JP2018090931A - Sheet production apparatus, sheet production method, pulp-derived product manufacturing apparatus and pulp-derived product manufacturing method - Google Patents
Sheet production apparatus, sheet production method, pulp-derived product manufacturing apparatus and pulp-derived product manufacturing method Download PDFInfo
- Publication number
- JP2018090931A JP2018090931A JP2016236455A JP2016236455A JP2018090931A JP 2018090931 A JP2018090931 A JP 2018090931A JP 2016236455 A JP2016236455 A JP 2016236455A JP 2016236455 A JP2016236455 A JP 2016236455A JP 2018090931 A JP2018090931 A JP 2018090931A
- Authority
- JP
- Japan
- Prior art keywords
- unit
- raw material
- sterilization
- defibrating
- sheet manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/04—Manufacture of substantially flat articles, e.g. boards, from particles or fibres from fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/60—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in dry state, e.g. thermo-activatable agents in solid or molten state, and heat being applied subsequently
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/732—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by fluid current, e.g. air-lay
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21B—FIBROUS RAW MATERIALS OR THEIR MECHANICAL TREATMENT
- D21B1/00—Fibrous raw materials or their mechanical treatment
- D21B1/04—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres
- D21B1/06—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres by dry methods
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Manufacturing & Machinery (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Nonwoven Fabrics (AREA)
- Paper (AREA)
Abstract
Description
本発明は、シート製造装置、シート製造方法、パルプ由来製品製造装置およびパルプ由来製品製造方法に関する。 The present invention relates to a sheet manufacturing apparatus, a sheet manufacturing method, a pulp-derived product manufacturing apparatus, and a pulp-derived product manufacturing method.
資源活用の観点から紙のリサイクルは広く一般的になってきているが、従来は集積された古紙を、工業的に再生紙として製造するものであり、その方法は、いわゆる湿式と呼ばれる、古紙を水によって離解させて生成した再生パルプを再生紙に形成するものであった(特許文献1)。 Paper recycling has become widespread from the viewpoint of resource utilization, but in the past, accumulated waste paper has been industrially produced as recycled paper, and its method is called so-called wet processing. Regenerated pulp produced by disaggregation with water was formed on recycled paper (Patent Document 1).
集積される古紙は、多様な使われ方を経て排出された物であり、破損の状態、汚染の状態などの仕分けが容易にできるものではない。特に、細菌に汚染された古紙では目視による判定、排除は不可能であり、そこから再生された再生紙に細菌が付着した状態で消費者に供給することは回避しなければならない。 The collected waste paper is discharged after being used in various ways, and it is not easy to sort the state of breakage or contamination. In particular, waste paper contaminated with bacteria cannot be visually judged and eliminated, and it must be avoided to supply the consumer with bacteria attached to recycled paper regenerated from the waste paper.
その点、特許文献1では、パルプ調整部に貯留される古紙離解の水に添加剤の一つとして抗菌剤、滅菌剤、殺菌剤などを添加することで、殺菌された再生パルプを生成し、再生紙への細菌などの汚染物質の残存を抑制することが開示されている。 In that respect, Patent Document 1 generates a sterilized recycled pulp by adding an antibacterial agent, a sterilizing agent, a bactericidal agent, etc. as one of additives to the waste paper disaggregation water stored in the pulp adjusting unit, It is disclosed to suppress the remaining of contaminants such as bacteria on recycled paper.
しかし、湿式再生紙製造における水資源の多用、あるいは大型装置による工業的再生紙製造では古紙を集積する運送、など環境負荷が大きいものであった。そこで、近年の再生紙製造を事業所内で印刷され、廃却される書類を、事業所内で再生紙に成形し、印刷機へ印刷用紙として投入する技術として水を使わない乾式再生紙製造装置が開示されている(特許文献2〜4)。
However, environmental loads such as heavy use of water resources in the production of wet recycled paper or the transportation of accumulated used paper in the production of industrial recycled paper using a large apparatus have been large. Therefore, there is a dry recycled paper manufacturing device that does not use water as a technology for forming recycled paper in the office and forming paper that has been printed and discarded in the office in recent years into recycled paper and putting it into the printing machine as printing paper. (
乾式による再生紙製造装置を開示する特許文献2〜4では、特許文献1に開示されたような殺菌手段についての開示が無い。しかし、特許文献1に開示されたような大量の水を用いる殺菌手段をそのまま適用することはできない。従来の乾式による再生紙製造装置は、オフィス環境で使用された紙などの比較的衛生的な状態が維持された古紙を材料として使用する前提の装置に適用される技術と言える。そこで、調達する材料の自由度を高めることを可能にするシート製造装置および製造方法を得ることを目的とする。
In
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態または適用例として実現することが可能である。 SUMMARY An advantage of some aspects of the invention is to solve at least a part of the problems described above, and the invention can be implemented as the following forms or application examples.
〔適用例1〕本適用例のシート製造装置は、原料を供給する原料供給部と、前記原料を解繊し原料繊維を形成する解繊部と、前記原料繊維を堆積させた堆積物を厚み方向に加圧する加圧部と、を備え、前記解繊部と、前記加圧部と、の間に殺菌部を備えることを特徴とする。 [Application Example 1] In the sheet manufacturing apparatus of this application example, a raw material supply unit that supplies a raw material, a defibrating unit that defibrates the raw material to form raw material fibers, and a deposit on which the raw material fibers are deposited A pressurizing unit that pressurizes in the direction, and a sterilizing unit is provided between the defibrating unit and the pressurizing unit.
本適用例のシート製造装置によれば、本適用例のシート製造装置は、原料となる使用済の用紙、すなわち古紙を解繊し原料繊維を形成する解繊部と、原料繊維を堆積させた堆積物を厚み方向に加圧する加圧部と、を備える、いわゆる乾式による再生紙を製造する装置である。原料となる古紙は、様々な使用環境において用いられ、排出されたものであり、細菌汚染の程度の高低によって仕分けされた古紙を入手することは極めて困難と言ってよい。 According to the sheet manufacturing apparatus of the present application example, the sheet manufacturing apparatus of the present application example has deposited the raw fiber and the defibrating unit that defibrates the used paper as the raw material, that is, the used paper to form the raw fiber. An apparatus for producing so-called dry-type recycled paper, comprising a pressurizing unit that pressurizes the deposit in the thickness direction. Waste paper used as a raw material is used and discharged in various usage environments, and it can be said that it is extremely difficult to obtain waste paper sorted according to the level of bacterial contamination.
そこで本適用例のシート製造装置によれば、原料となる古紙を広範囲な調達先から入手しても、古紙を解繊した原料繊維が再生シートへ形成される加圧部への投入に至る前に配設された殺菌部において殺菌することができる。そして、殺菌された原料繊維を加圧部によって再生シートへ形成することができる。すなわち、調達先に限定されない原料となる古紙の入手を可能とする。そして、古紙から再生されたシートは殺菌された状態で得られるため、使用者への細菌感染の危険性を低減することができる。言い換えると、従来よりも安全性が改善された再生シートを得ることができる。 Therefore, according to the sheet manufacturing apparatus of this application example, even after obtaining used paper as a raw material from a wide range of suppliers, before the raw fiber from which the used paper has been defibrated is input to the pressure unit where the recycled fiber is formed on the recycled sheet It can sterilize in the sterilization part arranged in the. And the sterilized raw material fiber can be formed in a reproduction | regeneration sheet | seat by a pressurization part. That is, it is possible to obtain used paper that is a raw material that is not limited to a supplier. And since the sheet | seat reproduced | regenerated from the used paper is obtained in the sterilized state, the risk of bacterial infection to the user can be reduced. In other words, it is possible to obtain a recycled sheet with improved safety compared to the conventional case.
〔適用例2〕上述の適用例において、前記殺菌部は、前記解繊部から前記加圧部に向けて前記原料繊維を搬送する搬送手段を備えていることを特徴とする。 Application Example 2 In the application example described above, the sterilization unit includes a conveying unit that conveys the raw fiber from the defibrating unit toward the pressurizing unit.
上述の適用例によれば、解繊部によって形成された原料繊維を、搬送手段によって加圧部への搬送中に殺菌部による殺菌処理の実行が可能となる。すなわち、連続した殺菌処理を可能とする装置を得ることができる。 According to the above application example, the raw fiber formed by the defibrating unit can be sterilized by the sterilizing unit while being conveyed to the pressurizing unit by the conveying unit. That is, an apparatus that enables continuous sterilization can be obtained.
〔適用例3〕上述の適用例において、前記殺菌部は、殺菌線を照射する光照射部を備えていることを特徴とする。 Application Example 3 In the application example described above, the sterilization unit includes a light irradiation unit that irradiates a sterilization line.
上述の適用例によれば、殺菌力を持つ波長域の光線である殺菌線を原料繊維に照射することで、容易に原料繊維の殺菌処理を行うことができる。殺菌線としては波長260nm近傍の光線、いわゆる紫外線を用いることができる。 According to the application example described above, the raw fiber can be easily sterilized by irradiating the raw fiber with a sterilization line that is a light beam in a wavelength region having a sterilizing power. As the sterilizing line, a light beam having a wavelength of around 260 nm, so-called ultraviolet rays can be used.
〔適用例4〕上述の適用例において、前記殺菌部は、殺菌薬液剤を吐出する液体吐出部を備えていることを特徴とする。 Application Example 4 In the application example described above, the sterilization unit includes a liquid discharge unit that discharges a sterilizing chemical solution.
上述の適用例によれば、液状の殺菌薬液は、加圧部への投入前の原料繊維が堆積された形態であっても、原料繊維の堆積物の内部にまで浸透させることができ、高い殺菌効果を得ることができる。 According to the above-described application example, the liquid bactericidal chemical solution can penetrate into the inside of the raw material fiber deposit even in a form in which the raw material fiber before being put into the pressurizing unit is deposited, and is high. A bactericidal effect can be obtained.
〔適用例5〕上述の適用例において、前記殺菌部は、殺菌可能な温度に加熱された水蒸気を噴射する水蒸気噴射部を備えていることを特徴とする。 Application Example 5 In the application example described above, the sterilization unit includes a water vapor injection unit that injects water vapor heated to a sterilizable temperature.
従来の殺菌方法で知られる煮沸消毒は沸騰水、いわゆる沸点100℃のお湯に浸漬して殺菌する方法である。上述の適用例によれば、水蒸気であれば水の沸点以上の温度まで加熱が可能であることから、容易に入手できる水を用いて原料繊維の殺菌処理を行うことができる。また、原料繊維の堆積物を水蒸気が貫通して噴射されることで、原料繊維の堆積物の内部まで殺菌処理を行うことができる。 Boil sterilization known as a conventional sterilization method is a method of sterilizing by immersing in boiling water, so-called boiling water of 100 ° C. According to the application example described above, since steam can be heated to a temperature equal to or higher than the boiling point of water, the raw fiber can be sterilized using readily available water. In addition, sterilization can be performed up to the inside of the raw material fiber deposit by spraying water vapor through the raw material fiber deposit.
〔適用例6〕上述の適用例において、前記殺菌部は、前記原料を加湿する加湿部と、マイクロ波を照射するマイクロ波照射部と、を備えていることを特徴とする。 Application Example 6 In the application example described above, the sterilization unit includes a humidification unit that humidifies the raw material and a microwave irradiation unit that irradiates microwaves.
