ステージ211は、距離L2の位置(基準位置)から、その距離(L1−L2)に目標ギャップ量(ステージ211とノズルユニット115A,115Bのノズル111との目標離間距離)γを加えた距離(L1−L2+γ)だけ下降させる。これにより、図9(d)に示すように、使用位置に位置決めされた全ノズルユニット115A,115Bに対し、目標ギャップ量だけ下方の位置にステージ211が位置決めされる。この位置は、使用位置に位置決めされたノズルユニット115A,115Bのノズル111から押し出されるフィラメント4’によって第1層目の層状構造物を開始するときのステージ211のZ軸方向位置である。
そして、造形処理を実施する際、制御部400は、図9(e)に示すように、使用する第一ノズルユニット115Aは使用位置に維持したまま、使用しない第二ノズルユニット115Bを、アクチュエータ141を制御して、使用位置から退避位置へ上昇させる。この退避位置は、本実施形態では、おおよそ図9(b)に示す基準位置(距離L2の位置)と同じ位置であるが、不使用の第二ノズルユニット115Bのノズル111、あるいは、そこから垂れるフィラメントが、使用する第一ノズルユニット115Aのノズル111から押し出されたフィラメント4’に接触してしまう事態を回避できる位置であれば、特に制限はない。
さらに、使用するノズルユニットを第二ノズルユニット115Bに切り替えて使用する際には、第二ノズルユニット115Bのアクチュエータ141を制御して不使用時に上昇させた分だけ下降させることで、第二ノズルユニット115Bを基準位置におくことができる。このとき、使用しなくなる第一ノズルユニット115Aは、アクチュエータ141を制御して、使用位置から退避位置へ上昇させることで、不使用の第一ノズルユニット115Aのノズル111、あるいは、そこから垂れるフィラメントが、すでに押し出されたフィラメント4’に接触してしまうことを回避する。
本実施形態のイニシャライズ処理によれば、ステージ211と各ノズルユニット115A,115Bを接触状態にして相対位置に関して誤差がない状態(距離L2の位置)を基準にして、各ノズルユニット115A,115Bが使用位置に位置決めされ、ステージ211が第1層目の層状構造物を開始する位置に位置決めされる。各ノズルユニット115A,115Bとステージ211との間の相対位置精度が高く、使用位置のノズルユニット115A,115Bと第1層目の層状構造物を開始する位置のステージ211とのギャップ量(離間距離)は、目標ギャップ量γに精度良く調整できる。また、ステージ211の移動量をZ軸駆動機構330によって高精度に制御できるので、第2層目以降のギャップ量も高精度を維持できる。
特に、本実施形態のように熱溶解積層法(FDM)により三次元造形物を造形する場合、フィラメント4’を押し出すノズル111とステージ211上の造形プレート212とのギャップ量(特に第1層目)の調整には高い精度が求められる。このギャップ量が広すぎると、ノズル111から押し出したフィラメント4’を造形プレート212あるいは下層の層状構造物へ押し付ける押し付け力が弱く、押し出したフィラメント4’と造形プレート212あるいは下層の層状構造物との接着力が不十分となるなどの不具合が生じる。一方、このギャップ量が狭すぎると、ノズル111からフィラメント4’を押し出すときの押し出し抵抗が大きくなり、フィラメントの目詰まりなどの不具合を引き起こす。本実施形態によれば、ギャップ量を高精度に調整できることから、このような不具合を抑制できる。
また、本実施形態では、図9(b)に示すように、2つのノズルユニットの115A,115Bが両方ともステージ211に接触した状態を基準位置としている。そのため、イニシャライズ処理の開始前に、図9(a)に示すように、2つのノズルユニットの115A,115B間でノズル111の先端位置がズレていても、このズレが無い状態で基準位置が決まる。よって、その後に当該基準位置に基づいて各ノズルユニットの115A,115Bをアクチュエータ141によって変位させる際には、両者間の位置ズレが是正された状態で変位させることができる。
2つのノズルユニットの115A,115B間でノズル111の先端位置がズレている場合、ノズルユニットの115A,115Bが変位不能な状態であると、2つのノズルユニットの115A,115Bの両方にステージ211を接触させることができない。本実施形態のように、変位可能な状態のノズルユニット115A,115Bに対してステージ211を接触させるので、2つのノズルユニットの115A,115Bの両方がステージ211に接触した状態を基準位置にすることが可能になっている。
また、上述した説明では、造形ヘッド110上の全ノズルユニット115A,115Bを下端位置まで下降させたときに、図9(a)に示すように、基準の第一ノズルユニット115Aよりも第二ノズルユニット115Bの方が、ノズル111の先端位置が下方に位置している。しかしながら、図10(a)に示すように、造形ヘッド110上の全ノズルユニット115A,115Bを下端位置まで下降させたときに、基準の第一ノズルユニット115Aよりも第二ノズルユニット115Bの方が、ノズル111の先端位置が上方に位置している場合、上述したイニシャライズ処理では、第二ノズルユニット115Bが狙いの使用位置まで下降する前にアクチュエータ141の駆動可能範囲の下端に達してしまうおそれがある。この場合、第二ノズルユニット115Bを狙いの使用位置に位置決めできない。
したがって、各アクチュエータ141のモータ142を駆動して全ノズルユニット115A,115Bを下降させる際(S19)、その下降距離は、全ノズルユニット115A,115Bを下端位置まで下降させたときのノズルユニット115A,115B間におけるノズル111の先端位置の最大誤差Eを考慮して設定するのが好ましい。具体的には、各アクチュエータ141のモータ142を駆動して全ノズルユニット115A,115Bを下降させる際の下降距離は、図10(c)に示すように、距離(L1−L2−E)とする。これによれば、全ノズルユニット115A,115Bを下端位置まで下降させたときのノズルユニット115A,115B間におけるノズル111の先端位置に誤差が生じていても、全ノズルユニット115A,115Bを狙いの使用位置に位置決めすることができる。
また、本実施形態では、造形ヘッド110に保持されているノズルユニット115A,115Bのうちの一方である第一ノズルユニット115Aだけに測距センサ143を設けているが、両方のノズルユニット115A,115Bにそれぞれ測距センサ143を設けてもよい。この場合、図9(b)に示すように、2つのノズルユニット115A,115Bが両方ともステージ211に接触した状態(基準位置)において、測距センサ143の測定距離が長い方のノズルユニットについての測距センサ143の測定結果を用いるようにすれば、全ノズルユニット115A,115Bを下端位置まで下降させたときのノズルユニット115A,115B間におけるノズル111の先端位置に誤差が生じていても、全ノズルユニット115A,115Bを狙いの使用位置に位置決めすることができる。
