JP2017197811A - Copper porous body, copper porous composite member, manufacturing method of copper porous body and manufacturing method of copper porous composite member - Google Patents
Copper porous body, copper porous composite member, manufacturing method of copper porous body and manufacturing method of copper porous composite member Download PDFInfo
- Publication number
- JP2017197811A JP2017197811A JP2016089358A JP2016089358A JP2017197811A JP 2017197811 A JP2017197811 A JP 2017197811A JP 2016089358 A JP2016089358 A JP 2016089358A JP 2016089358 A JP2016089358 A JP 2016089358A JP 2017197811 A JP2017197811 A JP 2017197811A
- Authority
- JP
- Japan
- Prior art keywords
- copper
- porous body
- copper porous
- porosity
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 title claims abstract description 399
- 229910052802 copper Inorganic materials 0.000 title claims abstract description 383
- 239000010949 copper Substances 0.000 title claims abstract description 383
- 239000002131 composite material Substances 0.000 title claims abstract description 55
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 44
- 238000000034 method Methods 0.000 claims abstract description 36
- 239000000835 fiber Substances 0.000 claims description 143
- 230000033116 oxidation-reduction process Effects 0.000 claims description 17
- 238000005245 sintering Methods 0.000 claims description 17
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 14
- 238000005304 joining Methods 0.000 claims description 12
- 230000001590 oxidative effect Effects 0.000 claims description 7
- 230000003647 oxidation Effects 0.000 description 47
- 238000007254 oxidation reaction Methods 0.000 description 47
- 230000009467 reduction Effects 0.000 description 38
- 230000008569 process Effects 0.000 description 10
- 238000012546 transfer Methods 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 239000001257 hydrogen Substances 0.000 description 5
- 229910052739 hydrogen Inorganic materials 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 238000003475 lamination Methods 0.000 description 4
- 230000014759 maintenance of location Effects 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000006260 foam Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 2
- 239000005751 Copper oxide Substances 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- 238000005219 brazing Methods 0.000 description 2
- 229910000431 copper oxide Inorganic materials 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 238000010191 image analysis Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000011946 reduction process Methods 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 229910019580 Cr Zr Inorganic materials 0.000 description 1
- 229910019817 Cr—Zr Inorganic materials 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- MKYBYDHXWVHEJW-UHFFFAOYSA-N N-[1-oxo-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propan-2-yl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(C(C)NC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 MKYBYDHXWVHEJW-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- -1 Polyethylene Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000003574 free electron Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002074 melt spinning Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/11—Making porous workpieces or articles
- B22F3/1103—Making porous workpieces or articles with particular physical characteristics
- B22F3/1112—Making porous workpieces or articles with particular physical characteristics comprising hollow spheres or hollow fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/11—Making porous workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/11—Making porous workpieces or articles
- B22F3/1143—Making porous workpieces or articles involving an oxidation, reduction or reaction step
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/23—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces involving a self-propagating high-temperature synthesis or reaction sintering step
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/002—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of porous nature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/16—Making metallic powder or suspensions thereof using chemical processes
- B22F9/18—Making metallic powder or suspensions thereof using chemical processes with reduction of metal compounds
- B22F9/20—Making metallic powder or suspensions thereof using chemical processes with reduction of metal compounds starting from solid metal compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/06—Metallic powder characterised by the shape of the particles
- B22F1/062—Fibrous particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/10—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/062—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0425—Copper-based alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/08—Alloys with open or closed pores
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Powder Metallurgy (AREA)
- Conductive Materials (AREA)
- Cell Electrode Carriers And Collectors (AREA)
Abstract
Description
本発明は、銅又は銅合金からなる銅多孔質体、及び、この銅多孔質体が部材本体に接合されてなる銅多孔質複合部材、銅多孔質体の製造方法、及び、銅多孔質複合部材の製造方法に関するものである。 The present invention relates to a copper porous body made of copper or a copper alloy, a copper porous composite member obtained by bonding the copper porous body to a member body, a method for producing a copper porous body, and a copper porous composite. The present invention relates to a method for manufacturing a member.
上述の銅多孔質体及び銅多孔質複合部材は、例えば各種電池における電極及び集電体、熱交換器用部材、ヒートパイプ等として使用されている。
例えば、特許文献1には三次元網目状構造体をなす金属焼結体(銅多孔質焼結体)の製造方法として、加熱により焼失する材質から成る三次元網目状構造体(例えばウレタンフォーム、ポリエチレンフォーム等連続気泡を持つ合成樹脂発泡体、天然繊維クロス、人造繊維クロス等)の骨格に粘着剤を塗布し、金属粉状物を被着した成形体を用いる方法や、加熱により焼失する材質から成り、かつ三次元網目状構造体を形成することができる材料(例えばパルプや羊毛繊維)に金属粉状物を抄き込んだシート状成形体を用いる方法等が開示されている。
また、特許文献2には、銅繊維を加圧下において通電加熱を行うことにより多孔質材料を得る方法が開示されている。
The above-mentioned copper porous body and copper porous composite member are used as, for example, electrodes and current collectors in various batteries, heat exchanger members, heat pipes, and the like.
For example, in Patent Document 1, as a method for producing a metal sintered body (copper porous sintered body) forming a three-dimensional network structure, a three-dimensional network structure (for example, urethane foam, made of a material that is burned down by heating) is disclosed. Polyethylene foam, synthetic resin foam with continuous cells, natural fiber cloth, man-made fiber cloth, etc.). And a method of using a sheet-like molded body in which a metal powder is formed on a material (for example, pulp or wool fiber) that can form a three-dimensional network structure.
Patent Document 2 discloses a method of obtaining a porous material by conducting current heating under pressure on copper fibers.
ところで、上述の銅多孔質体においては、高い気孔率とオープンセル構造を有することと合わせて、電極及び集電体等の導電部材として用いる場合には優れた導電性が要求され、熱交換器用部材、ヒートパイプ等の伝熱部材として用いる場合には優れた熱伝導性が要求される。
特許文献1及び特許文献2に記載された銅多孔質体においては、導電性及び熱伝導性について考慮されておらず、特に気孔率が高い場合には、銅粉もしくは銅繊維同士の接合が不十分となり、結果として導電性及び熱伝導性が不十分となるおそれがあった。
By the way, in the above-mentioned copper porous body, in addition to having a high porosity and an open cell structure, when used as a conductive member such as an electrode and a current collector, excellent conductivity is required, and for a heat exchanger. When used as a heat transfer member such as a member or a heat pipe, excellent thermal conductivity is required.
In the copper porous bodies described in Patent Document 1 and Patent Document 2, conductivity and thermal conductivity are not considered, and in particular, when the porosity is high, bonding between copper powder or copper fibers is not possible. As a result, there is a possibility that the conductivity and thermal conductivity may be insufficient.
本発明は、以上のような事情を背景としてなされたものであって、気孔率が高い場合であっても、十分な導電性及び熱伝導性を有し、導電部材及び伝熱部材として特に適した銅多孔質体、この銅多孔質体が部材本体に接合された銅多孔質複合部材、銅多孔質体の製造方法、及び、銅多孔質複合部材の製造方法を提供することを目的としている。 The present invention has been made against the background as described above, and has sufficient conductivity and thermal conductivity even when the porosity is high, and is particularly suitable as a conductive member and a heat transfer member. An object of the present invention is to provide a copper porous body, a copper porous composite member in which the copper porous body is bonded to a member body, a method for producing a copper porous body, and a method for producing a copper porous composite member .
このような課題を解決して、前記目的を達成するために、本発明の銅多孔質体は、三次元網目構造の骨格部を有する銅多孔質体であって、気孔率が50%以上90%以下の範囲内とされ、4端子法によって測定された前記銅多孔質体の導電率を、前記銅多孔質体の見掛け密度比で除することによって規定される気孔率規格化導電率σNが20%IACS以上とされていることを特徴としている。 In order to solve such problems and achieve the above object, the copper porous body of the present invention is a copper porous body having a three-dimensional network structure skeleton, and has a porosity of 50% or more and 90%. % Normalized conductivity σ N defined by dividing the conductivity of the copper porous body measured by the four probe method by the apparent density ratio of the copper porous body. Is 20% IACS or more.
この構成の銅多孔質体によれば、気孔率が50%以上90%以下の範囲内と高い場合でも、4端子法によって測定された前記銅多孔質体の導電率を前記銅多孔質体の見掛け密度比で除することによって規定される気孔率規格化導電率σNが20%IACS以上とされているので、導電性に優れており、導電部材に特に適している。また、熱伝導は、電気伝導と同様に自由電子が担うことから、導電性が確保されると同時に熱伝導性も確保されることになる。よって、本発明の銅多孔質体は、熱伝導性にも優れ、伝熱部材に特に適している。 According to the copper porous body having this configuration, even when the porosity is high within the range of 50% or more and 90% or less, the conductivity of the copper porous body measured by the four-terminal method is obtained by the copper porous body. Since the porosity normalized conductivity σ N defined by dividing by the apparent density ratio is 20% IACS or more, it has excellent conductivity and is particularly suitable for a conductive member. Moreover, since heat conduction is carried out by free electrons as in the case of electrical conduction, the conductivity is secured at the same time as the conductivity is secured. Therefore, the copper porous body of the present invention is excellent in thermal conductivity and is particularly suitable for a heat transfer member.
ここで、本発明の銅多孔質体においては、前記骨格部の表面に、酸化還元層が形成されていることが好ましい。
この場合、前記骨格部の表面に酸化還元層が形成されているので、表面に凹凸が形成されて比表面積が大きくなり、例えば多孔体骨格表面を介した熱交換効率等の各種特性を大幅に向上させることが可能となる。また、酸化還元処理を行うことで、気孔率規格化導電率σNをさらに向上させることができる。
Here, in the copper porous body of the present invention, it is preferable that a redox layer is formed on the surface of the skeleton.
In this case, since the redox layer is formed on the surface of the skeleton, irregularities are formed on the surface and the specific surface area is increased. For example, various properties such as heat exchange efficiency through the porous skeleton surface are greatly improved. It becomes possible to improve. Further, by performing the oxidation-reduction treatment, the porosity normalized conductivity σ N can be further improved.
また、本発明の銅多孔質体においては、前記骨格部は、銅又は銅合金からなる銅粉末および銅繊維の少なくとも一方又は両方の焼結体とされていてもよい。
この場合、銅又は銅合金からなる銅粉末および銅繊維の充填率を調整することで、気孔率50%以上90%以下の範囲内の銅多孔質体を得ることができる。
Moreover, in the copper porous body of this invention, the said frame | skeleton part may be made into the sintered compact of at least one or both of the copper powder and copper fiber which consist of copper or a copper alloy.
In this case, a copper porous body having a porosity of 50% or more and 90% or less can be obtained by adjusting the filling rate of copper powder and copper fiber made of copper or copper alloy.
さらに、本発明の銅多孔質体においては、前記銅繊維は、直径Rが0.02mm以上1.0mm以下の範囲内とされ、長さLと直径Rとの比L/Rが4以上2500以下の範囲内とされていることが好ましい。
この場合、銅繊維の直径Rが0.02mm以上1.0mm以下の範囲内とされ、長さLと直径Rとの比L/Rが4以上2500以下の範囲内とされているので、銅繊維同士の間に十分な空隙が確保されるとともに、焼結時における収縮率を抑えることができ、気孔率を高くすることが可能となり、さらに寸法精度に優れている。
Furthermore, in the copper porous body of the present invention, the copper fiber has a diameter R in the range of 0.02 mm to 1.0 mm, and a ratio L / R of the length L to the diameter R of 4 to 2500. It is preferable to be within the following range.
In this case, the diameter R of the copper fiber is in the range of 0.02 mm or more and 1.0 mm or less, and the ratio L / R of the length L to the diameter R is in the range of 4 or more and 2500 or less. Sufficient voids are secured between the fibers, the shrinkage rate during sintering can be suppressed, the porosity can be increased, and the dimensional accuracy is excellent.
また、本発明の銅多孔質体においては、前記銅粉末および銅繊維の少なくとも一方又は両方の結合部は、互いの表面に形成された酸化還元層同士が一体に結合していることが好ましい。
この場合、前記銅粉末および銅繊維の少なくとも一方又は両方の結合部において酸化還元層同士が一体に結合していることから、結合強度に優れている。また、銅繊維及び銅粉末同士が強固に結合することになり、導電性、熱伝導性も向上させることができる。
In the copper porous body of the present invention, it is preferable that at least one or both of the copper powder and the copper fiber are integrally bonded with the redox layers formed on the surfaces.
In this case, since the redox layers are integrally bonded to each other in at least one or both of the copper powder and the copper fiber, the bonding strength is excellent. Moreover, copper fiber and copper powder will be couple | bonded firmly, and electroconductivity and thermal conductivity can also be improved.
本発明の銅多孔質複合部材は、部材本体と、上述の銅多孔質体との接合体からなることを特徴としている。
この構成の銅多孔質複合部材によれば、導電性及び熱伝導性に優れた銅多孔質体と部材本体との接合体とされていることから、銅多孔質複合部材として、優れた導電性及び熱伝導性を発揮することができる。
The copper porous composite member of the present invention is characterized by comprising a joined body of a member main body and the above-mentioned copper porous body.
According to the copper porous composite member having this configuration, since it is a joined body of the copper porous body and the member main body excellent in conductivity and thermal conductivity, the copper porous composite member has excellent conductivity. And can exhibit thermal conductivity.
ここで、本発明の銅多孔質複合部材においては、前記部材本体のうち前記銅多孔質体との接合面が銅又は銅合金で構成され、前記銅多孔質体と前記部材本体との接合部が焼結層とされていることが好ましい。
この場合、前記銅多孔質体と前記部材本体との接合部が焼結層とされているので、前記銅多孔質体と前記部材本体とが強固に接合されることになり、銅多孔質複合部材として優れた強度、導電性及び熱伝導性等を得ることができる。
Here, in the copper porous composite member of the present invention, the joint surface of the member main body with the copper porous body is composed of copper or a copper alloy, and the joint portion between the copper porous body and the member main body. Is preferably a sintered layer.
In this case, since the joining portion between the copper porous body and the member main body is a sintered layer, the copper porous body and the member main body are firmly joined, and the copper porous composite Excellent strength, conductivity, thermal conductivity, etc. can be obtained as a member.
また、本発明の銅多孔質体の製造方法は、上述の銅多孔質体を製造する銅多孔質体の製造方法であって、三次元網目構造の骨格部に対して、酸化雰囲気で保持温度500℃以上1050℃以下の条件で酸化処理を行うとともに、還元雰囲気で保持温度500℃以上1050℃以下の条件で還元処理を行うことにより、気孔率規格化導電率σNを20%IACS以上とすることを特徴としている。 Moreover, the method for producing a copper porous body of the present invention is a method for producing a copper porous body for producing the above-mentioned copper porous body, wherein the holding temperature is maintained in an oxidizing atmosphere with respect to the skeleton portion of the three-dimensional network structure. By performing oxidation treatment under conditions of 500 ° C. or more and 1050 ° C. or less, and performing reduction treatment under conditions of holding temperature of 500 ° C. or more and 1050 ° C. or less in a reducing atmosphere, the porosity normalized conductivity σ N is set to 20% IACS or more. It is characterized by doing.
この構成の銅多孔質体の製造方法によれば、三次元網目構造の骨格部に対して、上述の条件で酸化処理及び還元処理を行うことで、導電性を向上させて、気孔率規格化導電率σNを20%IACS以上とすることができる。 According to the method for producing a copper porous body having this configuration, the skeletal portion of the three-dimensional network structure is subjected to oxidation treatment and reduction treatment under the above-described conditions, thereby improving conductivity and standardizing porosity. The conductivity σ N can be set to 20% IACS or more.
また、本発明の銅多孔質体の製造方法は、上述の銅多孔質体を製造する銅多孔質体の製造方法であって、前記銅粉末および前記銅繊維の少なくとも一方又は両方を、酸化雰囲気で保持温度500℃以上1050℃以下の条件で酸化処理を行うとともに還元雰囲気で保持温度500℃以上1050℃以下の条件で還元処理を行うことにより、前記銅粉末および前記銅繊維の少なくとも一方又は両方の焼結体からなる前記骨格部を形成するとともに、気孔率規格化導電率σNを20%IACS以上とすることを特徴としている。 Further, the method for producing a copper porous body of the present invention is a method for producing a copper porous body for producing the above-mentioned copper porous body, wherein at least one or both of the copper powder and the copper fibers are oxidized in an atmosphere. And at least one or both of the copper powder and the copper fiber by performing an oxidation treatment at a holding temperature of 500 ° C. or more and 1050 ° C. or less and performing a reduction treatment at a holding temperature of 500 ° C. or more and 1050 ° C. or less in a reducing atmosphere. The skeleton portion made of the sintered body is formed, and the porosity normalized conductivity σ N is 20% IACS or more.
この構成の銅多孔質体の製造方法によれば、前記銅粉末および前記銅繊維の少なくとも一方又は両方を、上述の条件で酸化処理及び還元処理を行うことで、前記銅粉末および前記銅繊維の少なくとも一方又は両方の焼結体からなる前記骨格部を形成することができ、焼結体からなる銅多孔質体を得ることができる。また、導電性を向上させて、気孔率規格化導電率σNを20%IACS以上とすることができる。 According to the method for producing a copper porous body having this configuration, at least one or both of the copper powder and the copper fiber are subjected to an oxidation treatment and a reduction treatment under the above-described conditions. The skeleton portion made of at least one or both of the sintered bodies can be formed, and a copper porous body made of the sintered body can be obtained. Further, the conductivity can be improved, and the porosity normalized conductivity σ N can be set to 20% IACS or more.
本発明の銅多孔質複合部材の製造方法は、部材本体と銅多孔質体との接合体からなる銅多孔質複合部材を製造する銅多孔質複合部材の製造方法であって、上述の銅多孔質体の製造方法によって製造された銅多孔質体と、前記部材本体とを接合する接合工程を備えていることを特徴とする。 The method for producing a copper porous composite member of the present invention is a method for producing a copper porous composite member for producing a copper porous composite member comprising a joined body of a member main body and a copper porous body, wherein the copper porous member described above is used. It has the joining process which joins the copper porous body manufactured by the manufacturing method of a solid body, and the said member main body, It is characterized by the above-mentioned.
この構成の銅多孔質複合部材の製造方法によれば、上述の銅多孔質体の製造方法によって製造された銅多孔質体を備えることになり、導電性及び熱伝導性に優れた銅多孔質複合部材を製造することが可能となる。なお、部材本体としては、例えば、板、棒、管等が挙げられる。 According to the manufacturing method of the copper porous composite member having this configuration, the copper porous body manufactured by the above-described manufacturing method of the copper porous body is provided, and the copper porous having excellent conductivity and thermal conductivity. A composite member can be manufactured. In addition, as a member main body, a board, a rod, a pipe | tube, etc. are mentioned, for example.
ここで、本発明の銅多孔質複合部材の製造方法においては、前記部材本体のうち前記銅多孔質体が接合される接合面は、銅又は銅合金で構成されており、前記銅多孔質体と前記部材本体とを焼結によって接合することが好ましい。
この場合、前記部材本体と前記銅多孔質体とを焼結によって一体化することができ、特性の安定性に優れた銅多孔質複合部材を製造することが可能となる。
Here, in the method for producing a copper porous composite member of the present invention, a joining surface to which the copper porous body is joined in the member body is made of copper or a copper alloy, and the copper porous body It is preferable to join the member main body by sintering.
In this case, the member main body and the copper porous body can be integrated by sintering, and a copper porous composite member having excellent characteristic stability can be manufactured.
本発明によれば、気孔率が高い場合であっても、十分な導電性及び熱伝導性を有し、導電部材及び伝熱部材として特に適した銅多孔質体、この銅多孔質体が部材本体に接合された銅多孔質複合部材、銅多孔質体の製造方法、及び、銅多孔質複合部材の製造方法を提供することができる。 According to the present invention, even if the porosity is high, the copper porous body has sufficient conductivity and thermal conductivity and is particularly suitable as a conductive member and a heat transfer member, and the copper porous body is a member. A copper porous composite member bonded to a main body, a method for producing a copper porous body, and a method for producing a copper porous composite member can be provided.
以下に、本発明の実施形態である銅多孔質体、銅多孔質複合部材、銅多孔質体の製造方法、及び、銅多孔質複合部材の製造方法について、添付した図面を参照して説明する。 Hereinafter, a copper porous body, a copper porous composite member, a copper porous body manufacturing method, and a copper porous composite member manufacturing method according to embodiments of the present invention will be described with reference to the accompanying drawings. .
(第一の実施形態)
まず、本発明の第一の実施形態である銅多孔質体10について、図1から図3を参照して説明する。
本実施形態である銅多孔質体10は、図1に示すように、複数の銅繊維11が焼結された骨格部12を有している。
(First embodiment)
First, the copper
The copper
ここで、銅繊維11は、銅又は銅合金からなり、直径Rが0.02mm以上、1.0mm以下の範囲内とされ、長さLと直径Rとの比L/Rが4以上、2500以下の範囲内とされている。本実施形態では、銅繊維11は、例えばC1020(無酸素銅)で構成されている。
なお、本実施形態では、銅繊維11には、ねじりや曲げ等の形状付与が施されている。また、本実施形態である銅多孔質体10においては、その見掛け密度比DAが銅繊維11の真密度DTの0.50以下とされている。銅繊維11の形状については、前記見掛け密度比DAが銅繊維11の真密度DTの0.50以下となる限りにおいて、直線状、曲線状など任意であるが、銅繊維11の少なくとも一部に、ねじり加工や曲げ加工等により所定の形状付与加工をされたものを用いると、繊維同士の間の空隙形状を立体的かつ等方的に形成させることができ、その結果、銅多孔質体10の伝熱特性及び導電性等の各種特性の等方性向上に繋がる。
Here, the
In the present embodiment, the
なお、銅繊維11は、引き抜き法、コイル切削法、ワイヤ切削法、溶融紡糸法などにより、所定の円換算径Rに調整され、これをさらに所定のL/Rを満たすように長さを調整して切断することにより、製造される。
ここで、円換算径Rとは、各繊維の断面積Aを元に算出される値であり、断面形状に関わらず真円であると仮定し、以下の式により定義されるものである。
R=(A/π)1/2×2
The
Here, the circle-converted diameter R is a value calculated based on the cross-sectional area A of each fiber, and is defined by the following equation assuming that it is a perfect circle regardless of the cross-sectional shape.
R = (A / π) 1/2 × 2
また、本実施形態である銅多孔質体10においては、骨格部12(銅繊維11)の表面に酸化還元層が形成されており、銅繊維11、11同士の結合部においては、互いの表面に形成された酸化還元層同士が一体に結合している。
なお、この酸化還元層は、ポーラスな構造とされており、骨格部12(銅繊維11)の表面に微細な凹凸を生じさせている。これにより、銅多孔質体10全体の比表面積が0.01m2/g以上とされている。
Moreover, in the copper
The redox layer has a porous structure, and has fine irregularities on the surface of the skeleton 12 (copper fibers 11). Thereby, the specific surface area of the whole copper
そして、本実施形態である銅多孔質体10においては、気孔率Pが50%以上90%以下の範囲内とされ、4端子法によって測定された銅多孔質体10の導電率σPを、銅多孔質体10の見掛け密度比DAで除することによって規定される気孔率規格化導電率σN(%IACS)が20%IACS以上とされている。なお、気孔率規格化導電率σNは、見掛け密度比DA、気孔率Pは、それぞれ以下の式で算出される。
σN=σP×(1/DA)
DA=m/(V×DT)
P(%)=(1−(m/(V×DT)))×100
ここで、m:銅多孔質体10の質量(g)、V:銅多孔質体10の体積(cm3)、DT:銅多孔質体10を構成する銅繊維11の真密度(g/cm3)
And in the copper
σ N = σ P × (1 / D A )
D A = m / (V × D T )
P (%) = (1− (m / (V × D T ))) × 100
Here, m: mass of copper porous body 10 (g), V: volume of copper porous body 10 (cm 3 ), D T : true density of
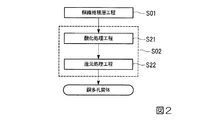
次に、本実施形態である銅多孔質体10の製造方法について、図2のフロー図及び図3の工程図等を参照して説明する。
まず、図3に示すように、銅繊維11を、散布機31からステンレス製容器32内に向けて散布して嵩充填し、銅繊維11を積層する(銅繊維積層工程S01)。
ここで、この銅繊維積層工程S01では、充填後の嵩密度DPが銅繊維11の真密度DTの50%以下となるように複数の銅繊維11を積層配置する。なお、本実施形態では、銅繊維11にねじり加工や曲げ加工等の形状付与加工が施されているので、積層時に銅繊維11同士の間に立体的かつ等方的な空隙が確保されることになる。
Next, the manufacturing method of the copper
First, as shown in FIG. 3, the
Here, in the copper fibers laminating step S01, a bulk density D P after filling is stacked a plurality of
次に、ステンレス製容器32内に嵩充填された銅繊維11を酸化還元処理する(酸化還元処理工程S02)。
この酸化還元処理工程S02においては、図2及び図3に示すように、銅繊維11の酸化処理を行う酸化処理工程S21と、酸化処理された銅繊維11を還元して焼結する還元処理工程S22と、を備えている。
Next, the
In this oxidation-reduction treatment step S02, as shown in FIGS. 2 and 3, an oxidation treatment step S21 for carrying out the oxidation treatment of the
本実施形態では、図3に示すように、銅繊維11が充填されたステンレス製容器32を加熱炉33内に装入し、酸化雰囲気で加熱して銅繊維11を酸化処理する(酸化処理工程S21)。この酸化処理工程S21により、銅繊維11の表面に、例えば厚さ1μm以上、100μm以下の酸化物層が形成される。
本実施形態における酸化処理工程S21の条件は、保持温度が500℃以上、1050℃以下、保持時間が5分以上、300分以下の範囲内とされている。
In this embodiment, as shown in FIG. 3, the
The conditions of the oxidation treatment step S21 in the present embodiment are set such that the holding temperature is 500 ° C. or higher and 1050 ° C. or lower and the holding time is 5 minutes or longer and 300 minutes or shorter.
