JP2017193406A - Roller cleaning method and cleaning roll - Google Patents
Roller cleaning method and cleaning roll Download PDFInfo
- Publication number
- JP2017193406A JP2017193406A JP2016084584A JP2016084584A JP2017193406A JP 2017193406 A JP2017193406 A JP 2017193406A JP 2016084584 A JP2016084584 A JP 2016084584A JP 2016084584 A JP2016084584 A JP 2016084584A JP 2017193406 A JP2017193406 A JP 2017193406A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- adhesive
- roll
- cleaning
- release
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Adhesive Tapes (AREA)
Abstract
Description
本発明は、多くのガイドローラー、ニップローラー、クーリングローラーなどの各種ローラーを備え、且つ巻き取りの給紙及び排紙装置を備えたグラビア印刷機等のローラーに付着したゴミを除去するための方法及びその方法を実施するための粘着性を有するクリーニングロールに関する。 The present invention is a method for removing dust adhering to a roller of a gravure printing machine or the like that includes a number of various rollers such as a guide roller, a nip roller, and a cooling roller, and that is equipped with a take-up paper feeding and discharging device. And a cleaning roll having adhesiveness for carrying out the method.
ローラー間に長尺状の原反を走行させる装置としては、多くの分野で使用されており、このような装置には、原反と接する多くのローラーが用いられるため、ローラーの清掃は、不可欠で煩雑なものとなっている。 As a device that runs a long raw fabric between rollers, it is used in many fields, and since many rollers in contact with the original fabric are used in such a device, cleaning the rollers is essential. It is complicated.
ローラーの材質は、鉄、アルミなどの金属・ゴム・プラスチックなど、用途により各種の素材が使用されている。このため、ローラーの清掃は、加工職場特有の方法で行われている。例えば、汚れの内容によりローラーに密着したものを物理的に削り取ったり、溶剤で溶解して拭き取ったりすることが行われている。 Various materials such as iron, aluminum and other metals, rubber and plastic are used for the roller. For this reason, the cleaning of the roller is performed by a method specific to the processing workplace. For example, a material that is in close contact with the roller depending on the content of dirt is physically scraped or dissolved with a solvent and wiped off.
しかし、こびりついた汚れを除去しても、清掃に使用した布の繊維糸や、作業環境特有の材料粒や材料片などの付着物を完全に取り除くことは難しく、これらの異物が製品品質に影響することも多いため、清掃に費やす時間と労力は、作業工程の中で、無視できないほど大きなものとなっている。 However, it is difficult to completely remove deposits such as fabric yarn used for cleaning and material grains and pieces of material that are specific to the work environment even after removing the sticky dirt, and these foreign substances affect product quality. In many cases, the time and labor required for cleaning is so large that it cannot be ignored in the work process.
異物の付着による製品不良を防ぐため、製品または製品材料や製品素材から異物を取り除く工夫は行われているが、加工機のローラーを、運転を終える都度、クリーニングすることは行われていない。 In order to prevent product defects due to the adhesion of foreign substances, attempts have been made to remove foreign substances from products or product materials or product materials, but the rollers of the processing machine are not cleaned every time the operation is finished.
異物の製品への付着を防止するために、加工機の一部ローラーを弱粘着ローラーにすることで加工機を通す原反等の材料から異物を取ることが行われている。 In order to prevent foreign matter from adhering to a product, foreign substances are removed from a material such as a raw material that passes through the processing machine by using a partially adhesive roller of the processing machine as a weak adhesive roller.
また、テープレコーダーやビデオテープなどには、テープの一部に研磨効果を持たせたクリーニングテープがつながれており、データーの読み取りヘッドの異物を取るようになっている。その他、機器により専用のクリーニング装置を備えた物は、数多くある。 In addition, a tape recorder, a video tape, and the like are connected with a cleaning tape having a polishing effect on a part of the tape to remove foreign matter from the data reading head. There are many other devices equipped with a dedicated cleaning device.
本発明は、複数のローラーを備える加工装置において、人的な異物・繊維に由来する異物・加工に使用する材料に起因する異物など、ローラーに付着した異物除去を、簡単に且つ短時間で行うことが出来るようにすることを課題とする。 In a processing apparatus having a plurality of rollers, the present invention easily and quickly removes foreign matters attached to the rollers, such as human foreign matters, foreign matters derived from fibers, and foreign matters caused by materials used for processing. The challenge is to be able to
本発明に係るクリーニング方法は、複数のローラー間に原反を走行させながら、該原反に種々の処理を施すようにした装置の各ローラーに対するクリーニング方法であって、片面に粘着層を有する長尺シート又は表面と裏面に長手方向に沿って交互に粘着層を有する長尺シートを用意し、その長尺シートを前記ローラー間に送り込んで前記原反と同じ経路を搬送させることを特徴とするクリーニング方法である。 The cleaning method according to the present invention is a cleaning method for each roller of an apparatus in which various processes are performed on the original fabric while running the original fabric between a plurality of rollers, and has a pressure-sensitive adhesive layer on one side. A long sheet having an adhesive layer alternately on the front and back surfaces along the longitudinal direction is prepared on the long sheet, and the long sheet is fed between the rollers to convey the same path as the original fabric. It is a cleaning method.
ローラーに付着した異物は、粘着剤によって除去できる異物と、粘着剤では除去できない異物とがあるが、本発明に係るクリーニング方法は、前者の異物を除去するためのものである。 The foreign matter adhering to the roller includes foreign matter that can be removed by the adhesive and foreign matter that cannot be removed by the adhesive. The cleaning method according to the present invention is for removing the former foreign matter.
また、複数のローラー間に原反を走行させながら、該原反に種々の処理を施すようにした装置においては、原反に接するローラーは、該原反の一面に接するのではなく、搬送中に該原反の片面及びその反対面、すなわち表裏に接することで原反の走行方向を変えるものてる。 In addition, in an apparatus in which the raw fabric is subjected to various treatments while running the raw fabric between a plurality of rollers, the roller in contact with the original fabric is not in contact with one side of the original fabric, but is being conveyed. In addition, the running direction of the original fabric is changed by contacting one side of the original fabric and its opposite surface, that is, the front and back.
従って、片面に粘着層を有する長尺シートを使用する場合は、ローラー間に長尺シートを走行させながら搬送した後、一回目とは、粘着層の面を変えてローラー間に長尺シートを2回走行させながら搬送することにより、全ローラーのクリーニングを行うことができ、表面と裏面に長手方向に沿って交互に粘着層を有する長尺シートを使用する場合は、複数のローラー間に長尺シートを走行させながら1回搬送することにより、ローラーのクリーニングをすることができる。 Therefore, when using a long sheet having an adhesive layer on one side, after transporting the long sheet between the rollers, the first time is to change the surface of the adhesive layer and place the long sheet between the rollers. By transporting while traveling twice, all the rollers can be cleaned, and when using a long sheet having adhesive layers alternately along the longitudinal direction on the front and back surfaces, it is long between a plurality of rollers. The roller can be cleaned by transporting the length sheet once while traveling.
本発明に係るクリーニング方法において、ローラーのクリーニングを行う装置としては、グラビア印刷装置、ドライラミネート装置、樹脂押出しシーテング装置などの多数のローラーを有する装置であり、前記長尺シートが先頭部分及び末尾部分に粘着層を有しないリード部分を備えていることを特徴とするクリーニング方法である。 In the cleaning method according to the present invention, the roller cleaning device is a device having a large number of rollers such as a gravure printing device, a dry laminating device, a resin extrusion sheeting device, and the long sheet has a leading portion and a trailing portion. And a lead portion not having an adhesive layer.
リード部分を備えていることにより、各種の装置に使用している原反から、原反自動切り替え装置により、本発明のクリーニングロールに繋ぎ変えるときに安定した繋ぎ変えを可能とし、また繋ぎ変えにより発生するクリーニングロールのロスを考慮し、クリーニングロールを繰り返し使用できるようにリード部分を備えるものである。 By providing the lead part, it is possible to change the connection stably from the original fabric used in various devices to the cleaning roll of the present invention by the automatic automatic switching device. In consideration of the loss of the cleaning roll that occurs, the lead portion is provided so that the cleaning roll can be used repeatedly.
これにより、クリーニングロールの粘着層に、ゴミなどが付着しても繰り返しクリーニングロールを使用することが出来るので経済的である。 This is economical because the cleaning roll can be used repeatedly even if dust adheres to the adhesive layer of the cleaning roll.
本発明に係るクリーニング方法において、繰り返し使用をするために、前記長尺シートからなるクリーニングロールの粘着層を有する領域の裏面に離形層が形成され、その離形層が、該長尺シートがロール状に巻かれたときに、前記粘着層と相対するように離型層の領域が設定されていることを特徴とするクリーニングロールを使用するクリーニング方法である。 In the cleaning method according to the present invention, for repeated use, a release layer is formed on the back surface of the region having the adhesive layer of the cleaning roll made of the long sheet, and the release layer is formed of the long sheet. A cleaning method using a cleaning roll, wherein a release layer region is set so as to face the adhesive layer when wound in a roll.
繰り返して使用せず、1回の使用でクーリングロールを取り換える場合においては、長尺シートの両面に粘着層を有し、その片面に両面剥離を有するシートを貼り合わせてロール状に巻き、使用に際しては、剥離シートを粘着層から取り除きながら繰り出されるクリーニングロールを用いるクリーニング方法とすることもできる。 When the cooling roll is replaced with a single use instead of being used repeatedly, the sheet having an adhesive layer on both sides of the long sheet, and having a double-sided peel on one side is wound into a roll shape. May be a cleaning method using a cleaning roll that is fed out while removing the release sheet from the adhesive layer.
このクリーニングロールは、基材シートの両面に粘着剤が設けられており、一度使用することで粘着剤面が接して巻き取られることとなり、再使用をすることはできないが、粘着剤を両面に設けるために煩雑な繋ぎ作業がなくなり安価なクーリングロールとすることができる。また再利用のために保管することもなく、高度なクリーンを求められる製品を製造する加工機には適切なクーリング方法である。 This cleaning roll is provided with an adhesive on both sides of the base sheet, and once used, the adhesive surface comes into contact and is wound up and cannot be reused. Since it is provided, complicated joining work is eliminated, and an inexpensive cooling roll can be obtained. In addition, it is an appropriate cooling method for a processing machine that manufactures a product that requires a high degree of cleanliness without being stored for reuse.
本発明に係るクリーニングロールは、基材シートの一方の面にその両端部分を除き粘着剤を施し、他方の面に全長に亘って離型剤が施されたものを1ユニットとし、その1ユニットのシートを複数枚、交互に表裏を反転させながら直列接続して長尺状に形成したものである長尺シートをロール状の巻き取ったものからなることを特徴とするクリーニングロールである。 The cleaning roll according to the present invention is a unit in which one side of the base sheet is coated with an adhesive except for both end portions, and the release agent is applied to the other side over the entire length. A cleaning roll comprising a roll of a long sheet formed by connecting a plurality of the sheets in series while alternately inverting the front and back, and forming a long sheet.
基材シートの一方の面にその両端部分を除き粘着剤を施し、他方の面に全長に亘って離型剤が施されたものを1ユニットとすることで、該1ユニットを巻き取ってロールとした時に、粘着剤のある面は離型剤が施された面に接するので、ロールから長尺シートを容易に繰り出すことが出来るようになる。 One side of the base sheet is coated with a pressure-sensitive adhesive except for both end portions, and the other side is coated with a release agent over the entire length to form one unit. In this case, the surface with the pressure-sensitive adhesive comes into contact with the surface to which the release agent is applied, so that the long sheet can be easily fed out from the roll.
該1ユニットの粘着剤の施された面が、ロールの表裏の面になるように、2ユニットを繋ぎクリーニングロールとすることで、グラビア印刷装置、ドライラミネート装置、樹脂押出しシーテング装置などの多数の加工ローラーを有する装置の複数のローラー間にクリーニングロールを走行させて通せば、これら装置の全てのローラーから付着しているゴミを粘着剤に接着させて除去することが出来る。 By connecting two units to form a cleaning roll so that the surface of the one unit with the adhesive is the front and back surfaces of the roll, a large number of gravure printing devices, dry laminating devices, resin extrusion sheeting devices, etc. If a cleaning roll is run between a plurality of rollers of a device having a processing roller, dust adhering from all the rollers of these devices can be removed by adhering to the adhesive.