上述の適用例によれば、予め原料に水分を含ませ、マイクロ波によって水分子をマイクロ波加熱させて原料繊維を加熱することができる。いわゆる加熱殺菌処理が容易に可能となる。また、加圧部への投入前の原料繊維が堆積された形態となっていることで、原料繊維の堆積物の内部まで水分が浸透し、原料堆積物の内部まで高温にすることができ、高い殺菌効果を得ることができる。 According to the application example described above, moisture can be included in a raw material in advance, and water fibers can be heated by microwaves to heat the raw material fibers. So-called heat sterilization can be easily performed. In addition, since the raw material fibers before being put into the pressurizing part are in a deposited form, moisture penetrates to the inside of the raw material fiber deposit, and can be heated to the inside of the raw material deposit. A high bactericidal effect can be obtained.
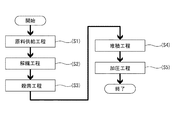
〔適用例7〕本適用例のシート製造方法は、原料を供給する原料供給工程と、前記原料を解繊し、原料繊維を形成する解繊工程と、前記原料繊維を殺菌する殺菌工程と、前記原料繊維を堆積させ、堆積物を形成する堆積工程と、前記堆積物を厚み方向に加圧する加圧工程と、を含むことを特徴とする。 [Application Example 7] The sheet manufacturing method of this application example includes a raw material supply step for supplying raw materials, a defibrating step for defibrating the raw materials to form raw material fibers, a sterilization step for sterilizing the raw material fibers, It includes a deposition step of depositing the raw material fibers to form a deposit, and a pressurizing step of pressing the deposit in the thickness direction.
本適用例のシート製造方法は、原料となる使用済の用紙、すなわち古紙を解繊し原料繊維を形成する解繊工程と、原料繊維を殺菌する殺菌工程と、原料繊維を堆積させた堆積物を厚み方向に加圧する加圧工程と、を備える、いわゆる乾式による再生紙を製造する方法である。原料となる古紙は、様々な使用環境において用いられ、排出されたものであり、細菌汚染の程度の高低によって仕分けされた古紙を入手することは極めて困難と言ってよい。 The sheet manufacturing method of this application example includes a used paper as a raw material, that is, a defibrating step for defibrating waste paper to form raw material fibers, a sterilizing step for sterilizing raw material fibers, and a deposit in which raw material fibers are deposited. And a pressurizing step of pressurizing in the thickness direction, so-called dry-type recycled paper manufacturing method. Waste paper used as a raw material is used and discharged in various usage environments, and it can be said that it is extremely difficult to obtain waste paper sorted according to the level of bacterial contamination.
そこで本適用例のシート製造方法によれば、原料となる古紙を広範囲な調達先から入手しても、古紙の解繊工程によって形成された原料繊維を加圧工程の前の殺菌工程において殺菌することができ、殺菌された状態の再生シートを得ることができる。すなわち、調達先に限定されない原料となる古紙の入手を可能とする。そして、古紙から再生されたシートは殺菌された状態で得られるため、使用者への細菌感染の危険性を低減することができる。言い換えると、従来よりも安全性が改善された再生シートを得ることができる。 Therefore, according to the sheet manufacturing method of this application example, even if the used paper used as a raw material is obtained from a wide range of suppliers, the raw material fiber formed by the defibrating process of the used paper is sterilized in the sterilization process before the pressurizing process. And a sterilized recycled sheet can be obtained. That is, it is possible to obtain used paper that is a raw material that is not limited to a supplier. And since the sheet | seat reproduced | regenerated from the used paper is obtained in the sterilized state, the risk of bacterial infection to the user can be reduced. In other words, it is possible to obtain a recycled sheet with improved safety compared to the conventional case.
〔適用例8〕上述の適用例において、前記殺菌工程は、前記解繊工程から前記堆積工程まで前記原料繊維を搬送する搬送工程を含むことを特徴とする。 Application Example 8 In the application example described above, the sterilization step includes a conveyance step of conveying the raw material fibers from the defibration step to the deposition step.
上述の適用例によれば、解繊工程によって形成された原料繊維を、搬送工程によって加圧工程への移行中に殺菌工程によって殺菌処理の実行が可能となる。すなわち、殺菌工程を連続した殺菌処理を可能とすることができる。 According to the application example described above, the raw fiber formed by the defibration process can be sterilized by the sterilization process during the transfer to the pressurization process by the transport process. That is, the sterilization process which continued the sterilization process can be enabled.
〔適用例9〕上述の適用例において、前記殺菌工程は、前記原料繊維に殺菌線を照射する殺菌線照射工程を含むことを特徴とする。 Application Example 9 In the application example described above, the sterilization step includes a sterilization line irradiation step of irradiating the raw fiber with a sterilization line.
上述の適用例によれば、殺菌力を持つ波長域の光線である殺菌線を原料繊維に照射することで、容易に原料繊維の殺菌処理を行うことができる。殺菌線としては波長260nm近傍の光線、いわゆる紫外線を用いることができる。 According to the application example described above, the raw fiber can be easily sterilized by irradiating the raw fiber with a sterilization line that is a light beam in a wavelength region having a sterilizing power. As the sterilizing line, a light beam having a wavelength of around 260 nm, so-called ultraviolet rays can be used.
〔適用例10〕上述の適用例において、前記殺菌工程は、前記原料繊維に殺菌薬液剤を吐出する殺菌薬液剤吐出工程を含むことを特徴とする。 Application Example 10 In the application example described above, the sterilization step includes a sterilizing agent solution discharging step of discharging a sterilizing agent solution onto the raw fiber.
上述の適用例によれば、塗布された殺菌剤が、加圧工程への投入前の原料繊維が堆積された形態であっても、原料繊維の堆積物の内部にまで浸透させることができ、高い殺菌効果を得ることができる。 According to the application example described above, even if the applied disinfectant is in a form in which the raw material fibers before being put into the pressurizing step are deposited, it can penetrate into the inside of the raw material fiber deposits, A high bactericidal effect can be obtained.
〔適用例11〕上述の適用例において、前記殺菌工程は、前記原料繊維に殺菌可能な温度に加熱された水蒸気を噴射する水蒸気噴射工程を含むことを特徴とする。 Application Example 11 In the application example described above, the sterilization step includes a water vapor injection step of injecting water vapor heated to a temperature at which the raw material fibers can be sterilized.
従来の殺菌方法で知られる煮沸消毒は沸騰水、いわゆる沸点100℃のお湯に浸漬して殺菌する方法である。上述の適用例によれば、水蒸気であれば水の沸点以上の温度まで加熱が可能であることから、容易に入手できる水を用いて原料繊維の殺菌処理を行うことができる。また、原料繊維の堆積物を水蒸気が貫通して噴射されることで、原料繊維の堆積物の内部まで殺菌処理を行うことができる。 Boil sterilization known as a conventional sterilization method is a method of sterilizing by immersing in boiling water, so-called boiling water of 100 ° C. According to the application example described above, since steam can be heated to a temperature equal to or higher than the boiling point of water, the raw fiber can be sterilized using readily available water. In addition, sterilization can be performed up to the inside of the raw material fiber deposit by spraying water vapor through the raw material fiber deposit.
〔適用例12〕上述の適用例において、前記殺菌工程は、前記原料繊維を加湿する加湿工程と、マイクロ波を照射するマイクロ波照射工程と、を含むことを特徴とする。 Application Example 12 In the application example described above, the sterilization step includes a humidification step of humidifying the raw material fibers and a microwave irradiation step of irradiating microwaves.
上述の適用例によれば、加湿工程によって予め原料に水分を含ませ、マイクロ波照射工程において水分子をマイクロ波加熱させて原料繊維を加熱することができる。いわゆる加熱殺菌処理が容易に可能となる。また、加圧工程への投入前の原料繊維が堆積された形態となっていることで、原料繊維の堆積物の内部まで水分が浸透し、原料堆積物の内部まで高温にすることができ、高い殺菌効果を得ることができる。 According to the application example described above, moisture can be preliminarily included in the raw material by the humidification step, and the raw material fibers can be heated by microwave heating of the water molecules in the microwave irradiation step. So-called heat sterilization can be easily performed. In addition, since the raw material fibers before being put into the pressurization process are in a deposited form, moisture penetrates into the raw material fiber deposits, and can be heated to the inside of the raw material deposits. A high bactericidal effect can be obtained.
〔適用例13〕本適用例のパルプ由来製品製造装置は、原料を供給する原料供給部と、前記原料を解繊し原料繊維を形成する解繊部と、前記原料繊維を分散する分散部と、を備え、前記解繊部と、前記分散部と、の間に殺菌部を備えることを特徴とする。 [Application Example 13] The pulp-derived product manufacturing apparatus of this application example includes a raw material supply unit that supplies raw materials, a defibrating unit that defibrates the raw materials to form raw material fibers, and a dispersion unit that disperses the raw material fibers , And a sterilizing part is provided between the defibrating part and the dispersing part.
本適用例のパルプ由来製品製造装置によれば、原料となる使用済の用紙、すなわち古紙を解繊し原料繊維を形成する解繊部を備える、いわゆる乾式による再生パルプを製造する装置である。原料となる古紙は、様々な使用環境において用いられ、排出されたものであり、細菌汚染の程度の高低によって仕分けされた古紙を入手することは極めて困難と言ってよい。 According to the pulp-derived product manufacturing apparatus of this application example, a so-called dry recycled pulp is provided that includes a defibrating unit that defibrates used paper as a raw material, that is, waste paper, to form raw material fibers. Waste paper used as a raw material is used and discharged in various usage environments, and it can be said that it is extremely difficult to obtain waste paper sorted according to the level of bacterial contamination.
パルプ由来製品とは、木材などの植物から生成されるセルロース繊維のパルプを原料の一つとして製造される製品のことをいう。本適用例のパルプ由来製品製造装置は、シート状の原料から製品の原料の一つとして供給されるパルプを製造する装置である。 Pulp-derived products refer to products that are produced using cellulose fiber pulp produced from plants such as wood as one of the raw materials. The pulp-derived product manufacturing apparatus of this application example is an apparatus that manufactures pulp supplied as one of product raw materials from sheet-shaped raw materials.
そこで本適用例のパルプ由来製品製造装置によれば、原料となる古紙を広範囲な調達先から入手しても、古紙の解繊部にて原料繊維に解繊した後、殺菌部において原料繊維の状態で殺菌して分散部へ投入することができる。従って、古紙から再生されたパルプは殺菌された状態で得られる。すなわち、調達先に限定されない原料となる古紙の入手を可能としながらも使用者への細菌感染の危険性を低減することができる。言い換えると、従来よりも安全性が改善された再生パルプを得ることができる。特に、衛生管理が強く求められる製品、例えば紙おむつ、吸水パッドなどの衛生用品、生理用品などに好適に使用することができる。 Therefore, according to the pulp-derived product manufacturing apparatus of this application example, even after obtaining used paper as a raw material from a wide range of suppliers, after defibrating the raw material fiber at the used paper defibrating unit, It can be sterilized in a state and put into the dispersion part. Therefore, the pulp regenerated from waste paper is obtained in a sterilized state. That is, it is possible to reduce the risk of bacterial infection to the user while making it possible to obtain used paper as a raw material that is not limited to the supplier. In other words, it is possible to obtain a regenerated pulp having improved safety as compared with the prior art. In particular, it can be suitably used for products that require strong hygiene management, such as sanitary products such as disposable diapers and water-absorbing pads, and sanitary products.
