JP2018024143A - Laminate, packaging bag and manufacturing method of laminate - Google Patents
Laminate, packaging bag and manufacturing method of laminate Download PDFInfo
- Publication number
- JP2018024143A JP2018024143A JP2016156587A JP2016156587A JP2018024143A JP 2018024143 A JP2018024143 A JP 2018024143A JP 2016156587 A JP2016156587 A JP 2016156587A JP 2016156587 A JP2016156587 A JP 2016156587A JP 2018024143 A JP2018024143 A JP 2018024143A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- adhesive
- laminate
- bifunctional
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Sealing Material Composition (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
Description
本発明は、積層体、包装袋、および積層体の製造方法に関する。 The present invention relates to a laminate, a packaging bag, and a method for manufacturing the laminate.
従来、種々の食材、薬液などの内容物を収容するための包装袋が知られている。これらの包装袋は、例えば、少なくともシーラント層を有する積層体が、シーラント層において互いに融着されて袋状に形成されている。
このような包装袋に用いられる積層体は、例えば、内容物の特性に応じて、適宜の耐性を備える必要がある。特に、内容物が、酸、塩基のような強浸透性を有する場合、積層体が剥離しないような酸、塩基に対する耐性が求められる。
例えば、特許文献1には、各種強浸透性内容物が作用しても基材とシーラント層との間のラミネート強度が低下しない積層体の製造方法が記載されている。特許文献1の製造方法によって製造される積層体は、ポリエステル、ナイロン、またはポリプロピレンのいずれかからなる基材と、イソシアネート化合物からなる接着層と、接着層上に押し出されたシーラント層とが、この順に積層されている。
2. Description of the Related Art Conventionally, packaging bags for storing contents such as various foods and chemicals are known. In these packaging bags, for example, a laminate having at least a sealant layer is fused to each other in the sealant layer to form a bag.
The laminated body used for such a packaging bag needs to have appropriate tolerance depending on, for example, the characteristics of the contents. In particular, when the contents have strong permeability such as an acid or a base, resistance to an acid or a base that does not cause the laminate to peel off is required.
For example, Patent Document 1 describes a method for producing a laminate in which the laminate strength between a base material and a sealant layer does not decrease even when various strongly permeable contents act. The laminate manufactured by the manufacturing method of Patent Document 1 includes a base material made of polyester, nylon, or polypropylene, an adhesive layer made of an isocyanate compound, and a sealant layer extruded onto the adhesive layer. They are stacked in order.
しかしながら、上記のような従来の積層体、包装袋、および積層体の製造方法には以下のような問題がある。
特許文献1に記載の積層体は、基材とシーラント層との間の接着層の耐性を向上することによって、酸、塩基などの強浸透性内容物を収容する包装袋に使用可能である。しかし、例えば、強酸、強塩基の内容物は臭いが強いため、包装袋に用いる積層体には、内容物耐性だけでなくバリア性も要求される。
ところが、積層体のバリア性を高くするためにバリア層を設けても、積層体においてバリア層の内側に強浸透性内容物が浸透して、接着層などにアタックするため、経時的には、バリア層の内側に配置された接着層の接着強度が低下していく傾向がある。
さらに、強浸透性内容物が酸、塩基などの場合、バリア層に金属薄膜が用いられていると、金属薄膜が酸、塩基と反応して腐食されてしまうという問題もある。
However, the conventional laminate, packaging bag, and laminate manufacturing method as described above have the following problems.
The laminated body of patent document 1 can be used for the packaging bag which accommodates strong permeable contents, such as an acid and a base, by improving the tolerance of the contact bonding layer between a base material and a sealant layer. However, for example, the contents of strong acids and strong bases have a strong odor, so that the laminate used for the packaging bag is required to have not only content resistance but also barrier properties.
However, even if a barrier layer is provided to increase the barrier property of the laminate, the strongly permeable contents penetrate into the inside of the barrier layer in the laminate and attack the adhesive layer. There is a tendency that the adhesive strength of the adhesive layer disposed inside the barrier layer is lowered.
Furthermore, when the strongly permeable content is an acid, a base, or the like, if a metal thin film is used for the barrier layer, there is a problem that the metal thin film reacts with the acid or base to be corroded.
本発明は、上記のような問題に鑑みてなされたものであり、酸、塩基などの強浸透性内容物に対する耐性を向上することができる積層体、包装袋、および積層体の製造方法を提供することを目的とする。 The present invention has been made in view of the above problems, and provides a laminate, a packaging bag, and a method for producing the laminate that can improve resistance to strongly permeable contents such as acids and bases. The purpose is to do.
上記の課題を解決するために、本発明の第1の態様の積層体は、金属または合金からなるバリア層と、アミノ基を含み、前記バリア層の表面に形成された表面改質層からなる中間層と、2官能以上のイソシアネート化合物を主成分とする接着剤によって形成され、前記中間層に積層された第1の接着層と、前記第1の接着層に積層されたシーラント層と、を含む。 In order to solve the above problems, the laminate of the first aspect of the present invention comprises a barrier layer made of a metal or an alloy, and a surface modification layer containing an amino group and formed on the surface of the barrier layer. An intermediate layer, a first adhesive layer formed by an adhesive mainly composed of a bifunctional or higher functional isocyanate compound, laminated on the intermediate layer, and a sealant layer laminated on the first adhesive layer, Including.
上記第1の態様の積層体においては、前記2官能以上のイソシアネート化合物は、2官能のイソシアネートモノマーを3官能化させたイソシアネートモノマーの誘導体であってもよい。 In the laminate of the first aspect, the bifunctional or higher functional isocyanate compound may be a derivative of an isocyanate monomer obtained by trifunctionalizing a bifunctional isocyanate monomer.
上記第1の態様の積層体においては、前記第1の接着層の厚さは、0.05μm以上1μm以下であってもよい。 In the laminate of the first aspect, the thickness of the first adhesive layer may be 0.05 μm or more and 1 μm or less.
上記第1の態様の積層体においては、前記バリア層は、6μm以上20μm以下のアルミニウムまたはアルミニウム合金からなっていてもよい。 In the laminate of the first aspect, the barrier layer may be made of aluminum or an aluminum alloy having a size of 6 μm to 20 μm.
上記第1の態様の積層体においては、前記表面改質層は、重金属またはその塩を含む無機皮膜と、窒素原子を含み、前記無機皮膜を覆う、有機高分子皮膜と、を備えてもよい。 In the laminate according to the first aspect, the surface modified layer may include an inorganic film containing a heavy metal or a salt thereof, and an organic polymer film containing a nitrogen atom and covering the inorganic film. .
本発明の第2の態様の積層体は、無機酸化物からなるバリア層と、ポリアミド樹脂からなり、前記バリア層に第2の接着層を介して接着されている中間層と、2官能以上のイソシアネート化合物を主成分とする接着剤によって形成され、前記中間層に積層された第1の接着層と、前記第1の接着層に積層されたシーラント層と、を含む。 The laminate according to the second aspect of the present invention includes a barrier layer made of an inorganic oxide, a polyamide resin, an intermediate layer bonded to the barrier layer through a second adhesive layer, and a bifunctional or higher functional layer. A first adhesive layer formed of an adhesive mainly composed of an isocyanate compound and laminated on the intermediate layer, and a sealant layer laminated on the first adhesive layer are included.
上記第2の態様の積層体においては、前記2官能以上のイソシアネート化合物は、2官能のイソシアネートモノマーを3官能化させたイソシアネートモノマーの誘導体であってもよい。 In the laminate of the second aspect, the bifunctional or higher isocyanate compound may be a derivative of an isocyanate monomer obtained by trifunctionalizing a bifunctional isocyanate monomer.
上記第2の態様の積層体においては、前記第1の接着層の厚さは、0.05μm以上1μm以下であってもよい。 In the laminated body of the second aspect, the thickness of the first adhesive layer may be 0.05 μm or more and 1 μm or less.
上記第2の態様の積層体においては、酸素透過量が1.0cm3/(m2・day・atm)以下であってもよい。 In the laminated body according to the second aspect, the oxygen transmission amount may be 1.0 cm 3 / (m 2 · day · atm) or less.
本発明の第3の態様の包装袋は、上記積層体の前記シーラント層の一部がヒートシールされて、前記シーラント層で囲まれた内部空間が形成されている。 In the packaging bag of the third aspect of the present invention, a part of the sealant layer of the laminate is heat-sealed to form an internal space surrounded by the sealant layer.
本発明の第4の態様の積層体の製造方法は、金属または合金からなるバリア層の表面を化成処理することによって、前記バリア層の表面にアミノ基を含む表面改質層からなる中間層を形成することと、前記中間層に、2官能以上のイソシアネート化合物を主成分とする接着剤を塗工して乾燥させることによって、第1の接着層を形成することと、ポリオレフィン系樹脂を、前記第1の接着層の表面に押し出し加工することと、を含む。 According to a fourth aspect of the present invention, there is provided a method for manufacturing a laminate, comprising subjecting a surface of a barrier layer made of a metal or an alloy to a chemical conversion treatment to form an intermediate layer made of a surface modified layer containing an amino group on the surface of the barrier layer. Forming a first adhesive layer by applying an adhesive mainly composed of a bifunctional or higher functional isocyanate compound to the intermediate layer, and drying the polyolefin resin, Extruding the surface of the first adhesive layer.
本発明の第5の態様の積層体の製造方法は、無機酸化物からなるバリア層の表面に、第2の接着層を介してポリアミド樹脂層からなる中間層を形成することと、前記中間層に、2官能以上のイソシアネート化合物を主成分とする接着剤を塗工して乾燥させることによって、第1の接着層を形成することと、ポリオレフィン系樹脂を、前記第1の接着層の表面に押し出し加工することと、を含む。 According to a fifth aspect of the present invention, there is provided a method for producing a laminate, comprising: forming an intermediate layer made of a polyamide resin layer on a surface of a barrier layer made of an inorganic oxide via a second adhesive layer; And forming an adhesive layer on the surface of the first adhesive layer by applying and drying an adhesive mainly composed of a bifunctional or higher isocyanate compound, and drying the polyolefin resin on the surface of the first adhesive layer. Extruding.
上記積層体の製造方法においては、前記2官能以上のイソシアネート化合物は、2官能のイソシアネートモノマーを3官能化させたイソシアネートモノマーの誘導体であってもよい。 In the method for producing a laminate, the bifunctional or higher functional isocyanate compound may be a derivative of an isocyanate monomer obtained by trifunctionalizing a bifunctional isocyanate monomer.
本発明の積層体、包装袋、および積層体の製造方法によれば、酸、塩基などの強浸透性内容物に対する耐性を向上することができるという効果を奏する。 According to the laminate, the packaging bag, and the method for producing a laminate of the present invention, there is an effect that resistance to strongly permeable contents such as acid and base can be improved.
以下では、本発明の実施形態について添付図面を参照して説明する。すべての図面において、実施形態が異なる場合であっても、同一または相当する部材には同一の符号を付し、共通する説明は省略する。 Embodiments of the present invention will be described below with reference to the accompanying drawings. In all the drawings, even if the embodiments are different, the same or corresponding members are denoted by the same reference numerals, and common description is omitted.
[第1の実施形態]
本発明の第1の実施形態の包装袋および積層体について説明する。
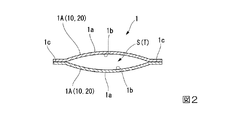
図1は、本発明の第1の実施形態の包装袋の構成を示す模式的な正面図である。図2は、図1におけるA−A断面図である。
[First Embodiment]
The packaging bag and laminated body of the 1st Embodiment of this invention are demonstrated.
FIG. 1 is a schematic front view showing the configuration of the packaging bag of the first embodiment of the present invention. 2 is a cross-sectional view taken along line AA in FIG.
図1に示すように、本実施形態の包装袋1は、互いに厚さ方向に対向する積層シート1A(積層体)同士の側部および底部の三方がヒートシール部1cで接合されることによって構成されたパウチである。
各積層シート1Aの上端部には、積層シート1Aで囲まれた開口部Tが形成されている。開口部Tの内周面には、ヒートシール可能なヒートシール用開口部1dが形成されている。図2に示すように、包装袋1の内部には、開口部Tから各積層シート1Aの下端部まで連通する内部空間Sが形成されている。
積層シート1Aは、開口部Tおよび内部空間Sの内面を形成する内面層1bと、包装袋1の外面を形成する外面層1aとを備える。内面層1bは、後述するシーラント層によって形成されている。このため、ヒートシール用開口部1dは、対向した状態で加熱されることによってヒートシールされることが可能である。
包装袋1は、種々の酸、塩基からなる強浸透性内容物を収容、保存することができる。
例えば、包装袋1が収容可能な酸の例としては、酢酸、次亜塩素酸ナトリウムなどを挙げることができる。収容可能な酸のpHとしては、特に限定されず、例えば、pH3以下も可能である。
例えば、包装袋1が収容可能な塩基の例としては、アンモニア、モノエタノールアミンなどを挙げることができる。収容可能な塩基のpHとしては、特に限定されず、例えば、pH11以上も可能である。
As shown in FIG. 1, the packaging bag 1 of the present embodiment is configured by joining three sides of a laminated sheet 1 </ b> A (laminated body) facing each other in the thickness direction at a
At the upper end of each laminated
The laminated sheet 1 </ b> A includes an
The packaging bag 1 can store and store strongly permeable contents composed of various acids and bases.
Examples of acids that can be accommodated in the packaging bag 1 include acetic acid and sodium hypochlorite. The pH of the acid that can be accommodated is not particularly limited, and may be, for example, pH 3 or less.
For example, examples of bases that can be accommodated in the packaging bag 1 include ammonia and monoethanolamine. The pH of the base that can be accommodated is not particularly limited, and can be, for example,
包装袋1に用いられる積層シート1Aの詳細構成について説明する。
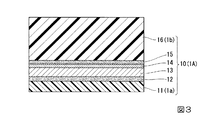
図3は、本発明の第1の実施形態の積層体の層構成を示す模式的な縦断面図である。
A detailed configuration of the laminated
FIG. 3 is a schematic longitudinal sectional view showing the layer structure of the laminate according to the first embodiment of the present invention.
図3に示すように、積層シート1Aは、本実施形態の積層体10からなる。
積層体10は、基材層11、第2の接着層12、バリア層13、表面改質層14(中間層)、第1の接着層15、およびシーラント層16がこの順に積層されている。
As illustrated in FIG. 3, the laminated sheet 1 </ b> A includes the laminated
In the
基材層11は、包装袋1において外面層1aを構成する層状部である。基材層11は、包装袋1の最外層として必要な強度等の特性を有する適宜の樹脂が用いられる。
基材層11に好適な樹脂材料の例としては、例えば、ポリエステル、ポリアミド、ポリオレフィン、ポリエチレンテレフタレート(PET)、ナイロン(ONY)、ポリプロピレン(OPP)などが挙げられる。
基材層11の層厚は、特に限定されない。例えば、基材層11の層厚は、5μm以上、100μm以下であってもよい。
The
Examples of resin materials suitable for the
The layer thickness of the
第2の接着層12は、後述するバリア層13を基材層11に接合するために設けられている。第2の接着層12の材質は、後述するバリア層13を基材層11に接合できれば特に限定されない。
例えば、第2の接着層12としては、基材層11およびバリア層13の材質に応じて、ウレタン系接着剤、エポキシ系接着剤、アクリル系接着剤などが用いられてもよい。
The second
For example, as the second
バリア層13は、包装袋1において内部空間S内に収容された内容物自体および内容物からの揮発成分の透過を抑制するための層状部である。
バリア層13としては、後述する表面改質層14を表面に形成することができる適宜の金属または合金が用いられる。バリア層13としては、例えば、アルミニウム、アルミニウム合金などが用いられてもよい。
バリア層13の層厚は、包装袋1に必要なバリア特性と、包装袋1としての可撓性が得られれば特に限定されない。
例えば、バリア層13がアルミ箔の場合、バリア層13の層厚は、1μm以上、50μm以下であってもよい。バリア層13の層厚が、1μm未満であると、バリア性が不足するおそれがある。バリア層13の層厚が、50μmを超えると、可撓性が悪化するおそれがある。バリア層13がアルミウムまたはアルミニウム合金からなる場合、より好ましいバリア層13の層厚は、6μm以上、20μm以下である。
The
As the
The layer thickness of the
For example, when the
表面改質層14は、後述するシーラント層16との接着強度を向上するため、バリア層13と反対側の表面に形成され、アミノ基を含んで構成される中間層である。
表面改質層14は、本実施形態では、バリア層13が適宜の表面改質剤によって化成処理されることによって形成されている。
表面改質層14は、重金属またはその塩を含む無機皮膜と、窒素原子を含みこの窒素原子と重金属とが配位結合することによって無機皮膜を覆う有機高分子皮膜と、を備えて構成されてもよい。この有機高分子皮膜は、アクリル系樹脂およびポリブタジエン系樹脂の少なくとも一種の樹脂骨格を有する化合物であって、アミノ基を有する化合物で形成されることよりが好ましい。
表面改質層14に含まれる重金属としては、例えば、ジルコニウム、モリブデン、タングステン、ニオブ、ニッケル、コバルト、マンガン、タンタルのうち少なくとも1種を含むことがより好ましい。
The
In this embodiment, the
The
More preferably, the heavy metal contained in the
このような好ましい構成の場合、表面改質層14は、重金属またはその塩を含む無機皮膜を含むことによって、酸、塩基に対する耐食性が向上する。さらに、表面改質層14は、この無機皮膜の重金属と窒素原子とが配位結合して無機皮膜を覆う有機高分子皮膜を備えるため、樹脂接着剤との接着強度が向上する。特に接着剤として、イソシアネート基を含む接着剤が用いられると、有機高分子皮膜におけるアミノ基とイソシアネート基との反応によって、架橋構造が構成されるため、さらに接着強度が向上する。
このような構成の表面改質層14を形成することができる表面改質剤の例としては、例えば、特許第3871361号に記載の金属表面処理組成物が挙げられる。
In the case of such a preferable configuration, the
As an example of the surface modifier which can form the
表面改質層14の皮膜量は、3.0mg/m2以上、25mg/m2以下が好ましい。表面改質層14の皮膜量が3.0mg/m2より薄いと耐食性が劣るおそれがある。表面改質層14の皮膜量が25mg/m2より厚いと膜割れが生じるおそれがある。
The coating amount of the
第1の接着層15は、中間層である表面改質層14と、後述するシーラント層16とを接合する層状部である。
第1の接着層15は、2官能以上のイソシアネート化合物を主成分とする接着剤によって形成され、表面改質層14に積層されている。
2官能以上のイソシアネート化合物は、2官能のイソシアネートモノマーを3官能化させたイソシアネートモノマーの誘導体であってもよい。ここで、「3官能化させたイソシアネートモノマーの誘導体」としては、例えば、アダクトタイプ、ビューレットタイプ、イソシアヌレートタイプのいずれでもよい。
The first
The first
The bifunctional or higher isocyanate compound may be a derivative of an isocyanate monomer obtained by trifunctionalizing a bifunctional isocyanate monomer. Here, the “trifunctionalized derivative of isocyanate monomer” may be, for example, any of an adduct type, a burette type, and an isocyanurate type.
第1の接着層15を構成するイソシアネート化合物の例としては、例えば、例えば、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、キシリレンジイソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネート、4,4'−ジフェニルメタンジイソシアネートおよびその水素添加体などの各種ジイソシアネート系モノマーが挙げられる。また、これらのジイソシアネートモノマーをトリメチロールプロパンやグリセロールなどの3官能の活性水素含有化合物と反応させたアダクトタイプ、同じく水と反応させたビューレットタイプ、またはイソシアネート基の自己重合を利用したトリマー(イソシアヌレート)タイプなどの3官能性の誘導体、あるいはそれ以上の多官能性の誘導体が用いられてよい。
Examples of the isocyanate compound that constitutes the first
第1の接着層15の層厚は、0.05μm以上、1μm以下であってもよい。第1の接着層15の層厚が、0.05μm未満であると、接着強度が低下するおそれがある。第1の接着層15の層厚が、1μmを超えると、可撓性が悪化するおそれがある。
The layer thickness of the first
シーラント層16は、ヒートシール部1cを形成するための層状部である。シーラント層16は、第1の接着層15を介して、表面改質層14と接合されている。
シーラント層16は、ヒートシール可能な適宜の樹脂材料で形成される。シーラント層16に好適な樹脂材料の例としては、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂などのポリオレフィン系樹脂などが挙げられる。
シーラント層16の材質の具体例としては、例えば、高密度ポリエチレン、低密度ポリエチレン、中密度ポリエチレン、エチレン−αオレフィン共重合体などのエチレン系樹脂、ホモ・ブロック・ランダムの各ポリプロピレン樹脂、プロピレン−αオレフィン共重合体などのプロピレン系樹脂、エチレン−アクリル酸共重合体やエチレン−メタクリル酸共重合体などのエチレン−α,β不飽和カルボン酸共重合体、エチレン−アクリル酸メチルやエチレン−アクリル酸エチルやエチレン−メタクリル酸メチルやエチレン−メタクリル酸エチルなどのエチレン−α,β不飽和カルボン酸共重合体のエステル化物、カルボン酸部位をナトリウムイオン、亜鉛イオンなどで架橋したエチレン−α,β不飽和カルボン酸共重合体のイオン架橋物、エチレン−無水マレイン酸グラフト共重合体やエチレン−アクリル酸エチル−無水マレイン酸のような三元共重合体に代表される酸無水物変性ポリオレフィン、エチレン−グリシジルメタクリレート共重合体などのエポキシ化合物変性ポリオレフィン、エチレン−酢酸ビニル共重合体から選ばれる樹脂の単体あるいは2種以上のブレンド物などが挙げられる。シーラント層16は、これらの材料には、必要に応じて各種添加剤(酸化防止剤、粘着付与剤、充填剤、各種フィラーなど)が添加されて構成されてもよい。
The
The
Specific examples of the material of the
次に、本実施形態の積層体10の製造方法について説明する。
まず、基材層11に第2の接着層12となる接着剤を塗工し、第2の接着層12を介して基材層11とバリア層13とを接着する。
この後、表面改質層14を形成する表面改質剤をバリア層13の表面に塗布して、バリア層13の表面に表面改質剤を接触させる。塗布される表面改質剤は、適宜加温されていてもよい。表面改質剤とバリア層13との接触時間は、必要な皮膜量の表面改質層14が形成されれば、特に限定されない。
表面改質剤の塗布方法としては、例えば、スプレー法、浸漬法、フローコート法、ローラーコート法などが挙げられる。
塗布された表面改質剤がバリア層13に接触して、バリア層13の表面に表面改質層14が形成されたら、余分な表面改質剤を除去するため、例えば、水洗処理などが行われる。表面改質剤が除去されたら、表面改質層14の乾燥処理が行われる。
Next, the manufacturing method of the
First, an adhesive to be the second
Thereafter, a surface modifying agent for forming the
Examples of the method for applying the surface modifier include a spray method, a dipping method, a flow coating method, and a roller coating method.
When the applied surface modifier comes into contact with the
この後、表面改質層14の表面に、第1の接着層15を形成するための接着剤が塗工される。ここで、接着剤の塗工液としては、上述したイソシアネート化合物の固形分割合が0.1wt%〜20wt%、好ましくは0.1wt%〜10wt%になるように調製される。
塗工液の塗布厚さは、乾燥時に0.05μm以上、1μm以下になるように設定される。塗工方法は、特に限定されないが、例えば、ローラーコート法、スプレーコート法などの塗工方法が可能である。
塗工液が塗布されたら塗工液を乾燥させる。以上で、第1の接着層15が形成される。
Thereafter, an adhesive for forming the first
The coating thickness of the coating solution is set to be 0.05 μm or more and 1 μm or less when dried. The coating method is not particularly limited, and for example, a coating method such as a roller coating method or a spray coating method is possible.
When the coating solution is applied, the coating solution is dried. Thus, the first
この後、第1の接着層15上に、例えば、ポリオレフィン系樹脂を押し出し、この押し出されたポリオレフィン系樹脂を介してシーラント層16を積層させる。このとき、シーラント層16の表面は、オゾン処理されてもよい。ポリオレフィン系樹脂の押し出し時の樹脂温度は、例えば、290℃以上330℃であってもよい。
ただし、シーラント層16は、第1の接着層15上にポリオレフィン系樹脂を押し出すことによって形成されてもよい。
以上で、積層体10が製造される。
Thereafter, for example, a polyolefin-based resin is extruded onto the first
However, the
The
このような積層体10は、適宜形状に切断された後、必要に応じて折り曲げられるなどして、シーラント層16同士が対向するように積層される。この後、ヒートシール部1cとなる箇所がヒートシールされる。これにより包装袋1が製造される。
Such a
本実施形態の包装袋1は、バリア層13を有する積層体10によって形成されるため、良好なバリア性を有する。バリア層13を構成する金属または合金は、酸あるいは塩基に触れると、腐食されるおそれがある。しかし、積層体10では、バリア層13において包装袋1の内部空間S側の表面に表面改質層14が形成されている。
バリア層13は表面改質層14の無機皮膜で覆われているため、内部空間S側から内容物が浸透しても、表面改質層14の無機皮膜によって、内容物とバリア層13との接触が防止される。このため、包装袋1の内容物が酸あるいは塩基の場合でも、バリア層13の腐食が防止される。
Since the packaging bag 1 of this embodiment is formed by the
Since the
さらに、表面改質層14においては、無機皮膜が有機高分子皮膜に覆われている。この有機高分子皮膜は、アミノ基を有し、アミノ基における窒素原子が無機皮膜における重金属と配位結合している。このため、有機高分子皮膜は、無機皮膜と強固に結合している。さらに、有機高分子皮膜における無機皮膜と反対側の表面におけるアミノ基は、表面改質層14上に塗布されたイソシアネート化合物のイソシアネート基と反応する。これにより、例えば、尿素結合、ビュレット結合、アロファネート結合などが生成されて、3次元的な架橋構造が形成される。このため、第1の接着層15のイソシアネート化合物と、表面改質層14の有機高分子皮膜とが、強固に接合する。
これにより、第1の接着層15と表面改質層14との間の接着強度が向上する。
Furthermore, in the
Thereby, the adhesive strength between the 1st
さらに、シーラント層16は、第1の接着層15上に押し出されたポリオレフィン系樹脂を介し積層されることにより、もしくはシーラント層16を構成する樹脂材料が第1の接着層15上に押し出されることにより、強固に接合される。このため、シーラント層16と第1の接着層15との間の接着強度が向上する。
Further, the
このようにして、積層体10が用いられた包装袋1によれば、酸、塩基などの強浸透性内容物に対する耐性を向上することができる。
Thus, according to the packaging bag 1 using the
[第2の実施形態]
本発明の第2の実施形態の積層体について説明する。
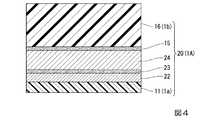
図4は、本発明の第2の実施形態の積層体の層構成を示す模式的な縦断面図である。
[Second Embodiment]
The laminated body of the 2nd Embodiment of this invention is demonstrated.
FIG. 4 is a schematic longitudinal sectional view showing the layer structure of the laminate according to the second embodiment of the present invention.
図1に示すように、本実施形態の積層体20は、上記第1の実施形態における包装袋1の積層シート1Aにおいて、上記第1の実施形態の積層体10に代えて用いることができる。
図2に示すように、積層体20は、積層体10の第2の接着層12、バリア層13、表面改質層14に代えて、バリア層22、第2の接着層23、ポリアミド樹脂層24(中間層)を備える。以下、上記第1の実施形態と異なる点を中心に説明する。
As shown in FIG. 1, the
As shown in FIG. 2, the laminate 20 includes a
バリア層22は、無機酸化物で緻密に形成された層状部である。バリア層22は、無機酸化物を基材層11上に蒸着するなどして製造することができる。
バリア層22に用いることができる無機酸化物としては、例えば、シリカ(SiO2)、アルミナ(Al2O3)などが挙げられる。
バリア層22の層厚は、包装袋1として必要なガス透過量が得られる適宜の層厚とされる。
バリア層22は、シーラント層16との接着性があまりよくないため、本実施形態では、バリア層22とシーラント層16との間に、中間層として後述するポリアミド樹脂層24が配置される。
さらに、バリア層22は、基材層11とポリアミド樹脂層24との間に挟まれているため、積層体20が湾曲されたり、屈曲されたりしても、クラックが入ったり剥離が起こりにくくなっている。
The
Examples of the inorganic oxide that can be used for the
The layer thickness of the
Since the
Furthermore, since the
第2の接着層23は、後述するポリアミド樹脂層24をバリア層22に接合するために設けられている。第2の接着層23の材質は、後述するポリアミド樹脂層24を基材層11に接合できれば特に限定されない。
例えば、第2の接着層23としては、バリア層22およびポリアミド樹脂層24の材質に応じて、ウレタン系接着剤、エポキシ系接着剤、アクリル系接着剤などが用いられてもよい。
The second
For example, as the second
ポリアミド樹脂層24は、シーラント層16との接着強度を向上するため、バリア層13と反対側の表面にアミノ基を含んで構成される中間層である。
ポリアミド樹脂層24は、ポリアミド樹脂の薄層シートによって形成されている。
ポリアミド樹脂層24の材質としては、例えば、ナイロンなどが挙げられる。
ポリアミド樹脂層24はアミノ基が含まれているため、上記第1の実施形態における第1の接着層15のようにイソシアネート化合物からなる接着層に対して強固に接着される。
本実施形態における第1の接着層15の層厚は、ポリアミド樹脂層24およびシーラント層16との間に必要な接着強度が得られる層厚であればよく、例えば、上記第1の実施形態と同様とすることができる。
The
The
Examples of the material of the
Since the
The layer thickness of the first
次に、本実施形態の積層体10の製造方法について、上記第1の実施形態と異なる点を中心に説明する。
まず、基材層11に無機酸化物を蒸着して、基材層11およびバリア層22の積層体が形成される。
この後、バリア層22の表面に第2の接着層23となる接着剤が塗工され、第2の接着層23上にポリアミド樹脂層24となる薄層シートが積層される。このとき、ポリアミド樹脂層24となる薄層シートは、例えば、コロナ処理または易接着処理されてもよい。
Next, the manufacturing method of the
First, an inorganic oxide is vapor-deposited on the
Thereafter, an adhesive that becomes the second
この後、上記第1の実施形態と同様にして、ポリアミド樹脂層24上に、第1の接着層15を形成するための接着剤が塗工される。
塗工液が塗布されたら、塗工液を乾燥させて、上記第1の実施形態と同様にして、第1の接着層15上にシーラント層16を積層させる。
以上で、積層体20が形成される。
Thereafter, an adhesive for forming the first
When the coating liquid is applied, the coating liquid is dried, and the
Thus, the
このような積層体20は。適宜形状に切断された後、必要に応じて折り曲げられるなどして、シーラント層16同士が対向するように積層される。この後、ヒートシール部1cとなる箇所がヒートシールされる。これにより、本実施形態の包装袋1が製造される。
Such a laminate 20 is as follows. After being cut into a suitable shape, the sealant layers 16 are laminated so as to face each other by being bent as necessary. Then, the location used as the
本実施形態の包装袋1は、バリア層22を有する積層体20によって形成されるため、良好なバリア性を有する。バリア層22を構成する無機酸化物は、金属箔に比べて、酸あるいは塩基に対する耐食性が高い。このため、包装袋1の内容物が酸あるいは塩基の場合でも、バリア層22の腐食が防止される。
Since the packaging bag 1 of this embodiment is formed of the
さらに、ポリアミド樹脂層24とシーラント層16とは、上記第1の実施形態と同様、第1の接着層15によって接合される。
ポリアミド樹脂層24は、アミノ基を有するため、第1の接着層15のイソシアネート化合物のイソシアネート基と反応する。これにより、例えば、尿素結合、ビュレット結合、アロファネート結合などが生成されて、3次元的な架橋構造が形成される。このため、第1の接着層15のイソシアネート化合物と、ポリアミド樹脂層24とが、強固に接合する。
これにより、第1の接着層15とポリアミド樹脂層24との間の接着強度が向上する。
シーラント層16と第1の接着層15との間の接着強度は、上記第1の実施形態と同様である。
Further, the
Since the
Thereby, the adhesive strength between the 1st
The adhesive strength between the
このようにして、積層体20が用いられた包装袋1によれば、酸、塩基などの強浸透性内容物に対する耐性を向上することができる。
Thus, according to the packaging bag 1 in which the
なお、上記各実施形態の説明では、包装袋1が、三方がヒートシール部1cで囲まれ、上端部のヒートシール用開口部1dがヒートシール可能な構造の場合の例で説明した。しかし、包装袋1の構成は、これには限定されない。
例えば、ヒートシール用開口部1dは、注出口および口栓を形成する樹脂部材が装着された状態でヒートシールされてもよい。
例えば、開口部Tの内周面には、チャックが溶着されていてもよい。
例えば、包装袋1は、ガセット袋、スタンディングパウチなどで構成されてもよい。
In the above description of each embodiment, the packaging bag 1 has been described as an example in which the three sides are surrounded by the
For example, the
For example, a chuck may be welded to the inner peripheral surface of the opening T.
For example, the packaging bag 1 may be configured by a gusset bag, a standing pouch, or the like.
以下、上記各実施形態の積層体および包装袋の実施例1、2について、比較例1〜4とともに説明する。
下記[表1]に、実施例1、2、比較例1〜3の積層体の層構成を示す。
Hereinafter, Examples 1 and 2 of the laminate and the packaging bag of each of the above embodiments will be described together with Comparative Examples 1 to 4.
The following [Table 1] shows the layer structure of the laminates of Examples 1 and 2 and Comparative Examples 1 to 3.

[表1]において、一部の層の材質は略号で表されている。PEはポリエチレン、ALはアルミニウム合金(アルミ箔)、SMは表面改質層、PETはポリエチレンテレフタレート、Sはシリカ(SiO2)、ONYは延伸ナイロンを、それぞれ表す。これらの略号に続けて数字が記載されている場合には、数字は層厚[μm]を表す。
以下、簡単のため、明細書中でもこれらの略号の表記が用いられる場合がある。
In [Table 1], materials of some layers are represented by abbreviations. PE represents polyethylene, AL represents an aluminum alloy (aluminum foil), SM represents a surface modified layer, PET represents polyethylene terephthalate, S represents silica (SiO 2 ), and ONY represents stretched nylon. When a number is described following these abbreviations, the number represents a layer thickness [μm].
Hereinafter, for the sake of simplicity, the abbreviations of these abbreviations may be used in the specification.
[実施例1]
実施例1は、上記第1の実施形態の積層体10、包装袋1に関する実施例である。
[表1]に示すように、実施例1の積層体は、層厚12μmのポリエチレンテレフタレート(基材層11)、層厚7μmのアルミ箔(バリア層13)、表面改質層14、層厚30μmのシーラント層16がこの順に積層されて構成された。
基材層11としては、FE2001(商品名;フタムラ化学(株)製)が用いられた。バリア層13としては、A8079材(東洋アルミニウム(株)製)が用いられた。第2の接着層12としては、ウレタン系接着剤であるディックドライ(登録商標)LX−500(商品名;DICグラフィックス(株)製)が用いられた。
表面改質層14は、サーフコート(登録商標)EC1000A/B(商品名;日本ペイント・サーフケミカルズ(株)製)を、バリア層13の表面に塗布することで形成された。シーラント層16は、L−LDPE(直鎖状低密度ポリエチレン)であるT.U.X(登録商標)FC−S(商品名;三井化学東セロ(株)製)が用いられた。
表面改質層14とシーラント層16とを接合する第1の接着層15としては、ヘキサメチレンジイソシアネートのビウレットタイプが用いられた。
[Example 1]
Example 1 is an example relating to the laminate 10 and the packaging bag 1 of the first embodiment.
As shown in [Table 1], the laminate of Example 1 is composed of a polyethylene terephthalate (base material layer 11) having a layer thickness of 12 μm, an aluminum foil (barrier layer 13) having a layer thickness of 7 μm, a
As the
The
As the first
本実施例では、第2の接着層12を用いて基材層11にバリア層13を接着した後、バリア層13の表面にサーフコート(登録商標)EC1000A/Bがロールコート法によって塗布された。サーフコート(登録商標)EC1000A/Bは、EC1000AとEC1000Bとが重量比3:1で混合され、EC1000Aが4.0wt%の濃度、EC1000Bが1.3wt%の濃度となるように水とIPA(東洋インキ製S503溶剤)の混合溶剤で希釈後、バリア層13に20mg/m2の皮膜量となるように塗工して乾燥された。これにより、表面改質層14が形成された。
この後、表面改質層14の表面に、ヘキサメチレンジイソシアネートのビウレットタイプが塗布乾燥されて、層厚0.3μmの第1の接着層15が形成された。
この後、第1の接着層15上に、ノバテック(登録商標)LD LC600A(商品名;日本ポリエチレン(株)製)を押し出し、T.U.X(登録商標)FC−Sと貼り合わせることで、シーラント層16が積層された。LC600Aの押し出し時の温度は、290℃以上330℃以下とされた。
以上で、本実施例の積層体10が製造された。
In this example, after the
Thereafter, a biuret type of hexamethylene diisocyanate was applied and dried on the surface of the
Thereafter, Novatec (registered trademark) LD LC600A (trade name; manufactured by Nippon Polyethylene Co., Ltd.) was extruded onto the first
Thus, the
本実施例の包装袋1は、矩形に切断された2枚の積層体10をシーラント層16同士が対向するように重ねた状態で、矩形の三辺をヒートシールすることによって製造された。
包装袋1の評価を行うため、包装袋1の内部空間Sに内容物を詰めた状態で、ヒートシール用開口部1dがヒートシールされた。これにより、内容物が入った包装袋1のサンプルが製造された。
内容物としては、酸または塩基が詰められた。酸としては酢酸5wt%水溶液(pH3.0以下)、塩基としてはモノエタノールアミン10wt%水溶液(pH11.0以上)が用いられた。
The packaging bag 1 of this example was manufactured by heat-sealing the three sides of the rectangle in a state where the two
In order to evaluate the packaging bag 1, the
The contents were packed with acid or base. An acetic acid 5 wt% aqueous solution (pH 3.0 or less) was used as the acid, and a
[実施例2]
実施例2は、上記第2の実施形態の積層体20、包装袋1に関する実施例である。
[表1]に示すように、実施例2の積層体は、ポリエチレンテレフタレート(基材層11)、シリカ(バリア層22)、層厚15μmの延伸ナイロン(ポリアミド樹脂層24)、層厚100μmのシーラント層16がこの順に積層されて構成された。このうち、シーラント層16の材質は実施例1と同様である。
基材層11およびバリア層22としては、PETフィルム上に蒸着されたシリカ層を有する透明ハイバリアフィルムGL−RD(商品名;凸版印刷(株)製)が用いられた。
ポリアミド樹脂層24としては、エンブレム(登録商標)ONBC−15(商品名;ユニチカ(株)製)が用いられた。バリア層22とポリアミド樹脂層24とを接着する第2の接着層12としては、2液硬化型ウレタン接着剤であるディックドライ(登録商標)LX−500(商品名;DICグラフィックス(株)製)が用いられた。
ポリアミド樹脂層24とシーラント層16とを接着する第1の接着層15としては、実施例1と同様、ヘキサメチレンジイソシアネートのビウレットタイプが用いられた。
[Example 2]
Example 2 is an example relating to the laminate 20 and the packaging bag 1 of the second embodiment.
As shown in [Table 1], the laminate of Example 2 was made of polyethylene terephthalate (base material layer 11), silica (barrier layer 22), stretched nylon (polyamide resin layer 24) having a layer thickness of 15 μm, and layer thickness of 100 μm. The
As the
As the
As the first
本実施例では、透明ハイバリアフィルムGL−RDにおけるシリカ層に第2の接着層12が塗布されて、ポリアミド樹脂層24が積層された。
この後、ポリアミド樹脂層24の表面に、実施例1と同様にヘキサメチレンジイソシアネートのビウレットタイプが塗布乾燥されて、層厚0.3μmの第1の接着層15が形成された。
この後、第1の接着層15上に、ノバテック(登録商標)LD LC600Aを押し出し、T.U.X(登録商標)FC−Sと貼り合わせることで、実施例1と層厚のみが異なるシーラント層16が積層された。
以上で、本実施例の積層体20が製造された。
In this example, the second
Thereafter, a biuret type of hexamethylene diisocyanate was applied and dried on the surface of the
Thereafter, Novatec (registered trademark) LD LC600A was extruded onto the first
With the above, the
積層体20を用いた以外は、上記実施例1と同様にして、本実施例の包装袋1が製造され、さらに、同様の内容物が充填された包装袋1のサンプルが製造された。 A packaging bag 1 of this example was manufactured in the same manner as in Example 1 except that the laminate 20 was used, and a sample of the packaging bag 1 filled with the same contents was manufactured.
[比較例1]
[表1]に示すように、比較例1は、中間層を有しない層構成の例である。
比較例1の積層体は、層厚12μmのポリエチレンテレフタレート(基材層)、層厚7μmのアルミ箔(バリア層)、層厚40μmのシーラント層がこの順に積層されて構成された。このうち、基材層、バリア層、およびシーラント層との材質は、それぞれ実施例1の基材層11、バリア層13、およびシーラント層16と同様である。基材層およびバリア層は、実施例1と同様の第2の接着層12によって接着された。
本比較例において、バリア層とシーラント層とを接着する第1の接着層は、ディックドライ(登録商標)LX−500(商品名;DICグラフィックス(株)製)を主剤とし、ディックドライ(登録商標)KW−75(商品名;DICグラフィックス(株)製)を硬化剤とする接着剤によって形成された。ディックドライ(登録商標)LX−500はポリエステルポリオールを主成分とし、ディックドライ(登録商標)KW−75はイソシアネートを主成分としている。
[Comparative Example 1]
As shown in [Table 1], Comparative Example 1 is an example of a layer configuration having no intermediate layer.
The laminate of Comparative Example 1 was constituted by laminating polyethylene terephthalate (base material layer) having a layer thickness of 12 μm, an aluminum foil (barrier layer) having a layer thickness of 7 μm, and a sealant layer having a layer thickness of 40 μm in this order. Among these, the materials of the base material layer, the barrier layer, and the sealant layer are the same as those of the
In this comparative example, the first adhesive layer that bonds the barrier layer and the sealant layer is mainly composed of Dick Dry (registered trademark) LX-500 (trade name; manufactured by DIC Graphics Co., Ltd.), and Dick Dry (registered). (Trademark) KW-75 (trade name; manufactured by DIC Graphics Co., Ltd.) was used. Dick Dry (registered trademark) LX-500 has a polyester polyol as a main component, and Dick Dry (registered trademark) KW-75 has an isocyanate as a main component.
本比較例では、基材層、第2の接着層、バリア層、第1の接着層、シーラント層が、この順にドライラミネートされて製造された。 In this comparative example, the base material layer, the second adhesive layer, the barrier layer, the first adhesive layer, and the sealant layer were produced by dry lamination in this order.
[比較例2]
[表1]に示すように、比較例2は、中間層を有しない層構成の例である。
比較例2の積層体は、比較例1と第1の接着層の材質のみが異なる。比較例2において、バリア層とシーラント層とを接着する第1の接着層は、実施例1と同様、ヘキサメチレンジイソシアネートのビウレットタイプが用いられた。
[Comparative Example 2]
As shown in [Table 1], Comparative Example 2 is an example of a layer configuration having no intermediate layer.
The laminate of Comparative Example 2 differs from Comparative Example 1 only in the material of the first adhesive layer. In Comparative Example 2, the biuret type of hexamethylene diisocyanate was used as the first adhesive layer for bonding the barrier layer and the sealant layer as in Example 1.
[比較例3]
[表1]に示すように、比較例3は、ONYを中間層とする層構成の例である。
比較例3の積層体は、比較例2において、バリア層とシーラント層との間に、層厚15μmの延伸ナイロンからなる中間層が挿入されている。この中間層としては、エンブレム(登録商標)ONBC−15が用いられた。ただし、比較例3では、シーラント層の層厚は100μmとされた。
比較例3においては、バリア層と中間層とは、実施例2と同様、LX−500によって接着された。中間層とシーラント層とを接着する第1の接着層は、実施例2と同様、ヘキサメチレンジイソシアネートのビウレットタイプが用いられた。
[Comparative Example 3]
As shown in [Table 1], Comparative Example 3 is an example of a layer configuration in which ONY is an intermediate layer.
In the laminate of Comparative Example 3, in Comparative Example 2, an intermediate layer made of stretched nylon having a layer thickness of 15 μm is inserted between the barrier layer and the sealant layer. As this intermediate layer, Emblem (registered trademark) ONBC-15 was used. However, in Comparative Example 3, the thickness of the sealant layer was 100 μm.
In Comparative Example 3, the barrier layer and the intermediate layer were bonded by LX-500 as in Example 2. As in Example 2, the biuret type of hexamethylene diisocyanate was used as the first adhesive layer for bonding the intermediate layer and the sealant layer.
[比較例4]
[表1]に示すように、比較例4は、PETを中間層とする層構成の例である。
比較例4の積層体は、比較例3におけるONYからなる中間層を、層厚12μmのPETに置き換えて構成された。ただし、比較例4では、シーラント層の層厚は30μmとされた。
本比較例の中間層のPETは、ポリエステルフィルムFE2002(商品名;フタムラ化学(株)製)が用いられた。
本比較例の第1の接着層、第2の接着層の材質は、それぞれ比較例3と同様とされた。
[Comparative Example 4]
As shown in [Table 1], Comparative Example 4 is an example of a layer configuration having PET as an intermediate layer.
The laminate of Comparative Example 4 was configured by replacing the intermediate layer made of ONY in Comparative Example 3 with PET having a layer thickness of 12 μm. However, in Comparative Example 4, the thickness of the sealant layer was 30 μm.
Polyester film FE2002 (trade name; manufactured by Futamura Chemical Co., Ltd.) was used as the intermediate layer PET of this comparative example.
The materials of the first adhesive layer and the second adhesive layer in this comparative example were the same as those in Comparative example 3, respectively.
[比較例1〜4の包装袋]
比較例1〜4では、それぞれ比較例1〜4の積層体が用いた以外は、上記実施例1と同様にして、各比較例の包装袋が製造され、さらに、同様の内容物が充填された包装袋のサンプルが製造された。
[Packaging bags of Comparative Examples 1 to 4]
In Comparative Examples 1 to 4, except that the laminates of Comparative Examples 1 to 4 were used, the packaging bags of each Comparative Example were produced in the same manner as in Example 1, and the same contents were filled. A sample of packaging bag was produced.
[評価]
実施例1、2、比較例1〜4の評価としては、初期および経時のラミネート強度の測定と、酸素透過量(OTR)との測定とが行われた。
ラミネート強度は、サンプルの保管試験の前後に測定された。サンプルの保管試験は、50℃に調整された恒温槽で3ヶ月間行われた。
ラミネート強度は、中身が抜かれた状態の包装袋のサンプルを15mm幅にカットした測定サンプルによって測定された。測定サンプルの各層の層間のラミネート強度は、それぞれの接着強度をテンシロン(登録商標)万能材料試験機RTF―1250(商品名;(株)エー・アンド・デイ製)を用いてT形はく離で測定することによって行われた。測定における剥離速度は300mm/minとされた。
積層体のOTRは、OX−TRAN(登録商標) Model 2/21(商品名;MOCON社製)によって測定された。
[Evaluation]
As an evaluation of Examples 1 and 2 and Comparative Examples 1 to 4, initial and time-lapse laminate strength measurements and oxygen permeation amounts (OTR) were measured.
The laminate strength was measured before and after the sample storage test. The sample storage test was conducted for 3 months in a thermostatic chamber adjusted to 50 ° C.
The laminate strength was measured by a measurement sample obtained by cutting a sample of the packaging bag with the contents removed into a 15 mm width. The laminate strength of each layer of the measurement sample was measured by T-type peeling using Tensilon (registered trademark) universal material testing machine RTF-1250 (trade name; manufactured by A & D Co., Ltd.). Was done by The peeling rate in the measurement was 300 mm / min.
The OTR of the laminate was measured by OX-TRAN (registered trademark) Model 2/21 (trade name; manufactured by MOCON).
[評価結果]
下記[表2]に、ラミネート強度およびOTRの評価結果を示す。[表2]の表記では、[表1]と同様の略号が用いられている。
[Evaluation results]
[Table 2] below shows the evaluation results of laminate strength and OTR. In the notation of [Table 2], the same abbreviations as in [Table 1] are used.
ラミネート強度[N/15mm]は、剥離面ごとに、保管試験の開始直前([表2]では「スタート時」)と、保管試験終了後([表2]では「3ヶ月保管後」)との測定値が示されている。保管試験終了後は、内容物が酸の場合と、塩基の場合とがそれぞれ記載されている。ただし、比較例4では、内容物を酸としたサンプルは作成されなかった。 Laminate strength [N / 15 mm] for each peeled surface is immediately before the start of the storage test ("when starting" in [Table 2]) and after the storage test is completed ("after 3 months storage" in [Table 2]). The measured values are shown. After the storage test, the case where the content is an acid and the case where the content is a base are described. However, in the comparative example 4, the sample which made the content an acid was not created.
実施例1では、スタート時および3ヶ月保管後のいずれにてもシーラント層16(PE)が表面改質層14から剥離したが、測定中にPEが切れてしまい、ラミネート強度は測定できなかった。しかしPEが切れてしまう程の大きな剥離力が必要であったため、実施例1の包装袋1は高いラミネート強度を有していたと言える。また、実施例1は、3ヶ月の保管試験では、酸、塩基の影響によるラミネート強度の劣化がなかったと言える。
OTRは、測定器の測定限界0.1[cm3/(m2・day・atm)]以下であった。
このため、実施例1は、ラミネート強度およびOTRにおいて優れており、良(○、good)と判定された。
In Example 1, the sealant layer 16 (PE) was peeled off from the surface modified
The OTR was below the measurement limit of the measuring instrument 0.1 [cm 3 / (m 2 · day · atm)].
For this reason, Example 1 was excellent in laminate strength and OTR, and was determined to be good (◯, good).
実施例2では、基材層11(PET)とポリアミド樹脂層24(ONY)との間のラミネート強度は保管試験後に多少低下した。しかし、ラミネート強度は、例えば、2.0[N/15mm]を超えていればよいため、実用上問題ない程度の低下であった。
一方、ポリアミド樹脂層24(ONY)とシーラント層16(PE)との間のラミネート強度は、シーラント層16が剥離しなかったため、測定できなかった。第2の接着層23は、酸耐性、塩基耐性が非常に優れていることが分かる。
OTRは、1.0[cm3/(m2・day・atm)]であった。
このため、実施例2は、ラミネート強度およびOTRにおいて優れており、良(○、good)と判定された。
In Example 2, the laminate strength between the base material layer 11 (PET) and the polyamide resin layer 24 (ONY) slightly decreased after the storage test. However, since the laminate strength only needs to exceed 2.0 [N / 15 mm], for example, the laminate strength was reduced to such a level that there is no practical problem.
On the other hand, the laminate strength between the polyamide resin layer 24 (ONY) and the sealant layer 16 (PE) could not be measured because the
The OTR was 1.0 [cm 3 / (m 2 · day · atm)].
For this reason, Example 2 was excellent in laminate strength and OTR, and was determined to be good (◯, good).
[表2]に示すように、比較例1〜4は、OTRの測定値は良好であったが、以下に説明するように、ラミネート強度はいずれも問題があったため、不良(×、no good)と判定された。
比較例1では、3ヶ月保管後のラミネート強度が、0.0[N/15mm]となり、酸、塩基のいずれの内容物に対しても、耐性を有しないことが分かった。これは、中間層を有しないため、シーラント層(PE)に浸透する酸、塩基がバリア層(AL)のアルミ箔を腐食したためであると考えられる。
As shown in [Table 2], in Comparative Examples 1 to 4, the measured values of OTR were good, but as described below, the laminate strength had a problem, so that it was defective (x, no good). ).
In Comparative Example 1, the laminate strength after storage for 3 months was 0.0 [N / 15 mm], and it was found that neither the acid nor base contents had resistance. This is considered to be because the acid and base that penetrated into the sealant layer (PE) corroded the aluminum foil of the barrier layer (AL) because it did not have an intermediate layer.
比較例2では、バリア層(AL)のアルミ箔とシーラント層(PE)との間に接着強度が発現しなかった。すなわち、イソシアネート化合物を主成分とする接着剤では、中間層なしにアルミ箔とシーラント層とを接着できないことが分かった。このため、保管試験は実施されなかった。 In Comparative Example 2, no adhesive strength was developed between the aluminum foil of the barrier layer (AL) and the sealant layer (PE). That is, it was found that an adhesive mainly composed of an isocyanate compound cannot bond an aluminum foil and a sealant layer without an intermediate layer. For this reason, a storage test was not performed.
比較例3では、中間層(ONY)とシーラント層(PE)との間のラミネート強度は、実施例2と同様に問題なかった。しかし、保管試験後、バリア層(AL)のアルミ箔は腐食しており、バリア層(AL)と中間層(ONY)との間のラミネート強度は測定できなかった。
すなわち、中間層がONYの場合には、酸、塩基がバリア層に浸透することは阻止できないため、金属製のバリア層の腐食が進行したと考えられる。これに対して、実施例2では、酸、塩基が浸透しても、バリア層のシリカ自体が酸、塩基によって腐食されにくいため、ラミネート強度の低下が少なかったと考えられる。
In Comparative Example 3, the laminate strength between the intermediate layer (ONY) and the sealant layer (PE) had no problem as in Example 2. However, after the storage test, the aluminum foil of the barrier layer (AL) was corroded, and the laminate strength between the barrier layer (AL) and the intermediate layer (ONY) could not be measured.
That is, when the intermediate layer is ONY, it is considered that the corrosion of the metal barrier layer has progressed because the penetration of the acid and base into the barrier layer cannot be prevented. On the other hand, in Example 2, even if the acid and the base penetrate, the silica itself of the barrier layer is hardly corroded by the acid and the base.
比較例4では、中間層(PET)とシーラント層(PE)との間のラミネート強度は、特に問題はなかったため、ヘキサメチレンジイソシアネートのビウレットタイプは、PETが中間層の場合にも、少なくとも塩基耐性が良好であることが分かる。
しかし、保管試験後、ALの腐食が発生し、PETも加水分解することで強度劣化が進んだ。この結果、AL/PET間、PET/PE間のいずれにおいても剥離試験を行うことができず、それぞれのラミネート強度が測定できなかった。
In Comparative Example 4, there was no particular problem with the laminate strength between the intermediate layer (PET) and the sealant layer (PE). Therefore, the biuret type of hexamethylene diisocyanate is at least base resistant even when PET is the intermediate layer. Is found to be good.
However, after the storage test, corrosion of AL occurred and the strength deteriorated due to hydrolysis of PET. As a result, the peel test could not be performed in any of AL / PET and between PET / PE, and the respective laminate strengths could not be measured.
以上、本発明の好ましい各実施形態を各実施例とともに説明したが、本発明はこれら実施形態および実施例に限定されることはない。本発明の趣旨を逸脱しない範囲で、構成の付加、省略、置換、およびその他の変更が可能である。
また、本発明は前述した説明によって限定されることはなく、添付の特許請求の範囲によってのみ限定される。
As mentioned above, although each preferred embodiment of the present invention was described with each example, the present invention is not limited to these embodiments and examples. Additions, omissions, substitutions, and other modifications can be made without departing from the spirit of the present invention.
Further, the present invention is not limited by the above description, and is limited only by the appended claims.
1 包装袋
1A 積層シート(積層体)
1b 内面層
1c ヒートシール部
10、20 積層体
11 基材層
12、23 第2の接着層
13、22 バリア層
14 表面改質層(中間層)
15 第1の接着層
16 シーラント層
24 ポリアミド樹脂層(中間層)
S 内部空間
T 開口部
1
1b
15 First
S Internal space T Opening
Claims (13)
アミノ基を含み、前記バリア層の表面に形成された表面改質層からなる中間層と、
2官能以上のイソシアネート化合物を主成分とする接着剤によって形成され、前記中間層に積層された第1の接着層と、
前記第1の接着層に積層されたシーラント層と、
を含む、積層体。 A barrier layer made of metal or alloy;
An intermediate layer comprising an amino group and comprising a surface modification layer formed on the surface of the barrier layer;
A first adhesive layer formed of an adhesive mainly composed of a bifunctional or higher isocyanate compound and laminated on the intermediate layer;
A sealant layer laminated to the first adhesive layer;
A laminate comprising:
請求項1に記載の積層体。 The bifunctional or higher isocyanate compound is a derivative of an isocyanate monomer obtained by trifunctionalizing a bifunctional isocyanate monomer.
The laminate according to claim 1.
請求項1または2に記載の積層体。 The thickness of the first adhesive layer is 0.05 μm or more and 1 μm or less.
The laminate according to claim 1 or 2.
請求項1〜3のいずれか1項に記載の積層体。 The barrier layer is made of aluminum or aluminum alloy having a size of 6 μm or more and 20 μm or less,
The laminated body of any one of Claims 1-3.
重金属またはその塩を含む無機皮膜と、
窒素原子を含み、前記無機皮膜を覆う、有機高分子皮膜と、
を備える、請求項1〜4のいずれか1項に記載の積層体。 The surface modification layer is
An inorganic film containing a heavy metal or a salt thereof;
An organic polymer film containing nitrogen atoms and covering the inorganic film;
The laminated body of any one of Claims 1-4 provided with these.
ポリアミド樹脂からなり、前記バリア層に第2の接着層を介して接着されている中間層と、
2官能以上のイソシアネート化合物を主成分とする接着剤によって形成され、前記中間層に積層された第1の接着層と、
前記第1の接着層に積層されたシーラント層と、
を含む、積層体。 A barrier layer made of an inorganic oxide;
An intermediate layer made of a polyamide resin and bonded to the barrier layer via a second adhesive layer;
A first adhesive layer formed of an adhesive mainly composed of a bifunctional or higher isocyanate compound and laminated on the intermediate layer;
A sealant layer laminated to the first adhesive layer;
A laminate comprising:
請求項6に記載の積層体。 The bifunctional or higher isocyanate compound is a derivative of an isocyanate monomer obtained by trifunctionalizing a bifunctional isocyanate monomer.
The laminate according to claim 6.
請求項6または7に記載の積層体。 The thickness of the first adhesive layer is 0.05 μm or more and 1 μm or less.
The laminate according to claim 6 or 7.
請求項6〜8のいずれか1項に記載の積層体。 The oxygen transmission amount is 1.0 cm 3 / (m 2 · day · atm) or less,
The laminated body of any one of Claims 6-8.
前記中間層に、2官能以上のイソシアネート化合物を主成分とする接着剤を塗工して乾燥させることによって、第1の接着層を形成することと、
ポリオレフィン系樹脂を、前記第1の接着層の表面に押し出し加工することと、
を含む、積層体の製造方法。 Forming a middle layer composed of a surface modified layer containing an amino group on the surface of the barrier layer by subjecting the surface of the barrier layer made of metal or alloy to chemical conversion;
Forming a first adhesive layer by applying an adhesive mainly composed of a bifunctional or higher functional isocyanate compound to the intermediate layer and drying;
Extruding a polyolefin-based resin on the surface of the first adhesive layer;
The manufacturing method of a laminated body containing this.
前記中間層に、2官能以上のイソシアネート化合物を主成分とする接着剤を塗工して乾燥させることによって、第1の接着層を形成することと、
ポリオレフィン系樹脂を、前記第1の接着層の表面に押し出し加工することと、
を含む、積層体の製造方法。 Forming an intermediate layer made of a polyamide resin layer on the surface of the barrier layer made of an inorganic oxide via a second adhesive layer;
Forming a first adhesive layer by applying an adhesive mainly composed of a bifunctional or higher functional isocyanate compound to the intermediate layer and drying;
Extruding a polyolefin-based resin on the surface of the first adhesive layer;
The manufacturing method of a laminated body containing this.
請求項11または12に記載の積層体の製造方法。 The bifunctional or higher isocyanate compound is a derivative of an isocyanate monomer obtained by trifunctionalizing a bifunctional isocyanate monomer.
The manufacturing method of the laminated body of Claim 11 or 12.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016156587A JP2018024143A (en) | 2016-08-09 | 2016-08-09 | Laminate, packaging bag and manufacturing method of laminate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016156587A JP2018024143A (en) | 2016-08-09 | 2016-08-09 | Laminate, packaging bag and manufacturing method of laminate |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018024143A true JP2018024143A (en) | 2018-02-15 |
Family
ID=61194746
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016156587A Pending JP2018024143A (en) | 2016-08-09 | 2016-08-09 | Laminate, packaging bag and manufacturing method of laminate |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018024143A (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019199291A (en) * | 2018-05-18 | 2019-11-21 | 凸版印刷株式会社 | Manufacturing method of packaging bag and the packaging bag |
| JP2019199293A (en) * | 2018-05-18 | 2019-11-21 | 凸版印刷株式会社 | Packaging bag |
| JP2020026278A (en) * | 2018-08-09 | 2020-02-20 | 凸版印刷株式会社 | Packaging bag |
| JP2020093819A (en) * | 2018-12-13 | 2020-06-18 | 凸版印刷株式会社 | Packaging bag for hair dye |
| JP2021017282A (en) * | 2019-07-23 | 2021-02-15 | 凸版印刷株式会社 | Packaging bag |
| JP2021054443A (en) * | 2019-09-27 | 2021-04-08 | 凸版印刷株式会社 | Container lid material, contact lens storage container lid material and contact lens storage container |
| JP2021079640A (en) * | 2019-11-20 | 2021-05-27 | 凸版印刷株式会社 | Laminate film and packaging bag |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0925436A (en) * | 1995-07-10 | 1997-01-28 | Nippon Paint Co Ltd | Metal surface treating agent and method therefor |
| JP2007090783A (en) * | 2005-09-30 | 2007-04-12 | Dainippon Printing Co Ltd | Laminate |
| JP2012121151A (en) * | 2010-12-06 | 2012-06-28 | Toppan Printing Co Ltd | Laminate and packaging material |
-
2016
- 2016-08-09 JP JP2016156587A patent/JP2018024143A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0925436A (en) * | 1995-07-10 | 1997-01-28 | Nippon Paint Co Ltd | Metal surface treating agent and method therefor |
| JP2007090783A (en) * | 2005-09-30 | 2007-04-12 | Dainippon Printing Co Ltd | Laminate |
| JP2012121151A (en) * | 2010-12-06 | 2012-06-28 | Toppan Printing Co Ltd | Laminate and packaging material |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019199291A (en) * | 2018-05-18 | 2019-11-21 | 凸版印刷株式会社 | Manufacturing method of packaging bag and the packaging bag |
| JP2019199293A (en) * | 2018-05-18 | 2019-11-21 | 凸版印刷株式会社 | Packaging bag |
| JP7255088B2 (en) | 2018-05-18 | 2023-04-11 | 凸版印刷株式会社 | Manufacturing method of packaging bag |
| JP2020026278A (en) * | 2018-08-09 | 2020-02-20 | 凸版印刷株式会社 | Packaging bag |
| JP7206685B2 (en) | 2018-08-09 | 2023-01-18 | 凸版印刷株式会社 | packaging bag |
| JP2020093819A (en) * | 2018-12-13 | 2020-06-18 | 凸版印刷株式会社 | Packaging bag for hair dye |
| JP2021017282A (en) * | 2019-07-23 | 2021-02-15 | 凸版印刷株式会社 | Packaging bag |
| JP2021054443A (en) * | 2019-09-27 | 2021-04-08 | 凸版印刷株式会社 | Container lid material, contact lens storage container lid material and contact lens storage container |
| JP2021079640A (en) * | 2019-11-20 | 2021-05-27 | 凸版印刷株式会社 | Laminate film and packaging bag |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018024143A (en) | Laminate, packaging bag and manufacturing method of laminate | |
| CN101309800B (en) | Sealable packaging structures and applications related thereto | |
| JP5275722B2 (en) | Multilayer film | |
| JP4366565B2 (en) | Resin film coated aluminum sheet | |
| JPS61217244A (en) | multilayer sheet material | |
| JP4765139B2 (en) | Thin battery exterior material | |
| JP6172398B2 (en) | Multilayer film, laminated film for packaging material, packaging bag and standing pouch | |
| WO2017002753A1 (en) | Laminate, packaging bag, packaging bag with spout, and hydrogenous-water package with spout | |
| EP3375732A1 (en) | Aerosol container having double structure | |
| JPH01215539A (en) | Multilayer sheet material and package | |
| CN114902471A (en) | Power storage device packaging material, power storage device using same, method for producing power storage device packaging material, and method for selecting sealant film used as sealant layer in power storage device packaging material | |
| JP5786300B2 (en) | Liquid paper container | |
| EP3943411A1 (en) | Packaging material and packaging body | |
| JP2013144556A (en) | Paper container for liquid | |
| JP5082874B2 (en) | Lid material | |
| JP2005288986A (en) | Laminated body | |
| JP4894177B2 (en) | Laminated body | |
| JP6028404B2 (en) | Liquid paper container | |
| JP2000263725A (en) | Laminated material and packaging container using the same | |
| JP5880020B2 (en) | Laminated tube for one hair color | |
| JP5957904B2 (en) | Method for manufacturing liquid paper container | |
| JP2020093819A (en) | Packaging bag for hair dye | |
| WO2023171339A1 (en) | Printed laminate for packaging | |
| JP2019199291A (en) | Manufacturing method of packaging bag and the packaging bag | |
| JP2023039112A (en) | Laminate film, package bag, and package |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160810 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181102 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190725 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200526 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20201201 |