本発明に係るクーリングロールは、基材シートの一方の面にその両端部分を除き粘着剤を施し、他方の面に全長に亘って離型剤が施されたものを1ユニットの長尺シートとして、その1ユニットのシートを複数枚、交互に表裏を反転させながら直列接続して長尺状に形成したものを円筒状の巻き芯に巻き付けてロールに巻き取ったときに、前記粘着剤と離形剤とが上下に重なるように前記基材シートの個々の長さが調整され、そのロールから繰り出される長尺シートの先端部及び巻き芯部には、1ユニットとは異なるリード部分が接続されている長尺シートからなることを特徴とするクリーニングロールである。 In the cooling roll according to the present invention, one side of the base sheet is applied with an adhesive except for both end portions, and the other side is provided with a release agent over the entire length as a single unit long sheet. When a plurality of sheets of one unit, which are connected in series with the front and back being alternately reversed and formed into a long shape, are wound around a cylindrical winding core and wound around a roll, the adhesive is separated from the adhesive. The individual lengths of the base sheet are adjusted so that the profile overlaps the top and bottom, and a lead portion different from one unit is connected to the leading end and the core of the long sheet fed from the roll. It is a cleaning roll characterized by comprising a long sheet.
基材シートの一方の面にその両端部分を除き粘着剤を施し、他方の面に全長に亘って離型剤を施すことにより該基材シートを巻き取りロール状にする場合、粘着剤面をロールの表面にしても、あるいは粘着剤面をロールの裏面にしても、粘着剤は離型剤が施された基材シートの部分に接することを考慮したものであり、基材シートの粘着剤を施さない両端部の長さは、ロールにした時の1円周の長さより長くすることで、粘着剤の面は離型剤の面に接することになり、ロールからシートに繰り出すことが出来る。 When the base sheet is rolled up by applying a pressure-sensitive adhesive to one side of the base sheet except for both end portions and applying a release agent over the entire length to the other side, Regardless of whether the surface of the roll or the pressure-sensitive adhesive side is the back side of the roll, the pressure-sensitive adhesive is in contact with the part of the base sheet to which the release agent has been applied. By making the length of both end portions not subjected to the roll longer than the length of one circumference when the roll is made, the surface of the adhesive comes into contact with the surface of the release agent and can be fed out from the roll to the sheet. .
このように、離型剤を施した面の長さを長くすることで、本発明のクーリングロールを多数の加工ローラーを有する装置を通し、巻き取ったロールを再度使用することが出来る。即ち、本発明に係るクーリングロールは、給紙部から繰り出され各種ローラーのクーリングに使用した後、排紙部で巻き上げる際に排紙部の回転方向は任意であり巻き上げ面を考慮しなくてよい。 In this way, by increasing the length of the surface to which the release agent is applied, the rolled roll can be reused by passing the cooling roll of the present invention through a device having a number of processing rollers. That is, the cooling roll according to the present invention does not need to consider the winding surface when the paper discharge unit is rotated from the paper supply unit and used for cooling various rollers and then rolled up by the paper discharge unit. .
また、クリーニングロールの先端部及び巻き芯部には、1ユニットとは異なるリード部分を接続することで、繰り返しの使用において、リード部分としてのリード紙が消耗され短くなっても、クリーニングロールとしての機能は低下しない。 In addition, by connecting lead parts different from one unit to the tip and winding core of the cleaning roll, even if the lead paper as the lead part is consumed and shortened in repeated use, The function is not degraded.
従って、本発明のクーリングロールを使用するに際しては、繰り返しの使用によりリード部分を消耗した時、又は粘着剤に異物が付き更なる異物を除去する効果が低下した時に、新たなクーリングロールに交換すればよい。 Therefore, when the cooling roll of the present invention is used, when the lead portion is consumed due to repeated use, or when the effect of removing further foreign substances due to the adhesive is reduced, it is replaced with a new cooling roll. That's fine.
本発明で使用する基材シートとしては、12ミクロンから100ミクロンのポリエステルフィルム、15ミクロンから100ミクロンのポリプロピレンフィルム、25ミクロンから100ミクロンのポリエチレンフィルム、35グラム/平方メートルから80グラム/平方メートルの表面に樹脂コートされた紙などから選択することが出来る。 The substrate sheet used in the present invention includes a polyester film of 12 to 100 microns, a polypropylene film of 15 to 100 microns, a polyethylene film of 25 to 100 microns, a surface of 35 to 80 grams / square meter. It can be selected from resin-coated paper.
使用する粘着剤は、ローラーに付着する異物を接着し除去するものであり弱粘着剤、微粘着剤又は再剥離粘着剤と言われるものでよい。例えば、アクリル系粘着剤、ウレタン系粘着剤、シリコン系粘着剤、ゴム系粘着剤などの粘着性の弱いタイプを用いればよく、これらの粘着剤にイソシアネートの硬化剤を添加し粘着性を調整した粘着剤を用いてもよい。更に、水性タイプ又はエマルジョンタイプのアクリル系粘着剤、ウレタン系粘着剤などを使用することが出来る。 The pressure-sensitive adhesive to be used adheres and removes foreign matters adhering to the roller, and may be referred to as a weak pressure-sensitive adhesive, a slight pressure-sensitive adhesive, or a re-peeling pressure-sensitive adhesive. For example, a weak adhesive type such as an acrylic adhesive, a urethane adhesive, a silicon adhesive, or a rubber adhesive may be used, and the adhesiveness was adjusted by adding an isocyanate curing agent to these adhesives. An adhesive may be used. Furthermore, an aqueous type or emulsion type acrylic pressure-sensitive adhesive, urethane-based pressure-sensitive adhesive, or the like can be used.
アクリル系粘着剤としては、トーヨーケム株式会社製(品番BPS6421、品番BPS5227−1、品番BPS5296、品番BPS−5548)、総研化学株式会社製(品番1473H、品番1495、品番1499M)、東亜合成株式会社製粘着剤(品番S−1601、品番S−1065)などの粘着剤を使用すればよい。 Examples of the acrylic adhesive include Toyochem Co., Ltd. (Product No. BPS6421, Product No. BPS5227-1, Product No. BPS5296, Product No. BPS-5548), Soken Chemical Co., Ltd. (Product No. 1473H, Product No. 1495, Product No. 1499M), Toagosei Co., Ltd. What is necessary is just to use adhesives, such as an adhesive (Product number S-1601, Product number S-1065).
ウレタン系粘着剤としては、トーヨーケム株式会社製(品番SH−101、品番SH−109)などの粘着剤を使用すればよい。 As the urethane-based pressure-sensitive adhesive, a pressure-sensitive adhesive such as Toyochem Co., Ltd. (product number SH-101, product number SH-109) may be used.
シリコン系粘着剤としては、信越化学工業株式会社性粘着剤(品番KR−3704、品番KR−3700、品番X−40−3365、品番X−40−3306)などの粘着剤を使用すればよい。 As the silicone-based pressure-sensitive adhesive, pressure-sensitive adhesives such as Shin-Etsu Chemical Co., Ltd. adhesives (product number KR-3704, product number KR-3700, product number X-40-3365, product number X-40-3306) may be used.
水性アクリル系粘着剤としては、トーヨーケム株式会社製(品番BPW4960−1、品番BPW6166)などの粘着剤を使用すればよい。 As the water-based acrylic pressure-sensitive adhesive, a pressure-sensitive adhesive such as Toyochem Co., Ltd. (product number BPW4960-1 or product number BPW6166) may be used.
粘着剤の粘着力は、クリーニングロールを使用するときの搬送速度、ローラー径、ローラーへの巻付き角、ローラー材質、クリーニングを行う装置固有の特性などを考慮して任意に選定すればよい。 The adhesive strength of the pressure-sensitive adhesive may be arbitrarily selected in consideration of the conveyance speed when using the cleaning roll, the roller diameter, the wrapping angle around the roller, the roller material, the characteristics unique to the apparatus to be cleaned, and the like.
また、粘着剤ではなくウレタン系接着剤を接着剤として使用する配合から、硬化剤であるイソシアネート成分の配合比率を少なくし主剤であるポリオール成分との反応を不完全にすることで接着剤に粘着性を持たせることにより粘着剤として使用してもよい。
このように、粘着剤としては、一般的に粘着剤と言われるものだけでなく、粘着力があり異物を除去する加工機のローラーに転移しないものであれば、本発明の粘着剤として使用することが出来る。
In addition, from the use of urethane adhesives instead of adhesives as adhesives, the adhesive ratio is reduced by reducing the mixing ratio of the isocyanate component as the curing agent and incomplete reaction with the polyol component as the main agent. You may use as an adhesive by giving it property.
As described above, the pressure-sensitive adhesive is not limited to what is generally referred to as a pressure-sensitive adhesive, but can be used as the pressure-sensitive adhesive of the present invention as long as it is adhesive and does not transfer to a roller of a processing machine that removes foreign matter. I can do it.
粘着剤との離型性を得るための離型剤としては、シリコン系離型剤、フッ素系離型剤などの非シリコン系離型剤を使用すればよい。また、ポリプロピレンフィルムの未処理面、ポリエチレンフィルムの未処理面などは、粘着剤のタイプによっては容易に剥がすことが出来るものもあり、離型剤を使用しなくてもよい。 As a release agent for obtaining release properties from the pressure-sensitive adhesive, non-silicon release agents such as silicon release agents and fluorine release agents may be used. Further, the untreated surface of the polypropylene film, the untreated surface of the polyethylene film, and the like can be easily peeled off depending on the type of the pressure-sensitive adhesive, and a release agent may not be used.
本発明のクーリングロールの1ユニットを作成するにあたっては、片面に離型剤を施した基材シートの反対面に粘着剤を間欠的に施すことにより作成することが出来る。又は、予め離型剤と粘着剤を施したシートの両端に、離型剤のみを施したシートを繋ぐことにより本発明のクーリングロールの1ユニットを作成してもよい。 In producing one unit of the cooling roll of the present invention, it can be produced by intermittently applying an adhesive to the opposite surface of the base sheet having a release agent on one side. Or you may create 1 unit of the cooling roll of this invention by connecting the sheet | seat which gave only the mold release agent to the both ends of the sheet | seat which gave the mold release agent and the adhesive previously.
リード部に使用する材料としては、本発明に使用する基材シートと同様のシートをリード部の材料として使用してもよい。本発明のクリーニング方法を実施するための、クリーニングロールを図1から図4に構成概念断面図として示す。構成概念断面図は、巻き芯に巻き取った状態で供給するクリーニングロールを、繰り出した状態の断面図で示したものである。 As a material used for the lead portion, a sheet similar to the base sheet used in the present invention may be used as the material for the lead portion. A cleaning roll for carrying out the cleaning method of the present invention is shown in FIGS. The structural conceptual cross-sectional view is a cross-sectional view showing a state where the cleaning roll supplied in a state of being wound around the core is extended.
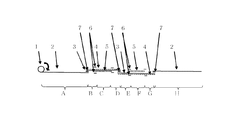
図1は、クリーニングロールの構成概念断面図の1例を示したものであり、巻き芯(1)からクリーニングロールを繰り出した図である。巻き芯(1)部より、〔巻き芯リード紙(2)部分〕(A)、次いで〔基材シート(3)に離型剤(4)が施された部分〕(B)、次いで〔基材シート(3)に離型剤(4)と粘着剤(5)が施された部分〕(C)、次いで〔基材シート(3)に離型剤(4)が施された前記(B)と同じシートの部分〕(D)、次いで〔基材シート(3)に離型剤(4)が施された前記(D)と同じシートが逆転して繋がれた部分〕(E)、次いで〔基材シート(3)に離型剤(4)と粘着剤(5)が施された前記(C)と同じシートが反転して繋がれた部分〕(F)、次いで〔基材シート(3)に離型剤(4)が施された前記(E)と同じシートの部分〕(G)、次いで〔巻き外リード紙(2)部分〕(H)の順で構成されたクリーニングロールである。 FIG. 1 shows an example of a conceptual cross-sectional view of the cleaning roll, and is a view in which the cleaning roll is fed out from the winding core (1). From the core (1) part, [core lead paper (2) part] (A), then [part where the release agent (4) is applied to the base sheet (3)] (B), then [base Part where the release agent (4) and the pressure-sensitive adhesive (5) are applied to the material sheet (3)] (C), and then the above (B) where the release agent (4) is applied to the base sheet (3) ) Part of the same sheet] (D), then [part of the same sheet as (D) in which the release agent (4) is applied to the base sheet (3) and connected reversely] (E), Next, [the part where the same sheet as (C) in which the release agent (4) and the pressure-sensitive adhesive (5) are applied to the base sheet (3) is reversed and connected] (F), then [the base sheet (3) A part of the same sheet as (E) in which the release agent (4) is applied] (G), and then [unrolled lead paper (2) part] (H). It is.
それぞれの部分である(A)、(B)、(C)、(D)、(E)、(F)、(G)、(H)は、片面粘着テープ(6)若しくは両面粘着テープ(7)により繋がれている。 The respective parts (A), (B), (C), (D), (E), (F), (G), (H) are single-sided adhesive tape (6) or double-sided adhesive tape (7). ).
本発明において、それぞれの部分を繋ぎ合わせるためのテープは、離型剤を塗布した面であっても接着力が強いテープを選択し使えばよい。 In the present invention, as a tape for joining the respective parts, a tape having a strong adhesive force may be selected and used even if it is a surface coated with a release agent.
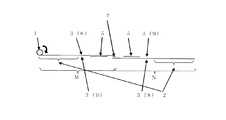
図2は、別なクリーニングロールの構成概念断面図の1例を示したものであり、巻き芯(1)からクリーニングロールを繰り出した図である。巻き芯(1)部より、〔巻き芯リード紙(2)部分〕(I)、次いで〔基材シート(3)に離型剤(4)が施され両端部分を除き粘着剤(5)を施された部分〕(J)、次いで〔基材シート(3)に離型剤(4)が施され両端部分を除き粘着剤(5)が施された前記(J)と同じシートが逆転して繋がれた部分〕(K)、次いで〔巻き外リード紙(2)部分〕(L)の順で構成されたクリーニングロールである。 FIG. 2 shows an example of another conceptual cross-sectional view of the cleaning roll, and is a view in which the cleaning roll is fed out from the winding core (1). From the core (1) part, [core lead paper (2) part] (I), then [the base sheet (3) is subjected to the release agent (4) and the adhesive (5) is removed except for both end parts. The applied sheet] (J), and then the same sheet as in (J) above, where the release agent (4) was applied to the base sheet (3) and the adhesive (5) was applied except for both ends. (K), and then [unwinded lead paper (2) portion] (L).
それぞれの部分である(I)、(J)、(K)、(L)は、片面粘着テープ(6)若しくは両面粘着テープ(7)により繋がれている。(J)、(K)の部分は、離型剤が施された基材シートに間欠に粘着剤を塗布する方法で製造し、両端部を粘着剤のない部分で切断して使用すればよい。 Each part (I), (J), (K), (L) is connected by a single-sided adhesive tape (6) or a double-sided adhesive tape (7). The portions (J) and (K) may be produced by a method of intermittently applying a pressure-sensitive adhesive to a base material sheet to which a release agent has been applied, and both ends may be cut and used at portions without a pressure-sensitive adhesive. .
図3は、別なクリーニングロールの構成概念断面図の1例を示したものであり、巻き芯(1)からクリーニングロールを繰り出した図である。巻き芯(1)部より、〔基材シート(3)の片面が離型性に優れた未処理面(8)である、例えば延伸ポリプロピレンフィルム、未延伸ポリプロピレンフィルム、ポリエチレンフィルムなどの両端部分を除き、逆面の処理面(9)に粘着剤(5)を施すことで得た部分〕(M)、次いで〔基材シート(3)の片面が離型性に優れた未処理面(8)である両端部分を除き、逆面の処理面(9)に粘着剤(5)を施すことで得た前記(M)と同じシートが逆転して繋がれた部分〕(N)の順で構成されたクリーニングロールである。 FIG. 3 shows an example of another conceptual sectional view of the cleaning roll, and is a view in which the cleaning roll is unwound from the winding core (1). From the winding core (1), [one side of the base material sheet (3) is an untreated surface (8) excellent in releasability, such as stretched polypropylene film, unstretched polypropylene film, polyethylene film, etc. Except for the part obtained by applying the pressure-sensitive adhesive (5) to the opposite treated surface (9)] (M), and then [untreated surface (8) in which one side of the base sheet (3) is excellent in releasability ) Except for the both end portions, which are obtained by applying the pressure-sensitive adhesive (5) to the opposite processing surface (9), and a portion where the same sheet as (M) is reversed and connected] in the order of (N) This is a configured cleaning roll.
それぞれの部分である(M)、(N)は、両面粘着テープ(7)により繋がれている。また、巻き芯部及び巻き上部は、リード紙(2)としての働きを持たせるために粘着剤(5)を施さない部分を長くすればよい。 (M) and (N) which are each part are connected by the double-sided adhesive tape (7). Moreover, what is necessary is just to lengthen the part which does not give an adhesive (5), in order to give the winding core part and the winding upper part the function as lead paper (2).
図1から図3において、リード紙(2)部分は10mから200m程度でよい、粘着剤(5)を設けた両端部分の離型剤(4)だけを設ける部分はクリーニングロールの巻き径にもよるが1mから3m程度でよい、粘着剤(5)を設ける部分は加工機の最大ローラーの円周長を最小とし任意の長さでよく、ローラーが回転する何周分を粘着剤(5)に接触させるかにより長さは変わり、一般的な加工機においては3mから15m程度でよい。 In FIG. 1 to FIG. 3, the lead paper (2) portion may be about 10 m to 200 m, and the portion provided only with the release agent (4) at both ends provided with the adhesive (5) is also used for the winding diameter of the cleaning roll. However, the portion where the adhesive (5) is provided, which may be about 1 to 3 m, can be any length with the circumferential length of the maximum roller of the processing machine being minimized, and the adhesive (5) The length varies depending on whether or not it is brought into contact with a general processing machine and may be about 3 to 15 m.
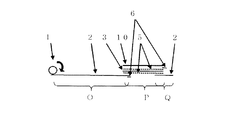
図4は、別なクリーニングロールの構成概念断面図の1例を示したものであり、巻き芯(1)からクリーニングロールを繰り出した図である。巻き芯(1)部より、〔リード紙(2)部分〕(O)、次いで〔基材シート(3)の両面に粘着剤(5)が施され、両面離型シート(10)が貼られた部分〕(P)、次いで〔リード紙(2)部分〕(Q)の順で構成されたクリーニングロールである。 FIG. 4 shows an example of another conceptual sectional view of the structure of the cleaning roll, and is a view in which the cleaning roll is fed out from the winding core (1). From the core (1) part, [lead paper (2) part] (O), then [the adhesive (5) is applied to both sides of the base sheet (3), and the double-sided release sheet (10) is pasted. (P), then [Lead paper (2) part] (Q).
本クーリングロールにおいて、それぞれの部分(O)、(P)、(Q)を繋ぎ合わせるのに、リード紙(2)を両面に粘着剤(5)が施された面の片面にダブらせて貼ることによりつなぎ合わせると共に、クーリングロールの巻き取り状態においても粘着剤(5)は両面離型シート(10)に接するようにした。繋ぎ合わせを補強するにはクーリングロールの繰り出し先頭繋ぎ部に片面粘着テープ(6)を使用すれば良い。 In this cooling roll, in order to connect the respective parts (O), (P), (Q), the lead paper (2) is doubled on one side of the surface on which the adhesive (5) is applied. While sticking together, the adhesive (5) was in contact with the double-sided release sheet (10) even in the winding state of the cooling roll. In order to reinforce the connection, a single-sided adhesive tape (6) may be used at the leading connection portion of the cooling roll.
図4において、リード紙部分は10mから200m程度でよい、両面に粘着剤を施し両面離型のシートを貼り合わせた部分は加工機の最大ローラー径とローラーに何周粘着剤を接触させるかによるが3mから10m程度でよい、該粘着剤を施した部分の両端部は巻き芯リード紙及び巻き外リード紙をダブらせて繋ぎ合わせればよい、このクリーニングロールは、再利用をしないものであり繰り出し部のリード紙は1mから5m程度でよい。 In FIG. 4, the lead paper portion may be about 10 m to 200 m. The portion where the adhesive is applied to both sides and the double-sided release sheet is bonded depends on the maximum roller diameter of the processing machine and how many times the adhesive is in contact with the roller. 3m to 10m may be sufficient, and both ends of the part to which the adhesive is applied may be joined by doubling and connecting the core lead paper and the unwind lead paper. This cleaning roll is not reused. The lead paper in the feeding section may be about 1 to 5 m.
図4に示したクリーニングロールは、繰り出し時に給紙部で両面離型性のシートを取り除く必要があるため離型効果の高い離型剤を選定することが望ましい。 In the cleaning roll shown in FIG. 4, it is desirable to select a release agent having a high release effect since it is necessary to remove the double-sided release sheet at the paper feeding unit when the cleaning roll is extended.
図1から図4で本発明のクーリングロールに構成の例を示したが、これらの構成に限定されるものではなく、クリーニングを行う加工装置に適した構成にすることが出来る。 Although the example of a structure was shown by the cooling roll of this invention in FIGS. 1-4, it is not limited to these structures, It can be set as the structure suitable for the processing apparatus which performs cleaning.
本発明のローラーのクリーニング方法は、複数のローラー間に原反を走行させながら、該原反に種々の処理を施すようにしたグラビア印刷装置、ドライラミネート装置、樹脂押出しシーテング装置などの多数の加工ローラーを有する加工装置に、粘着剤を備えた長尺シートを通すことにより、ローラーに付着する異物を取り除くことが出来るため、多数のローラーを1本1本清掃する必要がなく、異物による品質不良を防止できる。 The method for cleaning a roller according to the present invention includes a number of processes such as a gravure printing apparatus, a dry laminating apparatus, and a resin extrusion sheeting apparatus that perform various treatments on the original while running the original between a plurality of rollers By passing a long sheet with an adhesive through a processing device that has rollers, foreign substances adhering to the rollers can be removed, so there is no need to clean many rollers one by one, resulting in poor quality due to foreign substances. Can be prevented.
また、クリーニングロールには、ロールの表裏に粘着剤が設けられているため1回クリーニングロールを通しことで全ロールの清掃が完了する。
更にリード紙が両端部に繋がれているため繰り返しの使用をすることもでき経済的である。
Moreover, since the cleaning roll is provided with an adhesive on the front and back of the roll, the cleaning of all the rolls is completed by passing the cleaning roll once.
Furthermore, since the lead paper is connected to both ends, it can be used repeatedly and is economical.
図2の構成でクリーニングロールを作成した。巻芯にポリエステルフィルムをリード紙として300mを巻き、次に繋ぐシートは次のようにして製造した。基材シートとしポリエステルフィルムの片面にシリコン系離型剤が設けられた離型シートの非コート面に弱粘着性の粘着剤をドライで40g/平方メートルで塗工した。塗工は離型シートに間欠的に行い塗工部を20m、非塗工部を10mとした。 A cleaning roll was created with the configuration of FIG. A polyester film was used as the lead paper around the winding core, and 300 m was wound, and the next sheet to be connected was manufactured as follows. A weak adhesive was applied at 40 g / square meter dry to the non-coated surface of a release sheet in which a silicon release agent was provided on one side of the polyester film as a base sheet. Coating was performed intermittently on the release sheet, and the coated part was 20 m and the non-coated part was 10 m.
こうして製造した弱粘着シートの粘着剤非塗工部の中央で切断して巻芯部のリード紙に両面粘着テープを用い繋ぎ、次の粘着剤非塗工部の中央で切断し1ユニットとした。 Cut at the center of the adhesive-uncoated part of the weakly-adhesive sheet produced in this way, connect it to the lead paper of the core using double-sided adhesive tape, and cut at the center of the next adhesive-uncoated part to make one unit. .
次いで前記1ユニットの面を逆にして両面粘着テープを用い繋ぎ、粘着剤が両面に形成されるようにした。次いでにポリエステルフィルムをリード紙として300mを巻きクリーニングロールを作成した。尚、両面テープで繋ぐ1ユニットの面は、離型剤を塗工していない面とした。 Subsequently, the surface of the 1 unit was reversed and connected using a double-sided adhesive tape so that the adhesive was formed on both sides. Next, a polyester film was used as a lead paper and 300 m was wound to prepare a cleaning roll. In addition, the surface of 1 unit connected with a double-sided tape was made into the surface which has not applied the mold release agent.
実施例1のクリーニングロールを用いて50m/分の速度でグラビア印刷機のガイドローラーのゴミ取り作業を完了した。本クリーニングロールは、繰り返し使用しグラビア印刷機のガイドローラーのゴミ取り作業を行うことが出来た。 Using the cleaning roll of Example 1, the dust removing operation of the guide roller of the gravure printing machine was completed at a speed of 50 m / min. This cleaning roll could be used repeatedly to remove dust from the guide roller of the gravure printing machine.
図3の構成でクリーニングロールを作成した。このクリーニングロールの基材フィルムとしては、片面コロナ処理が施された延伸ポリプロピレンフィルム40μのコロナ処理面に、エーテル系ウレタン接着剤を塗布し硬化させた。エーテル系ウレタン接着剤を接着に使用する場合は、主剤と硬化剤を等量の配合とするが、粘着力を残すため硬化剤量を半分の量として接着剤の主剤と硬化剤が反応後も粘着力を保持するようにした。 A cleaning roll was created with the configuration shown in FIG. As a base film of this cleaning roll, an ether-based urethane adhesive was applied to a corona-treated surface of a stretched polypropylene film 40 μ subjected to single-sided corona treatment and cured. When using an ether urethane adhesive for bonding, the main agent and the curing agent are blended in equal amounts, but the amount of the curing agent is halved to keep the adhesive strength, and the adhesive main agent and the curing agent are reacted after the reaction. The adhesive strength was maintained.
接着剤はドライで10g/平方メートル塗工を行い粘着性のある層とした。本加工においては、塗工は間欠的に行い塗工部を20m、非塗工部を300mとした。 The adhesive was dried and coated at 10 g / square meter to form a sticky layer. In this processing, coating was performed intermittently, and the coated part was 20 m and the non-coated part was 300 m.
このようにして製造したロールを2巻用意し、巻芯部から非塗工部を295m、塗工部を20m、非塗工部5mになるよう巻き芯に巻き取り、次いでもう一方のロールの巻き上げ面を逆にして両面粘着テープで繋ぎ、巻芯部から非塗工部を5m、塗工部を20m、非塗工部295mになるよう巻き取りクリーニングロールを作成した。 Two rolls prepared as described above are prepared, and the winding core is wound around the winding core so that the non-coated portion is 295 m, the coated portion is 20 m, and the non-coated portion is 5 m. The roll-up surface was reversed and connected with a double-sided adhesive tape, and a winding cleaning roll was prepared so that the non-coated part was 5 m, the coated part was 20 m, and the non-coated part was 295 m from the winding core part.
こうして作成するクリーニングロールは、延伸ポリプロピレンフィルムの未処理面が、離型効果を有するため、リード紙と離型紙を兼ねることが出来きるので本実施例のクリーニングロールは中央部分で一度両面テープを用い繋ぐだけでよく、生産性のよい製品とすることが出来た。 Since the untreated surface of the stretched polypropylene film has a release effect, the cleaning roll thus prepared can serve as both lead paper and release paper, so the cleaning roll of this example uses a double-sided tape once in the center portion. All that is required is to connect them and make the product highly productive.
実施例2のクリーニングロールを用いて50m/分の速度でグラビア印刷機のガイドローラーのゴミ取り作業を完了した。本クリーニングロールは、繰り返し使用しグラビア印刷機のガイドローラーのゴミ取り作業を行うことが出来た。 Using the cleaning roll of Example 2, the dust removing operation for the guide roller of the gravure printing machine was completed at a speed of 50 m / min. This cleaning roll could be used repeatedly to remove dust from the guide roller of the gravure printing machine.
図3の構成でクリーニングロールを作成した。このクリーニングロールの基材フィルムとしては、片面コロナ処理が施された延伸ポリプロピレンフィルム40μのコロナ処理面に、予めイミン溶液をコーティング後、150℃で加熱することで粘着剤との接着力を良好にしたフィルムを用いた。 A cleaning roll was created with the configuration shown in FIG. As a substrate film for this cleaning roll, the corona-treated surface of a stretched polypropylene film 40μ subjected to single-sided corona treatment is coated with an imine solution in advance, and then heated at 150 ° C. to improve the adhesive strength with the adhesive. The film was used.
このようにコロナ処理面にイミンで下地加工をしたフィルムに、水溶性エマルジョンタイプの弱粘着剤をドライで40g/平方メートル塗工を行い粘着層とした。本加工においては、塗工は間欠的に行い塗工部を20m、非塗工部を300mとした。
The film having the corona-treated surface treated with imine on the surface was coated with 40 g /
このようにして製造したロールを2巻用意し、巻芯部から非塗工部を295m、塗工部を20m、非塗工部5mになるよう巻き芯に巻き取り、次いでもう一方のロールの巻き上げ面を逆にして両面粘着テープで繋ぎ、巻芯部から非塗工部を5m、塗工部を20m、非塗工部295mになるよう巻き取りクリーニングロールを作成した。 Two rolls prepared as described above are prepared, and the winding core is wound around the winding core so that the non-coated portion is 295 m, the coated portion is 20 m, and the non-coated portion is 5 m. The roll-up surface was reversed and connected with a double-sided adhesive tape, and a winding cleaning roll was prepared so that the non-coated part was 5 m, the coated part was 20 m, and the non-coated part was 295 m from the winding core part.
こうして作成するクリーニングロールは、延伸ポリプロピレンフィルムの未処理面が、離型効果を有するため、リード紙と離型紙を兼ねることが出来きるので本実施例のクリーニングロールは中央部分で一度両面テープを用い繋ぐだけでよく、生産性のよい製品とすることが出来た。 Since the untreated surface of the stretched polypropylene film has a release effect, the cleaning roll thus prepared can serve as both lead paper and release paper, so the cleaning roll of this example uses a double-sided tape once in the center portion. All that is required is to connect them and make the product highly productive.
実施例2のクリーニングロールを用いて50m/分の速度でグラビア印刷機のガイドローラーのゴミ取り作業を完了した。本クリーニングロールは、繰り返し使用しグラビア印刷機のガイドローラーのゴミ取り作業を行うことが出来た。 Using the cleaning roll of Example 2, the dust removing operation for the guide roller of the gravure printing machine was completed at a speed of 50 m / min. This cleaning roll could be used repeatedly to remove dust from the guide roller of the gravure printing machine.
図4の構成でクリーニングロールを作成した。基材シートとしてポリエステルフィルムを使用し、ウレタン系粘着剤に粘着力を調整するためイソシアネートを0.2%添加しドライで30g/平方メートルになるように両面に塗工した。離型紙としては、クラフト紙の両面にポリエチレンがコートされ離型層が形成されている両面離型紙を使用した。 A cleaning roll was created with the configuration of FIG. A polyester film was used as the base sheet, and 0.2% of isocyanate was added to adjust the adhesive strength to the urethane-based pressure-sensitive adhesive. As the release paper, double-sided release paper in which polyethylene was coated on both sides of the kraft paper and a release layer was formed was used.
こうして製造した両面に弱粘着性を有し、両面離型紙と貼り合わされたシートが、図4のPで示した部分である。 The sheet having weak adhesiveness on both sides thus manufactured and bonded to the double-sided release paper is a portion indicated by P in FIG.
このP部分として4mを用い、クリーニングロールの巻き芯部にリード紙を300m、繰り出し部に3mのリード紙を繋いだ。図4に示すように、これらのリード紙は粘着剤面にそれぞれ1mをダブらせて繋ぐことにより、ロール状の巻き取っても粘着剤面が離型剤面に接するようにした。 4 m was used as the P portion, 300 m of lead paper was connected to the winding core portion of the cleaning roll, and 3 m of lead paper was connected to the feeding portion. As shown in FIG. 4, these lead papers were connected by doubling each 1 m on the pressure-sensitive adhesive surface so that the pressure-sensitive adhesive surface was in contact with the release agent surface even when rolled up.
このようにして作成したクリーニングロールを、ローラーを清掃する装置に通されているシートに給紙部で繋ぎ、ローラー清掃を行う装置を低速で回転しながら4mの両面離型紙を給紙部で除去してローラーのクリーニングを行った。 The cleaning roll created in this way is connected to a sheet passed through a roller cleaning device by a paper feed unit, and the 4 m double-sided release paper is removed by the paper feed unit while rotating the roller cleaning device at a low speed. The roller was then cleaned.
1 巻き芯
2 リード紙
3 基材シート
4 離型剤
5 粘着剤
6 片面粘着テープ
7 両面粘着テープ
8 基材シートの未処理面
9 基材シートの処理面
10 両面離型シート
A 図1のリード紙(2)部分
B 図1の基材シート(3)に離型剤(4)が施された部分
C 図1の基材シート(3)に離型剤(4)と粘着剤(5)が施された部分
D 図1の基材シート(3)に離型剤(4)が施された前記(B)と同じシートの部分
E 図1の基材シート(3)に離型剤(4)が施された前記(D)と同じシートが逆転して繋がれた部分
F 図1の基材シート(3)に離型剤(4)と粘着剤(5)が施された前記(C)と同じシートが逆転して繋がれた部分
G 図1の基材シート(3)に離型剤(4)が施された前記(E)と同じシートの部分
H 図1の巻き外リード紙(2)部分
I 図2の巻き芯リード紙(2)部分
J 図2の基材シート(3)に離型剤(4)が施され両端部分を除き粘着剤(5)を施された部分
K 図2の基材シート(3)に離型剤(4)が施され両端部分を除き粘着剤(5)が施された前記(J)と同じシートが逆転して繋がれた部分
L 図2巻き外リード紙(2)部分
M 図3の基材シート(3)の片面が離型性に優れた未処理面(8)である、例えば延伸ポリプロピレンフィルム、未延伸ポリプロピレンフィルム、ポリエチレンフィルムなどの両端部分を除き、逆面の処理面(9)に粘着剤(5)を施すことで得た部分
N 図3の基材シート(3)の片面が離型性に優れた未処理面(8)である両端部分を除き、逆面の処理面(9)に粘着剤(5)を施すことで得た前記(M)と同じシートが逆転して繋がれた部分
O 図4の巻き芯リード紙(2)部分
P 図4の基材シート(3)の両面に粘着剤(5)が施され、両面離型シート(10)が貼られた部分
Q 図4の巻き外リード紙(2)部分
DESCRIPTION OF
本発明は、多くのガイドローラー、ニップローラー、クーリングローラーなどの各種ローラーを備え、且つ巻き取りの給紙及び排紙装置を備えたグラビア印刷機等のローラーに付着したゴミを除去するための方法及びその方法を実施するための粘着性を有するクリーニングロールに関する。 The present invention is a method for removing dust adhering to a roller of a gravure printing machine or the like that includes a number of various rollers such as a guide roller, a nip roller, and a cooling roller, and that is equipped with a take-up paper feeding and discharging device. And a cleaning roll having adhesiveness for carrying out the method.
ローラー間に長尺状の原反を走行させる装置としては、多くの分野で使用されており、このような装置には、原反と接する多くのローラーが用いられるため、ローラーの清掃は、不可欠で煩雑なものとなっている。 As a device that runs a long raw fabric between rollers, it is used in many fields, and since many rollers in contact with the original fabric are used in such a device, cleaning the rollers is essential. It is complicated.
ローラーの材質は、鉄、アルミなどの金属・ゴム・プラスチックなど、用途により各種の素材が使用されている。このため、ローラーの清掃は、加工職場特有の方法で行われている。例えば、汚れの内容によりローラーに密着したものを物理的に削り取ったり、溶剤で溶解して拭き取ったりすることが行われている。 Various materials such as iron, aluminum and other metals, rubber and plastic are used for the roller. For this reason, the cleaning of the roller is performed by a method specific to the processing workplace. For example, a material that is in close contact with the roller depending on the content of dirt is physically scraped or dissolved with a solvent and wiped off.
しかし、こびりついた汚れを除去しても、清掃に使用した布の繊維糸や、作業環境特有の材料粒や材料片などの付着物を完全に取り除くことは難しく、これらの異物が製品品質に影響することも多いため、清掃に費やす時間と労力は、作業工程の中で、無視できないほど大きなものとなっている。 However, it is difficult to completely remove deposits such as fabric yarn used for cleaning and material grains and pieces of material that are specific to the work environment even after removing the sticky dirt, and these foreign substances affect product quality. In many cases, the time and labor required for cleaning is so large that it cannot be ignored in the work process.
異物の付着による製品不良を防ぐため、製品または製品材料や製品素材から異物を取り除く工夫は行われているが、加工機のローラーを、運転を終える都度、クリーニングすることは行われていない。 In order to prevent product defects due to the adhesion of foreign substances, attempts have been made to remove foreign substances from products or product materials or product materials, but the rollers of the processing machine are not cleaned every time the operation is finished.
異物の製品への付着を防止するために、加工機の一部ローラーを弱粘着ローラーにすることで加工機を通す原反等の材料から異物を取ることが行われている。 In order to prevent foreign matter from adhering to a product, foreign substances are removed from a material such as a raw material that passes through the processing machine by using a partially adhesive roller of the processing machine as a weak adhesive roller.
また、テープレコーダーやビデオテープなどには、テープの一部に研磨効果を持たせたクリーニングテープがつながれており、データーの読み取りヘッドの異物を取るようになっている。その他、機器により専用のクリーニング装置を備えた物は、数多くある。 In addition, a tape recorder, a video tape, and the like are connected with a cleaning tape having a polishing effect on a part of the tape to remove foreign matter from the data reading head. There are many other devices equipped with a dedicated cleaning device.
本発明は、複数のローラーを備える加工装置において、人的な異物・繊維に由来する異物・加工に使用する材料に起因する異物など、ローラーに付着した異物除去を、簡単に且つ短時間で行うことが出来るようにすることを課題とする。 In a processing apparatus having a plurality of rollers, the present invention easily and quickly removes foreign matters attached to the rollers, such as human foreign matters, foreign matters derived from fibers, and foreign matters caused by materials used for processing. The challenge is to be able to
本発明に係るクリーニング方法は、複数のローラー間に原反を走行させながら、該原反に種々の処理を施すようにした装置の各ローラーに対するクリーニング方法であって、両面に粘着層を有する長尺シートには、先頭部分及び末尾部分に粘着層を有しないリード部分を備え、前記長尺シートの粘着層を有する領域の裏面に離型層が形成され、その離形層が、該長尺シートがロール状に巻かれたときに、前記粘着層と相対するように離型層を設ける領域が設定されているクリーニングロールを用いることを特徴とする。 The cleaning method according to the present invention is a cleaning method for each roller of an apparatus in which various processes are performed on the original fabric while the original fabric runs between a plurality of rollers, and has a pressure-sensitive adhesive layer on both sides. The length sheet is provided with a lead portion that does not have an adhesive layer at the head portion and the tail portion, and a release layer is formed on the back surface of the area having the pressure-sensitive adhesive layer of the long sheet. A cleaning roll in which a region for providing a release layer is set so as to face the adhesive layer when the sheet is wound into a roll is used.
ローラーに付着した異物は、粘着剤によって除去できる異物と、粘着剤では除去できない異物とがあるが、本発明に係るクリーニング方法は、前者の異物を除去するためのものである。 The foreign matter adhering to the roller includes foreign matter that can be removed by the adhesive and foreign matter that cannot be removed by the adhesive. The cleaning method according to the present invention is for removing the former foreign matter.
また、複数のローラー間に原反を走行させながら、該原反に種々の処理を施すようにした装置においては、原反に接するローラーは、該原反の一面に接するのではなく、搬送中に該原反の片面及びその反対面、すなわち表裏に接することで原反の走行方向を変えるものである。 In addition, in an apparatus in which the raw fabric is subjected to various treatments while running the raw fabric between a plurality of rollers, the roller in contact with the original fabric is not in contact with one side of the original fabric, but is being conveyed. on one side and the opposite surface thereof raw reaction, i.e. Ru der configured to change the running direction of the raw sheet by contacting the front and back.
従って、片面に粘着層を有する長尺シートを使用する場合は、ローラー間に長尺シートを走行させながら搬送した後、一回目とは、粘着層の面を変えてローラー間に長尺シートを2回蛇行させながら搬送することにより、全ローラーのクリーニングを行うことができ、表面と裏面に長手方向に沿って交互に粘着層を有する長尺シートを使用する場合は、複数のローラー間に長尺シートを走行させながら1回搬送することにより、ローラーのクリーニングをすることができる。 Therefore, when using a long sheet having an adhesive layer on one side, after transporting the long sheet between the rollers, the first time is to change the surface of the adhesive layer and place the long sheet between the rollers. By transporting while meandering twice, all the rollers can be cleaned, and when using a long sheet having adhesive layers alternately along the longitudinal direction on the front and back surfaces, it is necessary to The roller can be cleaned by transporting the length sheet once while traveling.
本発明に係るクリーニング方法は、ローラーのクリーニングを行う装置としては、グラビア印刷装置、ドライラミネート装置、樹脂押出しシーテング装置などの多数のローラーを有する装置であり、前記長尺シートが先頭部分及び末尾部分に粘着層を有しないリード部分を備えているクリーニングロールを使用する方法である。 The cleaning method according to the present invention is an apparatus having a large number of rollers such as a gravure printing apparatus, a dry laminating apparatus, and a resin extrusion sheeting apparatus as a roller cleaning apparatus. a method of using a torque leaning rolls comprise a lead portion having no adhesive layer on.
リード部分を備えていることにより、各種の装置に使用している原反から、原反自動切り替え装置により、本発明のクリーニングロールに繋ぎ変えるときに安定した繋ぎ変えを可能とし、また繋ぎ変えにより発生するクリーニングロールのロスを考慮し、クリーニングロールを繰り返し使用できるようにリード部分を備えるものである。 By providing the lead part, it is possible to change the connection stably from the original fabric used in various devices to the cleaning roll of the present invention by the automatic automatic switching device. In consideration of the loss of the cleaning roll that occurs, the lead portion is provided so that the cleaning roll can be used repeatedly.
これにより、クリーニングロールの粘着層に、ゴミなどが付着しても繰り返しクリーニングロールを使用することが出来るので経済的である。 This is economical because the cleaning roll can be used repeatedly even if dust adheres to the adhesive layer of the cleaning roll.
本発明に係るクリーニング方法において、繰り返し使用をするために、前記長尺シートからなるクリーニングロールの粘着層を有する領域の裏面に離形層が形成され、その離形層が、該長尺シートがロール状に巻かれたときに、前記粘着層と相対するように離型層の領域が設定されているクリーニングロールを使用するクリーニング方法である。 In the cleaning method according to the present invention, for repeated use, a release layer is formed on the back surface of the region having the adhesive layer of the cleaning roll made of the long sheet, and the release layer is formed of the long sheet. when wound into a roll, a cleaning method using the torque leaning roll area of the adhesive layer relative to as release layer is set.
繰り返して使用せず、1回の使用でクーリングロールを取り換える場合においては、長尺シートの両面に粘着層を有し、その片面に両面剥離を有するシートを貼り合わせてロール状に巻き、使用に際しては、剥離シートを粘着層から取り除きながら繰り出されるクリーニングロールを用いるクリーニング方法とすることもできる。 When the cooling roll is replaced with a single use instead of being used repeatedly, the sheet having an adhesive layer on both sides of the long sheet, and having a double-sided peel on one side is wound into a roll shape. May be a cleaning method using a cleaning roll that is fed out while removing the release sheet from the adhesive layer.
このクリーニングロールは、基材シートの両面に粘着剤が設けられており、一度使用することで粘着剤面が接して巻き取られることとなり、再使用をすることはできないが、粘着剤を両面に設けるために煩雑な繋ぎ作業がなくなり安価なクーリングロールとすることができる。また再利用のために保管することもなく、高度なクリーンを求められる製品を製造する加工機には適切なクーリング方法である。 This cleaning roll is provided with an adhesive on both sides of the base sheet, and once used, the adhesive surface comes into contact and is wound up and cannot be reused. Since it is provided, complicated joining work is eliminated, and an inexpensive cooling roll can be obtained. In addition, it is an appropriate cooling method for a processing machine that manufactures a product that requires a high degree of cleanliness without being stored for reuse.
本発明に係るクリーニングロールは、基材シートの一方の面にその両端部分を除き粘着剤を施し、他方の面に全長に亘って離型層を有するものを1ユニットとし、その1ユニットのシートを複数枚、交互に表裏を反転させながら直列接続して長尺状に形成したものである長尺シートをロール状の巻き取ったものからなることを特徴とするクリーニングロールである。 In the cleaning roll according to the present invention, one side of the base sheet is coated with an adhesive except for both end portions, and the other side has a release layer over the entire length as one unit. A cleaning roll comprising a plurality of sheets, each of which is formed in a long shape by being connected in series while alternately reversing the front and back surfaces, and being wound in a roll shape.
基材シートの一方の面にその両端部分を除き粘着剤を施し、他方の面に全長に亘って離型層を有するものを1ユニットとすることで、該1ユニットを巻き取ってロールとした時に、粘着剤のある面は離型層を有する面に接するので、ロールから長尺シートを容易に繰り出すことが出来るようになる。 One side of the base sheet is subjected to pressure-sensitive adhesive except for both end portions, and the other side is provided with a release layer over the entire length to form one unit. Sometimes, the surface with the pressure-sensitive adhesive comes into contact with the surface having the release layer, so that the long sheet can be easily fed out from the roll.
該1ユニットの粘着剤の施された面が、ロールの表裏の面になるように、2ユニットを繋ぎクリーニングロールとすることで、グラビア印刷装置、ドライラミネート装置、樹脂押出しシーテング装置などの多数の加工ローラーを有する装置の複数のローラー間にクリーニングロールを走行させて通せば、これら装置の全てのローラーから付着しているゴミを粘着剤に接着させて除去することが出来る。 By connecting two units to form a cleaning roll so that the surface of the one unit with the adhesive is the front and back surfaces of the roll, a large number of gravure printing devices, dry laminating devices, resin extrusion sheeting devices, etc. If a cleaning roll is run between a plurality of rollers of a device having a processing roller, dust adhering from all the rollers of these devices can be removed by adhering to the adhesive.
本発明に係るクーリングロールは、基材シートの一方の面にその両端部分を除き粘着剤を施し、他方の面に全長に亘って離型層を有するものを1ユニットの長尺シートとして、その1ユニットのシートを複数枚、交互に表裏を反転させながら直列接続して長尺状に形成したものを円筒状の巻き芯に巻き付けてロールに巻き取ったときに、前記粘着剤と離形層とが上下に重なるように前記基材シートの個々の長さが調整され、そのロールから繰り出される長尺シートの先端部及び巻き芯部には、1ユニットとは異なるリード部分が接続されている長尺シートからなることを特徴とするクリーニングロールである。 The cooling roll according to the present invention is such that one side of the base sheet is coated with an adhesive except for both end portions, and the other side has a release layer over the entire length as a unit long sheet. When a plurality of sheets of one unit are connected in series with the front and back being alternately reversed and formed into a long shape and wound around a cylindrical winding core and wound around a roll, the adhesive and the release layer The individual lengths of the base sheet are adjusted so that they overlap each other, and a lead portion different from one unit is connected to the leading end and the core of the long sheet fed from the roll. A cleaning roll comprising a long sheet.
基材シートの一方の面にその両端部分を除き粘着剤を施し、他方の面に全長に亘って離型層を有することにより該基材シートを巻き取りロール状にする場合、粘着剤面をロールの表面にしても、あるいは粘着剤面をロールの裏面にしても、粘着剤は離型層を有する基材シートの部分に接することを考慮したものであり、基材シートの粘着剤を施さない両端部の長さは、ロールにした時の1円周の長さより長くすることで、粘着剤の面は離型層の面に接することになり、ロールからシートに繰り出すことが出来る。 When applying a pressure-sensitive adhesive to one side of the base sheet except for its both end portions and having the release layer over the entire length of the other side of the base sheet to form a take-up roll, Regardless of whether the surface of the roll or the pressure-sensitive adhesive side is the back side of the roll, the pressure-sensitive adhesive is in contact with the part of the base sheet having the release layer. By making the length of both ends not longer than the length of one circumference when the roll is formed, the surface of the pressure-sensitive adhesive comes into contact with the surface of the release layer and can be fed out from the roll to the sheet.
このように、離型層を有する面の長さを長くすることで、本発明のクーリングロールを多数の加工ローラーを有する装置を通し、巻き取ったロールを再度使用することが出来る。即ち、本発明に係るクーリングロールは、給紙部から繰り出され各種ローラーのクーリングに使用した後、排紙部で巻き上げる際に排紙部の回転方向は任意であり巻き上げ面を考慮しなくてよい。 In this way, by increasing the length of the surface having the release layer , the rolled roll can be reused by passing the cooling roll of the present invention through a device having a number of processing rollers. That is, the cooling roll according to the present invention does not need to consider the winding surface when the paper discharge unit is rotated from the paper supply unit and used for cooling various rollers and then rolled up by the paper discharge unit. .
また、クリーニングロールの先端部及び巻き芯部には、1ユニットとは異なるリード部分を接続することで、繰り返しの使用において、リード部分としてのリード紙が消耗され短くなっても、クリーニングロールとしての機能は低下しない。 In addition, by connecting lead parts different from one unit to the tip and winding core of the cleaning roll, even if the lead paper as the lead part is consumed and shortened in repeated use, The function is not degraded.
従って、本発明のクーリングロールを使用するに際しては、繰り返しの使用によりリード部分を消耗した時、又は粘着剤に異物が付き更なる異物を除去する効果が低下した時に、新たなクーリングロールに交換すればよい。 Therefore, when the cooling roll of the present invention is used, when the lead portion is consumed due to repeated use, or when the effect of removing further foreign substances due to the adhesive is reduced, it is replaced with a new cooling roll. That's fine.
本発明で使用する基材シートとしては、12ミクロンから100ミクロンのポリエステルフィルム、15ミクロンから100ミクロンのポリプロピレンフィルム、25ミクロンから100ミクロンのポリエチレンフィルム、35グラム/平方メートルから80グラム/平方メートルの表面に樹脂コートされた紙などから選択することが出来る。 The substrate sheet used in the present invention includes a polyester film of 12 to 100 microns, a polypropylene film of 15 to 100 microns, a polyethylene film of 25 to 100 microns, a surface of 35 to 80 grams / square meter. It can be selected from resin-coated paper.
使用する粘着剤は、ローラーに付着する異物を接着し除去するものであり弱粘着剤、微粘着剤又は再剥離粘着剤と言われるものでよい。例えば、アクリル系粘着剤、ウレタン系粘着剤、シリコン系粘着剤、ゴム系粘着剤などの粘着性の弱いタイプを用いればよく、これらの粘着剤にイソシアネートの硬化剤を添加し粘着性を調整した粘着剤を用いてもよい。更に、水性タイプ又はエマルジョンタイプのアクリル系粘着剤、ウレタン系粘着剤などを使用することが出来る。 The pressure-sensitive adhesive to be used adheres and removes foreign matters adhering to the roller, and may be referred to as a weak pressure-sensitive adhesive, a slight pressure-sensitive adhesive, or a re-peeling pressure-sensitive adhesive. For example, a weak adhesive type such as an acrylic adhesive, a urethane adhesive, a silicon adhesive, or a rubber adhesive may be used, and the adhesiveness was adjusted by adding an isocyanate curing agent to these adhesives. An adhesive may be used. Furthermore, an aqueous type or emulsion type acrylic pressure-sensitive adhesive, urethane-based pressure-sensitive adhesive, or the like can be used.
アクリル系粘着剤としては、トーヨーケム株式会社製(品番BPS6421、品番BPS5227−1、品番BPS5296、品番BPS−5548)、総研化学株式会社製(品番1473H、品番1495、品番1499M)、東亜合成株式会社製粘着剤(品番S−1601、品番S−1065)などの粘着剤を使用すればよい。 Examples of the acrylic adhesive include Toyochem Co., Ltd. (Product No. BPS6421, Product No. BPS5227-1, Product No. BPS5296, Product No. BPS-5548), Soken Chemical Co., Ltd. (Product No. 1473H, Product No. 1495, Product No. 1499M), Toagosei Co., Ltd. What is necessary is just to use adhesives, such as an adhesive (Product number S-1601, Product number S-1065).
ウレタン系粘着剤としては、トーヨーケム株式会社製(品番SH−101、品番SH−109)などの粘着剤を使用すればよい。 As the urethane-based pressure-sensitive adhesive, a pressure-sensitive adhesive such as Toyochem Co., Ltd. (product number SH-101, product number SH-109) may be used.
シリコン系粘着剤としては、信越化学工業株式会社性粘着剤(品番KR−3704、品番KR−3700、品番X−40−3365、品番X−40−3306)などの粘着剤を使用すればよい。 As the silicone-based pressure-sensitive adhesive, pressure-sensitive adhesives such as Shin-Etsu Chemical Co., Ltd. adhesives (product number KR-3704, product number KR-3700, product number X-40-3365, product number X-40-3306) may be used.
水性アクリル系粘着剤としては、トーヨーケム株式会社製(品番BPW4960−1、品番BPW6166)などの粘着剤を使用すればよい。 As the water-based acrylic pressure-sensitive adhesive, a pressure-sensitive adhesive such as Toyochem Co., Ltd. (product number BPW4960-1 or product number BPW6166) may be used.
粘着剤の粘着力は、クリーニングロールを使用するときの搬送速度、ローラー径、ローラーへの巻付き角、ローラー材質、クリーニングを行う装置固有の特性などを考慮して任意に選定すればよい。 The adhesive strength of the pressure-sensitive adhesive may be arbitrarily selected in consideration of the conveyance speed when using the cleaning roll, the roller diameter, the wrapping angle around the roller, the roller material, the characteristics unique to the apparatus to be cleaned, and the like.
また、粘着剤ではなくウレタン系接着剤を接着剤として使用する配合から、硬化剤であるイソシアネート成分の配合比率を少なくし主剤であるポリオール成分との反応を不完全にすることで接着剤に粘着性を持たせることにより粘着剤として使用してもよい。
このように、粘着剤としては、一般的に粘着剤と言われるものだけでなく、粘着力があり異物を除去する加工機のローラーに転移しないものであれば、本発明の粘着剤として使用することが出来る。
In addition, from the use of urethane adhesives instead of adhesives as adhesives, the adhesive ratio is reduced by reducing the mixing ratio of the isocyanate component as the curing agent and incomplete reaction with the polyol component as the main agent. You may use as an adhesive by giving it property.
As described above, the pressure-sensitive adhesive is not limited to what is generally referred to as a pressure-sensitive adhesive, but can be used as the pressure-sensitive adhesive of the present invention as long as it is adhesive and does not transfer to a roller of a processing machine that removes foreign matter. I can do it.
粘着剤との離型性を得るための離型剤としては、シリコン系離型剤、フッ素系離型剤などの非シリコン系離型剤を使用すればよい。また、ポリプロピレンフィルムの未処理面、ポリエチレンフィルムの未処理面などは、粘着剤のタイプによっては容易に剥がすことが出来るものもあり、離型剤を使用しなくてもよい。 As a release agent for obtaining release properties from the pressure-sensitive adhesive, non-silicon release agents such as silicon release agents and fluorine release agents may be used. Further, the untreated surface of the polypropylene film, the untreated surface of the polyethylene film, and the like can be easily peeled off depending on the type of the pressure-sensitive adhesive, and a release agent may not be used.
本発明のクーリングロールの1ユニットを作成するにあたっては、片面に離型層を有する基材シートの反対面に粘着剤を間欠的に施すことにより作成することが出来る。又は、予め離型層と粘着剤を施したシートの両端に、離型層を有するシートを繋ぐことにより本発明のクーリングロールの1ユニットを作成してもよい。 In producing one unit of the cooling roll of the present invention, it can be produced by intermittently applying an adhesive to the opposite surface of the base sheet having a release layer on one side. Or you may create 1 unit of the cooling roll of this invention by connecting the sheet | seat which has a release layer to the both ends of the sheet | seat which gave the release layer and the adhesive previously.
リード部に使用する材料としては、本発明に使用する基材シートと同様のシートをリード部の材料として使用してもよい。本発明のクリーニング方法を実施するための、クリーニングロールを図1から図4に構成概念断面図として示す。構成概念断面図は、巻き芯に巻き取った状態で供給するクリーニングロールを、繰り出した状態の断面図で示したものである。 As a material used for the lead portion, a sheet similar to the base sheet used in the present invention may be used as the material for the lead portion. A cleaning roll for carrying out the cleaning method of the present invention is shown in FIGS. The structural conceptual cross-sectional view is a cross-sectional view showing a state where the cleaning roll supplied in a state of being wound around the core is extended.
図1は、クリーニングロールの構成概念断面図の1例を示したものであり、巻き芯(1)からクリーニングロールを繰り出した図である。巻き芯(1)部より、〔巻き芯リード紙(2)部分〕(A)、次いで〔基材シート(3)に離型剤(4)が施された部分〕(B)、次いで〔基材シート(3)に離型剤(4)と粘着剤(5)が施された部分〕(C)、次いで〔基材シート(3)に離型剤(4)が施された前記(B)と同じシートの部分〕(D)、次いで〔基材シート(3)に離型剤(4)が施された前記(D)と同じシートが逆転して繋がれた部分〕(E)、次いで〔基材シート(3)に離型剤(4)と粘着剤(5)が施された前記(C)と同じシートが反転して繋がれた部分〕(F)、次いで〔基材シート(3)に離型剤(4)が施された前記(E)と同じシートの部分〕(G)、次いで〔巻き外リード紙(2)部分〕(H)の順で構成されたクリーニングロールである。 FIG. 1 shows an example of a conceptual cross-sectional view of the cleaning roll, and is a view in which the cleaning roll is fed out from the winding core (1). From the core (1) part, [core lead paper (2) part] (A), then [part where the release agent (4) is applied to the base sheet (3)] (B), then [base Part where the release agent (4) and the pressure-sensitive adhesive (5) are applied to the material sheet (3)] (C), and then the above (B) where the release agent (4) is applied to the base sheet (3) ) Part of the same sheet] (D), then [part of the same sheet as (D) in which the release agent (4) is applied to the base sheet (3) and connected reversely] (E), Next, [the part where the same sheet as (C) in which the release agent (4) and the pressure-sensitive adhesive (5) are applied to the base sheet (3) is reversed and connected] (F), then [the base sheet (3) A part of the same sheet as (E) in which the release agent (4) is applied] (G), and then [unrolled lead paper (2) part] (H). It is.
それぞれの部分である(A)、(B)、(C)、(D)、(E)、(F)、(G)、(H)は、片面粘着テープ(6)若しくは両面粘着テープ(7)により繋がれている。 The respective parts (A), (B), (C), (D), (E), (F), (G), (H) are single-sided adhesive tape (6) or double-sided adhesive tape (7). ).
本発明において、それぞれの部分を繋ぎ合わせるためのテープは、離型剤を塗布した面であっても接着力が強いテープを選択し使えばよい。 In the present invention, as a tape for joining the respective parts, a tape having a strong adhesive force may be selected and used even if it is a surface coated with a release agent.
図2は、別なクリーニングロールの構成概念断面図の1例を示したものであり、巻き芯(1)からクリーニングロールを繰り出した図である。巻き芯(1)部より、〔巻き芯リード紙(2)部分〕(I)、次いで〔基材シート(3)に離型剤(4)が施され両端部分を除き粘着剤(5)を施された部分〕(J)、次いで〔基材シート(3)に離型剤(4)が施され両端部分を除き粘着剤(5)が施された前記(J)と同じシートが逆転して繋がれた部分〕(K)、次いで〔巻き外リード紙(2)部分〕(L)の順で構成されたクリーニングロールである。 FIG. 2 shows an example of another conceptual cross-sectional view of the cleaning roll, and is a view in which the cleaning roll is fed out from the winding core (1). From the core (1) part, [core lead paper (2) part] (I), then [the base sheet (3) is subjected to the release agent (4) and the adhesive (5) is removed except for both end parts. The applied sheet] (J), and then the same sheet as in (J) above, where the release agent (4) was applied to the base sheet (3) and the adhesive (5) was applied except for both ends. (K), and then [unwinded lead paper (2) portion] (L).
それぞれの部分である(I)、(J)、(K)、(L)は、片面粘着テープ(6)若しくは両面粘着テープ(7)により繋がれている。(J)、(K)の部分は、離型剤が施された基材シートに間欠に粘着剤を塗布する方法で製造し、両端部を粘着剤のない部分で切断して使用すればよい。 Each part (I), (J), (K), (L) is connected by a single-sided adhesive tape (6) or a double-sided adhesive tape (7). The portions (J) and (K) may be produced by a method of intermittently applying a pressure-sensitive adhesive to a base material sheet to which a release agent has been applied, and both ends may be cut and used at portions without a pressure-sensitive adhesive. .
図3は、別なクリーニングロールの構成概念断面図の1例を示したものであり、巻き芯(1)からクリーニングロールを繰り出した図である。巻き芯(1)部より、〔基材シート(3)の片面が離型性に優れた未処理面(8)である、例えば延伸ポリプロピレンフィルム、未延伸ポリプロピレンフィルム、ポリエチレンフィルムなどの両端部分を除き、逆面の処理面(9)に粘着剤(5)を施すことで得た部分〕(M)、次いで〔基材シート(3)の片面が離型性に優れた未処理面(8)である両端部分を除き、逆面の処理面(9)に粘着剤(5)を施すことで得た前記(M)と同じシートが逆転して繋がれた部分〕(N)の順で構成されたクリーニングロールである。 FIG. 3 shows an example of another conceptual sectional view of the cleaning roll, and is a view in which the cleaning roll is unwound from the winding core (1). From the winding core (1), [one side of the base material sheet (3) is an untreated surface (8) excellent in releasability, such as stretched polypropylene film, unstretched polypropylene film, polyethylene film, etc. Except for the part obtained by applying the pressure-sensitive adhesive (5) to the opposite treated surface (9)] (M), and then [untreated surface (8) in which one side of the base sheet (3) is excellent in releasability ) Except for the both end portions, which are obtained by applying the pressure-sensitive adhesive (5) to the opposite processing surface (9), and a portion where the same sheet as (M) is reversed and connected] in the order of (N) This is a configured cleaning roll.
それぞれの部分である(M)、(N)は、両面粘着テープ(7)により繋がれている。また、巻き芯部及び巻き上部は、リード紙(2)としての働きを持たせるために粘着剤(5)を施さない部分を長くすればよい。 (M) and (N) which are each part are connected by the double-sided adhesive tape (7). Moreover, what is necessary is just to lengthen the part which does not give an adhesive (5), in order to give the winding core part and the winding upper part the function as lead paper (2).
図1から図3において、リード紙(2)部分は10mから200m程度でよい、粘着剤(5)を設けた両端部分の離型剤(4)だけを設ける部分はクリーニングロールの巻き径にもよるが1mから3m程度でよい、粘着剤(5)を設ける部分は加工機の最大ローラーの円周長を最小とし任意の長さでよく、ローラーが回転する何周分を粘着剤(5)に接触させるかにより長さは変わり、一般的な加工機においては3mから15m程度でよい。 In FIG. 1 to FIG. 3, the lead paper (2) portion may be about 10 m to 200 m, and the portion provided only with the release agent (4) at both ends provided with the adhesive (5) is also used for the winding diameter of the cleaning roll. However, the portion where the adhesive (5) is provided, which may be about 1 to 3 m, can be any length with the circumferential length of the maximum roller of the processing machine being minimized, and the adhesive (5) The length varies depending on whether or not it is brought into contact with a general processing machine and may be about 3 to 15 m.
図4は、別なクリーニングロールの構成概念断面図の1例を示したものであり、巻き芯(1)からクリーニングロールを繰り出した図である。巻き芯(1)部より、〔リード紙(2)部分〕(O)、次いで〔基材シート(3)の両面に粘着剤(5)が施され、両面離型シート(10)が貼られた部分〕(P)、次いで〔リード紙(2)部分〕(Q)の順で構成されたクリーニングロールである。 FIG. 4 shows an example of another conceptual sectional view of the structure of the cleaning roll, and is a view in which the cleaning roll is fed out from the winding core (1). From the core (1) part, [lead paper (2) part] (O), then [the adhesive (5) is applied to both sides of the base sheet (3), and the double-sided release sheet (10) is pasted. (P), then [Lead paper (2) part] (Q).
本クーリングロールにおいて、それぞれの部分(O)、(P)、(Q)を繋ぎ合わせるのに、リード紙(2)を両面に粘着剤(5)が施された面の片面にダブらせて貼ることによりつなぎ合わせると共に、クーリングロールの巻き取り状態においても粘着剤(5)は両面離型シート(10)に接するようにした。繋ぎ合わせを補強するにはクーリングロールの繰り出し先頭繋ぎ部に片面粘着テープ(6)を使用すれば良い。 In this cooling roll, in order to connect the respective parts (O), (P), (Q), the lead paper (2) is doubled on one side of the surface on which the adhesive (5) is applied. While sticking together, the adhesive (5) was in contact with the double-sided release sheet (10) even in the winding state of the cooling roll. In order to reinforce the connection, a single-sided adhesive tape (6) may be used at the leading connection portion of the cooling roll.
図4において、リード紙部分は10mから200m程度でよい、両面に粘着剤を施し両面離型のシートを貼り合わせた部分は加工機の最大ローラー径とローラーに何周粘着剤を接触させるかによるが3mから10m程度でよい、該粘着剤を施した部分の両端部は巻き芯リード紙及び巻き外リード紙をダブらせて繋ぎ合わせればよい、このクリーニングロールは、再利用をしないものであり繰り出し部のリード紙は1mから5m程度でよい。 In FIG. 4, the lead paper portion may be about 10 m to 200 m. The portion where the adhesive is applied to both sides and the double-sided release sheet is bonded depends on the maximum roller diameter of the processing machine and how many times the adhesive is in contact with the roller. 3m to 10m may be sufficient, and both ends of the part to which the adhesive is applied may be joined by doubling and connecting the core lead paper and the unwind lead paper. This cleaning roll is not reused. The lead paper in the feeding section may be about 1 to 5 m.
図4に示したクリーニングロールは、繰り出し時に給紙部で両面離型性のシートを取り除く必要があるため離型効果の高い離型剤を選定することが望ましい。 In the cleaning roll shown in FIG. 4, it is desirable to select a release agent having a high release effect since it is necessary to remove the double-sided release sheet at the paper feeding unit when the cleaning roll is extended.
図1から図4で本発明のクーリングロールに構成の例を示したが、これらの構成に限定されるものではなく、クリーニングを行う加工装置に適した構成にすることが出来る。 Although the example of a structure was shown by the cooling roll of this invention in FIGS. 1-4, it is not limited to these structures, It can be set as the structure suitable for the processing apparatus which performs cleaning.
本発明のローラーのクリーニング方法は、複数のローラー間に原反を蛇行させながら、該原反に種々の処理を施すようにしたグラビア印刷装置、ドライラミネート装置、樹脂押出しシーテング装置などの多数の加工ローラーを有する加工装置に、粘着剤を備えた長尺シートを通すことにより、ローラーに付着する異物を取り除くことが出来るため、多数のローラーを1本1本清掃する必要がなく、異物による品質不良を防止できる。 The roller cleaning method of the present invention includes a number of processes such as a gravure printing apparatus, a dry laminating apparatus, and a resin extrusion sheeting apparatus that perform various treatments on the original while meandering the original between a plurality of rollers. By passing a long sheet with an adhesive through a processing device that has rollers, foreign substances adhering to the rollers can be removed, so there is no need to clean many rollers one by one, resulting in poor quality due to foreign substances. Can be prevented.
また、クリーニングロールには、ロールの表裏に粘着剤が設けられているため1回クリーニングロールを通しことで全ロールの清掃が完了する。
更にリード紙が両端部に繋がれているため繰り返しの使用をすることもでき経済的である。
Moreover, since the cleaning roll is provided with an adhesive on the front and back of the roll, the cleaning of all the rolls is completed by passing the cleaning roll once.
Furthermore, since the lead paper is connected to both ends, it can be used repeatedly and is economical.
図2の構成でクリーニングロールを作成した。巻芯にポリエステルフィルムをリード紙として300mを巻き、次に繋ぐシートは次のようにして製造した。基材シートとしポリエステルフィルムの片面にシリコン系離型剤が設けられた離型シートの非コート面に弱粘着性の粘着剤をドライで40g/平方メートルで塗工した。塗工は離型シートに間欠的に行い塗工部を20m、非塗工部を10mとした。 A cleaning roll was created with the configuration of FIG. A polyester film was used as the lead paper around the winding core, and 300 m was wound, and the next sheet to be connected was manufactured as follows. A weak adhesive was applied at 40 g / square meter dry to the non-coated surface of a release sheet in which a silicon release agent was provided on one side of the polyester film as a base sheet. Coating was performed intermittently on the release sheet, and the coated part was 20 m and the non-coated part was 10 m.
こうして製造した弱粘着シートの粘着剤非塗工部の中央で切断して巻芯部のリード紙に両面粘着テープを用い繋ぎ、次の粘着剤非塗工部の中央で切断し1ユニットとした。 Cut at the center of the adhesive-uncoated part of the weakly-adhesive sheet produced in this way, connect it to the lead paper of the core using double-sided adhesive tape, and cut at the center of the next adhesive-uncoated part to make one unit. .
次いで前記1ユニットの面を逆にして両面粘着テープを用い繋ぎ、粘着剤が両面に形成されるようにした。次いでにポリエステルフィルムをリード紙として300mを巻きクリーニングロールを作成した。尚、両面テープで繋ぐ1ユニットの面は、離型剤を塗工していない面とした。 Subsequently, the surface of the 1 unit was reversed and connected using a double-sided adhesive tape so that the adhesive was formed on both sides. Next, a polyester film was used as a lead paper and 300 m was wound to prepare a cleaning roll. In addition, the surface of 1 unit connected with a double-sided tape was made into the surface which has not applied the mold release agent.
実施例1のクリーニングロールを用いて50m/分の速度でグラビア印刷機のガイドローラーのゴミ取り作業を完了した。本クリーニングロールは、繰り返し使用しグラビア印刷機のガイドローラーのゴミ取り作業を行うことが出来た。 Using the cleaning roll of Example 1, the dust removing operation of the guide roller of the gravure printing machine was completed at a speed of 50 m / min. This cleaning roll could be used repeatedly to remove dust from the guide roller of the gravure printing machine.
図3の構成でクリーニングロールを作成した。このクリーニングロールの基材フィルムとしては、片面コロナ処理が施された延伸ポリプロピレンフィルム40μのコロナ処理面に、エーテル系ウレタン接着剤を塗布し硬化させた。エーテル系ウレタン接着剤を接着に使用する場合は、主剤と硬化剤を等量の配合とするが、粘着力を残すため硬化剤量を半分の量として接着剤の主剤と硬化剤が反応後も粘着力を保持するようにした。 A cleaning roll was created with the configuration shown in FIG. As a base film of this cleaning roll, an ether-based urethane adhesive was applied to a corona-treated surface of a stretched polypropylene film 40 μ subjected to single-sided corona treatment and cured. When using an ether urethane adhesive for bonding, the main agent and the curing agent are blended in equal amounts, but the amount of the curing agent is halved to keep the adhesive strength, and the adhesive main agent and the curing agent are reacted after the reaction. The adhesive strength was maintained.
接着剤はドライで10g/平方メートル塗工を行い粘着性のある層とした。本加工においては、塗工は間欠的に行い塗工部を20m、非塗工部を300mとした。 The adhesive was dried and coated at 10 g / square meter to form a sticky layer. In this processing, coating was performed intermittently, and the coated part was 20 m and the non-coated part was 300 m.
このようにして製造したロールを2巻用意し、巻芯部から非塗工部を295m、塗工部を20m、非塗工部5mになるよう巻き芯に巻き取り、次いでもう一方のロールの巻き上げ面を逆にして両面粘着テープで繋ぎ、巻芯部から非塗工部を5m、塗工部を20m、非塗工部295mになるよう巻き取りクリーニングロールを作成した。 Two rolls prepared as described above are prepared, and the winding core is wound around the winding core so that the non-coated portion is 295 m, the coated portion is 20 m, and the non-coated portion is 5 m. The roll-up surface was reversed and connected with a double-sided adhesive tape, and a winding cleaning roll was prepared so that the non-coated part was 5 m, the coated part was 20 m, and the non-coated part was 295 m from the winding core part.
こうして作成するクリーニングロールは、延伸ポリプロピレンフィルムの未処理面が、離型効果を有するため、リード紙と離型紙を兼ねることが出来きるので本実施例のクリーニングロールは中央部分で一度両面テープを用い繋ぐだけでよく、生産性のよい製品とすることが出来た。 Since the untreated surface of the stretched polypropylene film has a release effect, the cleaning roll thus prepared can serve as both lead paper and release paper, so the cleaning roll of this example uses a double-sided tape once in the center portion. All that is required is to connect them and make the product highly productive.
実施例2のクリーニングロールを用いて50m/分の速度でグラビア印刷機のガイドローラーのゴミ取り作業を完了した。本クリーニングロールは、繰り返し使用しグラビア印刷機のガイドローラーのゴミ取り作業を行うことが出来た。 Using the cleaning roll of Example 2, the dust removing operation for the guide roller of the gravure printing machine was completed at a speed of 50 m / min. This cleaning roll could be used repeatedly to remove dust from the guide roller of the gravure printing machine.
図3の構成でクリーニングロールを作成した。このクリーニングロールの基材フィルムとしては、片面コロナ処理が施された延伸ポリプロピレンフィルム40μのコロナ処理面に、予めイミン溶液をコーティング後、150℃で加熱することで粘着剤との接着力を良好にしたフィルムを用いた。 A cleaning roll was created with the configuration shown in FIG. As a substrate film for this cleaning roll, the corona-treated surface of a stretched polypropylene film 40μ subjected to single-sided corona treatment is coated with an imine solution in advance, and then heated at 150 ° C. to improve the adhesive strength with the adhesive. The film was used.
このようにコロナ処理面にイミンで下地加工をしたフィルムに、水溶性エマルジョンタイプの弱粘着剤をドライで40g/平方メートル塗工を行い粘着層とした。本加工においては、塗工は間欠的に行い塗工部を20m、非塗工部を300mとした。
The film having the corona-treated surface treated with imine on the surface was coated with 40 g /
このようにして製造したロールを2巻用意し、巻芯部から非塗工部を295m、塗工部を20m、非塗工部5mになるよう巻き芯に巻き取り、次いでもう一方のロールの巻き上げ面を逆にして両面粘着テープで繋ぎ、巻芯部から非塗工部を5m、塗工部を20m、非塗工部295mになるよう巻き取りクリーニングロールを作成した。 Two rolls prepared as described above are prepared, and the winding core is wound around the winding core so that the non-coated portion is 295 m, the coated portion is 20 m, and the non-coated portion is 5 m. The roll-up surface was reversed and connected with a double-sided adhesive tape, and a winding cleaning roll was prepared so that the non-coated part was 5 m, the coated part was 20 m, and the non-coated part was 295 m from the winding core part.
こうして作成するクリーニングロールは、延伸ポリプロピレンフィルムの未処理面が、離型効果を有するため、リード紙と離型紙を兼ねることが出来きるので本実施例のクリーニングロールは中央部分で一度両面テープを用い繋ぐだけでよく、生産性のよい製品とすることが出来た。 Since the untreated surface of the stretched polypropylene film has a release effect, the cleaning roll thus prepared can serve as both lead paper and release paper, so the cleaning roll of this example uses a double-sided tape once in the center portion. All that is required is to connect them and make the product highly productive.
実施例2のクリーニングロールを用いて50m/分の速度でグラビア印刷機のガイドローラーのゴミ取り作業を完了した。本クリーニングロールは、繰り返し使用しグラビア印刷機のガイドローラーのゴミ取り作業を行うことが出来た。 Using the cleaning roll of Example 2, the dust removing operation for the guide roller of the gravure printing machine was completed at a speed of 50 m / min. This cleaning roll could be used repeatedly to remove dust from the guide roller of the gravure printing machine.
図4の構成でクリーニングロールを作成した。基材シートとしてポリエステルフィルムを使用し、ウレタン系粘着剤に粘着力を調整するためイソシアネートを0.2%添加しドライで30g/平方メートルになるように両面に塗工した。離型紙としては、クラフト紙の両面にポリエチレンがコートされ離型層が形成されている両面離型紙を使用した。 A cleaning roll was created with the configuration of FIG. A polyester film was used as the base sheet, and 0.2% of isocyanate was added to adjust the adhesive strength to the urethane-based pressure-sensitive adhesive. As the release paper, double-sided release paper in which polyethylene was coated on both sides of the kraft paper and a release layer was formed was used.
こうして製造した両面に弱粘着性を有し、両面離型紙と貼り合わされたシートが、図4のPで示した部分である。 The sheet having weak adhesiveness on both sides thus manufactured and bonded to the double-sided release paper is a portion indicated by P in FIG.
このP部分として4mを用い、クリーニングロールの巻き芯部にリード紙を300m、繰り出し部に3mのリード紙を繋いだ。図4に示すように、これらのリード紙は粘着剤面にそれぞれ1mをダブらせて繋ぐことにより、ロール状の巻き取っても粘着剤面が離型剤面に接するようにした。 4 m was used as the P portion, 300 m of lead paper was connected to the winding core portion of the cleaning roll, and 3 m of lead paper was connected to the feeding portion. As shown in FIG. 4, these lead papers were connected by doubling each 1 m on the pressure-sensitive adhesive surface so that the pressure-sensitive adhesive surface was in contact with the release agent surface even when rolled up.
このようにして作成したクリーニングロールを、ローラーを清掃する装置に通されているシートに給紙部で繋ぎ、ローラー清掃を行う装置を低速で回転しながら4mの両面離型紙を給紙部で除去してローラーのクリーニングを行った。 The cleaning roll created in this way is connected to a sheet passed through a roller cleaning device by a paper feed unit, and the 4 m double-sided release paper is removed by the paper feed unit while rotating the roller cleaning device at a low speed. The roller was then cleaned.
1 巻き芯
2 リード紙
3 基材シート
4 離型剤
5 粘着剤
6 片面粘着テープ
7 両面粘着テープ
8 基材シートの未処理面
9 基材シートの処理面
10 両面離型シート
A 図1のリード紙(2)部分
B 図1の基材シート(3)に離型剤(4)が施された部分
C 図1の基材シート(3)に離型剤(4)と粘着剤(5)が施された部分
D 図1の基材シート(3)に離型剤(4)が施された前記(B)と同じシートの部分
E 図1の基材シート(3)に離型剤(4)が施された前記(D)と同じシートが逆転して繋がれた部分
F 図1の基材シート(3)に離型剤(4)と粘着剤(5)が施された前記(C)と同じシートが逆転して繋がれた部分
G 図1の基材シート(3)に離型剤(4)が施された前記(E)と同じシートの部分
H 図1の巻き外リード紙(2)部分
I 図2の巻き芯リード紙(2)部分
J 図2の基材シート(3)に離型剤(4)が施され両端部分を除き粘着剤(5)を施された部分
K 図2の基材シート(3)に離型剤(4)が施され両端部分を除き粘着剤(5)が施された前記(J)と同じシートが逆転して繋がれた部分
L 図2巻き外リード紙(2)部分
M 図3の基材シート(3)の片面が離型性に優れた未処理面(8)である、例えば延伸ポリプロピレンフィルム、未延伸ポリプロピレンフィルム、ポリエチレンフィルムなどの両端部分を除き、逆面の処理面(9)に粘着剤(5)を施すことで得た部分
N 図3の基材シート(3)の片面が離型性に優れた未処理面(8)である両端部分を除き、逆面の処理面(9)に粘着剤(5)を施すことで得た前記(M)と同じシートが逆転して繋がれた部分
O 図4の巻き芯リード紙(2)部分
P 図4の基材シート(3)の両面に粘着剤(5)が施され、両面離型シート(10)が貼られた部分
Q 図4の巻き外リード紙(2)部分
DESCRIPTION OF
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016084584A JP6205677B1 (en) | 2016-04-20 | 2016-04-20 | Cleaning method and cleaning roll of roller |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016084584A JP6205677B1 (en) | 2016-04-20 | 2016-04-20 | Cleaning method and cleaning roll of roller |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6205677B1 JP6205677B1 (en) | 2017-10-04 |
| JP2017193406A true JP2017193406A (en) | 2017-10-26 |
Family
ID=59997716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016084584A Active JP6205677B1 (en) | 2016-04-20 | 2016-04-20 | Cleaning method and cleaning roll of roller |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6205677B1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018103561A (en) * | 2016-12-28 | 2018-07-05 | フジコピアン株式会社 | Cleaning sheet |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0585636A (en) * | 1991-09-27 | 1993-04-06 | Sharp Corp | Image forming device |
| JPH1016199A (en) * | 1996-07-02 | 1998-01-20 | Nippon Baldwin Kk | Method and apparatus for cleaning web guide roller |
| JPH11232621A (en) * | 1998-02-09 | 1999-08-27 | Nitto Denko Corp | Pressure-sensitive adhesive sheet or label for cleaning |
| JP2000302316A (en) * | 1999-04-21 | 2000-10-31 | Takayasu Takebe | Pressure sensitive adhesive double coated tape sticker, and sticking method for the tape |
| JP2001019200A (en) * | 1999-07-01 | 2001-01-23 | Nippon Conlux Co Ltd | Gripping force recovering sheet for note conveying belt |
| JP2002129115A (en) * | 2000-10-20 | 2002-05-09 | Hisago Kk | Double-sided adhesive tape and applicator for double- sided adhesive tape |
-
2016
- 2016-04-20 JP JP2016084584A patent/JP6205677B1/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0585636A (en) * | 1991-09-27 | 1993-04-06 | Sharp Corp | Image forming device |
| JPH1016199A (en) * | 1996-07-02 | 1998-01-20 | Nippon Baldwin Kk | Method and apparatus for cleaning web guide roller |
| JPH11232621A (en) * | 1998-02-09 | 1999-08-27 | Nitto Denko Corp | Pressure-sensitive adhesive sheet or label for cleaning |
| JP2000302316A (en) * | 1999-04-21 | 2000-10-31 | Takayasu Takebe | Pressure sensitive adhesive double coated tape sticker, and sticking method for the tape |
| JP2001019200A (en) * | 1999-07-01 | 2001-01-23 | Nippon Conlux Co Ltd | Gripping force recovering sheet for note conveying belt |
| JP2002129115A (en) * | 2000-10-20 | 2002-05-09 | Hisago Kk | Double-sided adhesive tape and applicator for double- sided adhesive tape |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018103561A (en) * | 2016-12-28 | 2018-07-05 | フジコピアン株式会社 | Cleaning sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6205677B1 (en) | 2017-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101942601B1 (en) | Methods and apparatuses for applying a handling tab to continuous glass ribbons | |
| CN102802873A (en) | Holding pad | |
| JP6205677B1 (en) | Cleaning method and cleaning roll of roller | |
| JPH11514295A (en) | Multi-layer coating using application roller | |
| JP2004043068A (en) | Web winding method and device | |
| US20070075176A1 (en) | Article, apparatus and method for attachment of a roll of web material to a treated core | |
| JPH0928420A (en) | Self-adhesive part for hook-and-loop fastener and formation method and formation device therefor | |
| JP4894985B2 (en) | Manufacturing method and manufacturing apparatus for double-sided adhesive tape | |
| TWI651386B (en) | Linerless self-adhesive material | |
| JP2625275B2 (en) | Adhesive tape or sheet and its surface processing method | |
| TW201313591A (en) | Method for producing an adhesive tape having a protruding liner | |
| CA2699511C (en) | Clean-release tape core | |
| TWI608273B (en) | Optical display device manufacturing method and manufacturing apparatus | |
| JP4027489B2 (en) | Method for producing roll-type adhesive cleaner | |
| JP5037205B2 (en) | Pressure-sensitive transfer adhesive tape manufacturing method and pressure-sensitive transfer adhesive tape manufacturing apparatus | |
| US20220238046A1 (en) | Method For Forming A Label Web | |
| US20240083157A1 (en) | Method of splicing a multi-layered laminate material, spliced multi-layered laminate material and apparatus for splicing a multi-layered laminate material | |
| JP6963446B2 (en) | Holding pad | |
| JP2011530434A (en) | Transfer type printing method and apparatus and printed material produced thereby | |
| JPH10219206A (en) | Single-side tacky tape | |
| JPH03182579A (en) | Equipment for manufacturing double-side self-adhesive tape | |
| JP4826109B2 (en) | Plate cleaning device | |
| JP2005280910A (en) | Coated article winding method | |
| ITMI20070839A1 (en) | POLYURETHANE METHOD AND FILM APPLICABLE AT HIGH RESISTANCE | |
| JP2019038090A (en) | Polishing method using holding pad |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170425 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20170425 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170622 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170808 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170818 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6205677 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |