JP2017196639A - レーザ加工装置及びレーザ加工方法 - Google Patents
レーザ加工装置及びレーザ加工方法 Download PDFInfo
- Publication number
- JP2017196639A JP2017196639A JP2016088934A JP2016088934A JP2017196639A JP 2017196639 A JP2017196639 A JP 2017196639A JP 2016088934 A JP2016088934 A JP 2016088934A JP 2016088934 A JP2016088934 A JP 2016088934A JP 2017196639 A JP2017196639 A JP 2017196639A
- Authority
- JP
- Japan
- Prior art keywords
- galvano scanner
- laser
- temperature
- laser processing
- laser pulse
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Mechanical Optical Scanning Systems (AREA)
- Laser Beam Processing (AREA)
Abstract
本発明は、ガルバノスキャナからのレーザパルスを集光レンズを経由させて被加工物に照射するレーザ加工において、集光レンズの熱吸収による加工位置誤差をガルバノスキャナで精度良く補正することを目的とするものである。
【解決手段】
受光したレーザパルスを走査するガルバノスキャナと当該ガルバノスキャナからのレーザパルスを受光して被加工物に照射する集光レンズと受光したレーザパルスを反射して前記ガルバノスキャナに出力するための反射ミラーとが配置された収容体であって前記反射ミラーのレーザパルス受光面と反対側の面の温度を検出する温度センサが配置されたものを備え、前記制御部は前記温度センサでの検出温度に基づいて前記ガルバノスキャナの走査位置の補正を行うことを特徴とする。
【選択図】図1
Description
また、集光レンズに付加される保護ウインドウは、ワークから飛んでくる加工くずを付着しにくくするために、その下面に特殊コーティングが実施されることが多く、他の光学部品に比べて熱吸収が高い。従って、ますます加工位置誤差を大きくすることになる。
しかしながら、この構造のものでは、集光レンズの外周部で温度を検出するものであるため、集光レンズのレーザパルス受光面の温度検出が正確にできず、結果的にガルバノスキャナの補正精度が悪くなる欠点がある。
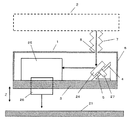
図2は本発明の一実施例となるレーザ加工装置のブロック図である。図2において、レーザで穴あけを行うべきプリント基板21は図示しないテーブル上に載置されている。22はレーザパルスを発振するレーザ発振器、23はレーザ発振器2から出力されたレーザパルスを加工方向と非加工方向に分岐させる音響光学変調器(以下AOMと略す)、24はAOM23において加工方向へ分岐されたレーザパルスを直角方向に曲げる反射ミラー、25は反射ミラー24からのレーザパルスを2次元方向に走査するガルバノスキャナ、26はガルバノスキャナ25からのレーザパルスをプリント基板21の穴あけ位置に照射する集光レンズ、27は後述するように反射ミラー24の発熱で放射される赤外線を受光して反射ミラー24の温度を非接触で検出する非接触温度センサである。
なお、図2において、各構成要素や接続線は、主に本実施例を説明するために必要と考えられるものを示してあり、レーザ加工装置として必要な全てを示している訳ではない。
可動照射ユニット1は固定ユニット2からレーザパルスを反射ミラー24で受光する位置関係にあり、反射ミラー24で受光したレーザパルスはガルバノスキャナ25及び集光レンズ26を経由してプリント基板21に照射されるようになっている。可動照射ユニット1内にはベースプレート3があり、集光レンズ26はこのベースプレート3に嵌め込まれ、ガルバノスキャナ25がその上を覆うように固定されている。また、ベースプレート3の上にはV字状のミラー取付部材4が固定されており、反射ミラー24はスペーサ5を介してミラー取付部材4に固定されている。さらにミラー取付部材4には、反射ミラー24の裏面の中央部分、すなわちレーザパルス受光面の発熱で裏側から発せられる赤外線を受光して反射ミラー24の温度を非接触で検出する非接触温度センサ27が嵌め込まれている。
可動照射ユニット1は粉塵などが侵入しにくいようにカバー6で覆われた収容体構造となっている。可動照射ユニット1と固定ユニット2の間には伸縮自在の蛇腹状の筒7が設けられており、固定ユニット2からのレーザパルスは筒7を通ってカバー6にあけられた穴8から可動照射ユニット1に入るようになっている。
集光レンズ26が受光するレーザパルスの繰返し周期は、AOM制御部30からAOM23に与えられるAOM駆動信号の繰返し周期により決まるが、この周期は穴あけ位置が粗になっていると長くなり、逆に密になっていると短くなる。
そこで、先ず、AOM駆動信号の繰返し周期を通常の動作範囲内で一番長くなる場合に設定する。集光レンズ26の動作中温度としては、この状態が一番低くなり、この状態において、非接触温度センサ27による反射ミラー24の検出温度とその時の穴あけ位置のずれ量を計測する。穴あけ位置のずれ量の計測方法は、例えば、特開平2006-346738号公報に開示されるように、チェック用アクリル板に穴あけを行い、基準値と比較することに行う。
次に、AOM駆動信号の繰返し周期を通常の動作範囲内で一番短くなる場合に設定する。集光レンズ26の動作中温度としては、この状態が一番高くなり、この状態において、前記と同様にして、非接触温度センサ27による反射ミラー24の検出温度とその時の穴あけ位置のずれ量を計測する。
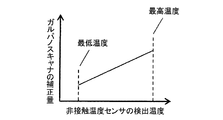
非接触温度センサ27の最低検出温度と最高検出温度におけるガルバノスキャナ25の補正量との関係を定めることができ、その関係をガルバノ制御部31の中にある補正情報記憶部31に補正情報として記憶させておく。
図3は非接触温度センサ27の検出温度とその時のガルバノスキャナ25の補正量との関係を示す図である。ここでは、非接触温度センサ27の最低検出温度と最高検出温度との間は、ガルバノスキャナ25の補正量を比例関数的に変化させており、この関係が補正情報記憶部32に補正情報として記憶される。
さらに、特許文献1に開示されたものでは、温度センサが集光レンズの中に組込まれており、もしも温度センサに故障などが発生して交換する必要が発生した場合、高価な集光レンズも一緒に交換することになる欠点がある。しかしながら、以上の実施例によれば、温度センサを集光レンズの中に組込んでいないので、高価な集光レンズを一緒に交換する必要はなくなる。
さらに、非接触温度センサ27を使用しているので、非接触温度センサ27に故障などが発生して交換する必要が発生した場合、交換が簡単にできる。
さらに、以上の実施例によれば、AOM駆動信号の繰返し周期の変動に基づく集光レンズ26の温度変化に対応してガルバノスキャナ25の補正値を変えることができるので、補正値が固定されている場合と比較して、ガルバノスキャナ25の補正精度を一段と向上させることができる。
例えば、以上の実施例においては、穴あけ加工を行う場合としたが、本発明は他の加工にも適用できる。
また、補正情報記憶部32に記憶させておく補正情報を得るのに、AOM駆動信号の繰返し周期を通常の動作範囲内で一番長くなる場合と短くなる場合の二通りだけ計測し、その間は比例関数的に変化するものとしたが、この間をきめ細かに計測して補正量を定め、補正情報を得るようにしてもよい。
また、反射ミラー24のレーザパルス受光面と反対側の面の温度を検出するのに、非接触温度センサ27を使用したが、接触型の温度センサでもよい。
6:カバー 7:筒 8:穴 21:プリント基板 22:レーザ発振器 23:AOM
24:反射ミラー 25:ガルバノスキャナ 26:集光レンズ
27:非接触温度センサ 28:全体制御部 29:レーザ発振制御部
30:AOM制御部 31:ガルバノ制御部 32:補正情報記憶部
Claims (8)
- 受光したレーザパルスを走査するガルバノスキャナと、当該ガルバノスキャナからのレーザパルスを受光して被加工物に照射する集光レンズと、前記ガルバノスキャナの動作を制御する制御部とを備えるレーザ加工装置において、前記ガルバノスキャナと前記集光レンズと受光したレーザパルスを反射して前記ガルバノスキャナに出力するための反射ミラーとが配置された収容体であって前記反射ミラーのレーザパルス受光面と反対側の面の温度を検出する温度センサが配置されたものを備え、前記制御部は前記温度センサでの検出温度に基づいて前記ガルバノスキャナの走査位置の補正を行うことを特徴とするレーザ加工装置。
- 請求項1に記載のレーザ加工装置において、前記収容体は前記被加工物の方向に対して移動加工になっていることを特徴とするレーザ加工装置。
- 請求項1あるいは2に記載のレーザ加工装置において、前記制御部は、通常の動作を行う前に求められた、前記温度センサによる通常の動作範囲内での最低検出温度と最高検出温度との間における前記ガルバノスキャナの走査位置の補正量を示す補正情報を記憶させておき、当該補正情報を使用して前記ガルバノスキャナの走査位置の補正を行うことを特徴とするレーザ加工装置。
- 請求項1、2あるいは3に記載のレーザ加工装置において、前記温度センサは非接触で温度を検出することを特徴とするレーザ加工装置。
- ガルバノスキャナで走査したレーザパルスを集光レンズを経由させて被加工物に照射するレーザ加工方法において、前記ガルバノスキャナと前記集光レンズとともに収容体に配置された前記ガルバノスキャナにレーザパルスを出力するための反射ミラーのレーザパルス受光面と反対側の面の温度を検出し、当該検出温度に基づいて前記ガルバノスキャナの走査位置の補正を行うことを特徴とするレーザ加工方法。
- 請求項5に記載のレーザ加工装置において、前記収容体は前記被加工物の方向に対して移動加工になっていることを特徴とするレーザ加工方法。
- 請求項5あるいは6に記載のレーザ加工方法において、通常の動作を行う前に求められた、通常の動作範囲内での最低の前記検出温度と最高の前記検出温度との間における前記ガルバノスキャナの走査位置の補正量を示す補正情報を使用して前記ガルバノスキャナの走査位置の補正を行うことを特徴とするレーザ加工方法。
- 請求項5、6あるいは7に記載のレーザ加工方法において、前記温度センサは非接触で温度を検出することを特徴とするレーザ加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016088934A JP2017196639A (ja) | 2016-04-27 | 2016-04-27 | レーザ加工装置及びレーザ加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016088934A JP2017196639A (ja) | 2016-04-27 | 2016-04-27 | レーザ加工装置及びレーザ加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017196639A true JP2017196639A (ja) | 2017-11-02 |
Family
ID=60238596
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016088934A Pending JP2017196639A (ja) | 2016-04-27 | 2016-04-27 | レーザ加工装置及びレーザ加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017196639A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6861918B1 (ja) * | 2020-07-03 | 2021-04-21 | 三菱電機株式会社 | レーザ加工装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02138087U (ja) * | 1989-04-20 | 1990-11-19 | ||
| JP2003290944A (ja) * | 2002-04-04 | 2003-10-14 | Mitsubishi Electric Corp | レーザ加工装置 |
| JP2005040843A (ja) * | 2003-07-24 | 2005-02-17 | Mitsubishi Electric Corp | レーザ加工装置およびその加工位置ずれ補正方法 |
-
2016
- 2016-04-27 JP JP2016088934A patent/JP2017196639A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02138087U (ja) * | 1989-04-20 | 1990-11-19 | ||
| JP2003290944A (ja) * | 2002-04-04 | 2003-10-14 | Mitsubishi Electric Corp | レーザ加工装置 |
| JP2005040843A (ja) * | 2003-07-24 | 2005-02-17 | Mitsubishi Electric Corp | レーザ加工装置およびその加工位置ずれ補正方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6861918B1 (ja) * | 2020-07-03 | 2021-04-21 | 三菱電機株式会社 | レーザ加工装置 |
| WO2022003978A1 (ja) * | 2020-07-03 | 2022-01-06 | 三菱電機株式会社 | レーザ加工装置 |
| KR20220127348A (ko) * | 2020-07-03 | 2022-09-19 | 미쓰비시덴키 가부시키가이샤 | 레이저 가공 장치 |
| KR102533457B1 (ko) * | 2020-07-03 | 2023-05-26 | 미쓰비시덴키 가부시키가이샤 | 레이저 가공 장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3605359B2 (ja) | 加工材料の加工のためのレーザ加工機械の較正のための方法及び装置 | |
| JP6386501B2 (ja) | レーザ加工ロボットシステム及びレーザ加工方法 | |
| JP6234296B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| KR102226222B1 (ko) | 레이저 가공 장치 | |
| KR20160065766A (ko) | 레이저 가공 장치 | |
| KR101422932B1 (ko) | 렌즈 유닛 및 레이저 가공 장치 | |
| JP2010082663A (ja) | レーザ加工機 | |
| JP5907819B2 (ja) | レンズユニットおよびレーザ加工装置 | |
| KR102364166B1 (ko) | 레이저 스캐닝 장비의 자동 위치 보정 장치 | |
| JP5613893B2 (ja) | 作業装置におけるテーブル位置決め装置および位置決め方法。 | |
| JP2014228299A (ja) | 光学式測定装置 | |
| JP5519123B2 (ja) | レーザ加工機 | |
| KR102577193B1 (ko) | 가공방법 및 가공장치 | |
| JP4392388B2 (ja) | 穴明け方法及び穴明け装置 | |
| JP2010274267A (ja) | レーザー加工機 | |
| JP2017196639A (ja) | レーザ加工装置及びレーザ加工方法 | |
| WO2013054445A1 (ja) | レーザ加工制御装置およびレーザ加工制御方法 | |
| JP2001334376A (ja) | レーザ加工装置及びレーザ光スポット位置補正方法 | |
| JP5460934B1 (ja) | 曲率制御装置およびレーザ加工機 | |
| JP6861918B1 (ja) | レーザ加工装置 | |
| JP7203479B2 (ja) | レーザ加工装置 | |
| JP2002090682A (ja) | ガルバノメータ、ガルバノメータの位置補正方法、ガルバノメータを用いたレーザ加工装置、及びガルバノメータを用いたレーザ加工方法 | |
| CN115229361A (zh) | 激光加工装置的调整方法和激光加工装置 | |
| KR20080113702A (ko) | 레이저 드릴링 가공방법 | |
| JP2007232629A (ja) | レンズ形状測定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200303 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200430 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200811 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210226 |