〔適用例14〕本適用例のパルプ由来製品製造方法は、原料を供給する原料供給工程と、裁断された前記原料を解繊し、原料繊維を形成する解繊工程と、前記原料繊維を殺菌する殺菌工程と、前記原料繊維を分散する混合工程と、を含み、前記殺菌工程は、前記解繊工程から前記混合工程まで前記原料繊維を搬送する搬送工程を含むことを特徴とする。 [Application Example 14] The pulp-derived product manufacturing method of this application example includes a raw material supply step for supplying raw materials, a defibrating step for defibrating the cut raw materials to form raw material fibers, and sterilizing the raw material fibers And a mixing step of dispersing the raw material fibers, wherein the sterilizing step includes a conveying step of conveying the raw material fibers from the defibrating step to the mixing step.
本適用例のパルプ由来製品製造方法によれば、原料となる古紙を広範囲な調達先から入手しても、古紙の解繊工程にて原料繊維に解繊した後、殺菌工程において原料繊維の状態で殺菌して混合工程へ投入することができる。従って、古紙から再生されたパルプは殺菌された状態で得られる。すなわち、調達先に限定されない原料となる古紙の入手を可能としながらも使用者への細菌感染の危険性を低減することができる。言い換えると、従来よりも安全性が改善された再生パルプを得ることができる。特に、衛生管理が強く求められる製品、例えば紙おむつ、吸水パッドなどの衛生用品、生理用品などに好適に使用することができる。 According to the pulp-derived product manufacturing method of this application example, even after obtaining used paper as a raw material from a wide range of suppliers, after defibrating the raw material fiber in the used paper defibrating process, the state of the raw material fiber in the sterilization process Can be sterilized and put into the mixing process. Therefore, the pulp regenerated from waste paper is obtained in a sterilized state. That is, it is possible to reduce the risk of bacterial infection to the user while making it possible to obtain used paper as a raw material that is not limited to the supplier. In other words, it is possible to obtain a regenerated pulp having improved safety as compared with the prior art. In particular, it can be suitably used for products that require strong hygiene management, such as sanitary products such as disposable diapers and water-absorbing pads, and sanitary products.
以下、図面を参照して、本発明に係る実施形態を説明する。 Embodiments according to the present invention will be described below with reference to the drawings.
(第1実施形態)
図1は第1実施形態に係るシート製造装置の概略構成を示す構成図である。図1に示すシート製造装置1000は、原料としての古紙Puを再生紙Prへ形成する製造部1010と、制御部110と、原料としての古紙Puを供給する原料供給部200と、を備える。製造部1010は、粗砕部10と、解繊部20と、選別部30と、第1ウェブ形成部40と、回転体45と、混合部50と、堆積部60と、第2ウェブ形成部70と、シート形成部80と、切断部90と、を有している。
(First embodiment)
FIG. 1 is a configuration diagram showing a schematic configuration of a sheet manufacturing apparatus according to the first embodiment. A
選別部30と、堆積部60と、はバラバラにほぐしたパルプ繊維を、水を使わないで空気の流れに乗せて均一分散させ、金網上に吸い取らせてウェブを生成する装置である。このような加工方法はエアレイド法、加工機をエアレイド加工機と呼ばれている。
The sorting
原料供給部200は、粗砕部10に古紙Puを供給する。原料供給部200は、例えば、粗砕部10に古紙Puを連続的に投入するための自動投入部である。原料供給部200によって供給される古紙Puは、古紙には限定されず、例えば、パルプシートなどの繊維を含むものであればよい。
The raw
粗砕部10は、原料供給部200から供給された古紙Puを、空気中で裁断して細片にする。細片の形状や大きさは、例えば、数cm角の細片である。図示の例では、粗砕部10は、粗砕刃11を有し、粗砕刃11によって、投入された原料を裁断することができる。粗砕部10としては、例えば、シュレッダーを用いることができる。粗砕部10によって裁断された古紙Puは、解繊部20に備えるホッパー21で受けてから管22を介して、解繊装置部23に移送(搬送)される。
The crushing
解繊装置部23は、粗砕部10によって裁断された原料を解繊する。ここで、本明細書における「解繊する」とは、複数の繊維が結着されることで形成されている被解繊物としての古紙Puを、繊維1本1本に解きほぐすことをいう。解繊装置部23は、原料に付着した樹脂粒やインク、トナー、にじみ防止剤等の物質を、繊維から分離させる機能をも有する。
The
解繊装置部23を通過し、形成された原料繊維を「解繊物」という。「解繊物」には、解きほぐされた解繊物繊維の他に、繊維を解きほぐす際に繊維から分離した樹脂(複数の繊維同士を結着させるための樹脂)粒や、インク、トナーなどの色剤や、にじみ防止材、紙力増強剤等の添加剤を含んでいる場合もある。
The raw material fibers that have passed through the
解繊装置部23は、溶剤、水などを使用せず、大気中(空気中)において、いわゆる乾式で解繊を行う。具体的には、解繊装置部23としては、インペラーミルを用いる。解繊装置部23は、原料を吸引し、解繊物を排出するような気流を発生させる機能を有している。これにより、解繊装置部23は、自ら発生する気流によって、導入口23aから原料を気流と共に吸引し、解繊処理して、解繊物を排出口23bへと搬送することができる。解繊装置部23を通過した解繊物は、管31を介して、選別部30に移送される。なお、解繊装置部23から選別部30に解繊物を搬送させるための気流は、解繊装置部23において発生する気流を利用してもよいし、ブロアー等の気流発生装置を設け、その気流を利用してもよい。
The
選別部30は、管31を介して解繊部20により解繊された解繊物を導入口32から選別装置部33に導入し、繊維の長さによって選別する。選別装置部33としては、例えば、篩(ふるい)を用いる。選別装置部33は、網(フィルター、スクリーン)を有し、網の目開きの大きさより小さい繊維または粒子(網を通過するもの、第1選別物)と、網の目開きの大きさより大きい繊維や未解繊片やダマ(網を通過しないもの、第2選別物)と、を分けることができる。例えば、第1選別物は、管44を介して、混合部50に移送される。第2選別物は、排出口34から管35を介して、解繊部20に戻される。具体的には、選別装置部33は、モーターによって回転駆動される円筒の篩である。選別装置部33の網としては、例えば、金網、切れ目が入った金属板を引き延ばしたエキスパンドメタル、金属板にプレス機等で穴を形成したパンチングメタルを用いる。
The sorting
第1ウェブ形成部40は、選別部30を通過した第1選別物を、混合部50に搬送する。第1ウェブ形成部40は、搬送手段としてのメッシュベルト41と、張架ローラー42と、吸引部(サクション機構)43と、を含む。更に、第1ウェブ形成部40には、メッシュベルト41を介して対向させて、吸引部43と、後述する回転体45と、間に殺菌線としての紫外線UVを照射する第1紫外線照射装置46aと、第2紫外線照射装置46bと、が光照射部として配設されている。
The first
吸引部43は、選別部30の開口(網の開口)を通過して空気中に分散された第1選別物をメッシュベルト41上に吸引することができる。第1選別物は、吸引部43によって選別部30から吸引され、図示する矢印T方向に移動するメッシュベルト41上に堆積し、ウェブVを形成する。メッシュベルト41、張架ローラー42および吸引部43の基本的な構成と、後述する第2ウェブ形成部70のメッシュベルト71、張架ローラー72および吸引部(サクション機構)73と、は同様である。
The
ウェブVは、選別部30および第1ウェブ形成部40を経ることにより、空気を多く含み柔らかくふくらんだ状態に形成され、T方向に移送される。そして、紫外線照射装置46a,46bの紫外線UVの照射領域において、ウェブVに紫外線が照射される。
The web V passes through the sorting
メッシュベルト41は、上述したように第1選別物が堆積可能であって、尚且つメッシュベルト41を介して紫外線UVを照射する第2紫外線照射装置46bから照射される紫外線UVが、通過可能な粗さを備えている。従って、メッシュベルト41上のウェブVは、第1紫外線照射装置46aからは図示する上方から紫外線UVが照射され、第2紫外線照射装置46bからは図示する下方からメッシュベルト41を介して紫外線UVが照射される。
As described above, the
公知の通り、紫外線UVは殺菌線として多様な細菌に対して殺菌効果を発する光線であり、紫外線UVの中をウェブVが通過することで、ウェブVに残存している細菌の多くを死滅させる、いわゆる殺菌することができる。上述したようにウェブVは繊維状の第1選別物を柔らかく堆積させて形成されるものであることから、紫外線UVはウェブVの内部まで到達することができ、ウェブVの表面のみならず、内部に至るまで殺菌処理することができる。 As is well known, ultraviolet rays UV are rays that have a bactericidal effect on various bacteria as germicidal lines, and most of the bacteria remaining on the web V are killed by passing the web V through the ultraviolet rays UV. Can be sterilized. As described above, since the web V is formed by softly depositing the fibrous first selection, the ultraviolet UV can reach the inside of the web V, not only the surface of the web V, It can be sterilized up to the inside.
上述の原料供給部200から供給される古紙Puは、様々な使用環境において用いられ、排出されたものであり、細菌汚染の程度の高低によって仕分けされた古紙Puを入手することは極めて困難と言ってよい。そこで原料となる古紙Puを広範囲な調達先から入手しても、本実施形態に係るシート製造装置1000の製造部1010に備える第1ウェブ形成部40に備える紫外線照射装置46a,46bによってウェブVに対して殺菌線である紫外線UVを照射することによって、シート製造装置1000によって得られる再生紙Prが殺菌された状態で得ることができる。すなわち、調達先に限定されない原料となる古紙Puの入手を可能とする。
The used paper Pu supplied from the raw
また、原料として古紙Puには限定されずにシート製造装置1000に投入可能であり、例えば、パルプシートなどの繊維を含むものであった場合でも、解繊部20によって解繊された後に第1ウェブ形成部40において紫外線照射装置46a,46bからの紫外線UV照射によって殺菌処理が可能となる。
Further, the raw material Pu is not limited to the waste paper Pu, and can be input into the
紫外線UVが照射されたウェブVは、メッシュベルト41上を移送され、管44へ投入され、管44に備える回転体45を通過する。回転体45は、ウェブVが混合部50に搬送される前に、ウェブVを切断することができる。図示の例では、回転体45は、基部45aと、基部45aから突出している突部45bと、を有している。突部45bは、例えば、板状の形状を有している。図示の例では、突部45bは4つ設けられ、4つの突部45bが等間隔に設けられている。基部45aが方向Rに回転することにより、突部45bは、基部45aを軸として回転することができる。回転体45によってウェブVを切断することにより、例えば、後述する堆積部60に供給される単位時間当たりの解繊物の量の変動を小さくすることができる。
The web V irradiated with the ultraviolet rays UV is transferred on the
以上、説明したように第1ウェブ形成部40には、殺菌線としての紫外線UVをウェブVに照射する紫外線照射装置46a,46bが備えられていることから、以下では、第1ウェブ形成部40を殺菌部40と読み換えて説明する。
As described above, the first
混合部50は、選別部30を通過し、殺菌部40により搬送された第1選別物と、結着樹脂粉体と、を混合する。混合部50は、結着樹脂粉体を供給する粉体供給装置51と、第1選別物と結着樹脂粉体とを搬送する管52と、ブロアー53と、を有している。管52は、管44と連続している。混合部50では、ブロアー53によって気流を発生させ、管52中において、第1選別物と、粉体供給装置51から供給される結着樹脂粉体と、を混合させながら、搬送することができる。粉体供給装置51から供給される結着樹脂粉体は、複数の繊維を結着させることができる樹脂を含む。樹脂が供給された時点では、複数の繊維は結着されていない。樹脂は、後述するシート形成部80を通過する際に溶融させることで複数の繊維を結着させる。なお、第1選別物と結着樹脂粉体とを混合させる機構は、特に限定されない。
The mixing
粉体供給装置51から供給される結着樹脂粉体は、熱可塑性樹脂や熱硬化性樹脂であり、例えば、AS樹脂、ABS樹脂、ポリプロピレン、ポリエチレン、ポリ塩化ビニル、ポリスチレン、アクリル樹脂、ポリエステル樹脂、ポリエチレンテレフタレート、ポリフェニレンエーテル、ポリブチレンテレフタレート、ナイロン、ポリアミド、ポリカーボネート、ポリアセタール、ポリフェニレンサルファイド、ポリエーテルエーテルケトン、などである。これらの樹脂を、単独または適宜混合して用いられる。
The binder resin powder supplied from the
なお、粉体供給装置51から供給される結着樹脂粉体には、繊維を結着させる樹脂の他、製造されるシートの種類に応じて、繊維を着色するための着色剤や、繊維の凝集を防止するための凝集防止剤、繊維等が燃えにくくするための難燃剤などが含まれていてもよい。混合部50を通過した第1選別物と結着樹脂粉体との混合物は、管54を介して、堆積部60に移送される。
The binder resin powder supplied from the
堆積部60は、混合部50を通過した混合物を導入口61から堆積装置部62に導入し、解繊物の絡み合った繊維をほぐして、空気中で分散させながら降らせる。さらに、堆積装置部62は、粉体供給装置51から供給される結着樹脂粉体の樹脂が繊維状である場合、絡み合った樹脂繊維をほぐす。これにより、堆積部60は、第2ウェブ形成部70に、混合物を均一性よく堆積させることができる。
The
堆積装置部62としては、回転する網を有する円筒の篩を用い、混合部50を通過した混合物に含まれる、篩の網の目の開口の大きさより小さい繊維または粒子、すなわち網を通過できる繊維または粒子を通過させる。堆積部60の構成は、例えば、選別部30の構成と同じである。なお、堆積装置部62の「篩」は、特定の対象物を選別する機能を有していなくてもよい。すなわち、堆積装置部62として用いられる「篩」とは、網を備えたもの、という意味であり、堆積装置部62に導入された混合物の全てを通過させてもよい。
As the
第2ウェブ形成部70は、堆積部60を通過した通過物を堆積して、堆積物としてのウェブWを形成する。第2ウェブ形成部70は、例えば、メッシュベルト71と、張架ローラー72と、吸引部(サクション機構)73と、を有している。メッシュベルト71は、移動しながら、堆積部60の開口(網の開口)を通過した通過物を堆積する。メッシュベルト71は、張架ローラー72によって張架され、通過物を通しにくく空気を通す構成となっている。メッシュベルト71は、張架ローラー72が自転することによって連続的に移動する。堆積部60を通過した通過物が、連続的に移動するメッシュベルト71上に降り積もることにより、メッシュベルト71上にウェブWが形成される。
The 2nd
吸引部73は、メッシュベルト71の下方(堆積部60側とは反対側)に設けられている。吸引部73は、下方に向く気流(堆積部60からメッシュベルト71に向く気流)を発生させることができる。これにより、堆積部60からの通過物の排出速度を大きくすることができる。
The
以上のように、堆積部60および第2ウェブ形成部70(ウェブ形成工程)を経ることにより、空気を多く含み柔らかくふくらんだ状態のウェブWが形成される。メッシュベルト71に堆積されたウェブWは、シート形成部80へと搬送される。なお、図示の例では、ウェブWを調湿する調湿部74が設けられている。調湿部74は、ウェブWに対して水や水蒸気を添加して、ウェブWと水との量比を調節することができる。
As described above, the web W in a state where it contains a lot of air and is softly swollen is formed by passing through the
シート形成部80は、メッシュベルト71に堆積したウェブWを加圧および加熱してシートSを形成する。シート形成部80では、ウェブWにおいて混ぜ合された解繊物および結着樹脂粉体の混合物に、熱を加えることにより、混合物中の複数の繊維を、互いに結着樹脂粉体を介して結着することができる。
The
シート形成部80は、ウェブWを加圧する加圧部81と、加圧部81により加圧されたウェブWを加熱する加熱部82と、を備えている。加圧部81は、一対のカレンダーローラー81a,81bで構成され、ウェブWの堆積方向、すなわち厚み方向に対して圧力を加える。ウェブWは、加圧されることによりその厚さが薄くされ、ウェブWの密度が高められる。加熱部82は、一対の加熱ローラー82a,82bを備えている。カレンダーローラー81a,81bにより加圧されたウェブWを、加熱ローラー82a,82bにより加熱し、樹脂を溶融させて繊維を結着させることによりシートSが形成される。ここで、加圧部81のカレンダーローラー81a,81bによってウェブWに印加される圧力は、加熱部82の加熱ローラー82a,82bによってウェブWに印加する圧力よりも高い圧力にすることができる。なお、カレンダーローラー81a,81bや加熱ローラー82a,82bの数は、特に限定されない。
The
なおシート形成部80には加熱部82を備えることにより、樹脂を溶融させて繊維を結着させるための加熱ローラー82a,82bによって、シートSへ形成すると同時に、樹脂を溶融させる温度まで加熱されることにより、ある程度の加熱殺菌の効果を得ることができる。よって、オフィス環境で使用された紙などの比較的衛生的な状態が維持された古紙を材料として使用する場合には、この加熱ローラー82a,82bによる加熱殺菌効果は有効である。
The
ただし、シートの最終製造工程で極度に高温にすると、シートにダメージを与えて、シートの強度を損ねる虞がある。本実施形態では、材料を解繊した原料繊維からなるウェブVを殺菌しているので、加熱ローラー82a,82bによる加熱殺菌に頼らなくてもよい。よって、過度に加熱温度を上げる必要がないため、シートの強度劣化を抑えることができる。 However, if the temperature is extremely high in the final manufacturing process of the sheet, the sheet may be damaged and the strength of the sheet may be impaired. In the present embodiment, since the web V made of the raw material fibers defibrated is sterilized, it is not necessary to rely on heat sterilization by the heating rollers 82a and 82b. Therefore, since it is not necessary to raise the heating temperature excessively, the strength deterioration of the sheet can be suppressed.
切断部90は、シート形成部80によって形成されたシートSを切断する。図示の例では、切断部90は、シートSの搬送方向と交差する方向にシートSを切断する第1切断部91と、搬送方向に平行な方向にシートSを切断する、例えばローラーカッターなどの第2切断部92と、を有している。第2切断部92は、例えば、第1切断部91を通過したシートSを切断する。切断部90を通過させることで、シートSから切断された所定のサイズの単票の再生紙Prとして形成される。切断された単票の再生紙Prは、再生紙排出部300へと排出され、図示しない再生紙貯蔵手段へ搬送される。なお、用紙再生の手法は、上述した手法に限定されず、例えば、被記録媒体の表面に付着したトナーと呼ばれる記録媒体を物理的に除去する手法であってもよい。
The cutting unit 90 cuts the sheet S formed by the
(第2実施形態)
図2は第2実施形態に係るシート製造装置1100に備える殺菌部1140の概略構成を示す構成図である。第2実施形態に係るシート製造装置1100は、第1実施形態に係るシート製造装置1000における殺菌部40を備える製造部1010を、殺菌部1140を備える1110に置き換えた形態である。よって、その他の構成において、第1実施形態に係るシート製造装置1000と同じ構成要素には同じ符号を付し、説明は省略する。
(Second Embodiment)
FIG. 2 is a configuration diagram illustrating a schematic configuration of the
本実施形態に係るシート製造装置1100に備える殺菌部1140は、メッシュベルト41に第1選別物を堆積させる吸引部43と、管44に備える回転体45と、の間のメッシュベルト41の重力方向の上方(図示する上方)に、殺菌手段としての液体吐出部1141を備えている。
The
液体吐出部1141のウェブVの搬送方向T側、すなわち液体吐出部1141と、回転体45と、の間にメッシュベルト41を覆う筐体1142bを備える乾燥装置1142が配設されている。
A
液体吐出部1141は、噴霧させる薬液を図示しない薬液供給部から導入し貯留する貯留部と、霧状に吐出可能な圧力を薬液に付加する加圧手段と、を備える吐出駆動部1141aと、薬液を霧状に吐出する薬液噴霧部1141bと、を備えている。そして、メッシュベルト41上を搬送されてきたウェブVに向けて、薬液噴霧部1141bから霧状薬液Msが噴霧される。噴霧される薬液は殺菌薬液剤であり、霧状薬液Msが噴霧されたウェブVは殺菌処理される。殺菌薬液としては、公知の薬液剤が用いられるが、例えばアルコール類、過酸化水素水、グルコン酸クロルヘキシジン、次亜塩素酸ナトリウム、オゾン水など、適宜、選択すればよい。
The liquid discharge unit 1141 includes a discharge drive unit 1141a including a storage unit that introduces and stores a chemical solution to be sprayed from a chemical solution supply unit (not shown), and a pressurizing unit that applies pressure that can be discharged in a mist form to the chemical solution. A chemical spray unit 1141b for discharging the liquid in a mist form. And the mist chemical | medical solution Ms is sprayed from the chemical | medical solution spraying part 1141b toward the web V conveyed on the
霧状薬液Msが噴霧されたウェブVは、メッシュベルト41により搬送され乾燥装置1142の筐体1142b内を通過する。筐体1142bには、乾燥気体を筐体1142b内に送出する気体送出部1142aが備えられ、筐体1142b内に乾燥気体が送られる。乾燥気体としては、例えば、低湿度空気、あるいは加熱空気を用いることができる。
The web V sprayed with the atomized chemical liquid Ms is conveyed by the
筐体1142b内を通過するウェブVは、乾燥気体によって余分な液体成分が気化され、筐体1142bに備える排気口1142cから、製造部1110の外部に図示しない排気装置によって排出される。
An excess liquid component is vaporized by the dry gas in the web V passing through the
本実施形態に係る殺菌部1140では、殺菌薬液剤が液体吐出部1141によってウェブVへ噴霧されるため、殺菌薬液剤が液体状態で付着した状態で回転体45へ搬送されることを防止するため、乾燥装置1142を備えることが好ましい。しかし、殺菌薬液剤が高い揮発性を備える液体である場合、乾燥装置1142は備えなくてもよい。ただし、揮発成分を製造部1110の外部に排出するための排気装置として乾燥装置1142を備えることが好ましい。
In the
本実施形態に係るシート製造装置1100に備える殺菌部1140は、ウェブVに向けて殺菌薬液剤を噴霧する形態であるので、ウェブVの内部まで殺菌薬液剤を浸透させることができる。従って、ウェブVの表面のみならず、内部に至るまで殺菌処理をすることができる。
Since the
ウェブVを殺菌処理する殺菌部1140を備えることにより、シート製造装置1100によって得られる再生紙Prが殺菌された状態で得ることができる。すなわち、原料供給部200から供給される古紙Puが様々な使用環境において用いられ、排出されたものであっても、ウェブVの状態で殺菌処理が行われるため、調達先に限定されない原料となる古紙Puの入手を可能とする。
By including the
(変形例1)
上述した第2実施形態に係るシート製造装置1100の変形例1の概略構成を図3に示す。図3に示す変形例1のシート製造装置1100Aは、第2実施形態に示すシート製造装置1100に備える殺菌部1140を構成する液体吐出部1141を、混合部50へ配置させた構成となっている。よって、第2実施形態に係るシート製造装置1100と同じ構成要素には同じ符号を付し、説明は省略する。
(Modification 1)
FIG. 3 shows a schematic configuration of Modification 1 of the
図3に示すシート製造装置1100Aでは、第1ウェブ形成部140によって形成されたウェブVと、混合部150において粉体供給装置51から供給される結着樹脂粉体と、を混合し、形成された混合体はブロアー53によって管154を介して堆積部60へ移送される。
In the
本変形例1に係るシート製造装置1100Aでは、堆積部60に混合体が移送される管154において、殺菌薬液剤を混合体に噴霧する液体吐出部1500が配設されている。液体吐出部1500は、吐出駆動部1500aと、薬液噴霧部1500bと、を備え、管154に設けた管内への開口を備え、液体吐出部1500を保持する保持部154aに保持される。
In the
管154の管内を通って堆積部60に移送される混合物には、保持部154aに保持された液体吐出部1500の薬液噴霧部1500bから霧状薬液Msが噴霧され、堆積部60に到着する前に、混合物の形態で殺菌処理される。すなわち、変形例1に係るシート製造装置1100Aでは、殺菌部が混合部150に備えられ、繊維状である第1選別物に対して殺菌薬液剤を噴霧することで、シート形成部80に移送されシートに形成されても、シート内部に至るまで殺菌処理を施すことができる。
The mixture transported to the
(変形例2)
上述した第2実施形態に係るシート製造装置1100の変形例2の概略構成を図4に示す。図4に示す変形例2のシート製造装置1100Bは、第2実施形態に示すシート製造装置1100に備える殺菌部1140に対して、第2ウェブ形成部70を経て形成されるウェブWに、適度な湿度を付与する調湿部74において殺菌剤を付加する構成となっている。よって、第2実施形態に係るシート製造装置1100と同じ構成要素には同じ符号を付し、説明は省略する。
(Modification 2)
FIG. 4 shows a schematic configuration of
図4に示すシート製造装置1100Bにおいても、堆積部60を通過した通過物を堆積させウェブWが形成される第2ウェブ形成部70において、ウェブWを調湿する調湿部171が設けられ、ウェブWに対して水や水蒸気を添加して、ウェブWと水との量比を調節する。本変形例2に係るシート製造装置1100Bでは、調湿部171に殺菌薬液剤を供給する薬液供給部172を備えている。薬液供給部172は、殺菌薬液剤を貯留し、貯留した殺菌薬液剤を送出管172bへ送出する薬液供給装置172aを備え、調湿部171に接続した送出管172bから、調湿部171へ殺菌薬液剤を供給する。
Also in the
調湿部171からウェブWへ供給される水、もしくは水蒸気に、薬液供給部172から殺菌薬液剤が供給されることで、ウェブWに殺菌薬液剤を含む水分が添加され、ウェブWは殺菌処理される。すなわち、殺菌部170が構成される。変形例2に係るシート製造装置1100Bによれば、混合物を堆積させた状態、すなわち繊維が積層された状態でのウェブWへの殺菌薬液剤を含む水分が添加されることで、ウェブWの内部まで殺菌薬液剤を浸透させて殺菌処理を行うことができる。
By supplying the bactericidal solution from the
(第3実施形態)
図5は第3実施形態に係るシート製造装置1200に備える殺菌部1240の概略構成を示す構成図である。第3実施形態に係るシート製造装置1200は、第1実施形態に係るシート製造装置1000における殺菌部40を備える製造部1010を、殺菌部1240を備える製造部1210に置き換えた形態である。よって、その他の構成において、第1実施形態に係るシート製造装置1000と同じ構成要素には同じ符号を付し、説明は省略する。
(Third embodiment)
FIG. 5 is a configuration diagram illustrating a schematic configuration of the
本実施形態に係るシート製造装置1200に備える殺菌部1240は、メッシュベルト41に第1選別物を堆積させる吸引部43と、管44に備える回転体45と、の間のメッシュベルト41の重力方向の上方(図示する上方)に、殺菌手段としての水蒸気噴射装置1241が配設されている。
The
水蒸気噴射装置1241は、水蒸気発生器1241aと、水蒸気噴射部1241bと、を備え、水蒸気噴射部1241bは、高温水蒸気Stをメッシュベルト41上に搬送されるウェブVに向けて噴射する。更に、水蒸気噴射装置1241のウェブVの搬送方向T側、すなわち水蒸気噴射装置1241と、回転体45と、の間にメッシュベルト41を覆う筐体1242bを備える乾燥装置1242が配設されている。
The water
メッシュベルト41上を搬送されるウェブVが、水蒸気噴射装置1241の水蒸気噴射部1241bから噴射される高温水蒸気Stの噴射領域を通過することで、ウェブVに高温水蒸気Stが吹き付けられ、高温水蒸気Stの一部はウェブVを通過して、メッシュベルト41の網目も通り抜ける。これにより、ウェブVの表面と共に内部まで高温水蒸気Stによって殺菌される。なお、高温水蒸気Stの温度は殺菌可能な温度、いわゆる煮沸消毒に相当する100℃を超え、原料である木材由来パルプからなる古紙Puから形成されたウェブVの熱分解による炭化に至らない温度以下の温度であることが好ましい。また、高温水蒸気Stには、ウェブVを通過可能な圧力を付加することが好ましい。
The web V conveyed on the
高温水蒸気Stが噴霧されたウェブVは、回転体45に向けてメッシュベルト41によって搬送される。メッシュベルト41の搬送路の途中に、水蒸気が噴射されたウェブVを乾燥させる乾燥気体を送出する乾燥装置1242を備えている。水蒸気噴射装置1241によって高温水蒸気Stが噴霧されたウェブVは水蒸気によって付与された水分を含んだ状態となるが、合わせて高温水蒸気Stの温度まで高温に加温されるため、高温水蒸気Stの噴霧領域から離脱すると、高温水蒸気Stによってウェブに付加された熱量によって、付加された水分は蒸発、乾燥する。しかし、ウェブVが含有した水分を確実に除去するために乾燥装置1242を備えることが好ましい。
The web V sprayed with the high-temperature steam St is conveyed by the
水蒸気Stが噴射されたウェブVは、メッシュベルト41により搬送され乾燥装置1242の筐体1242b内を通過する。筐体1242bには、乾燥気体を筐体1242b内へ送出する気体送出部1242aが備えられ、筐体1242b内に乾燥気体が送られる。乾燥気体としては、例えば、低湿度空気、あるいは加熱空気を用いることができる。筐体1242b内を通過するウェブVは、乾燥気体によって余分な水分が蒸発し、筐体1242bに備える排気口1242cから、製造部1210の外部に図示しない排気装置によって排気蒸気として排出される。
The web V on which the water vapor St is jetted is conveyed by the
ウェブVを殺菌処理する殺菌部1240を備えることにより、シート製造装置1200によって得られる再生紙Prが殺菌された状態で得ることができる。すなわち、原料供給部200から供給される古紙Puが様々な使用環境において用いられ、排出されたものであっても、ウェブVの状態で殺菌処理が行われるため、調達先に限定されない原料となる古紙Puの入手を可能とする。
By including the
(第4実施形態)
図6は第4実施形態に係るシート製造装置1300に備える殺菌部1340の概略構成を示す構成図である。第4実施形態に係るシート製造装置1300は、第1実施形態に係るシート製造装置1000における殺菌部40を備える製造部1010を、殺菌部1340を備える製造部1310に置き換えた形態である。よって、その他の構成において、第1実施形態に係るシート製造装置1000と同じ構成要素には同じ符号を付し、説明は省略する。
(Fourth embodiment)
FIG. 6 is a configuration diagram illustrating a schematic configuration of the
本実施形態に係るシート製造装置1300に備える殺菌部1340は、メッシュベルト41に第1選別物を堆積させる吸引部43と、管44に備える回転体45と、の間のメッシュベルト41の重力方向の上方(図示する上方)に、ウェブVに向けて水滴を吐出する水吐出部1341bを備える加湿部1341と、加湿部1341のウェブVの搬送方向T側にマイクロ波照射部1342と、マイクロ波照射部1342の搬送方向T側に乾燥装置1343と、を備えている。
The
加湿部1341は、吐出させる水を図示しない水供給部から導入し貯留する貯留部と、吐出可能な圧力を水に付加する加圧手段と、を備える吐出駆動部1341aと、水滴を吐出する水吐出部1341bと、を備えている。なお、本例では液滴状の水を吐出する形態を例示しているが、水を霧状に噴霧することができる水吐出部1341bであってもよい。
The
加湿部1341によって加湿されたウェブVは、メッシュベルト41によってマイクロ波照射部1342へ返送される。マイクロ波照射部1342は、マイクロ波発生部1342aが、マイクロ波Mwの外部への漏れを遮蔽する筐体1342bの内部に配設され、筐体1342b内に搬送されるウェブVに向けてマイクロ波Mwが照射可能に配置されている。そして、加湿されたウェブVがマイクロ波照射部1342の筐体1342b内に搬送され、ウェブVに向けてマイクロ波Mwがマイクロ波発生部1342aから照射される。そして、マイクロ波MwによってウェブVに含まれる水分子がマイクロ波加熱され、ウェブVを高温にすることでウェブVに残存する細菌を殺菌する。
The web V humidified by the
マイクロ波照射部1342によってマイクロ波加熱されたウェブVは、メッシュベルト41によって乾燥装置1343へ搬送される。ウェブVは、加湿部1341から水滴Wdが吐出、加湿され、水分を含んだ状態となるが、マイクロ波照射部1342におけるマイクロ波加熱により高温状態となりウェブVに含有した水分は蒸発し、ウェブVは乾燥する。しかし、ウェブVが含有した水分を確実に除去するために乾燥装置1343を備えることが好ましい。
The web V heated by the microwave by the
マイクロ波照射部1342内を搬送、通過したウェブVは、メッシュベルト41により搬送され乾燥装置1343の筐体1343b内を通過する。筐体1343bには、乾燥気体を筐体1343b内へ送出する気体送出部1343aが備えられ、筐体1343b内に乾燥気体が送られる。乾燥気体としては、例えば、低湿度空気、あるいは加熱空気を用いることができる。筐体1343b内を通過するウェブVは、乾燥気体によって余分な水分が蒸発し、筐体1343bに備える排気口1343cから、製造部1310の外部に図示しない排気装置によって排気蒸気として排出される。
The web V transported and passed through the
ウェブVを殺菌処理する殺菌部1340を備えることにより、シート製造装置1300によって得られる再生紙Prが殺菌された状態で得ることができる。すなわち、原料供給部200から供給される古紙Puが様々な使用環境において用いられ、排出されたものであっても、ウェブVの状態で殺菌処理が行われるため、調達先に限定されない原料となる古紙Puの入手を可能とする。
By including the
本実施形態に係るシート製造装置1000,1100,1200,1300のいずれかによって製造されたシートは、シートを加工するシート加工機を用いて各種シート加工品の材料になる。従来、紙コップや紙皿、紙製ランチボックスなどの使い捨て食器は、衛生上の問題から、バージンパルプを用いて製造されていた。しかし、本実施形態で製造された再生紙は衛生的なシートであるので、従来は再生紙で製造できなかった紙製食器などに加工できる。なお、上述した実施形態は乾式の再生シート製造装置に関して説明したが、本願発明は乾式の装置に限定するものではなく、湿式の再生シート製造装置にも適用可能である。
Sheets manufactured by any one of the
(第5実施形態)
図7は第5実施形態に係るパルプ由来製品製造装置の概略構成を示す構成図である。ここで、パルプ由来製品とは、木材などの植物から生成されるセルロース繊維のパルプを原料の一つとして製造される製品のことをいう。上述の実施形態で説明したシート製造装置1000,1100,1200,1300によって製造される再生紙Prもパルプ由来製品の一つではあるが、本実施形態に係るパルプ由来製品製造装置では、最終製品の原料の一つとしてのパルプを古紙Puから生成し、得ることができる装置を説明する。
(Fifth embodiment)
FIG. 7: is a block diagram which shows schematic structure of the pulp origin product manufacturing apparatus which concerns on 5th Embodiment. Here, the pulp-derived product refers to a product manufactured using cellulose fiber pulp produced from plants such as wood as one of the raw materials. The recycled paper Pr manufactured by the
図7に示す第5実施形態に係るパルプ由来製品製造装置2000(以下、パルプ製造装置2000という)は、第1実施形態に係るシート製造装置1000に備える製造部1010に備える構成要素の一部を備えるパルプ製造部2100を備えている。従って、第1実施形態に係るシート製造装置1000と同じ構成要素には同じ符号を付し、説明は省略する。
A pulp-derived product manufacturing apparatus 2000 (hereinafter referred to as a pulp manufacturing apparatus 2000) according to the fifth embodiment shown in FIG. 7 includes some of the components included in the
上述したが、パルプ製造装置2000は原料供給部200と、パルプ製造部2100と、を備え、パルプ製造部2100において製造されたパルプFpは収納容器2200内に配設された収納袋2300内に収容される。言い換えると、パルプ製造装置2000はパルプFpを製造製品とする装置である。
As described above, the
パルプ製造装置2000は、原料供給部200から古紙Puが供給される。供給される古紙Puはパルプ製造部2100に備える粗砕部10に投入され、粗砕部10において裁断、細片化されて解繊部20に投入される。解繊部20では、解繊装置部23において細片化された原料が解繊され、解繊物に形成される。
In the
解繊物は続いて選別部30に移送され、解繊物を繊維の長さによって例えば篩などの選別手段を用いて選別し、選別部30を通過した第1選別物が第1ウェブ形成部である殺菌部40を介してウェブVとして混合部50に搬送される。
The defibrated material is subsequently transferred to the
殺菌部40は、メッシュベルト41によって搬送される過程で、空気を多く含み柔らかくふくらんだ状態に形成されたウェブVに、紫外線照射装置46a,46bによって紫外線UVが照射される。公知の通り、紫外線UVは殺菌線として多様な細菌に対して殺菌効果を発する光線であり、紫外線UVの中をウェブVが通過することで、ウェブVに残存している細菌の多くを死滅させる、いわゆる殺菌することができる。上述したようにウェブVは繊維状の第1選別物を柔らかく堆積させて形成されるものであることから、紫外線UVはウェブVの内部まで到達することができ、ウェブVの表面のみならず、内部に至るまで殺菌処理することができる。
In the process of being transported by the
殺菌部40によって殺菌されたウェブVは、メッシュベルト41によって回転体45へ搬送され、回転体45を経て混合部50に搬送される。混合部50では、本実施形態に係るパルプ製造装置2000の製造製品がパルプFpであることから、第1実施形態に係るシート製造装置1000において混合される結着樹脂粉体は用いず、結着樹脂粉体に替えてパルプFpを更に加工することで得る予定の最終製品の用途に応じた添加材料が混合される。添加材料として例えば、吸水ポリマー微粒子、芳香剤、抗菌剤、帯電防止剤などが挙げられる。従って、粉体供給装置51からは混合される添加材料が供給される。
The web V sterilized by the
混合部50において生成された第1選別物と添加材料との混合物は、分散部2110に移送される。分散部2110は、第1実施形態に係るシート製造装置1000の製造部1010に備える堆積部60と同じ機構を備えるものである。
The mixture of the first selection product and the additive material generated in the mixing
分散部2110は、混合部50を通過した混合物を導入口2111から分散装置部2112に導入し、第1選別物である解繊物の絡み合った繊維をほぐし、添加材料をより均一に繊維の中に分散させながら分散装置部2112内で降らせてゆく。分散装置部2112としては、回転する網を有する円筒の篩を用い、混合部50を通過した混合物に含まれる、篩の網の目の開口の大きさより小さい繊維または粒子、すなわち網を通過できる繊維または粒子を通過させる。分散部2110の構成は、例えば、選別部30の構成と同じである。
The
分散装置部2112によって均一に混合された繊維と添加材料との混合物としてのパルプFpは、排出部2113から収納容器2200に設置した収納袋2300内に導入される。なお、収納袋2300へのパルプFpの導入を容易にするために、収納袋2300内を減圧する吸引装置2400を備えていてもよい。
Pulp Fp, which is a mixture of fibers and additive materials uniformly mixed by the dispersing
製造されたパルプFpは、製品の原料の一つとして供給される。上述したように、本実施形態に係るパルプ製造装置2000によって形成されるパルプFpは、原料である古紙Puを解繊部20によって解繊し、第1ウェブ形成部である殺菌部40のメッシュベルト41上に堆積させたウェブVに対して、殺菌部40に備える紫外線照射装置46a,46bから照射される殺菌線の紫外線UVによって、混合部50に搬送される前に殺菌処理が行われるため、衛生管理が求められる各種製品に使用することができる。
The produced pulp Fp is supplied as one of the raw materials of the product. As described above, the pulp Fp formed by the
分散装置部2112は回転式の網目ドラムの構造になっているので、このドラムの網目の条件や回転条件を適宜設定することで、投入された解繊物は最終製品に好適な状態にほぐされる。パルプFpを均一密度の綿状体にすれば、この綿状体を所定厚みのシート状に積層することで、紙おむつやナプキン、ペーパータオルなどの吸水パッドに加工できる。また、この綿状体を吸水性材料からなる筒袋に装填することで、タンポンに加工できる。本実施形態で製造されるパルプFpは、綿状体を材料にする各種の従来加工機をそのまま用いて、様々な衛生用品、生理用品に加工できる。
Since the
更に、パルプFpを所定の形状の型で成形することで、インクジェットプリンターの余剰インクを吸収するインク吸収体を製造することができる。また、スピーカーボックスの内部に貼る吸音材や、各種工業製品の騒音を抑制する吸音材、熱の伝達を抑制する断熱材や、ワレモノを輸送する時に用いる緩衝材など、綿状体を材料とする様々な製品へ適用できる。また、紙コップなどの紙製食器は、通常はシートを加工して製造するのが一般的であるが、綿状体であるパルプFpをエアレイド加工機によって成形することができる。この方法は、特開2001−232611号公報で開示されている。すなわち、本実施形態のパルプ由来製品製造装置は様々な製品へ適用できる。 Furthermore, the ink absorber which absorbs the excess ink of an inkjet printer can be manufactured by shape | molding the pulp Fp with the type | mold of a predetermined shape. Also, cotton-like materials such as sound-absorbing materials affixed inside speaker boxes, sound-absorbing materials that suppress the noise of various industrial products, heat-insulating materials that suppress heat transfer, and cushioning materials used when transporting crackers are used as materials. Applicable to various products. In addition, paper tableware such as a paper cup is generally manufactured by processing a sheet, but a pulp Fp that is a cotton-like body can be formed by an airlaid processing machine. This method is disclosed in Japanese Patent Laid-Open No. 2001-232611. That is, the pulp-derived product manufacturing apparatus of this embodiment can be applied to various products.
また、原料となる古紙Puを広範囲な調達先から入手しても、本実施形態に係るパルプ製造装置2000のパルプ製造部2100へ投入される古紙Puは、解繊された後に殺菌部40にて殺菌された状態で混合部50および分散部2110への投入がされることとなるため、調達先に限定されない原料となる古紙Puの入手を可能とする。なお、原料として古紙Puには限定されず、例えば、パルプシートなどの繊維を含むものであってもよく、選択された原料に適用可能な殺菌手段を備える殺菌部40によって原料を殺菌処理すればよい。
Moreover, even if the used paper Pu as a raw material is obtained from a wide range of suppliers, the used paper Pu to be input to the
上述したパルプ製造装置2000は、紫外線UVによる殺菌処理を行う殺菌部40を備える形態としたが、第2実施形態に係るシート製造装置1100に備える液体吐出部1141からの霧状薬液Msの噴霧による殺菌処理を行う殺菌部1140、あるいは第3実施形態に係るシート製造装置1200に備える高温水蒸気Stの噴射による殺菌処理を行う殺菌部1240、あるいは第4実施形態に係るシート製造装置1300に備えるマイクロ波照射部1342からのマイクロ波Mwの照射による殺菌処理を行う殺菌部1340のいずれを備えていてもよい。
Although the
(第6実施形態)
第6実施形態として、第1実施形態に係るシート製造装置1000によるシート製造方法を説明する。図8は第6実施形態に係るシート製造方法を示すフローチャートである。なお各工程の説明は、図1を用いて行う。
(Sixth embodiment)
As the sixth embodiment, a sheet manufacturing method by the
(原料供給工程)
原料供給工程(S1)では、予め準備された再生用の古紙Puを原料供給部200にセットし、シート製造装置1000の図示しない原料供給部装着部を介して原料供給部200が装着される。そして、原料供給部200にセットされた古紙Puは、図示しない原料供給部装着部に備えるシート送り手段によって、粗砕部10に向けて古紙Puが搬送される。
(Raw material supply process)
In the raw material supply step (S1), recycled waste paper Pu prepared in advance is set in the raw
(解繊工程)
解繊工程(S2)は、先ず原料供給工程(S1)によって搬送、投入された古紙Puを粗砕部10に備える粗砕刃11によって数cm角の細片に形成する。そして、解繊部20に備える解繊装置部23によって、細片化された古紙Puを、繊維1本1本に解きほぐす、解繊工程(S2)が実行される。本実施形態に係る解繊工程(S2)は、解繊装置部23において、溶剤、水などを使用せず、大気中(空気中)において解繊を行う、いわゆる乾式での解繊が行なわれる。
(Defibration process)
In the defibrating step (S2), first, the used paper Pu conveyed and charged in the raw material supply step (S1) is formed into a few cm square strips by the crushing
(殺菌工程)
殺菌工程(S3)は、第1ウェブ形成部である殺菌部40に備えるメッシュベルト41上に、解繊工程(S2)中に選別装置部33によって選別されて得られる第1選別物の繊維を吸引部43の吸引によって堆積させウェブVを形成する。形成されたウェブVを、メッシュベルト41によって搬送する搬送工程を殺菌工程(S3)に含む。搬送工程の間に、殺菌手段である殺菌線の紫外線UVを紫外線照射装置46a,46bからウェブVに向けて照射する殺菌線照射工程を含む。
(Sterilization process)
In the sterilization step (S3), the fibers of the first selected product obtained by being sorted by the
(堆積工程)
解繊工程(S2)によって得られた解繊物はウェブVに形成され、殺菌工程(S3)において殺菌処理された後、メッシュベルト41によって混合部50に搬送され、堆積工程(S4)が実行される。堆積工程(S4)は、解繊物に後述する加圧工程において繊維状の解繊物からシート状の再生紙Prへ形成するための結着樹脂粉体を混合する工程を含む。結着樹脂粉体は、熱可塑性樹脂や熱硬化性樹脂であり、例えば、AS樹脂、ABS樹脂、ポリプロピレン、ポリエチレン、ポリ塩化ビニル、ポリスチレン、アクリル樹脂、ポリエステル樹脂、ポリエチレンテレフタレート、ポリフェニレンエーテル、ポリブチレンテレフタレート、ナイロン、ポリアミド、ポリカーボネート、ポリアセタール、ポリフェニレンサルファイド、ポリエーテルエーテルケトン、などである。これらの樹脂を、単独または適宜混合して用いられる。また、結着樹脂粉体には、繊維を結着させる樹脂の他、製造されるシートの種類に応じて、繊維を着色するための着色剤や、繊維の凝集を防止するための凝集防止剤、繊維等が燃えにくくするための難燃剤などが含まれていてもよい。
(Deposition process)
The defibrated material obtained in the defibrating step (S2) is formed on the web V, sterilized in the sterilizing step (S3), and then conveyed to the mixing
解繊物と結着樹脂粉体とが混合された混合物は、堆積部60へ搬送され、堆積部60から第2ウェブ形成部70に搬送、堆積され、空気を多く含み柔らかくふくらんだ状態のウェブWがメッシュベルト71上に形成される。そして、ウェブWは加圧工程へ搬送される。
The mixture in which the defibrated material and the binder resin powder are mixed is transported to the
(加圧工程)
加圧工程(S5)は、シート形成部80に備える加圧部81によってウェブWをウェブWの堆積方向、すなわち厚み方向に加圧圧縮し、加圧部81によって加圧圧縮されたウェブWを加熱する加熱部82を通過することによりシートSを形成する。すなわち、堆積工程(S4)において解繊物と、結着樹脂粉体と、が混合されたウェブWが、加熱部82により結着樹脂粉体が熱溶融し、解繊された繊維を結着させることでウェブWをシートSへ形成することができる。この時、加熱部82は樹脂を溶融可能とする高温に達することで、シートSはある程度の加熱殺菌がなされる。
(Pressure process)
In the pressurizing step (S5), the web W is compressed in the stacking direction of the web W, that is, in the thickness direction by the pressurizing
加圧工程(S5)によって、シートSが得られることで本実施形態に係るシート製造方法は終了するが、加圧工程(S5)の後、所望の大きさの再生紙Prに成形するためにシートSを切断する工程を設けてもよい。 The sheet manufacturing method according to the present embodiment is completed when the sheet S is obtained by the pressing step (S5). However, after the pressing step (S5), the recycled paper Pr is formed into a desired size. A step of cutting the sheet S may be provided.
原料供給工程(S1)において供給される古紙Puは、様々な使用環境において用いられ、排出されたものであり、細菌汚染の程度の高低によって仕分けされた古紙Puを入手することは極めて困難と言ってよい。そこで上述の本実施形態に係るシート製造方法によれば、古紙Puを広範囲な調達先から入手しても、解繊工程(S2)の後に殺菌工程(S3)を備えることにより、原料の古紙Puが繊維状の解繊物に形成された後、殺菌された解繊物として堆積工程(S4)と加圧工程(S5)とが実行され、殺菌された状態の再生紙Prを得ることができる。すなわち、調達先に限定されない原料となる古紙Puの入手を可能とする。 The used paper Pu supplied in the raw material supply step (S1) is used and discharged in various usage environments, and it is extremely difficult to obtain used paper Pu sorted according to the level of bacterial contamination. It's okay. Therefore, according to the sheet manufacturing method according to the above-described embodiment, even if the used paper Pu is obtained from a wide range of suppliers, by providing the sterilization process (S3) after the defibrating process (S2), Is formed into a fibrous defibrated material, and then the deposition step (S4) and the pressurizing step (S5) are performed as a sterilized defibrated material, and a sterilized recycled paper Pr can be obtained. . That is, it is possible to obtain used paper Pu that is a raw material that is not limited to a supplier.
本実施形態に係るシート製造方法を示す殺菌工程(S3)は、上述例では第1実施形態に係るシート製造装置1000に備える紫外線UVの照射による殺菌処理が行える殺菌部40を用いることを例示したが、第2実施形態に係るシート製造装置1100に備える液体吐出部1141からの霧状薬液Msの噴霧による殺菌処理を行う殺菌部1140による殺菌薬液剤吐出工程を含む殺菌工程(S3)であってもよい。あるいは、第3実施形態に係るシート製造装置1200に備える高温水蒸気Stの噴射による殺菌処理を行う殺菌部1240による水蒸気噴射工程を含む殺菌工程(S3)であってもよい。あるいは、第4実施形態に係るシート製造装置1300に備えるマイクロ波照射部1342からのマイクロ波Mwの照射による殺菌処理を行う殺菌部1340による加湿工程と、マイクロ波照射工程と、を含む殺菌工程(S3)であってもよい。
The sterilization process (S3) which shows the sheet manufacturing method concerning this embodiment illustrated using the
(第7実施形態)
第7実施形態として、第5実施形態に係るパルプ由来製品製造装置2000によるパルプ由来製品製造方法を説明する。図9は第7実施形態に係るパルプ由来製品製造方法を示すフローチャートである。なお各工程の説明は、図7を用いて行う。なお上述したが、パルプ由来製品とは、木材などの植物から生成されるセルロース繊維のパルプを原料の一つとして製造される製品のことをいう。上述の実施形態で説明したシート製造方法によって製造される再生紙Prもパルプ由来製品の一つではあるが、本実施形態に係るパルプ由来製品製造方法では、最終製品の原料の一つとしてのパルプを古紙Puから生成し、得る方法を説明する。
(Seventh embodiment)
As the seventh embodiment, a pulp-derived product manufacturing method by the pulp-derived
本実施形態に係るパルプ由来製品製造方法は、第6実施形態に係るシート製造方法における図8に示すフローチャートに示す原料供給工程(S1)から殺菌工程(S3)までの各工程は共通の工程として備え、混合工程(S10)を含む後工程が異なる。従って、図9に示す本実施形態に係るパルプ由来製品製造方法のフローチャートにおける原料供給工程(S1)から殺菌工程(S3)までの説明は省略し、混合工程(S10)を含む後工程を説明する。 In the pulp-derived product manufacturing method according to the present embodiment, the steps from the raw material supply step (S1) to the sterilization step (S3) shown in the flowchart of FIG. 8 in the sheet manufacturing method according to the sixth embodiment are common steps. The post-process including the mixing step (S10) is different. Therefore, the description from the raw material supply process (S1) to the sterilization process (S3) in the flowchart of the pulp-derived product manufacturing method according to the present embodiment shown in FIG. 9 is omitted, and the subsequent process including the mixing process (S10) will be described. .
(混合工程)
殺菌工程(S3)まで実行され得られた殺菌された解繊物は、混合部50に搬送され、混合工程(S10)が実行される。混合工程(S10)では、本実施形態に係るパルプ由来製品製造方法に用いられるパルプ製造装置2000の製造製品がパルプFpであることから、第6実施形態に係るシート製造方法の堆積工程(S4)おいて混合されていた結着樹脂粉体は用いず、結着樹脂粉体に替えてパルプFpを更に加工することで得る予定の最終製品の用途に応じた添加材料が混合される。添加材料として例えば、吸水ポリマー微粒子、芳香剤、抗菌剤、帯電防止剤などが挙げられる。
(Mixing process)
The sterilized defibrated material obtained up to the sterilization step (S3) is conveyed to the mixing
混合工程(S10)は、図7に示す混合部50において搬送された第1選別物と、粉体供給装置51から供給された添加材料と、が混合され、分散部2110に移送される。分散部2110は、第1選別物である解繊物の絡み合った繊維をほぐし、混合された添加材料をより均一に繊維の中に分散させながら分散装置部2112内で降らせてゆく。分散装置部2112としては、回転する網を有する円筒の篩を用い、混合部50を通過した混合物に含まれる、篩の網の目の開口の大きさより小さい繊維または粒子、すなわち網を通過できる繊維または粒子を通過させることで、均一なパルプFpを形成することができる。
In the mixing step (S10), the first selected material conveyed in the mixing
(排出工程)
混合工程(S10)の分散装置部2112内で降下させたパルプFpを搬出可能な容器へ分散部2110から排出する排出工程(S11)が実行される。排出工程(S11)では、分散部2110に備える排出部2113に配置させた収納容器2200に設置した収納袋2300を吸引装置2400によって減圧し、分散装置部2112内からパルプFpを吸引し、収納袋2300内に収納させる。
(Discharge process)
In the mixing step (S10), a discharging step (S11) is performed in which the pulp Fp lowered in the
得られたパルプFpは、製品の原料の一つとして供給される。本実施形態に係るパルプ由来製品製造方法によってえられるパルプFpは、原料である古紙Puがパルプ製造部2100における殺菌部40によって殺菌工程(S2)が行われるため、衛生管理が求められる製品、例えば紙おむつ、吸水パッドなどの衛生用品、生理用品などに好適に使用することができる。また、原料となる古紙Puを広範囲な調達先から入手しても、本実施形態に係るパルプ由来製品製造方法によれば、解繊工程(S2)によって繊維状の解繊物に形成した後、殺菌工程(S3)を経ることにより、殺菌された解繊物を再生紙Prに形成することが可能となり、調達先に限定されない古紙Puの入手を可能とする。
The obtained pulp Fp is supplied as one of the raw materials of the product. Pulp Fp obtained by the pulp-derived product manufacturing method according to the present embodiment is a product that requires sanitary management because waste paper Pu as a raw material is subjected to a sterilization step (S2) by the
本実施形態に係るパルプ由来製品製造方法を示す殺菌工程(S3)は、上述例では第5実施形態に係るパルプ由来製品製造装置2000に備える紫外線UVの照射による殺菌処理が行える殺菌部40を用いることを例示したが、第2実施形態に係るシート製造装置1100に備える液体吐出部1141からの霧状薬液Msの噴霧による殺菌処理を行う殺菌部1140が備えられたパルプ由来製品製造装置による殺菌剤塗布工程を含む殺菌工程(S3)であってもよい。あるいは、第3実施形態に係るシート製造装置1200に備える高温水蒸気Stの噴射による殺菌処理を行う殺菌部1240が備えられたパルプ由来製品製造装置による水蒸気噴射工程を含む殺菌工程(S3)であってもよい。あるいは、第4実施形態に係るシート製造装置1300に備えるマイクロ波照射部1342からのマイクロ波Mwの照射による殺菌処理を行う殺菌部1340が備えられたパルプ由来製品製造装置による加湿工程と、マイクロ波照射工程と、を含む殺菌工程(S3)であってもよい。
The pasteurization process (S3) which shows the pulp origin product manufacturing method which concerns on this embodiment uses the
10…粗砕部、20…解繊部、30…選別部、40…第1ウェブ形成部(殺菌部)、50…混合部、60…堆積部、70…第2ウェブ形成部、80…シート形成部、90…切断部、1010…製造部、200…原料供給部、300…再生紙排出部、1000…シート製造装置。
DESCRIPTION OF
Claims (14)
前記原料を解繊し原料繊維を形成する解繊部と、
前記原料繊維を堆積させた堆積物を厚み方向に加圧する加圧部と、を備え、
前記解繊部と、前記加圧部と、の間に殺菌部を備える、
ことを特徴とするシート製造装置。 A raw material supply section for supplying raw materials;
A defibrating unit for defibrating the raw material to form raw material fibers;
A pressurizing unit that pressurizes the deposit in which the raw fiber is deposited in the thickness direction,
A sterilizing unit is provided between the defibrating unit and the pressing unit.
A sheet manufacturing apparatus.
前記解繊部から前記加圧部に向けて前記原料繊維を搬送する搬送手段を備えている、
ことを特徴とする請求項1に記載のシート製造装置。 The sterilizing part is
It has a transport means for transporting the raw fiber from the defibrating unit toward the pressurizing unit,
The sheet manufacturing apparatus according to claim 1.
殺菌薬液剤を吐出する液体吐出部を備えている、
ことを特徴とする請求項1または2に記載のシート製造装置。 The sterilizing part is
It has a liquid discharge part that discharges the bactericidal solution.
The sheet manufacturing apparatus according to claim 1 or 2.
殺菌可能な温度に加熱された水蒸気を噴射する水蒸気噴射部を備えている、
ことを特徴とする請求項1または2に記載のシート製造装置。 The sterilizing part is
It has a water vapor jet part that jets water vapor heated to a sterilizable temperature,
The sheet manufacturing apparatus according to claim 1 or 2.
マイクロ波を照射するマイクロ波照射部と、を備えている、
ことを特徴とする請求項1または2に記載のシート製造装置。 The sterilizing unit is a humidifying unit for humidifying the raw material,
A microwave irradiation unit for irradiating microwaves,
The sheet manufacturing apparatus according to claim 1 or 2.
前記原料を解繊し、原料繊維を形成する解繊工程と、
前記原料繊維を殺菌する殺菌工程と、
前記原料繊維を堆積させ、堆積物を形成する堆積工程と、
前記堆積物を厚み方向に加圧する加圧工程と、を含む、
ことを特徴とするシート製造方法。 A raw material supply process for supplying raw materials;
Defibrating step of defibrating the raw material and forming raw material fiber;
A sterilization step of sterilizing the raw fiber;
Depositing the raw fibers to form a deposit;
A pressurizing step of pressurizing the deposit in a thickness direction,
The sheet manufacturing method characterized by the above-mentioned.
前記解繊工程から前記堆積工程まで前記原料繊維を搬送する搬送工程を含む、
ことを特徴とする請求項7に記載のシート製造方法。 The sterilization step includes
Including a conveying step of conveying the raw fiber from the defibration step to the deposition step,
The sheet manufacturing method according to claim 7.
前記原料繊維に殺菌線を照射する殺菌線照射工程を含むこと、
を特徴とする請求項7または8に記載のシート製造方法。 The sterilization step includes
Including a sterilization line irradiation step of irradiating the raw fiber with a sterilization line;
The sheet manufacturing method according to claim 7 or 8.
前記原料繊維に殺菌薬液剤を吐出する殺菌薬液剤吐出工程を含む、
ことを特徴とする請求項7または8に記載のシート製造方法。 The sterilization step includes
Including a disinfectant solution discharging step of discharging the disinfectant solution to the raw fiber,
The sheet manufacturing method according to claim 7 or 8, characterized in that.
前記原料繊維に殺菌可能な温度に加熱された水蒸気を噴射する水蒸気噴射工程を含む、
ことを特徴とする請求項7または8に記載のシート製造方法。 The sterilization step includes
Including a water vapor injection step of injecting water vapor heated to a temperature capable of sterilizing the raw fiber,
The sheet manufacturing method according to claim 7 or 8, characterized in that.
前記原料繊維を加湿する加湿工程と、
マイクロ波を照射するマイクロ波照射工程と、を含む、
ことを特徴とする請求項7または8に記載のシート製造方法。 The sterilization step includes
A humidifying step of humidifying the raw fiber;
A microwave irradiation step of irradiating microwaves,
The sheet manufacturing method according to claim 7 or 8, characterized in that.
前記原料を解繊し原料繊維を形成する解繊部と、
前記原料繊維を分散する分散部と、を備え、
前記解繊部と、前記分散部と、の間に殺菌部を備える、
ことを特徴とするパルプ由来製品製造装置。 A raw material supply section for supplying raw materials;
A defibrating unit for defibrating the raw material to form raw material fibers;
A dispersion part for dispersing the raw fiber,
A sterilizing part is provided between the defibrating part and the dispersing part,
An apparatus for producing a pulp-derived product characterized in that.
裁断された前記原料を解繊し、原料繊維を形成する解繊工程と、
前記原料繊維を殺菌する殺菌工程と、
前記原料繊維を分散する混合工程と、を含み、
前記殺菌工程は、前記解繊工程から前記混合工程まで前記原料繊維を搬送する搬送工程を含む、
ことを特徴とするパルプ由来製品製造方法。 A raw material supply process for supplying raw materials;
A defibrating step of defibrating the cut raw material to form raw material fibers;
A sterilization step of sterilizing the raw fiber;
Mixing step of dispersing the raw fiber,
The sterilization step includes a conveyance step of conveying the raw fiber from the defibration step to the mixing step.
A pulp-derived product manufacturing method characterized by the above.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016236455A JP2018090931A (en) | 2016-12-06 | 2016-12-06 | Sheet production apparatus, sheet production method, pulp-derived product manufacturing apparatus and pulp-derived product manufacturing method |
| PCT/JP2017/040747 WO2018105322A1 (en) | 2016-12-06 | 2017-11-13 | Sheet manufacturing device, sheet manufacturing method, device for manufacturing pulp derived product, and method for manufacturing pulp derived product |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016236455A JP2018090931A (en) | 2016-12-06 | 2016-12-06 | Sheet production apparatus, sheet production method, pulp-derived product manufacturing apparatus and pulp-derived product manufacturing method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018090931A true JP2018090931A (en) | 2018-06-14 |
Family
ID=62490870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016236455A Pending JP2018090931A (en) | 2016-12-06 | 2016-12-06 | Sheet production apparatus, sheet production method, pulp-derived product manufacturing apparatus and pulp-derived product manufacturing method |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2018090931A (en) |
| WO (1) | WO2018105322A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210096466A (en) * | 2020-01-28 | 2021-08-05 | 장기영 | pet litter manufacturing apparatus |
| KR20220027386A (en) * | 2020-08-27 | 2022-03-08 | 윤태석 | Functional filter manufacturing apparatus for mask |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5057166A (en) * | 1989-03-20 | 1991-10-15 | Weyerhaeuser Corporation | Method of treating discontinuous fibers |
| JP3624452B2 (en) * | 1995-03-20 | 2005-03-02 | 王子製紙株式会社 | Waste paper board |
| US7867358B2 (en) * | 2008-04-30 | 2011-01-11 | Xyleco, Inc. | Paper products and methods and systems for manufacturing such products |
| JP5720257B2 (en) * | 2011-01-14 | 2015-05-20 | セイコーエプソン株式会社 | Paper recycling equipment |
| JP6379989B2 (en) * | 2014-10-20 | 2018-08-29 | セイコーエプソン株式会社 | Sheet manufacturing apparatus and sheet manufacturing method |
| JP6733209B2 (en) * | 2015-03-18 | 2020-07-29 | セイコーエプソン株式会社 | Sheet manufacturing equipment |
-
2016
- 2016-12-06 JP JP2016236455A patent/JP2018090931A/en active Pending
-
2017
- 2017-11-13 WO PCT/JP2017/040747 patent/WO2018105322A1/en active Application Filing
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210096466A (en) * | 2020-01-28 | 2021-08-05 | 장기영 | pet litter manufacturing apparatus |
| KR102324429B1 (en) * | 2020-01-28 | 2021-11-10 | 장기영 | pet litter manufacturing apparatus |
| KR20220027386A (en) * | 2020-08-27 | 2022-03-08 | 윤태석 | Functional filter manufacturing apparatus for mask |
| KR102609388B1 (en) * | 2020-08-27 | 2023-12-01 | 윤태석 | Functional filter manufacturing apparatus for mask |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018105322A1 (en) | 2018-06-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018100904A1 (en) | Sheet manufacturing device, sheet manufacturing method, pulp-derived product manufacturing device, and pulp-derived product manufacturing method | |
| JP6743808B2 (en) | Sheet manufacturing apparatus and sheet manufacturing method | |
| JP6264986B2 (en) | Sheet manufacturing equipment | |
| CN105556015B (en) | The manufacturing method of sheet producing device and thin slice | |
| JP6127992B2 (en) | Sheet manufacturing apparatus and sheet manufacturing method | |
| WO2015128912A1 (en) | Sheet manufacturing apparatus | |
| JP6442857B2 (en) | Sheet manufacturing equipment | |
| JP6364804B2 (en) | Sheet manufacturing equipment, raw material defibrating equipment | |
| JP2015161047A (en) | Sheet production apparatus | |
| JP2016188448A (en) | Apparatus and method for manufacturing sheet, and sheet | |
| JP6798485B2 (en) | Sheet manufacturing equipment | |
| WO2018105322A1 (en) | Sheet manufacturing device, sheet manufacturing method, device for manufacturing pulp derived product, and method for manufacturing pulp derived product | |
| JP6511803B2 (en) | Sheet manufacturing apparatus, sheet manufacturing method | |
| WO2016139885A1 (en) | Sheet manufacturing device and sheet manufacturing method | |
| JP7338286B2 (en) | Fiber structure, method for manufacturing fiber structure | |
| JP7188035B2 (en) | Fibration method, fibrillation device, sheet manufacturing method, and sheet manufacturing device | |
| WO2016072063A1 (en) | Sheet manufacturing apparatus and method for manufacturing sheet | |
| JP2023056635A (en) | Binding material and method for manufacturing molded body | |
| JP2021116513A (en) | Fiber structure manufacturing device, fiber structure manufacturing method, and fiber structure | |
| JP2016079533A (en) | Sheet manufacturing apparatus and sheet manufacturing method | |
| CN108724989B (en) | Processing apparatus, sheet manufacturing apparatus, processing method, and sheet manufacturing method | |
| JP2019108636A (en) | Fiber processing device and fiber material regenerating device | |
| JP6281360B2 (en) | Sheet manufacturing apparatus and sheet manufacturing method | |
| JPWO2018043176A1 (en) | Sheet manufacturing equipment | |
| JP7130969B2 (en) | Sheet manufacturing apparatus and sheet manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD05 | Notification of revocation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7425 Effective date: 20180910 |