また、本実施形態では、図9(b)に示すようにステージ211を上昇させる際の規定距離を、種々の誤差を考慮しても下端に位置する全ノズルユニット115A,115Bに対してステージ211が確実に接触して押し上げられるような距離に設定されている。しかしながら、両方のノズルユニット115A,115Bにそれぞれ測距センサ143を設けた構成であれば、例えば、両方の測距センサ143の測定結果から全ノズルユニット115A,115Bが押し上げられたことを検知した時点で、ステージ211の上昇を停止させるようにしてもよい。この場合、より迅速なイニシャライズ処理が実現できる。
〔変形例1〕
次に、本実施形態におけるイニシャライズ処理の一変形例(以下、本変形例を「変形例1」という。)について説明する。
造形ヘッド110上に複数のノズル111が保持されている構成においては、各ノズル111とステージ211との適正なギャップ量がノズル111間で異なる場合がある。例えば、押し出されるフィラメント4の材料が異なるノズル111においては、それぞれの材料に応じて適正なギャップ量が異なる場合が多い。そのため、ステージ211との適正なギャップ量がノズル111間で異なる場合には、各ノズルユニット115A,115BのZ軸方向位置を、それぞれの目標ギャップ量に応じた異なる位置に位置決めする必要がある。本変形例1におけるイニシャライズ処理は、各ノズルユニット115A,115BのZ軸方向位置を、それぞれの目標ギャップ量に応じた異なる位置に位置決めするものである。
次に、本実施形態におけるイニシャライズ処理の一変形例(以下、本変形例を「変形例1」という。)について説明する。
造形ヘッド110上に複数のノズル111が保持されている構成においては、各ノズル111とステージ211との適正なギャップ量がノズル111間で異なる場合がある。例えば、押し出されるフィラメント4の材料が異なるノズル111においては、それぞれの材料に応じて適正なギャップ量が異なる場合が多い。そのため、ステージ211との適正なギャップ量がノズル111間で異なる場合には、各ノズルユニット115A,115BのZ軸方向位置を、それぞれの目標ギャップ量に応じた異なる位置に位置決めする必要がある。本変形例1におけるイニシャライズ処理は、各ノズルユニット115A,115BのZ軸方向位置を、それぞれの目標ギャップ量に応じた異なる位置に位置決めするものである。
図11は、本変形例1におけるイニシャライズ処理の流れを示すフローチャートである。
図12(a)〜(e)は、本変形例1のイニシャライズ処理中の各時点におけるノズルユニット115A,115Bとステージ211のZ軸方向位置を示す説明図である。
なお、以下の説明では、上述した実施形態におけるイニシャライズ処理とは異なる点を中心に説明する。
図12(a)〜(e)は、本変形例1のイニシャライズ処理中の各時点におけるノズルユニット115A,115Bとステージ211のZ軸方向位置を示す説明図である。
なお、以下の説明では、上述した実施形態におけるイニシャライズ処理とは異なる点を中心に説明する。
本変形例1のイニシャライズ処理におけるステップS11〜S17までは、図12(a)〜(b)に示すように、上述した実施形態のイニシャライズ処理と同様である。その後、ステージ211については、本変形例1でもZ軸駆動機構330を駆動して距離(L1−L2+γ)だけ下降させるが(S18)、各ノズルユニット115A,115Bについてはそれぞれ下降させる距離が異なる。
具体的には、本変形例1では、第一ノズルユニット115Aについての目標ギャップ量γよりも第二ノズルユニット115Bの目標ギャップ量(γ+α)の方が距離αだけ広い。したがって、第一ノズルユニット115Aの使用位置よりも第二ノズルユニット115Bの使用位置の方が距離α分だけステージ211からは遠い。そのため、本変形例1のイニシャライズ処理では、第一ノズルユニット115Aについては、距離L2の位置から、アクチュエータ141のモータ142を駆動して距離(L1−L2)だけ下降させる(S21)。一方、第二ノズルユニット115Bについては、距離L2の位置から、アクチュエータ141のモータ142を駆動して距離(L1−L2−α)だけ下降させる(S22)。その結果、第一ノズルユニット115Aについては、ステージ211とのギャップ量が距離γとなるように位置決めされ、第二ノズルユニット115Bについては、ステージ211とのギャップ量が距離(γ+α)となるように位置決めされる。
その後、造形処理を実施する際、制御部400は、図12(e)に示すように、使用する第二ノズルユニット115Bは使用位置に維持したまま、使用しない第一ノズルユニット115Aを、アクチュエータ141を制御して、使用位置から退避位置へ上昇させる。
〔変形例2〕
次に、本実施形態におけるイニシャライズ処理の他の変形例(以下、本変形例を「変形例2」という。)について説明する。
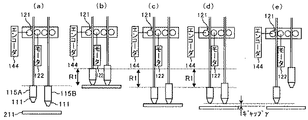
上述した実施形態では、ノズルユニット115A,115BのZ軸方向位置を検知する排出部位置検知手段として、造形ヘッド110上の固定ブロック123に取り付けられた測距センサ143を用いているが、本変形例2では、このような測距センサ143を用いずにイニシャライズ処理を行う。具体的には、本変形例2では、エクストルーダ121によるフィラメント4の送り量を送り量検知手段としてのエンコーダ144で検知し、検知した送り量から基準のノズルユニット115AのZ軸方向位置を検知して、イニシャライズ処理を行う。
次に、本実施形態におけるイニシャライズ処理の他の変形例(以下、本変形例を「変形例2」という。)について説明する。
上述した実施形態では、ノズルユニット115A,115BのZ軸方向位置を検知する排出部位置検知手段として、造形ヘッド110上の固定ブロック123に取り付けられた測距センサ143を用いているが、本変形例2では、このような測距センサ143を用いずにイニシャライズ処理を行う。具体的には、本変形例2では、エクストルーダ121によるフィラメント4の送り量を送り量検知手段としてのエンコーダ144で検知し、検知した送り量から基準のノズルユニット115AのZ軸方向位置を検知して、イニシャライズ処理を行う。
図13は、本変形例2における造形ヘッド110の構成を示す断面図である。
図14は、本変形例2におけるイニシャライズ処理の流れを示すフローチャートである。
図15(a)〜(e)は、本変形例2のイニシャライズ処理中の各時点におけるノズルユニット115A,115Bとステージ211のZ軸方向位置を示す説明図である。
本変形例2のイニシャライズ処理においては、上述した実施形態と同様に、造形ヘッド110を所定のイニシャライズ位置へ移動させた後に(S11)、図15(a)に示すように、各アクチュエータ141を駆動して、造形ヘッド110上の全ノズルユニット115A,115Bを下端位置まで下降させる(S12)。このとき、フィラメント4を送るエクストルーダ121を駆動するステッピングモータであるモータ122の励磁がOFFになっているので、ノズルユニット115A,115Bの下降に伴い、エクストルーダ121が従動回転してフィラメント4が下方へスムーズに送られる。
図14は、本変形例2におけるイニシャライズ処理の流れを示すフローチャートである。
図15(a)〜(e)は、本変形例2のイニシャライズ処理中の各時点におけるノズルユニット115A,115Bとステージ211のZ軸方向位置を示す説明図である。
本変形例2のイニシャライズ処理においては、上述した実施形態と同様に、造形ヘッド110を所定のイニシャライズ位置へ移動させた後に(S11)、図15(a)に示すように、各アクチュエータ141を駆動して、造形ヘッド110上の全ノズルユニット115A,115Bを下端位置まで下降させる(S12)。このとき、フィラメント4を送るエクストルーダ121を駆動するステッピングモータであるモータ122の励磁がOFFになっているので、ノズルユニット115A,115Bの下降に伴い、エクストルーダ121が従動回転してフィラメント4が下方へスムーズに送られる。
その後、本変形例2では、制御部400は、エクストルーダ121に取り付けられたエンコーダ144の測定を開始する(S31)。そして、ノズルユニット115A,115Bを駆動するアクチュエータ141のモータ142の励磁をOFFにして(S14)、ノズルユニット115A,115Bを造形ヘッド110に対してZ軸方向へ変位自在な状態にし、図15(b)に示すように、ステージ211を規定距離だけ上昇させる(S15)。
本変形例2において、上昇している途中のステージ211が基準の第一ノズルユニット115Aのノズル111に接触して第一ノズルユニット115Aを押し上げると、そのノズルユニット115A,115Bに導入されているフィラメント4も一体的に押し上げられる。これにより、エクストルーダ121が従動回転し、その回転量がエンコーダ144によって測定される(S32)。この回転量は、フィラメント4が押し上げられた量すなわちステージ211の上昇によって基準の第一ノズルユニット115Aが押し上げられた量R1に相当する。特に、第一ノズルユニット115Aは、ステージ211によってノズル111に蓋をされた状態で押し上げられるため、ノズル111からフィラメント4が漏れ出ることがなく、エクストルーダ121の従動回転量(エンコーダ144の測定量)と第一ノズルユニット115Aの移動量との間には高い相関関係があり、第一ノズルユニット115Aの移動量について高精度な測定が可能である。
ステージ211が規定距離だけ上昇したときのフィラメント4の位置は、ステージ211と各ノズルユニット115A,115Bとがお互いに接触した状態のものである。したがって、この位置は、ステージ211と各ノズルユニット115A,115Bとの相対位置に関して誤差がない状態のものであり、これをステージ211と各ノズルユニット115A,115Bとの相対位置を調整するための基準とすることができる。
その後、制御部400は、Z軸駆動機構330を駆動してステージ211を距離(R1+γ)だけ下降させるとともに(S33)、各アクチュエータ141のモータ142を駆動して全ノズルユニット115A,115Bを距離R1だけ下降させる(S34)。これにより、全ノズルユニット115A,115Bは、図15(c)に示すように、フィラメント移動量R1の位置(基準位置)から、R1に相当する距離だけ下方の使用位置に、全ノズルユニット115A,115Bが位置決めされる。
一方、ステージ211は、フィラメント移動量R1の位置(基準位置)から、そのR1に相当する距離に目標ギャップ量γを加えた距離(R1+γ)だけ下降させる。これにより、図15(d)に示すように、使用位置に位置決めされた全ノズルユニット115A,115Bに対し、目標ギャップ量γだけ下方の位置にステージ211が位置決めされる。
なお、上述した実施形態や上述した各変形例で説明した各種構成や動作は、適宜組み合わせることができる。
また、本実施形態では、ステージ211と各ノズルユニット115A,115Bのノズル111との相対位置の調整、あるいは、三次元造形物の造形処理を、作業者等の人間の手作業による工程を経ずに実現されているが、その一部の工程を人間の手作業によって実現してもよい。例えば、造形ヘッド110上のノズルユニット115A,115Bを下端位置まで下降させる工程(S12)、ステージ211を規定距離だけ上昇させる工程(S15)などを、人間の手作業によって実現してもよい。
また、本実施形態では、ステージ211と各ノズルユニット115A,115Bのノズル111との相対位置の調整、あるいは、三次元造形物の造形処理を、作業者等の人間の手作業による工程を経ずに実現されているが、その一部の工程を人間の手作業によって実現してもよい。例えば、造形ヘッド110上のノズルユニット115A,115Bを下端位置まで下降させる工程(S12)、ステージ211を規定距離だけ上昇させる工程(S15)などを、人間の手作業によって実現してもよい。
本発明は、上述した熱溶解積層法(FDM)に限定されるものではなく、保持部材に保持された材料排出部と載置台とが互いに接離する接離方向へ相対移動する三次元造形装置により、該材料排出部から排出される材料を用いて該載置台上に三次元造形物を造形するものであれば、他の造形方法で三次元造形物を造形する三次元造形装置にも適用可能である。
以上に説明したものは一例であり、次の態様毎に特有の効果を奏する。
(態様A)
造形ヘッド110等の保持部材に保持されたノズル111等の材料排出部とステージ211等の載置台との相対位置の調整を行う位置調整処理と、該材料排出部と載置台とを互いに接離する接離方向(Z軸方向)へ相対移動させ、該材料排出部から排出されるフィラメント4等の材料を該載置台上に積層して三次元造形物を造形する造形処理とを有する三次元造形物の製造方法において、前記位置調整処理は、前記保持部材に対して前記材料排出部を前記接離方向へ変位自在に保持させた状態で、前記載置台と該材料排出部とが接触した状態になるように、該保持部材と該載置台とを前記接離方向へ相対移動させる接触移動工程と、前記材料排出部と前記載置台とが接触した状態で前記保持部材に対する該材料排出部の位置決めを行う位置決め工程と、前記材料排出部と前記載置台とが接触した状態での前記保持部材と該載置台との接離方向位置を基準にして、前記材料排出部と該載置台との離間距離が所定の離間距離γとなるように、該保持部材と該載置台とを前記接離方向へ相対移動させる離間移動工程とを有することを特徴とする。
本態様によれば、材料排出部と載置台との相対位置の調整を行う位置調整処理の接触移動工程において、材料排出部が保持部材に対して接離方向へ変位自在な状態であるため、材料排出部と載置台との接触時に加わる力を、材料排出部の変位によって逃がすことができる。そして、本態様では、位置決め工程において、材料排出部と載置台とが接触した状態で、変位自在な状態であった材料排出部を保持部材に対して位置決めし、これにより材料排出部と載置台との相対位置が調整される。
(態様A)
造形ヘッド110等の保持部材に保持されたノズル111等の材料排出部とステージ211等の載置台との相対位置の調整を行う位置調整処理と、該材料排出部と載置台とを互いに接離する接離方向(Z軸方向)へ相対移動させ、該材料排出部から排出されるフィラメント4等の材料を該載置台上に積層して三次元造形物を造形する造形処理とを有する三次元造形物の製造方法において、前記位置調整処理は、前記保持部材に対して前記材料排出部を前記接離方向へ変位自在に保持させた状態で、前記載置台と該材料排出部とが接触した状態になるように、該保持部材と該載置台とを前記接離方向へ相対移動させる接触移動工程と、前記材料排出部と前記載置台とが接触した状態で前記保持部材に対する該材料排出部の位置決めを行う位置決め工程と、前記材料排出部と前記載置台とが接触した状態での前記保持部材と該載置台との接離方向位置を基準にして、前記材料排出部と該載置台との離間距離が所定の離間距離γとなるように、該保持部材と該載置台とを前記接離方向へ相対移動させる離間移動工程とを有することを特徴とする。
本態様によれば、材料排出部と載置台との相対位置の調整を行う位置調整処理の接触移動工程において、材料排出部が保持部材に対して接離方向へ変位自在な状態であるため、材料排出部と載置台との接触時に加わる力を、材料排出部の変位によって逃がすことができる。そして、本態様では、位置決め工程において、材料排出部と載置台とが接触した状態で、変位自在な状態であった材料排出部を保持部材に対して位置決めし、これにより材料排出部と載置台との相対位置が調整される。
(態様B)
前記態様Aにおいて、前記保持部材に保持される複数の材料排出部のうちの少なくとも1つの材料排出部から排出される材料を用いて、前記載置台上に三次元造形物を造形するものであり、前記接触移動工程では、前記載置台と前記複数の材料排出部とが接触した状態になるように、前記保持部材と該載置台とを前記接離方向へ相対移動させ、前記位置決め工程では、前記複数の材料排出部と前記載置台とが接触した状態で前記保持部材に対する該複数の材料排出部の位置決めを行うことを特徴とする。
これによれば、保持部材に保持されている複数の材料排出部と載置台との相対位置の調整を同時に行うことができるとともに、複数の材料排出部間における接離方向位置のズレを是正できる。
前記態様Aにおいて、前記保持部材に保持される複数の材料排出部のうちの少なくとも1つの材料排出部から排出される材料を用いて、前記載置台上に三次元造形物を造形するものであり、前記接触移動工程では、前記載置台と前記複数の材料排出部とが接触した状態になるように、前記保持部材と該載置台とを前記接離方向へ相対移動させ、前記位置決め工程では、前記複数の材料排出部と前記載置台とが接触した状態で前記保持部材に対する該複数の材料排出部の位置決めを行うことを特徴とする。
これによれば、保持部材に保持されている複数の材料排出部と載置台との相対位置の調整を同時に行うことができるとともに、複数の材料排出部間における接離方向位置のズレを是正できる。
(態様C)
前記態様Bにおいて、三次元造形物の造形の際、前記複数の材料排出部のうち、材料を排出する一部の材料排出部を除いた他の材料排出部をアクチュエータ141等の排出部駆動手段により駆動して、該一部の材料排出部よりも前記載置台から前記接離方向に離れた退避位置まで退避させることを特徴とする。
これによれば、当該他の材料排出部自体あるいは当該他の材料排出部から排出されている材料が、当該一部の材料排出部から押し出された材料に接触しまう事態を安定して回避でき、適切に三次元造形物を造形できる。
前記態様Bにおいて、三次元造形物の造形の際、前記複数の材料排出部のうち、材料を排出する一部の材料排出部を除いた他の材料排出部をアクチュエータ141等の排出部駆動手段により駆動して、該一部の材料排出部よりも前記載置台から前記接離方向に離れた退避位置まで退避させることを特徴とする。
これによれば、当該他の材料排出部自体あるいは当該他の材料排出部から排出されている材料が、当該一部の材料排出部から押し出された材料に接触しまう事態を安定して回避でき、適切に三次元造形物を造形できる。
(態様D)
前記態様Cにおいて、前記接触移動工程では、モータ142の励磁をOFFするなどして前記排出部駆動手段を稼働不能状態にすることにより、前記保持部材に対して前記複数の材料排出部を前記接離方向へ変位自在に保持させ、前記位置決め工程では、モータ142の励磁をONするなどして前記排出部駆動手段を稼働可能状態にすることにより、前記保持部材に対する前記複数の材料排出部の位置決めを行うことを特徴とする。
これによれば、排出部駆動手段を利用して、保持部材に対して複数の材料排出部が接離方向へ変位自在な状態と、保持部材に対して複数の材料排出部が位置決めされた状態とを切り換えることができる。
前記態様Cにおいて、前記接触移動工程では、モータ142の励磁をOFFするなどして前記排出部駆動手段を稼働不能状態にすることにより、前記保持部材に対して前記複数の材料排出部を前記接離方向へ変位自在に保持させ、前記位置決め工程では、モータ142の励磁をONするなどして前記排出部駆動手段を稼働可能状態にすることにより、前記保持部材に対する前記複数の材料排出部の位置決めを行うことを特徴とする。
これによれば、排出部駆動手段を利用して、保持部材に対して複数の材料排出部が接離方向へ変位自在な状態と、保持部材に対して複数の材料排出部が位置決めされた状態とを切り換えることができる。
(態様E)
前記態様C又はDにおいて、前記離間移動工程では、前記所定の離間距離が前記複数の材料排出部間で異なり、該複数の材料排出部のうちの少なくとも1つの材料排出部についての離間距離は、前記排出部駆動手段を駆動して所定の離間距離となるようにすることを特徴とする。
これによれば、所定の離間距離が複数の材料排出部間で異なる場合でも、それぞれの材料排出部の離間距離をそれぞれ所定の離間距離に適切に調整することができる。
前記態様C又はDにおいて、前記離間移動工程では、前記所定の離間距離が前記複数の材料排出部間で異なり、該複数の材料排出部のうちの少なくとも1つの材料排出部についての離間距離は、前記排出部駆動手段を駆動して所定の離間距離となるようにすることを特徴とする。
これによれば、所定の離間距離が複数の材料排出部間で異なる場合でも、それぞれの材料排出部の離間距離をそれぞれ所定の離間距離に適切に調整することができる。
(態様F)
前記態様C〜Eのいずれかの態様において、前記離間移動工程では、前記複数の材料排出部のうちの少なくとも1つの材料排出部については、前記排出部駆動手段の駆動により、前記材料排出部と前記載置台とが接触した状態での位置から前記載置台の方向へ変位させ、さらにその変位後の当該材料排出部と該載置台との離間距離が前記所定の離間距離γとなるように、該保持部材と該載置台とを前記接離方向へ相対移動させることを特徴とする。
これによれば、当該少なくとも1つの材料排出部について使用位置に位置させ、この使用位置の当該材料排出部に対して所定の離間距離だけ離れた位置に載置台を位置させることができるので、材料排出部と載置台との相対位置の調整が完了した時点で、迅速に造形処理を開始することが可能である。
前記態様C〜Eのいずれかの態様において、前記離間移動工程では、前記複数の材料排出部のうちの少なくとも1つの材料排出部については、前記排出部駆動手段の駆動により、前記材料排出部と前記載置台とが接触した状態での位置から前記載置台の方向へ変位させ、さらにその変位後の当該材料排出部と該載置台との離間距離が前記所定の離間距離γとなるように、該保持部材と該載置台とを前記接離方向へ相対移動させることを特徴とする。
これによれば、当該少なくとも1つの材料排出部について使用位置に位置させ、この使用位置の当該材料排出部に対して所定の離間距離だけ離れた位置に載置台を位置させることができるので、材料排出部と載置台との相対位置の調整が完了した時点で、迅速に造形処理を開始することが可能である。
(態様G)
前記態様Fにおいて、前記離間移動工程では、前記少なくとも1つの材料排出部を変位させる際、該少なくとも1つの材料排出部の前記接離方向における位置を検知する測距センサ143、エンコーダ144等の排出部位置検知手段を用いて該少なくとも1つの材料排出部の位置を検知し、その検知結果に基づいて前記排出部駆動手段の駆動を制御することを特徴とする。
これによれば、当該少なくとも1つの材料排出部について適切に使用位置に位置させることが可能となる。
前記態様Fにおいて、前記離間移動工程では、前記少なくとも1つの材料排出部を変位させる際、該少なくとも1つの材料排出部の前記接離方向における位置を検知する測距センサ143、エンコーダ144等の排出部位置検知手段を用いて該少なくとも1つの材料排出部の位置を検知し、その検知結果に基づいて前記排出部駆動手段の駆動を制御することを特徴とする。
これによれば、当該少なくとも1つの材料排出部について適切に使用位置に位置させることが可能となる。
(態様H)
前記態様Gにおいて、前記排出部位置検知手段として、前記少なくとも1つの材料排出部へ材料を送るエクストルーダ121等の材料送り手段の送り量を検知するエンコーダ144等の送り量検知手段を用いることを特徴とする。
これによれば、送り量検知手段を利用して、当該少なくとも1つの材料排出部について適切に使用位置に位置させることが可能となる。
前記態様Gにおいて、前記排出部位置検知手段として、前記少なくとも1つの材料排出部へ材料を送るエクストルーダ121等の材料送り手段の送り量を検知するエンコーダ144等の送り量検知手段を用いることを特徴とする。
これによれば、送り量検知手段を利用して、当該少なくとも1つの材料排出部について適切に使用位置に位置させることが可能となる。
(態様I)
保持部材に保持された材料排出部と該載置台とを互いに接離する接離方向へ相対移動させ、該材料排出部から排出される材料を該載置台上に積層する三次元造形装置における材料排出部と載置台との相対位置の調整を行う位置調整方法において、前記保持部材に対して前記材料排出部を前記接離方向へ変位自在に保持させた状態で、前記載置台と該材料排出部とが接触した状態になるように、該保持部材と該載置台とを前記接離方向へ相対移動させる接触移動工程と、前記材料排出部と前記載置台とが接触した状態で前記保持部材に対する該材料排出部の位置決めを行う位置決め工程と、前記材料排出部と前記載置台とが接触した状態での前記保持部と該載置台との接離方向位置を基準にして、前記材料排出部と該載置台との離間距離が所定の離間距離となるように、該保持部材と該載置台とを前記接離方向へ相対移動させる離間移動工程とを有することを特徴とする。
本態様によれば、材料排出部と載置台との相対位置の調整を行う位置調整処理の接触移動工程において、材料排出部が保持部材に対して接離方向へ変位自在な状態であるため、材料排出部と載置台との接触時に加わる力を、材料排出部の変位によって逃がすことができる。そして、本態様では、位置決め工程において、材料排出部と載置台とが接触した状態で、変位自在な状態であった材料排出部を保持部材に対して位置決めし、これにより材料排出部と載置台との相対位置が調整される。
保持部材に保持された材料排出部と該載置台とを互いに接離する接離方向へ相対移動させ、該材料排出部から排出される材料を該載置台上に積層する三次元造形装置における材料排出部と載置台との相対位置の調整を行う位置調整方法において、前記保持部材に対して前記材料排出部を前記接離方向へ変位自在に保持させた状態で、前記載置台と該材料排出部とが接触した状態になるように、該保持部材と該載置台とを前記接離方向へ相対移動させる接触移動工程と、前記材料排出部と前記載置台とが接触した状態で前記保持部材に対する該材料排出部の位置決めを行う位置決め工程と、前記材料排出部と前記載置台とが接触した状態での前記保持部と該載置台との接離方向位置を基準にして、前記材料排出部と該載置台との離間距離が所定の離間距離となるように、該保持部材と該載置台とを前記接離方向へ相対移動させる離間移動工程とを有することを特徴とする。
本態様によれば、材料排出部と載置台との相対位置の調整を行う位置調整処理の接触移動工程において、材料排出部が保持部材に対して接離方向へ変位自在な状態であるため、材料排出部と載置台との接触時に加わる力を、材料排出部の変位によって逃がすことができる。そして、本態様では、位置決め工程において、材料排出部と載置台とが接触した状態で、変位自在な状態であった材料排出部を保持部材に対して位置決めし、これにより材料排出部と載置台との相対位置が調整される。
(態様J)
保持部材に保持された材料排出部と該載置台とを互いに接離する接離方向へ相対移動させ、該材料排出部から排出される材料を該載置台上に積層する三次元造形装置において、前記材料排出部が前記保持部材に対して前記接離方向へ変位自在な変位自在状態と該材料排出部が該保持部材に位置決めされた位置決め状態とに切り換え可能なノズルユニット保持機構140等の位置決め手段を有し、前記位置決め手段を前記変位自在状態に切り換えて、前記載置台と前記材料排出部とが接触した状態になるように前記相対移動手段により前記保持部材と該載置台とを前記接離方向へ相対移動させ、該材料排出部と該載置台とが接触した状態で該位置決め手段を前記位置決め状態に切り換え、該材料排出部と該載置台との離間距離が所定の離間距離となるように、該相対移動手段により該保持部材と該載置台とを前記接離方向へ相対移動させることを特徴とする。
本態様によれば、材料排出部と載置台との相対位置の調整を行う位置調整処理において、排出部が保持部材に対して接離方向へ変位自在な状態で材料排出部と載置台とを接触させるため、材料排出部と載置台との接触時に加わる力を、材料排出部の変位によって逃がすことができる。そして、本態様では、材料排出部と載置台とが接触した状態で、変位自在な状態であった材料排出部を保持部材に対して位置決めし、これにより材料排出部と載置台との相対位置が調整される。
保持部材に保持された材料排出部と該載置台とを互いに接離する接離方向へ相対移動させ、該材料排出部から排出される材料を該載置台上に積層する三次元造形装置において、前記材料排出部が前記保持部材に対して前記接離方向へ変位自在な変位自在状態と該材料排出部が該保持部材に位置決めされた位置決め状態とに切り換え可能なノズルユニット保持機構140等の位置決め手段を有し、前記位置決め手段を前記変位自在状態に切り換えて、前記載置台と前記材料排出部とが接触した状態になるように前記相対移動手段により前記保持部材と該載置台とを前記接離方向へ相対移動させ、該材料排出部と該載置台とが接触した状態で該位置決め手段を前記位置決め状態に切り換え、該材料排出部と該載置台との離間距離が所定の離間距離となるように、該相対移動手段により該保持部材と該載置台とを前記接離方向へ相対移動させることを特徴とする。
本態様によれば、材料排出部と載置台との相対位置の調整を行う位置調整処理において、排出部が保持部材に対して接離方向へ変位自在な状態で材料排出部と載置台とを接触させるため、材料排出部と載置台との接触時に加わる力を、材料排出部の変位によって逃がすことができる。そして、本態様では、材料排出部と載置台とが接触した状態で、変位自在な状態であった材料排出部を保持部材に対して位置決めし、これにより材料排出部と載置台との相対位置が調整される。
1 三次元造形装置
2 本体フレーム
4,4’ フィラメント
100 材料供給部
110 造形ヘッド
111 ノズル
112 ヘッド加熱部
113 ヘッド冷却部
114 断熱部
115 ノズルユニット
116 移送管
116a 導入部
120 フィラメント供給部
121 エクストルーダ
122 モータ
123 固定ブロック
130 ヘッド冷却装置
140 ノズルユニット保持機構
141 アクチュエータ
142 モータ
143 測距センサ
144 エンコーダ
200 三次元造形部
210 載置部
211 ステージ
212 造形プレート
220 チャンバー
230 加熱部
240 ノズル清掃部
300 駆動部
310 X軸駆動機構
320 Y軸駆動機構
330 Z軸駆動機構
400 制御部
2 本体フレーム
4,4’ フィラメント
100 材料供給部
110 造形ヘッド
111 ノズル
112 ヘッド加熱部
113 ヘッド冷却部
114 断熱部
115 ノズルユニット
116 移送管
116a 導入部
120 フィラメント供給部
121 エクストルーダ
122 モータ
123 固定ブロック
130 ヘッド冷却装置
140 ノズルユニット保持機構
141 アクチュエータ
142 モータ
143 測距センサ
144 エンコーダ
200 三次元造形部
210 載置部
211 ステージ
212 造形プレート
220 チャンバー
230 加熱部
240 ノズル清掃部
300 駆動部
310 X軸駆動機構
320 Y軸駆動機構
330 Z軸駆動機構
400 制御部
Claims (10)
- 保持部材に保持された材料排出部と載置台との相対位置の調整を行う位置調整処理と、該材料排出部と該載置台とを互いに接離する接離方向へ相対移動させ、該材料排出部から排出される材料を該載置台上に積層して三次元造形物を造形する造形処理とを有する三次元造形物の製造方法において、
前記位置調整処理は、
前記保持部材に対して前記材料排出部を前記接離方向へ変位自在に保持させた状態で、前記載置台と該材料排出部とが接触した状態になるように、該保持部材と該載置台とを前記接離方向へ相対移動させる接触移動工程と、
前記材料排出部と前記載置台とが接触した状態で前記保持部材に対する該材料排出部の位置決めを行う位置決め工程と、
前記材料排出部と前記載置台とが接触した状態での前記保持部材と該載置台との接離方向位置を基準にして、前記材料排出部と該載置台との離間距離が所定の離間距離となるように、該保持部材と該載置台とを前記接離方向へ相対移動させる離間移動工程とを有することを特徴とする三次元造形物の製造方法。 - 請求項1に記載の三次元造形物の製造方法において、
前記保持部材に保持される複数の材料排出部のうちの少なくとも1つの材料排出部から排出される材料を用いて、前記載置台上に三次元造形物を造形するものであり、
前記接触移動工程では、前記載置台と前記複数の材料排出部とが接触した状態になるように、前記保持部材と該載置台とを前記接離方向へ相対移動させ、
前記位置決め工程では、前記複数の材料排出部と前記載置台とが接触した状態で前記保持部材に対する該複数の材料排出部の位置決めを行うことを特徴とする三次元造形物の製造方法。 - 請求項2に記載の三次元造形物の製造方法において、
三次元造形物の造形の際、前記複数の材料排出部のうち、材料を排出する一部の材料排出部を除いた他の材料排出部を排出部駆動手段により駆動して、該一部の材料排出部よりも前記載置台から前記接離方向に離れた退避位置まで退避させることを特徴とする三次元造形物の製造方法。 - 請求項3に記載の三次元造形物の製造方法において、
前記接触移動工程では、前記排出部駆動手段を稼働不能状態にすることにより、前記保持部材に対して前記複数の材料排出部を前記接離方向へ変位自在に保持させ、
前記位置決め工程では、前記排出部駆動手段を稼働可能状態にすることにより、前記保持部材に対する前記複数の材料排出部の位置決めを行うことを特徴とする三次元造形物の製造方法。 - 請求項3又は4に記載の三次元造形物の製造方法において、
前記離間移動工程では、前記所定の離間距離が前記複数の材料排出部間で異なり、該複数の材料排出部のうちの少なくとも1つの材料排出部についての離間距離は、前記排出部駆動手段を駆動して所定の離間距離となるようにすることを特徴とする三次元造形物の製造方法。 - 請求項3乃至5のいずれか1項に記載の三次元造形物の製造方法において、
前記離間移動工程では、前記複数の材料排出部のうちの少なくとも1つの材料排出部については、前記排出部駆動手段の駆動により、前記材料排出部と前記載置台とが接触した状態での位置から前記載置台の方向へ変位させ、さらにその変位後の当該材料排出部と該載置台との離間距離が前記所定の離間距離となるように、該保持部材と該載置台とを前記接離方向へ相対移動させることを特徴とする三次元造形物の製造方法。 - 請求項6に記載の三次元造形物の製造方法において、
前記離間移動工程では、前記少なくとも1つの材料排出部を変位させる際、該少なくとも1つの材料排出部の前記接離方向における位置を検知する排出部位置検知手段を用いて該少なくとも1つの材料排出部の位置を検知し、その検知結果に基づいて前記排出部駆動手段の駆動を制御することを特徴とする三次元造形物の製造方法。 - 請求項7に記載の三次元造形物の製造方法において、
前記排出部位置検知手段として、前記少なくとも1つの材料排出部へ材料を送る材料送り手段の送り量を検知する送り量検知手段を用いることを特徴とする三次元造形物の製造方法。 - 保持部材に保持された材料排出部と載置台とを互いに接離する接離方向へ相対移動させ、該材料排出部から排出される材料を該載置台上に積層する三次元造形装置における材料排出部と載置台との相対位置の調整を行う位置調整方法において、
前記保持部材に対して前記材料排出部を前記接離方向へ変位自在に保持させた状態で、前記載置台と該材料排出部とが接触した状態になるように、該保持部材と該載置台とを前記接離方向へ相対移動させる接触移動工程と、
前記材料排出部と前記載置台とが接触した状態で前記保持部材に対する該材料排出部の位置決めを行う位置決め工程と、
前記材料排出部と前記載置台とが接触した状態での前記保持部材と該載置台との接離方向位置を基準にして、前記材料排出部と該載置台との離間距離が所定の離間距離となるように、該保持部材と該載置台とを前記接離方向へ相対移動させる離間移動工程とを有することを特徴とする位置調整方法。 - 保持部材に保持された材料排出部と載置台とを互いに接離する接離方向へ相対移動させ、該材料排出部から排出される材料を該載置台上に積層する三次元造形装置において、 前記材料排出部が前記保持部材に対して前記接離方向へ変位自在な変位自在状態と該材料排出部が該保持部材に位置決めされた位置決め状態とに切り換え可能な位置決め手段を有し、
前記位置決め手段を前記変位自在状態に切り換えて、前記載置台と前記材料排出部とが接触した状態になるように前記保持部材と該載置台とを前記接離方向へ相対移動させ、該材料排出部と該載置台とが接触した状態で該位置決め手段を前記位置決め状態に切り換え、該材料排出部と該載置台との離間距離が所定の離間距離となるように、該保持部材と該載置台とを前記接離方向へ相対移動させることを特徴とする三次元造形装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016251980A JP2018103458A (ja) | 2016-12-26 | 2016-12-26 | 三次元造形物の製造方法、位置調整方法及び三次元造形装置 |
| US15/850,026 US20180178448A1 (en) | 2016-12-26 | 2017-12-21 | Method of producing three-dimensional object, position adjustment method, and three-dimensional fabricating apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016251980A JP2018103458A (ja) | 2016-12-26 | 2016-12-26 | 三次元造形物の製造方法、位置調整方法及び三次元造形装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018103458A true JP2018103458A (ja) | 2018-07-05 |
Family
ID=62625889
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016251980A Pending JP2018103458A (ja) | 2016-12-26 | 2016-12-26 | 三次元造形物の製造方法、位置調整方法及び三次元造形装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20180178448A1 (ja) |
| JP (1) | JP2018103458A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020100058A (ja) * | 2018-12-21 | 2020-07-02 | セイコーエプソン株式会社 | 三次元造形装置、および、三次元造形物の製造方法 |
| US11345090B2 (en) | 2019-06-25 | 2022-05-31 | Seiko Epson Corporation | Three-dimensional shaping device and method for measuring value relating to distance |
| US11351731B2 (en) | 2019-06-25 | 2022-06-07 | Seiko Epson Corporation | Three-dimensional shaping device and three-dimensional shaped object manufacturing method |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9694545B2 (en) * | 2014-12-18 | 2017-07-04 | Stratasys, Inc. | Remotely-adjustable purge station for use in additive manufacturing systems |
| US10807310B2 (en) * | 2017-07-27 | 2020-10-20 | Robert Bosch Tool Corporation | 3D printer nozzle gap setting by force feedback |
| US11167484B2 (en) * | 2019-04-10 | 2021-11-09 | Northrop Grumman Systems Corporation | Printing machine for fabricating 3D integrated composite structures and having a rotatable extruder module |
| US11117319B2 (en) * | 2019-04-10 | 2021-09-14 | Northrop Grumman Systems Corporation | Printing machine for fabricating 3D integrated composite structures and having a multiple extruder module |
| US11167483B2 (en) * | 2019-04-10 | 2021-11-09 | Northrop Grumman Systems Corporation | Methods and apparatus for fabrication of 3D integrated composite structures |
| NL2023878B1 (en) * | 2019-09-23 | 2021-05-25 | Ultimaker Bv | A filament path length measuring device |
| CN110861294A (zh) * | 2019-12-06 | 2020-03-06 | 华育昌(肇庆)智能科技研究有限公司 | 一种自熔型3d打印用fdm线材 |
| CN111469407A (zh) * | 2020-05-27 | 2020-07-31 | 陈凯 | 一种超小型被动散热式3d打印头 |
| CN112248447B (zh) * | 2020-09-29 | 2022-03-08 | 山东工业职业学院 | 一种方便脱模的3d打印工作台 |
| JP2022167382A (ja) * | 2021-04-23 | 2022-11-04 | セイコーエプソン株式会社 | 三次元造形装置、及び、三次元造形物の製造方法、 |
| CN113942226A (zh) * | 2021-10-15 | 2022-01-18 | 成都贝施美医疗科技股份有限公司 | 一种应用于3d打印机取料的方法及装置 |
| IT202200020223A1 (it) * | 2022-09-30 | 2024-03-30 | Roboze Spa | Sistema di ottimizzazione del processo di deposizione multi estrusore e relativo metodo. |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005058830A (ja) * | 2003-08-18 | 2005-03-10 | Shibaura Mechatronics Corp | ペースト塗布装置及びペースト塗布方法 |
| US7680555B2 (en) * | 2006-04-03 | 2010-03-16 | Stratasys, Inc. | Auto tip calibration in an extrusion apparatus |
-
2016
- 2016-12-26 JP JP2016251980A patent/JP2018103458A/ja active Pending
-
2017
- 2017-12-21 US US15/850,026 patent/US20180178448A1/en not_active Abandoned
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020100058A (ja) * | 2018-12-21 | 2020-07-02 | セイコーエプソン株式会社 | 三次元造形装置、および、三次元造形物の製造方法 |
| JP7172566B2 (ja) | 2018-12-21 | 2022-11-16 | セイコーエプソン株式会社 | 三次元造形装置、および、三次元造形物の製造方法 |
| US11345090B2 (en) | 2019-06-25 | 2022-05-31 | Seiko Epson Corporation | Three-dimensional shaping device and method for measuring value relating to distance |
| US11351731B2 (en) | 2019-06-25 | 2022-06-07 | Seiko Epson Corporation | Three-dimensional shaping device and three-dimensional shaped object manufacturing method |
Also Published As
| Publication number | Publication date |
|---|---|
| US20180178448A1 (en) | 2018-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018103458A (ja) | 三次元造形物の製造方法、位置調整方法及び三次元造形装置 | |
| US11642851B2 (en) | Multiple axis robotic additive manufacturing system and methods | |
| JP2017132073A (ja) | 三次元造形装置、三次元造形用チャンバー及び三次元造形方法 | |
| JP2017087562A (ja) | 三次元造形装置 | |
| JP2016074956A (ja) | 3次元形成装置および3次元形成方法 | |
| US20190210284A1 (en) | Baffle doors for additive manufacturing system | |
| CN105291437B (zh) | 一种新型3d打印机构及3d打印机 | |
| US9630364B2 (en) | Three-dimensional printing apparatus and nozzle temperature adjustment method thereof | |
| JP2017087578A (ja) | 三次元造形装置 | |
| JP2017217791A (ja) | 三次元造形装置 | |
| JP7301565B2 (ja) | 造形装置、方法及び造形システム | |
| JP6802994B2 (ja) | 三次元造形装置及び造形物載置板 | |
| JP2017159620A (ja) | 立体造形物を造形する装置 | |
| EP3894182A1 (en) | 3d printer | |
| US10710308B2 (en) | Heating and cooling of extrusion tool for additive manufacturing | |
| KR102237867B1 (ko) | 연속 출력가능한 3d 프린팅 장치 | |
| JP3191714U (ja) | ガスバーナーを使用した積層造形システム | |
| JP6456033B2 (ja) | 造形装置 |