ここで、酸化処理工程S21における保持温度が500℃未満の場合には、銅繊維11の表面に酸化物層が十分に形成されないおそれがある。一方、酸化処理工程S21における保持温度が1050℃を超える場合には、銅繊維11の内部にまで酸化が進行してしまうおそれがある。
以上のことから、本実施形態においては、酸化処理工程S21における保持温度を500℃以上、1050℃以下に設定している。なお、銅繊維11の表面に酸化物層を確実に形成するためには、酸化処理工程S21における保持温度の下限を600℃以上、保持温度の上限を1000℃以下、とすることが好ましい。
Here, when the holding temperature in the oxidation treatment step S <b> 21 is less than 500 ° C., the oxide layer may not be sufficiently formed on the surface of the
From the above, in this embodiment, the holding temperature in the oxidation treatment step S21 is set to 500 ° C. or higher and 1050 ° C. or lower. In order to reliably form the oxide layer on the surface of the
また、酸化処理工程S21における保持時間が5分未満の場合には、銅繊維11の表面に酸化物層が十分に形成されないおそれがある。一方、酸化処理工程S21における保持時間が300分を超える場合には、銅繊維11の内部にまで酸化が進行してしまうおそれがある。
以上のことから、本実施形態においては、酸化処理工程S21における保持時間を5分以上、300分以下の範囲内に設定している。なお、銅繊維11の表面に酸化物層を確実に形成するためには、酸化処理工程S21における保持時間の下限を10分以上とすることが好ましい。また、銅繊維11の内部にまで酸化することを確実に抑制するためには、酸化処理工程S21における保持時間の上限を100分以下とすることが好ましい。
Moreover, when the retention time in the oxidation treatment step S <b> 21 is less than 5 minutes, the oxide layer may not be sufficiently formed on the surface of the
From the above, in this embodiment, the holding time in the oxidation treatment step S21 is set within a range of 5 minutes or more and 300 minutes or less. In addition, in order to form an oxide layer reliably on the surface of the
次に、本実施形態では、図3に示すように、酸化処理工程S21を実施した後、銅繊維11が充填されたステンレス製容器32を加熱炉34内に装入し、還元雰囲気で加熱して、酸化された銅繊維11を還元処理して酸化還元層を形成するとともに、銅繊維11同士を結合して骨格部12を形成する(還元処理工程S22)。
本実施形態における還元処理工程S22の条件は、雰囲気がアルゴンと水素の混合ガス雰囲気、保持温度が500℃以上、1050℃以下、保持時間が5分以上、300分以下の範囲内とされている。
Next, in this embodiment, as shown in FIG. 3, after performing the oxidation treatment step S21, the
The conditions of the reduction treatment step S22 in the present embodiment are such that the atmosphere is a mixed gas atmosphere of argon and hydrogen, the holding temperature is 500 ° C. or higher and 1050 ° C. or lower, and the holding time is 5 minutes or longer and 300 minutes or shorter. .
ここで、還元処理工程S22における保持温度が500℃未満の場合には、銅繊維11の表面に形成された酸化物層を十分に還元できないおそれがある。一方、還元処理工程S22における保持温度が1050℃を超える場合には、銅の融点近傍にまで加熱されることになり、強度及び気孔率の低下がおこるおそれがある。
以上のことから、本実施形態においては、還元処理工程S22における保持温度を500℃以上、1050℃以下に設定している。なお、銅繊維11の表面に形成された酸化物層を確実に還元するためには、還元処理工程S22における保持温度の下限を600℃以上とすることが好ましい。また、強度及び気孔率の低下を確実に抑制するためには、還元処理工程S22における保持温度の上限を1000℃以下とすることが好ましい。
Here, when the holding temperature in the reduction treatment step S <b> 22 is less than 500 ° C., the oxide layer formed on the surface of the
From the above, in this embodiment, the holding temperature in the reduction treatment step S22 is set to 500 ° C. or higher and 1050 ° C. or lower. In order to reliably reduce the oxide layer formed on the surface of the
また、還元処理工程S22における保持時間が5分未満の場合には、銅繊維11の表面に形成された酸化物層を十分に還元できないおそれがあるとともに、焼結が不十分となるおそれがある。一方、還元処理工程S22における保持時間が300分を超える場合には、焼結による熱収縮が大きくなるとともに強度が低下するおそれがある。
以上のことから、本実施形態においては、還元処理工程S22における保持時間を5分以上、300分以下の範囲内に設定している。なお、銅繊維11の表面に形成された酸化物層を確実に還元するとともに焼結を十分に進行させるためには、還元処理工程S22における保持温度の下限を10分以上とすることが好ましい。また、焼結による熱収縮や強度低下を確実に抑制するためには、還元処理工程S22における保持時間の上限を100分以下とすることが好ましい。
Further, when the holding time in the reduction treatment step S22 is less than 5 minutes, the oxide layer formed on the surface of the
From the above, in this embodiment, the holding time in the reduction treatment step S22 is set within a range of 5 minutes or more and 300 minutes or less. In order to surely reduce the oxide layer formed on the surface of the
この酸化処理工程S21及び還元処理工程S22により、銅繊維11(骨格部12)の表面には、酸化還元層が形成され、特有の微細多孔構造を有する凹凸が生じることになる。すなわち、酸化還元層12はポーラスな構造とされており、銅繊維11の表面に微細な凹凸を生じさせているのである。これにより、銅多孔質体20全体の比表面積が0.01m2/g以上とされている。
また、酸化処理工程S21によって銅繊維11の表面に酸化物層が形成され、この酸化物層によって複数の銅繊維11同士が架橋される。その後、還元処理工程S22を行うことで、銅繊維11の表面に形成された酸化物層が還元されて上述の酸化還元層が形成されるとともに、この酸化還元層同士が結合することにより、銅繊維11同士が焼結されて骨格部12が形成される。
By the oxidation treatment step S21 and the reduction treatment step S22, an oxidation reduction layer is formed on the surface of the copper fiber 11 (frame portion 12), and irregularities having a specific microporous structure are generated. That is, the
Moreover, an oxide layer is formed on the surface of the
上述の製造方法により、銅繊維11、11同士が焼結されて骨格部12が形成されるとともに、骨格部12(銅繊維11)の表面に酸化還元層が形成される。さらに、上述の気孔率規格化導電率σNが20%IACS以上となる。これにより、本実施形態である銅多孔質体10が製造される。
According to the manufacturing method described above, the
以上のような構成とされた本実施形態である銅多孔質体10によれば、気孔率Pが50%以上90%以下の範囲内と高く、かつ、気孔率規格化導電率σNが20%IACS以上とされているので、導電性及び熱伝導性に優れており、導電部材及び伝熱部材として優れた特性を有する。
According to the copper
また、本実施形態である銅多孔質体10によれば、骨格部12の表面に酸化還元層が形成されているので、表面に特有の微細多孔構造を有する凹凸が形成されることで比表面積が大きくなり、例えば多孔体骨格表面を介した熱交換効率等の各種特性を大幅に向上させることが可能となる。また、酸化還元処理を行うことで、気孔率規格化導電率σNをさらに向上させることができる。
さらに、本実施形態では、銅繊維11同士の結合部において、互いの表面に形成された酸化還元層同士が一体に結合しているので、結合強度に優れている。
Further, according to the copper
Furthermore, in this embodiment, since the redox layers formed on the surfaces of the
また、本実施形態である銅多孔質体10によれば、直径Rが0.02mm以上、1.0mm以下の範囲内とされ、長さLと直径Rとの比L/Rが4以上、2500以下の範囲内とされた銅繊維11が焼結されることで骨格部12が形成されているので、銅繊維11同士の間に十分な空隙が確保されるとともに、焼結時における収縮率を抑えることができ、気孔率の高く、かつ寸法精度に優れている。
Further, according to the copper
また、本実施形態においては、直径Rが0.02mm以上、1.0mm以下の範囲内とされ、長さLと直径Rとの比L/Rが4以上、2500以下の範囲内とされた銅繊維11を、嵩密度DPが銅繊維11の真密度DTの50%以下となるように積層配置する銅繊維積層工程S01を備えているので、銅繊維11同士の間の空隙を確保することができ、収縮を抑えることが可能となる。これにより、気孔率の高く寸法精度に優れた銅多孔質体10を製造することができる。
In the present embodiment, the diameter R is in the range of 0.02 mm to 1.0 mm, and the ratio L / R of the length L to the diameter R is in the range of 4 to 2500.
ここで、銅繊維11の直径Rが0.02mm未満の場合には、銅繊維11同士の接合面積が小さく、焼結強度が不足するおそれがある。一方、銅繊維11の直径Rが1.0mmを超える場合には、銅繊維11同士が接触する接点の数が不足し、やはり、焼結強度が不足するおそれがある。
以上のことから、本実施形態では、銅繊維11の直径Rを0.02mm以上、1.0mm以下の範囲内に設定している。なお、さらなる強度向上を図る場合には、銅繊維11の直径Rの下限を0.05mm以上とすることが好ましく、銅繊維11の直径Rの上限を0.5mm以下とすることが好ましい。
Here, when the diameter R of the
From the above, in this embodiment, the diameter R of the
また、銅繊維11の長さLと直径Rとの比L/Rが4未満の場合には、積層配置したときに嵩密度DPを銅繊維11の真密度DTの50%以下とすることが難しく、気孔率Pの高い銅多孔質体10を得ることが困難となるおそれがある。一方、銅繊維11の長さLと直径Rとの比L/Rが2500を超える場合には、銅繊維11を均一に分散させることができなくなり、均一な気孔率を有する銅多孔質体10を得ることが困難となるおそれがある。
以上のことから、本実施形態では、銅繊維11の長さLと直径Rとの比L/Rを4以上、2500以下の範囲内に設定している。なお、さらなる気孔率の向上を図る場合には、銅繊維11の長さLと直径Rとの比L/Rの下限を10以上とすることが好ましい。また、確実に気孔率Pが均一な銅多孔質体10を得るためには、銅繊維11の長さLと直径Rとの比L/R上限を500以下とすることが好ましい。
Further, when the ratio L / R of the length L and the diameter R of the
From the above, in this embodiment, the ratio L / R between the length L and the diameter R of the
また、本実施形態である銅多孔質体の製造方法によれば、銅繊維11を酸化させる酸化処理工程S21と、酸化された銅繊維11を還元する還元処理工程S22と、を備えているので、銅繊維11(骨格部12)の表面に酸化還元層を形成することができる。また、これら酸化処理工程S21及び還元処理工程S22により、気孔率規格化導電率σNを20%IACS以上とすることができる。
Moreover, according to the manufacturing method of the copper porous body which is this embodiment, since the oxidation treatment process S21 which oxidizes the
(第二の実施形態)
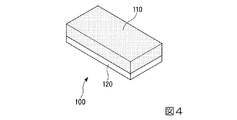
次に、本発明の第二の実施形態である銅多孔質複合部材100について、添付した図面を参照して説明する。
図4に、本実施形態である銅多孔質複合部材100を示す。この銅多孔質複合部材100は、銅又は銅合金からなる銅板120(部材本体)と、この銅板120の表面に接合された銅多孔質体110と、を備えている。
(Second embodiment)
Next, the copper porous
In FIG. 4, the copper porous
ここで、本実施形態に係る銅多孔質体110は、第一の実施形態と同様に、複数の銅繊維が焼結されて骨格部が形成されたものである。ここで、銅繊維は、銅又は銅合金からなり、直径Rが0.02mm以上、1.0mm以下の範囲内とされ、長さLと直径Rとの比L/Rが4以上、2500以下の範囲内とされている。本実施形態では、銅繊維は、例えばC1020(無酸素銅)で構成されている。
なお、本実施形態では、銅繊維には、ねじりや曲げ等の形状付与が施されている。また、本実施形態である銅多孔質体110においては、その見掛け密度比DAが銅繊維の真密度DTの51%以下とされている。
Here, the copper
In the present embodiment, the copper fiber is given a shape such as twisting or bending. Further, in the copper
さらに、本実施形態においては、銅多孔質体110を構成する銅繊維(骨格部)及び銅板120の表面に、後述するように酸化還元処理(酸化処理及び還元処理)を行うことによって酸化還元層が形成されており、これにより、銅繊維(骨格部)及び銅板120の表面に微細な凹凸が生じている。本実施形態では、銅多孔質体110全体の比表面積が0.01m2/g以上とされている。
また、銅多孔質体110を構成する銅繊維と銅板120の表面との結合部においては、銅繊維の表面に形成された酸化還元層と銅板の表面に形成された酸化還元層とが一体に結合している。
Furthermore, in this embodiment, a redox layer is formed by performing redox treatment (oxidation treatment and reduction treatment) on the surfaces of the copper fibers (skeleton part) and the
Moreover, in the joint part of the copper fiber which comprises the copper
そして、本実施形態に係る銅多孔質体110においては、気孔率Pが50%以上90%以下の範囲内とされ、4端子法によって測定された銅多孔質体110の導電率σPを、銅多孔質体110の見掛け密度比DAで除することによって規定される気孔率規格化導電率σNが20%IACS以上とされている。
And in the copper
次に、本実施形態である銅多孔質複合部材100を製造する方法について、図5のフロー図を参照して説明する。
まず、部材本体である銅板120を準備する(銅板配置工程S100)。次に、この銅板120の表面に銅繊維を分散させて積層配置する(銅繊維積層工程S101)。ここで、この銅繊維積層工程S101では、嵩密度DPが銅繊維の真密度DTの50%以下となるように複数の銅繊維を積層配置する。
Next, a method for manufacturing the copper porous
First, the
次に、銅板120の表面に積層配置された銅繊維同士を焼結して銅多孔質体110を成形するとともに銅多孔質体110と銅板120とを結合する(焼結工程S102及び接合工程S103)。この焼結工程S102及び接合工程S103においては、図5に示すように、銅繊維及び銅板120の酸化処理を行う酸化処理工程S121と、酸化処理された銅繊維及び銅板120を還元して焼結する還元処理工程S122と、を備えている。
Next, the copper fibers stacked and arranged on the surface of the
本実施形態では、銅繊維が積層配置された銅板120を加熱炉内に装入し、酸化雰囲気で加熱して銅繊維を酸化処理する(酸化処理工程S121)。この酸化処理工程S121により、銅繊維及び銅板120の表面に、例えば厚さ1μm以上、100μm以下の酸化物層が形成される。
ここで、本実施形態における酸化処理工程S121の条件は、保持温度が500℃以上、1050℃以下、望ましくは600℃以上、1000℃以下、保持時間が5分以上、300分以下、望ましくは10分以上、100分以下の範囲内とされている。
In the present embodiment, the
Here, the conditions of the oxidation treatment step S121 in the present embodiment are that the holding temperature is 500 ° C. or higher and 1050 ° C. or lower, desirably 600 ° C. or higher and 1000 ° C. or lower, and the holding time is 5 minutes or longer and 300 minutes or shorter, preferably 10 It is within the range of not less than 100 minutes and not more than 100 minutes.
次に、本実施形態では、酸化処理工程S121を実施した後、銅繊維が積層配置された銅板120を焼成炉内に装入し、還元雰囲気で加熱して、酸化された銅繊維及び銅板120を還元処理し、銅繊維同士を結合するとともに銅繊維と銅板120とを結合する(還元処理工程S122)。
ここで、本実施形態における還元処理工程S122の条件は、雰囲気が窒素と水素の混合ガス雰囲気、保持温度が500℃以上、1050℃以下、望ましくは600℃以上、1000℃以下、保持時間が5分以上、300分以下、望ましくは10分以上、100分以下の範囲内とされている。
Next, in the present embodiment, after performing the oxidation treatment step S121, the
Here, the conditions of the reduction treatment step S122 in this embodiment are that the atmosphere is a mixed gas atmosphere of nitrogen and hydrogen, the holding temperature is 500 ° C. or higher and 1050 ° C. or lower, desirably 600 ° C. or higher and 1000 ° C. or lower, and the holding time is 5 Min. To 300 min., Preferably 10 min. To 100 min.
この酸化処理工程S121及び還元処理工程S122により、銅繊維(骨格部)及び銅板120の表面に酸化還元層が形成され、微細な凹凸が生じることになる。
また、酸化処理工程S121によって銅繊維(骨格部)及び銅板120の表面に酸化物層が形成され、この酸化物層によって複数の銅繊維同士及び銅板120が架橋される。その後、還元処理工程S122を行うことで、銅繊維(骨格部)及び銅板120の表面に形成された酸化物層が還元され、酸化還元層を介して銅繊維同士が焼結されて骨格部が形成されるとともに銅多孔質体110と銅板120とが結合される。さらに、銅多孔質体110の気孔率規格化導電率σNが20%IACS以上となる。
以上のような製造方法によって、本実施形態である銅多孔質複合部材100が製造される。
By the oxidation treatment step S121 and the reduction treatment step S122, a redox layer is formed on the surfaces of the copper fibers (skeleton part) and the
In addition, an oxide layer is formed on the surfaces of the copper fibers (skeleton) and the
The copper porous
以上のような構成とされた本実施形態である銅多孔質複合部材100によれば、銅多孔質体110の気孔率規格化導電率σNが20%IACS以上とされているので、導電性及び熱伝導性に優れており、この銅多孔質複合部材100全体の導電性及び熱伝導性を向上させることができる。
According to the copper porous
さらに、本実施形態においては、銅多孔質体110を構成する銅繊維及び銅板120の表面に酸化還元層が形成され、銅多孔質体110全体の比表面積が0.01m2/g以上とされ、気孔率Pが50%以上90%以下の範囲内とされており、熱交換効率や保水性等の各種特性を大幅に向上させることが可能となる。
Furthermore, in this embodiment, an oxidation-reduction layer is formed on the surfaces of the copper fibers and the
また、本実施形態においては、銅多孔質体110を構成する銅繊維と銅板120の表面との結合部においては、銅繊維の表面に形成された酸化還元層と銅板120の表面に形成された酸化還元層とが一体に結合しているので、銅多孔質体110と銅板120とが強固に接合されることになり、接合界面の強度、導電性及び熱伝導性に優れている。
Moreover, in this embodiment, in the coupling | bond part of the copper fiber which comprises the copper
本実施形態である銅多孔質複合部材100の製造方法によれば、銅及び銅合金からなる銅板120の表面に銅繊維を積層配置し、焼結工程S102及び接合工程S103を同時に実施しているので、製造プロセスを簡略化することが可能となる。
また、酸化処理工程S121及び還元処理工程S122を実施することにより、気孔率規格化導電率σNを20%IACS以上とすることができる。
According to the manufacturing method of the copper porous
In addition, by performing the oxidation treatment step S121 and the reduction treatment step S122, the porosity normalized conductivity σ N can be set to 20% IACS or more.
以上、本発明の実施形態について説明したが、本発明はこれに限定されることはなく、その発明の技術的思想を逸脱しない範囲で適宜変更可能である。
例えば、図3に示す製造設備を用いて、銅多孔質体を製造するものとして説明したが、これに限定されることはなく、他の製造設備を用いて銅多孔質体を製造してもよい。
As mentioned above, although embodiment of this invention was described, this invention is not limited to this, It can change suitably in the range which does not deviate from the technical idea of the invention.
For example, although demonstrated as what manufactures a copper porous body using the manufacturing equipment shown in FIG. 3, it is not limited to this, Even if it manufactures a copper porous body using another manufacturing equipment Good.
酸化処理工程S21、S121の雰囲気については、所定温度で銅もしくは銅合金が酸化する酸化雰囲気であればよく、具体的には、大気中に限らず、不活性ガス(例えば、窒素)に0.5vol%以上の酸素を含有する雰囲気であればよい。また、還元処理工程S22,S122の雰囲気についても、所定温度で銅酸化物が金属銅に還元もしくは酸化銅が分解する還元性雰囲気であればよく、具体的には、数vol%以上の水素を含有する窒素―水素混合ガス、アルゴン―水素混合ガス、純水素ガス、もしくは工業的によく用いられるアンモニア分解ガス、プロパン分解ガスなども好適に用いることができる。 The atmosphere of the oxidation treatment steps S21 and S121 may be an oxidation atmosphere in which copper or a copper alloy is oxidized at a predetermined temperature. Specifically, the atmosphere is not limited to the atmosphere, but is set to 0. 1 in an inert gas (for example, nitrogen). Any atmosphere containing 5 vol% or more of oxygen may be used. Also, the atmosphere of the reduction treatment steps S22 and S122 may be any reducing atmosphere in which copper oxide is reduced to metallic copper or copper oxide is decomposed at a predetermined temperature. Specifically, hydrogen of several vol% or more is used. A nitrogen-hydrogen mixed gas, an argon-hydrogen mixed gas, a pure hydrogen gas, or an ammonia decomposition gas or a propane decomposition gas that is often used industrially can also be suitably used.
さらに、本実施形態においては、銅繊維を焼結することで銅多孔質体の骨格部を形成するものとして説明したが、これに限定されることはなく、例えば繊維不織布や金属フィルター等の銅多孔質体を準備し、この銅多孔質体に対して、酸化雰囲気で保持温度500℃以上1050℃以下の条件で酸化処理を行うとともに、還元雰囲気で保持温度500℃以上1050℃以下の条件で還元処理を行うことにより、気孔率規格化導電率σNを20%IACS以上としてもよい。 Furthermore, in this embodiment, although demonstrated as what forms the frame | skeleton part of a copper porous body by sintering copper fiber, it is not limited to this, For example, copper, such as a fiber nonwoven fabric and a metal filter A porous body is prepared, and the copper porous body is subjected to an oxidation treatment in an oxidizing atmosphere under a holding temperature of 500 ° C. or higher and 1050 ° C. or lower, and in a reducing atmosphere under a holding temperature of 500 ° C. or higher and 1050 ° C. or lower. By performing the reduction treatment, the porosity normalized conductivity σ N may be set to 20% IACS or more.
さらに、本実施形態では、骨格部の表面に酸化還元層を形成したものとして説明したが、これに限定されることはなく、酸化還元層が十分に形成されていなくてもよく、気孔率規格化導電率σNが20%IACS以上とされていればよい。 Furthermore, in the present embodiment, the description has been made on the assumption that the redox layer is formed on the surface of the skeleton, but the present invention is not limited to this, and the redox layer may not be sufficiently formed. It is only necessary that the conductivity σ N is 20% IACS or more.
また、本実施形態においては、無酸素銅(JIS C1020)やりん脱酸銅(JIS C1201、C1220)やタフピッチ銅(JIS C1100)などからなる銅繊維を用いるものとして説明したが、これに限定されることはなく、銅繊維11の材質としては、他のCr銅(C18200)やCr−Zr銅(C18150)などの高導電性の銅合金を用いてもよい。
In the present embodiment, it has been described that copper fibers made of oxygen-free copper (JIS C1020), phosphorus deoxidized copper (JIS C1201, C1220), tough pitch copper (JIS C1100), or the like are used, but the present invention is not limited thereto. As a material of the
また、第二の実施形態では、図4に示す構造の銅多孔質複合部材を例に挙げて説明したが、これに限定されることはなく、図6から図11に示すような構造の銅多孔質複合部材であってもよい。
さらに、第二の実施形態では、銅多孔質体と部材本体の接合部に酸化還元層からなる焼結層が形成されている接合方法を望ましい方法として例示したが、これに限定されることはなく、各種溶接法(レーザー溶接法、抵抗溶接法)や低温で溶融するロウ材を用いたロウ付け法による接合方法でも、銅多孔質体の気孔率規格化導電率σNが20%IACS以上とされていればよい。
In the second embodiment, the copper porous composite member having the structure shown in FIG. 4 has been described as an example. However, the present invention is not limited to this, and the copper having the structure as shown in FIGS. It may be a porous composite member.
Furthermore, in 2nd embodiment, although the joining method in which the sintered layer which consists of a redox layer is formed in the junction part of a copper porous body and a member main body was illustrated as a desirable method, it is limited to this. In addition, the porosity normalized conductivity σ N of the copper porous body is 20% IACS or more even in various welding methods (laser welding method, resistance welding method) and the joining method by brazing using a brazing material that melts at low temperature It only has to be.
例えば、図6に示すように、銅多孔質体210の中に、部材本体として複数の銅管220が挿入された構造の銅多孔質複合部材200であってもよい。
あるいは、図7に示すように、銅多孔質体310の中に、部材本体としてU字状に湾曲された銅管320が挿入された構造の銅多孔質複合部材300であってもよい。
For example, as shown in FIG. 6, a copper porous
Alternatively, as shown in FIG. 7, a copper porous
さらに、図8に示すように、部材本体である銅管420の内周面に銅多孔質体410を接合した構造の銅多孔質複合部材400であってもよい。
また、図9に示すように、部材本体である銅管520の外周面に銅多孔質体510を接合した構造の銅多孔質複合部材500であってもよい。
Furthermore, as shown in FIG. 8, the copper porous
Moreover, as shown in FIG. 9, the copper porous
さらに、図10に示すように、部材本体である銅管620の内周面及び外周面に銅多孔質体610を接合した構造の銅多孔質複合部材600であってもよい。
また、図11に示すように、部材本体である銅板720の両面に銅多孔質体710を接合した構造の銅多孔質複合部材700であってもよい。
Furthermore, as shown in FIG. 10, a copper porous
Moreover, as shown in FIG. 11, the copper porous
以下に、本発明の効果を確認すべく行った確認実験の結果について説明する。 Below, the result of the confirmation experiment performed in order to confirm the effect of this invention is demonstrated.
(実施例1)
表1に示す材質及び製造方法によって製造された各種多孔質体を準備した。まず、熱処理前の気孔率と気孔率規格化導電率を測定した。その後、表1に記載した条件で酸化処理及び還元処理を行い、酸化処理及び還元処理後の気孔率と気孔率規格化導電率を測定した。なお、気孔率、及び、気孔率規格化導電率は、以下のようにして測定した。評価結果を表1に示す。
Example 1
Various porous bodies manufactured by the materials and manufacturing methods shown in Table 1 were prepared. First, the porosity before heat treatment and the porosity normalized conductivity were measured. Thereafter, oxidation treatment and reduction treatment were performed under the conditions described in Table 1, and the porosity and porosity normalized conductivity after the oxidation treatment and reduction treatment were measured. In addition, the porosity and the porosity normalized conductivity were measured as follows. The evaluation results are shown in Table 1.
(気孔率)
精密天秤を用いて水中法により真密度DT(g/cm3)を測定し、以下の式で気孔率Pを算出した。なお、銅多孔質体の質量をm(g)、銅多孔質体の体積をV(cm3)とした。
気孔率P(%)=(1−(m/(V×DT)))×100
(Porosity)
The true density D T (g / cm 3 ) was measured by an underwater method using a precision balance, and the porosity P was calculated by the following equation. The mass of the copper porous body was m (g), and the volume of the copper porous body was V (cm 3 ).
Porosity P (%) = (1− (m / (V × D T ))) × 100
(気孔率規格化導電率)
幅30mm×長さ200mm×厚さ5mmの板状に切り出したサンプルを用いて、JIS C2525に準拠し、日置電機社製マイクロオームハイテスター3227を用いて、電圧端子間隔150mm、測定電流0.5Aの条件にて4端子法により導電率σP(%IACS)を測定した。そして、以下の式により、気孔率規格化導電率σNを算出した。
気孔率規格化導電率σN(%IACS)=σP×(1/DA)
(Porosity normalized conductivity)
Using a sample cut into a plate shape having a width of 30 mm, a length of 200 mm, and a thickness of 5 mm, a voltage terminal interval of 150 mm and a measurement current of 0.5 A using a micro-ohm high tester 3227 manufactured by Hioki Electric Co., Ltd. in accordance with JIS C2525. The electrical conductivity σ P (% IACS) was measured by the four-terminal method under the following conditions. And the porosity normalized electrical conductivity (sigma) N was computed with the following formula | equation.
Porosity normalized conductivity σ N (% IACS) = σ P × (1 / D A )

本発明で規定した条件で酸化処理及び還元処理を実施した本発明例1−4においては、いずれも気孔率Pが50%以上90%以下の範囲内とされ、気孔率規格化導電率が20%IACSを超えていた。
これに対して、酸化処理の温度条件が低い比較例1及び,還元処理の温度条件が低い比比較例2においては、酸化処理及び還元処理後においても十分に導電率が向上しておらず、気孔率規格化導電率σNが20%IACS未満となった。
In Invention Example 1-4, in which the oxidation treatment and the reduction treatment were performed under the conditions specified in the present invention, the porosity P was in the range of 50% or more and 90% or less, and the porosity normalized conductivity was 20%. % IACS was exceeded.
On the other hand, in Comparative Example 1 where the temperature condition for the oxidation treatment is low and Comparative Example 2 where the temperature condition for the reduction treatment is low, the conductivity is not sufficiently improved even after the oxidation treatment and the reduction treatment, The porosity normalized conductivity σ N was less than 20% IACS.
(実施例2)
表2に示す銅粉末を用いて、表2に示す条件で酸化還元処理を行い、銅多孔質体を製造した。得られた銅多孔質体について、気孔率と気孔率規格化導電率を測定した。なお、気孔率、及び、気孔率規格化導電率は、実施例1と同様の方法により測定した。評価結果を表2に示す。
(Example 2)
Using the copper powder shown in Table 2, oxidation-reduction treatment was performed under the conditions shown in Table 2 to produce a copper porous body. About the obtained copper porous body, the porosity and the porosity normalized electrical conductivity were measured. The porosity and the porosity normalized conductivity were measured by the same method as in Example 1. The evaluation results are shown in Table 2.
本発明で規定した条件で酸化処理及び還元処理を実施した本発明例11−14においては、いずれも気孔率Pが50%以上90%以下の範囲内とされ、気孔率規格化導電率が20%IACSを超えていた。
これに対して、酸化処理の温度条件が低い比較例11及び,還元処理の温度条件が低い比較例12においては、気孔率規格化導電率σNが20%IACS未満となった。
In Invention Examples 11-14 in which the oxidation treatment and the reduction treatment were performed under the conditions specified in the present invention, the porosity P was in the range of 50% to 90% and the porosity normalized conductivity was 20%. % IACS was exceeded.
In contrast, in Comparative Example 11 where the temperature condition for the oxidation treatment is low and in Comparative Example 12 where the temperature condition for the reduction treatment is low, the porosity normalized conductivity σ N is less than 20% IACS.
(実施例3)
表3に示す銅繊維を用いて、表3に示す条件で酸化還元処理を行い、銅多孔質体を製造した。なお、銅繊維の繊維径R及び繊維長さLは、以下の方法で測定した。
(Example 3)
Using the copper fibers shown in Table 3, oxidation-reduction treatment was performed under the conditions shown in Table 3 to produce a copper porous body. In addition, the fiber diameter R and the fiber length L of the copper fiber were measured by the following methods.
(繊維径R)
繊維径Rは、マルバーン社製粒子解析装置「Morphologi G3」を用いて、JIS Z 8827−1に基づいて、画像解析により算出された円相当径(Heywood径)R=(A/π)1/2×2の平均値を用いた。
(Fiber diameter R)
The fiber diameter R is a circle equivalent diameter (Heywood diameter) R = (A / π) 1 / calculated by image analysis based on JIS Z8827-1 using a particle analyzer “Morphology G3” manufactured by Malvern. An average value of 2 × 2 was used.
(繊維長L)
銅繊維の繊維長Lは、マルバーン社製粒子解析装置「Morphologi G3」を用いて、画像解析により算出された単純平均値を用いた。
(Fiber length L)
As the fiber length L of the copper fiber, a simple average value calculated by image analysis using a particle analyzer “Morphology G3” manufactured by Malvern, Inc. was used.
得られた銅多孔質体について、気孔率と気孔率規格化導電率を測定した。なお、気孔率、及び、気孔率規格化導電率は、実施例1と同様の方法により測定した。評価結果を表3に示す。 About the obtained copper porous body, the porosity and the porosity normalized electrical conductivity were measured. The porosity and the porosity normalized conductivity were measured by the same method as in Example 1. The evaluation results are shown in Table 3.
本発明で規定した条件で酸化処理及び還元処理を実施した本発明例21−26においては、いずれも気孔率Pが50%以上90%以下の範囲内とされ、気孔率規格化導電率が20%IACSを超えていた。
これに対して、酸化処理の温度条件が低い比較例21及び,還元処理の温度条件が低い比較例22においては、気孔率規格化導電率σNが20%IACS未満となった。
In Invention Examples 21 to 26, in which the oxidation treatment and the reduction treatment were performed under the conditions specified in the present invention, the porosity P was in the range of 50% to 90%, and the porosity normalized conductivity was 20%. % IACS was exceeded.
On the other hand, in Comparative Example 21 where the temperature condition for the oxidation treatment is low and Comparative Example 22 where the temperature condition for the reduction treatment is low, the porosity normalized conductivity σ N is less than 20% IACS.
以上のことから、本発明例によれば、気孔率が高い場合であっても、十分な導電性及び熱伝導性を有し、導電部材及び伝熱部材として特に適した銅多孔質体を提供可能であることが確認された。 From the above, according to the example of the present invention, even when the porosity is high, a copper porous body having sufficient conductivity and thermal conductivity and particularly suitable as a conductive member and a heat transfer member is provided. It was confirmed that it was possible.
10、110 銅多孔質体
11 銅繊維
12 骨格部
100 銅多孔質複合部材
120 銅板(部材本体)
10, 110 Copper
Claims (11)
気孔率が50%以上90%以下の範囲内とされ、
4端子法によって測定された前記銅多孔質体の導電率を、前記銅多孔質体の見掛け密度比で除することによって規定される気孔率規格化導電率σNが20%IACS以上とされていることを特徴とする銅多孔質体。 A porous copper body having a three-dimensional network structure skeleton,
The porosity is in the range of 50% to 90%,
The porosity normalized conductivity σ N defined by dividing the conductivity of the copper porous body measured by the four-terminal method by the apparent density ratio of the copper porous body is 20% IACS or more. A copper porous body characterized by having
三次元網目構造の骨格部に対して、酸化雰囲気で保持温度500℃以上1050℃以下の条件で酸化処理を行うとともに、還元雰囲気で保持温度500℃以上1050℃以下の条件で還元処理を行うことにより、気孔率規格化導電率σNを20%IACS以上とすることを特徴とする銅多孔質体の製造方法。 It is a manufacturing method of the copper porous body which manufactures the copper porous body according to claim 1 or 2,
A three-dimensional network structure skeleton is oxidized in an oxidizing atmosphere at a holding temperature of 500 ° C. or higher and 1050 ° C. or lower, and is reduced in a reducing atmosphere at a holding temperature of 500 ° C. or higher and 1050 ° C. or lower. The porosity normalized conductivity σ N is set to 20% IACS or more.
前記銅粉末および前記銅繊維の少なくとも一方又は両方を、酸化雰囲気で保持温度500℃以上1050℃以下の条件で酸化処理を行うとともに還元雰囲気で保持温度500℃以上1050℃以下の条件で還元処理を行うことにより、前記銅粉末および前記銅繊維の少なくとも一方又は両方の焼結体からなる前記骨格部を形成するとともに、気孔率規格化導電率σNを20%IACS以上とすることを特徴とする銅多孔質体の製造方法。 It is a manufacturing method of the copper porous body which manufactures the copper porous body according to any one of claims 3 to 5,
At least one or both of the copper powder and the copper fiber are oxidized in an oxidizing atmosphere under a holding temperature of 500 ° C. or higher and 1050 ° C. or lower and reduced in a reducing atmosphere under a holding temperature of 500 ° C. or higher and 1050 ° C. or lower. By performing, the skeleton portion formed of a sintered body of at least one or both of the copper powder and the copper fiber is formed, and the porosity normalized conductivity σ N is set to 20% IACS or more. A method for producing a copper porous body.
請求項1から請求項5のいずれか一項に記載の銅多孔質体と、前記部材本体とを接合する接合工程を備えていることを特徴とする銅多孔質複合部材の製造方法。 A method for producing a copper porous composite member comprising a member body and a joined body of copper porous bodies according to any one of claims 1 to 5,
A method for producing a copper porous composite member comprising a joining step of joining the copper porous body according to any one of claims 1 to 5 and the member main body.
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016089358A JP6733286B2 (en) | 2016-04-27 | 2016-04-27 | Method for producing copper porous body, and method for producing copper porous composite member |
| PCT/JP2017/014522 WO2017187938A1 (en) | 2016-04-27 | 2017-04-07 | Copper porous body, copper porous composite member, method for producing copper porous body, and method for producing copper porous composite member |
| US16/081,527 US20190076927A1 (en) | 2016-04-27 | 2017-04-07 | Porous copper body, porous copper composite member, method for producing porous copper body, and method for producing porous copper composite member |
| CN201780008127.XA CN108602127A (en) | 2016-04-27 | 2017-04-07 | The manufacturing method of the porous composite component of copper porous body, copper, the manufacturing method of copper porous body and the porous composite component of copper |
| EP17789225.4A EP3450061A4 (en) | 2016-04-27 | 2017-04-07 | Copper porous body, copper porous composite member, method for producing copper porous body, and method for producing copper porous composite member |
| KR1020187023139A KR20190002422A (en) | 2016-04-27 | 2017-04-07 | Copper porous body, copper porous composite member, manufacturing method of copper porous body, and manufacturing method of copper porous composite member |
| TW106112787A TW201806751A (en) | 2016-04-27 | 2017-04-17 | Copper porous body, copper porous composite member, method for manufacturing copper porous body, and method for manufacturing copper porous composite member |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016089358A JP6733286B2 (en) | 2016-04-27 | 2016-04-27 | Method for producing copper porous body, and method for producing copper porous composite member |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017197811A true JP2017197811A (en) | 2017-11-02 |
| JP6733286B2 JP6733286B2 (en) | 2020-07-29 |
Family
ID=60161562
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016089358A Active JP6733286B2 (en) | 2016-04-27 | 2016-04-27 | Method for producing copper porous body, and method for producing copper porous composite member |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20190076927A1 (en) |
| EP (1) | EP3450061A4 (en) |
| JP (1) | JP6733286B2 (en) |
| KR (1) | KR20190002422A (en) |
| CN (1) | CN108602127A (en) |
| TW (1) | TW201806751A (en) |
| WO (1) | WO2017187938A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111566431A (en) * | 2017-11-09 | 2020-08-21 | 三菱综合材料株式会社 | Copper porous body for gasification member, boiling cooler, and heat pipe |
| CN115740431A (en) * | 2022-12-21 | 2023-03-07 | 北京有研粉末新材料研究院有限公司 | Compound copper powder and preparation method and application thereof |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH076758A (en) * | 1993-06-16 | 1995-01-10 | Yuasa Corp | Zinc electrode plate |
| JPH07150270A (en) * | 1993-11-30 | 1995-06-13 | Sumitomo Electric Ind Ltd | Metallic porous material, its production and electrode for battery using the same |
| JP2003268410A (en) * | 2002-03-12 | 2003-09-25 | National Institute Of Advanced Industrial & Technology | Method for preparing porous material and compact thereof |
| JP2010500771A (en) * | 2006-08-16 | 2010-01-07 | ハー.ツェー.スタルク ゲゼルシャフト ミット ベシュレンクテル ハフツング | Semi-finished product having structured sintered active surface and method for producing the same |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5817817B2 (en) * | 1974-11-26 | 1983-04-09 | 株式会社豊田中央研究所 | Method for manufacturing large surface area metal bodies |
| JPH08145592A (en) | 1994-11-16 | 1996-06-07 | Hitachi Chem Co Ltd | Heat transfer member and manufacture thereof |
| US5640669A (en) * | 1995-01-12 | 1997-06-17 | Sumitomo Electric Industries, Ltd. | Process for preparing metallic porous body, electrode substrate for battery and process for preparing the same |
| JP2000192107A (en) * | 1998-12-25 | 2000-07-11 | Kogi Corp | Porous metal, and its manufacture |
| JP4812823B2 (en) * | 2008-10-27 | 2011-11-09 | Ntn株式会社 | Multilayer bearing manufacturing method |
| JP6011593B2 (en) * | 2014-10-22 | 2016-10-19 | 三菱マテリアル株式会社 | Method for producing copper porous sintered body and method for producing copper porous composite member |
| JP6065059B2 (en) * | 2015-06-12 | 2017-01-25 | 三菱マテリアル株式会社 | Copper porous body, copper porous composite member, method for producing copper porous body, and method for producing copper porous composite member |
| JP6107888B2 (en) * | 2015-06-12 | 2017-04-05 | 三菱マテリアル株式会社 | Copper porous body, copper porous composite member, method for producing copper porous body, and method for producing copper porous composite member |
| JP6065058B2 (en) * | 2015-06-12 | 2017-01-25 | 三菱マテリアル株式会社 | Copper porous body and copper porous composite member |
-
2016
- 2016-04-27 JP JP2016089358A patent/JP6733286B2/en active Active
-
2017
- 2017-04-07 KR KR1020187023139A patent/KR20190002422A/en unknown
- 2017-04-07 EP EP17789225.4A patent/EP3450061A4/en not_active Withdrawn
- 2017-04-07 WO PCT/JP2017/014522 patent/WO2017187938A1/en active Application Filing
- 2017-04-07 CN CN201780008127.XA patent/CN108602127A/en active Pending
- 2017-04-07 US US16/081,527 patent/US20190076927A1/en not_active Abandoned
- 2017-04-17 TW TW106112787A patent/TW201806751A/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH076758A (en) * | 1993-06-16 | 1995-01-10 | Yuasa Corp | Zinc electrode plate |
| JPH07150270A (en) * | 1993-11-30 | 1995-06-13 | Sumitomo Electric Ind Ltd | Metallic porous material, its production and electrode for battery using the same |
| JP2003268410A (en) * | 2002-03-12 | 2003-09-25 | National Institute Of Advanced Industrial & Technology | Method for preparing porous material and compact thereof |
| JP2010500771A (en) * | 2006-08-16 | 2010-01-07 | ハー.ツェー.スタルク ゲゼルシャフト ミット ベシュレンクテル ハフツング | Semi-finished product having structured sintered active surface and method for producing the same |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111566431A (en) * | 2017-11-09 | 2020-08-21 | 三菱综合材料株式会社 | Copper porous body for gasification member, boiling cooler, and heat pipe |
| EP3708941A4 (en) * | 2017-11-09 | 2021-08-11 | Mitsubishi Materials Corporation | Copper porous body for vaporization members, evaporative cooler and heat pipe |
| CN115740431A (en) * | 2022-12-21 | 2023-03-07 | 北京有研粉末新材料研究院有限公司 | Compound copper powder and preparation method and application thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108602127A (en) | 2018-09-28 |
| TW201806751A (en) | 2018-03-01 |
| KR20190002422A (en) | 2019-01-08 |
| EP3450061A4 (en) | 2019-10-02 |
| JP6733286B2 (en) | 2020-07-29 |
| EP3450061A1 (en) | 2019-03-06 |
| WO2017187938A1 (en) | 2017-11-02 |
| US20190076927A1 (en) | 2019-03-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6011593B2 (en) | Method for producing copper porous sintered body and method for producing copper porous composite member | |
| JP6065059B2 (en) | Copper porous body, copper porous composite member, method for producing copper porous body, and method for producing copper porous composite member | |
| JP6107888B2 (en) | Copper porous body, copper porous composite member, method for producing copper porous body, and method for producing copper porous composite member | |
| JP6065058B2 (en) | Copper porous body and copper porous composite member | |
| JP6589402B2 (en) | Copper porous body, copper porous composite member, method for producing copper porous body, and method for producing copper porous composite member | |
| WO2017187938A1 (en) | Copper porous body, copper porous composite member, method for producing copper porous body, and method for producing copper porous composite member | |
| JP6724801B2 (en) | Copper porous body, copper porous composite member, method for producing copper porous body, and method for producing copper porous composite member | |
| JP6249060B2 (en) | Copper porous composite material | |
| JP2018193584A (en) | Copper porous body, copper porous composite member, manufacturing method of copper porous body and manufacturing method of copper porous composite member | |
| JP5422590B2 (en) | Fuel cell module with composite current collector | |
| JPH02197054A (en) | Manufacture of electrode for alkaline battery |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181012 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200609 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200622 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6733286 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |