JP2017157765A - Calibration method for control data and component mounting apparatus - Google Patents
Calibration method for control data and component mounting apparatus Download PDFInfo
- Publication number
- JP2017157765A JP2017157765A JP2016041683A JP2016041683A JP2017157765A JP 2017157765 A JP2017157765 A JP 2017157765A JP 2016041683 A JP2016041683 A JP 2016041683A JP 2016041683 A JP2016041683 A JP 2016041683A JP 2017157765 A JP2017157765 A JP 2017157765A
- Authority
- JP
- Japan
- Prior art keywords
- calibration
- shape
- substrate
- mounting head
- control data
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Abstract
Description
本発明は、制御データのキャリブレーション方法及び部品実装装置に関するものである。 The present invention relates to a control data calibration method and a component mounting apparatus.
実装分野においては、部品を保持した実装ヘッドを水平方向に移動させて基板に実装する部品実装装置が広く知られている。実装ヘッドの移動手段として、水平なX軸方向に延びたX軸ビームと、X軸方向と水平面内において直交するY軸方向に延びたY軸ビームから構成される移動機構が多くの部品実装装置で採用されている。実装ヘッドはX軸ビームに対してX軸方向に移動自在に設けられ、X軸ビームはY軸ビームに対してY軸方向に移動自在に設けられている。 In the mounting field, a component mounting apparatus for mounting a component on a substrate by moving a mounting head holding a component in a horizontal direction is widely known. As the mounting head moving means, there are many component mounting apparatuses that include a moving mechanism composed of an X-axis beam extending in the horizontal X-axis direction and a Y-axis beam extending in the Y-axis direction orthogonal to the X-axis direction in the horizontal plane. It is adopted in. The mounting head is provided to be movable in the X-axis direction with respect to the X-axis beam, and the X-axis beam is provided to be movable in the Y-axis direction with respect to the Y-axis beam.
上述した部品実装装置では、各ビームの歪みや組み付け誤差等に起因して、実装ヘッドの実際の位置と制御データ上で規定する位置との間でずれが生じる場合がある。このようなずれをキャンセルして実装ヘッドの移動制御を適切に行うため、制御データを校正するためのいわゆるキャリブレーションが設備の製造時、据付時、もしくはメンテナンス時等に実行される。具体的に説明すると、基板搬送機構を用いて複数の校正用マークが設けられた校正用基板を搬送・位置決めし、実装ヘッドと一体となって移動するカメラ(撮像手段)によって複数の校正用マークを順次撮像する。部品実装装置の制御部は、撮像画像を認識処理することによって校正用マークの実際の位置と制御データ上でのカメラの位置とのずれ量を求め、このずれ量に基づいて制御データを校正する。 In the component mounting apparatus described above, there may be a deviation between the actual position of the mounting head and the position defined on the control data due to distortion of each beam, assembly error, and the like. In order to cancel such a shift and appropriately control the movement of the mounting head, so-called calibration for calibrating the control data is executed at the time of manufacturing, installing, or maintaining the equipment. More specifically, a calibration substrate provided with a plurality of calibration marks is transported / positioned using a substrate transport mechanism, and a plurality of calibration marks are moved by a camera (imaging means) that moves integrally with the mounting head. Are sequentially imaged. The control unit of the component mounting apparatus obtains a deviation amount between the actual position of the calibration mark and the camera position on the control data by recognizing the captured image, and calibrates the control data based on the deviation amount. .
上述した制御データの校正方法では、校正用マークが存在する校正用基板の面内の領域における制御データしか校正することができず、校正用基板の面外の領域における制御データは校正することができなかった。そこで従来、部品実装装置が複数のX軸ビームを備え、X軸ビームごとに実装ヘッドとカメラが装着されたいわゆるデュアルタイプのものである場合、これらの実装ヘッドを用いて校正用基板の面外の領域における制御データを校正する方法が提案されている(例えば特許文献1を参照)。特許文献1には、校正用マークを有するプレート型ゲージが取り付けられた一方の実装ヘッドを校正用基板の面外の領域に移動させ、他方の実装ヘッドに対応して設けられたカメラで校正用マークを撮像することによって制御データを校正する部品実装装置が開示されている。この方法によれば、校正用基板の面外の領域に校正用マークを位置合わせすることができるので、当該領域における実装ヘッドの制御データを校正することが可能となる。
In the control data calibration method described above, only control data in a region within the surface of the calibration substrate where the calibration mark exists can be calibrated, and control data in a region outside the surface of the calibration substrate can be calibrated. could not. Therefore, in the past, when the component mounting apparatus is a so-called dual type in which a plurality of X-axis beams are provided and a mounting head and a camera are mounted for each X-axis beam, these mounting heads are used to move the calibration substrate out of plane. There has been proposed a method of calibrating control data in this area (see, for example, Patent Document 1). In
しかしながら、特許文献1を含む従来技術では、プレート型ゲージが取り付けられた一方の実装ヘッドを移動させるX軸ビームに歪み等が生じている場合、プレート型ゲージ上の校正用マークが校正用基板の面外の領域において位置合わせされるべき正規位置からずれてしまう。したがって、他方の実装ヘッドに対応するカメラでプレート型ゲージの校正用マークを撮像し、取得した撮像画像に基づいて制御データを校正しても、制御データは正確性を著しく欠くことになる。このように、実装ヘッド及びカメラを移動させるビームを複数用いた制御データの校正は正確性を欠き、実装ヘッドの移動制御を精度良く行うことができず、ひいては部品の実装精度が低下するという課題があった。
However, in the prior art including
そこで本発明は、制御データを正確に校正することができる制御データのキャリブレーション方法及び部品実装装置を提供することを目的とする。 Accordingly, an object of the present invention is to provide a control data calibration method and a component mounting apparatus that can accurately calibrate control data.
本発明の制御データのキャリブレーション方法は、作業位置に位置決めされた基板に部品を実装する実装ヘッドと、基板の搬送方向と平行な第1の方向に延び前記実装ヘッドを前記第1の方向に移動させる第1のビームと、前記第1の方向と水平面内で直交する第2の方向に延び前記第1のビームを前記第2の方向に移動させる第2のビームと、前記作業位置に位置決めされた基板を撮像し前記実装ヘッドとともに移動する撮像手段と、を備えた部品実装装置において、前記第1のビームに沿った前記実装ヘッドの移動制御と前記第2のビームに沿った前記第1のビームの移動制御を組み合わせた制御データを校正する制御データのキャリブレーション方法であって、校正用基板の前記第1の方向及び第2の方向に沿って設けられた複数の校正用マークを順次撮像して得られる実測値に基づいて、校正用マークの中心と実測値とに生じる誤差である変位量を算出する第1の算出工程と、前記第1の算出工程で算出した変位量に基づいて、前記校正用基板の面内の領域である面内領域と、前記面内領域よりも外方に設定された領域である面外領域における傾きと切片を算出する第2の算出工程と、前記第1の算出工程で算出した算出した変位量から形成される形状と前記第2の算出工程で算出した傾きと切片で形成される前記変位量の近似直線とに基づいて、前記第1のビームの形状を導出するビーム形状導出工程と、前記ビーム形状導出工程において導出した前記第1のビームの形状に基づいて、前記面内領域と、前記面外領域を含めた領域における前記実装ヘッドの制御データの校正値を演算する校正値演算工程と、を含む。 According to the control data calibration method of the present invention, a mounting head for mounting a component on a board positioned at a work position, and the mounting head extending in a first direction parallel to the board conveyance direction are moved in the first direction. A first beam to be moved, a second beam extending in a second direction orthogonal to the first direction in a horizontal plane and moving the first beam in the second direction, and positioned at the working position In the component mounting apparatus comprising: an image pickup unit that picks up an image of the printed board and moves together with the mounting head; and movement control of the mounting head along the first beam and the first along the second beam. A control data calibration method for calibrating control data combined with beam movement control of a plurality of schools provided along the first direction and the second direction of the calibration substrate. A first calculation step of calculating a displacement amount, which is an error between the center of the calibration mark and the actual measurement value, based on an actual measurement value obtained by sequentially imaging the measurement mark, and the first calculation step. Based on the amount of displacement, a second in-plane region that is an in-plane region of the calibration substrate and an inclination and intercept in an out-of-plane region that is set outside the in-plane region are calculated. Based on the calculation step, the shape formed from the calculated displacement amount calculated in the first calculation step, the slope calculated in the second calculation step, and the approximate straight line of the displacement amount formed by the intercept, A beam shape deriving step for deriving the shape of the first beam, and a region including the in-plane region and the out-of-plane region based on the shape of the first beam derived in the beam shape deriving step. Control data of the mounting head Including a calibration value calculation step of calculating a positive value, the.
本発明の部品実装装置は、作業位置に位置決めされた基板に部品を実装する実装ヘッドと、基板の搬送方向と平行な第1の方向に延び前記実装ヘッドを前記第1の方向に移動させる第1のビームと、前記第1の方向と水平面内で直交する第2の方向に延び前記第1のビームを前記第2の方向に移動させる第2のビームと、前記作業位置に位置決めされた基板側に撮像視野を向け前記実装ヘッドとともに移動自在な撮像手段と、を備え、前記第1のビームに沿った前記実装ヘッドの移動制御と前記第2のビームに沿った前記第1のビームの移動制御を組み合わせた制御データに基づいて前記実装ヘッドを移動させることで、前記実装ヘッドが保持した部品を基板に実装する部品実装装置であって、校正用基板の前記第1の方向及び第2の方向に沿って設けられた複数の校正用マークを順次撮像して得られる実測値に基づいて、校正用マークの中心と実測値とに生じる誤差である変位量を算出する第1の算出部と、前記第1の算出部で算出した変位量に基づいて、前記校正用基板の面内の領域である面内領域と、前記面内領域よりも外方に設定された領域である面外領域における傾きと切片を算出する第2の算出部と、前記第1の算出部で算出した変位量から形成される形状と前記第2の算出部で算出した傾きと切片で形成される前記変位量の近似直線に基づいて、前記第1のビームの形状を導出するビーム形状導出部と、前記ビーム形状導出部において導出した前記第1のビームの形状に基づいて、前記面内領域と、前記面外領域を含む領域における前記実装ヘッドの制御データの校正値を演算する校正値演算部と、を備えた。 A component mounting apparatus according to the present invention includes a mounting head for mounting a component on a substrate positioned at a work position, and a first head extending in a first direction parallel to the substrate transport direction and moving the mounting head in the first direction. A first beam, a second beam extending in a second direction orthogonal to the first direction in a horizontal plane and moving the first beam in the second direction, and a substrate positioned at the working position And an imaging means that is movable with the mounting head with the imaging field of view directed to the side, and movement control of the mounting head along the first beam and movement of the first beam along the second beam A component mounting apparatus for mounting a component held by the mounting head on a substrate by moving the mounting head based on control data combined with control, wherein the first direction and the second direction of the calibration substrate In the direction A first calculation unit that calculates a displacement amount, which is an error occurring between the center of the calibration mark and the actual measurement value, based on the actual measurement value obtained by sequentially imaging the plurality of calibration marks provided in the above; Based on the amount of displacement calculated by the first calculation unit, an inclination in an in-plane area that is an in-plane area of the calibration substrate and an out-of-plane area that is an area set outside the in-plane area. A second calculation unit that calculates the intercept, a shape formed from the displacement calculated by the first calculation unit, an inclination calculated by the second calculation unit, and an approximation of the displacement formed by the intercept A beam shape deriving unit for deriving the shape of the first beam based on a straight line, the in-plane region, and the out-of-plane region based on the shape of the first beam derived in the beam shape deriving unit Control data of the mounting head in an area including Equipped with a calibration value calculator for calculating the value.
本発明によれば、制御データを正確に校正することができる。 According to the present invention, the control data can be accurately calibrated.
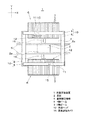
まず図1及び図2を参照して、本発明の一実施の形態における部品実装装置について説明する。部品実装装置1は基板2に部品3(図2)を実装する機能を有し、図示しない通信ネットワークを介して接続される他装置やホストコンピュータとともに部品実装システムを構成する。以下、基板2の搬送方向と平行な方向をX軸方向(第1の方向)、X軸方向と水平面内において直交する方向をY軸方向(第2の方向)、XY平面に対して直交する方向をZ軸方向と定義する。
First, a component mounting apparatus according to an embodiment of the present invention will be described with reference to FIGS. The
基台4のY軸方向の略中央には、基板搬送機構5が配置されている。基板搬送機構5はX軸方向に並行して延びた一対の搬送レールを備えており、基板2をX軸方向に搬送して所定の作業位置に位置決めする。基板搬送機構5のY軸方向における両側には、それぞれ部品供給部6が配置されている。部品供給部6には、複数のテープフィーダ7がX軸方向に並列して配置されている。テープフィーダ7は、キャリアテープに保持された部品3を間欠送りして、後述する実装ヘッド12による部品取り出し位置まで供給する。
A
基台4のX軸方向における両端部には、Y軸方向に延びた長尺のY軸ビーム(第2のビーム)8がそれぞれ設けられている。このY軸ビーム8には、X軸方向に延びた2基のX軸ビーム(第1のビーム)9がY軸方向に移動自在に架設されている。2基のX軸ビーム9にはX方向に移動自在なL字状のヘッド取り付け部材11がそれぞれ装着されており、ヘッド取り付け部材11には実装ヘッド12が取り付けられている。Y軸ビーム8はX軸ビーム9をY方向に移動させ、また、X軸ビーム9は実装ヘッド12をヘッド取り付け部材11とともにX軸方向に移動させる。Y軸ビーム8とX軸ビーム9は、実装ヘッド12を水平方向に移動させるヘッド移動機構10を構成する。
A long Y-axis beam (second beam) 8 extending in the Y-axis direction is provided at both ends in the X-axis direction of the
実装ヘッド12は複数の単位実装ヘッドから構成される。図2において、単位実装ヘッドの下端部には部品3を吸着可能な吸着ノズル13が装着されている。吸着ノズル13は、実装ヘッド12に内蔵されたノズル昇降機構14(図3)の駆動によってZ軸方向に移動、すなわち昇降する。ヘッド移動機構10とノズル昇降機構14を駆動させることにより、実装ヘッド12はテープフィーダ7により供給される部品3を吸着ノズル13によって吸着して取り出し、所定の作業位置に位置決めされた基板2に部品3を実装する。
The mounting
図1及び図2において、ヘッド取り付け部材11の下面には、作業位置に位置決めされた基板2側である下方に撮像視野を向けた基板認識カメラ(撮像手段)15が設けられている。基板認識カメラ15は、X軸ビーム9の駆動によって、実装ヘッド12とともに移動自在となっている。基板認識カメラ15は、作業位置に位置決めされた基板2に形成された一対の基板マーク2a(図1)等を撮像する。基板搬送機構5とテープフィーダ7の間には部品認識カメラ16が配設されている。テープフィーダ7により供給された部品3を取り出した実装ヘッド12が部品認識カメラ16の上方に移動することで、部品認識カメラ16は吸着ノズル13に吸着された部品3を下方から撮像する。基板2と部品3の撮像データは、部品実装時に実装ヘッド12の位置を補正する際に用いられる。
1 and 2, a substrate recognition camera (imaging means) 15 is provided on the lower surface of the
次に図3を参照して、制御系の構成について説明する。部品実装装置1が備える制御部20は、記憶部21、機構駆動部22、認識処理部23、キャリブレーション実行部24を含んで構成される。また、制御部20は、基板搬送機構5、テープフィーダ7、ヘッド移動機構10、実装ヘッド12、ノズル昇降機構14、基板認識カメラ15、部品認識カメラ16等と接続されている。
Next, the configuration of the control system will be described with reference to FIG. The
記憶部21は、部品3が実装された基板2の生産に必要な生産データ等を記憶する。この生産データには、実装ヘッド12の移動制御に必要な制御データ(制御パラメータ)21aが含まれている。制御データ21aは、X軸ビーム9に沿った実装ヘッド12の移動制御と、Y軸ビーム8に沿ったX軸ビーム9の移動制御を組み合わせたデータである。
The
機構駆動部22は、制御部20によって制御されて、基板搬送機構5、テープフィーダ7、ヘッド移動機構10、実装ヘッド12、ノズル昇降機構14を駆動する。これにより、基板2の搬送動作、部品3の実装動作が実行される。なお、ヘッド移動機構10は、制御データ21aに基づいて駆動され、実装ヘッド12を水平方向に移動させる。これにより、実装ヘッド12はテープフィーダ7から部品3を取り出して、所定の作業位置に位置決めされた基板2に実装する。このように部品実装装置1は、制御データ21aに基づいて実装ヘッド12を移動させることで、実装ヘッド12が保持した部品3を基板2に実装する。
The
認識処理部23は、基板認識カメラ15、部品認識カメラ16によって取得した撮像データを認識処理することで、作業位置に位置決めされた基板2や実装ヘッド12に保持された部品3を検出する。基板2と部品3の検出結果は、部品3の実装時に実装ヘッド12を基板2に対して位置合わせする際に用いられる。
The
キャリブレーション実行部24は、部品実装装置1を構成する各種部材に応じたキャリブレーションを実行し、内部処理機構として実測値取得部24a、第1の算出部24b、第2の算出部24c、ビーム形状導出部24d、校正値演算部24eを含んで構成されている。キャリブレーションとは、部品実装装置1を構成する各種部材の固有のばらつきや取り付け誤差等を是正するための校正作業を指し、設備の製造時、据付時、もしくはメンテナンス時等で実施される。
The
例えば、Y軸ビーム8とX軸ビーム9は長尺の部材であるため、加工精度や各種部品の組み付けによって、歪みが生じる場合がある。ここで、制御部20が実装ヘッド12を制御する際に把握している実装ヘッド12の位置は、制御データ21a上で規定する位置である。したがって、Y軸ビーム8やX軸ビーム9が歪んでいる場合、制御データ21a上での実装ヘッド12の位置と、機械座標系で示される実装ヘッド12の実際の位置との間で誤差が生じる。そのため部品3の実装を正確に行うためには、当該誤差がキャンセルされるように、制御データ21aの校正(キャリブレーション)を行う必要がある。キャリブレーション実行部24は、Y軸ビーム8やX軸ビーム9の形状に基づいて、制御データ21aの校正値を取得するために必要な演算を行う。
For example, since the Y-
次に図4を参照して、X軸ビーム9の形状と傾きについて詳しく説明する。図4は、所定のy座標ごとに実装ヘッド12をX軸方向に移動させたときの軌跡(曲線R)とその軌跡(曲線R)を一次近似した直線Lのイメージ図である。曲線RはX軸ビーム9とY軸ビーム8との歪みの影響を受けた形状であり、直線Lは曲線Rを一次近似(直線に)しているためY軸ビーム8の歪みのみの影響を受けた形状である。ここで、図4の各曲線Rを直線Lにあわせて重ね合わせると各曲線Rの形状は略一致する。すなわち、X軸ビーム9の形状はY軸ビーム8の歪みの影響を受けていなければ、形状が変化しない傾向にあり、X軸ビーム9の形状はY軸ビーム8の歪みのみの影響を受けた形状(直線L)とX軸ビーム9の歪みのみの影響を受けた形状(各曲線Rを直線Lにあわせて重ね合わせた曲線R)に分離することが出来る。なお、破線で示す直線Lは、対応するX軸ビーム9が作業位置に位置決めされた基板2の上方から外れた位置にあることを示している。ここで、上述した課題を解決するために当該X軸ビーム9を移動する基板認識カメラ15のみを用いて制御データ21aの校正を行う場合、以下の問題点が生じる。X軸ビーム9を移動する実装ヘッド12が基板2に部品3を実装する領域の中には、当該X軸ビーム9を移動する基板認識カメラ15では撮像できない領域が存在し、そのような領域においてはX軸ビーム9の形状を取得することができない。そこで、発明者はこうした状況下、上述した曲線Rと直線Lとの関係性に基づき、X軸ビーム9を移動する基板認識カメラ15で撮像できない領域も含めて制御データ21aのキャリブレーションを行う方法に思い至った。
Next, the shape and inclination of the
キャリブレーションを実行して制御データ21aの校正値を取得する際には、図5に示す校正用基板17が用いられる。校正用基板17は、基板搬送機構5によって搬送可能であって、基板2と同様の外径形状を有する板状部材である。校正用基板17の上面には、複数の校正用マークMがX軸方向、Y軸方向にそれぞれピッチpx,pyの格子配列で設けられている。便宜上、基板2の搬送方向(X軸方向)と平行な方向を列方向、列方向と水平面内において直交する方向(Y軸方向)を行方向と定義する。また、図5において紙面左側から順に第1列、第2列・・・第12列と定義し、図5において紙面下側から順に第1行、第2行・・・第6行と定義する。キャリブレーション実行時には、校正用基板17は基板搬送機構5によって所定の位置に搬送し、位置決めされ、その後、基板認識カメラ15によって個々の校正用マークMが順次撮像される。なお、校正用基板17は作業者によって所定の位置に設置されてもよい。また、校正用基板17のサイズは基板搬送機構5で位置決めできる最大サイズが好ましいが、最大サイズでなくても本発明のキャリブレーションを行うことで校正用基板17の外方領域もキャリブレーションすることができる。
When the calibration is executed to obtain the calibration value of the
実測値取得部24aは、基板認識カメラ15によって撮像した校正用マークMの画像を取得する。第1の算出部24bは、実測値取得部24aが取得した実測値に基づいて、校正用マークMの中心の値と実測値とに生じる誤差である変位量(Δx,Δy)を求める。第2の算出部24cは、第1の算出部24bが算出した変位量Δxと各列の値から行ごとのX軸ビーム9の近似直線の傾きとその切片(以下、傾きm、切片bとする)を算出する。ビーム形状導出部24dは、第1の算出部24bが算出した変位量Δxと各列の値とから行ごとのX軸ビーム9の平均形状を導出する。校正値演算部24eは、変位量Δxの近似直線とX軸ビーム9の平均形状とに基づいて、実装ヘッド12の制御データ21aの校正値を演算する。これら各部の詳細は後述する。
The actual measurement
本実施の形態における部品実装装置1は以上のように構成される。次に図6のフローチャートに従って、制御データ21aの校正値を取得するための部品実装装置1のキャリブレーション方法について説明する。オペレータによりキャリブレーションの実行が指示されると、キャリブレーション実行部24は当該操作を検知して、基板搬送機構5を制御する。これにより図7(a)に示すように、基板搬送機構5は校正用基板17を搬送し(矢印a)、所定の作業位置に位置決めする(ST1:校正用基板位置決め工程)。すなわち(ST1)では、複数の校正用マークMが第1の方向(X軸方向)及び第2の方向(Y軸方向)に沿って格子状に設けられた校正用基板17を基板搬送機構5によって位置決めする。
The
次いで、校正用マークMの位置における実装ヘッド12の実測値を取得するための処理が実行される(ST2:実測値取得工程)。すなわち図7(b)に示すように、実装ヘッド12は制御データ21aに基づいて、所定の作業位置(行と列)に位置決めされた校正用基板17の上方を移動する。このとき、実装ヘッド12は、一体となって移動する基板認識カメラ15の撮像視野の中心が個々の校正用マークMの中心αに移動制御される。これにより、基板認識カメラ15は、複数の校正用マークMを個別に順次撮像する。実測値取得部24aは個々の校正用マークMの中心αを取得する。校正用マークMの撮像順序は任意である。本実施の形態では、図8に示すように、基板認識カメラ15は行ごとにX軸方向に沿って移動しながら(矢印b)、校正用マークMを順次撮像する。
Next, processing for acquiring the actual measurement value of the mounting
図9は、基板認識カメラ15が所定の校正用マークMの上方まで移動したときの撮像視野15aを例示したものである。Y軸ビーム8やX軸ビーム9に歪みが生じているとき、撮像視野15aの中心βと校正用マークMの中心αとには誤差が生じる。第1の算出部24bは、この誤差を変位量(Δx,Δy)として算出する(ST3:第1の算出工程)。
FIG. 9 illustrates the
次いで、第2の算出部24cは、第1の算出部24bが算出した行ごとの変位量Δxと各列の値とで形成される曲線を一時近似することで得られる近似直線から傾きmと切片bを算出する(ST4:第2の算出工程)。傾きmと切片bは、図10に示すように、校正用基板17の面内において校正用マークMが設けられた領域である面内領域E1を対象として算出される。また、面内領域E1よりも外方(X軸ビーム9の長手方向と直交するY軸方向)に設定された領域である面外領域E2を含む領域での傾きmと切片bは推定値が算出される。なお、複数の基板を並列に搬送する構成の場合は、一対の搬送レーンごとに校正用基板17を用いて傾きmと切片bが算出される。すなわち、この場合における面外領域E2は複数の校正用基板17の間にも存在する。
Next, the
ここで、第2の算出部24cが算出する近似直線の算出方法の一例を示す。まず図11に示すように、第2の算出部24cは、第1の算出部24bが算出した所定の行(同図では第1行)の個々の撮像視野15aの中心β(β1,β2,・・・β12)と個々の校正用マークMの中心α(α1,α2・・・α12)との誤差である各変位量Δx1,Δx2・・・Δx12と各列の値を用いて近似直線を算出する。算出方法としては、全ての変位量を用いて近似直線を算出してもよいし、簡易な算出方法としてΔx1とΔx12の左右両端だけで近似直線を算出してもよい。そして、第2の算出部24cは、当該近似直線から傾きmと切片bを算出する。第2の算出部24cは、第2行、第3行・・・第6行に対応する近似直線の傾きmと切片bも同様の方法で算出する。
Here, an example of an approximate straight line calculation method calculated by the
第2の算出部24cは、さらに行ごとに算出した傾きmと切片bに基づいて、面外領域E2における傾きmと切片bの推定値を算出する。先ず、面内領域E1における傾きmのn次近似式と切片bのn次近似式を算出する。図12(a)は、行ごとに求めた傾きmの分布を示す図であり、横軸に各行の値、縦軸に傾きmをとっている。第2の算出部24cは、傾きmの分布からいわゆる内挿法(補間法)により面内領域E1における行と傾きmの相関を表すn次近似式を求める(図12(a)で示す実線の曲線を参照)。また、図12(b)は、行ごとに求めた切片bの分布を示す図であり、横軸に各行の値、縦軸に切片bをとっている。第2の算出部24cは、切片bの分布から同じく内挿法により面内領域E1における行と切片bの相関を表すn次近似式を求める(図12(b)で示す実線の曲線を参照)。
The
次いで、面外領域E2における傾きmと切片bの推定値を算出する。すなわち、第2の算出部24cは、図12(a)で示す面内領域E1における行と傾きmの相関を表すn次近似式に基づいて、いわゆる外挿法(補間法)により面外領域E2の行における傾きmを求める(図12(a)で示す破線の曲線を参照)。また、第2の算出部24cは、図12(b)で示す面内領域E1における各行の値と切片bの相関を表すn次近似式に基づいて、外挿法により面外領域E2の行における切片bを求める(図12(b)で示す破線の曲線を参照)。第2の算出部24cは、面内領域E1における行と傾きmの相関を表すn次近似式から面外領域E2の行における傾きmを推定し、面内領域E1における行と切片bの相関を表すn次近似式から面外領域E2の行における切片bを推定する。これにより、第2の算出部24cからは面外領域E2の行における傾きmと切片bから形成される直線、すなわち、面外領域E2を含めたY軸ビーム8の歪みのみの影響を受けたX軸ビーム9の形状が得られる。このように(ST4)において、第2の算出部24cは変位量Δxとその行の値に基づいて、X軸ビーム9の形状を一次近似した近似直線の傾きmと切片bを、面外領域E2を含めて各行(Y軸ビーム8に対するX軸ビーム9の位置)ごとに算出する。なお、上述の面外領域E2における傾きmと切片bの推定値の算出方法は例示であって、その他にも例えば面外領域E2に隣接する面内領域E1の複数の値の変化量から推定値を算出してもよい。
Next, estimated values of the slope m and the intercept b in the out-of-plane region E2 are calculated. That is, the
次いで、ビーム形状導出部24dは面外領域E2を含めたX軸ビーム9の形状を導出する(ST5:ビーム形状導出工程)。面外領域E2を含めたX軸ビーム9の形状は、第1の算出部24bが算出した行ごとの変位量Δxと各列の値で形成される曲線から第2の算出部24cで算出した近似直線を差し引くことで導出することができる。図13(a)は、所定行における変位量Δxと各列の値との関係を示す図である。図13(b)は、所定行における算出した差分量と各列の値との関係を示す図である。まず、所定の行(ここでは第1行)における変位量Δxと各列の値で形成される曲線の形状を導出する。図13(a)において、ビーム形状導出部24dは、第2の算出部24cで算出した近似直線における各列の変位量Δxと、第1の算出部24bで算出した第1行の各列の変位量Δxとの差分量を算出する。算出した差分量と列の値との関係を図13(b)に示す。図13(b)に示すように、算出した差分量と列の値との関係は、第2の算出部24cで算出した近似直線の傾きmと切片bの影響が取り除かれた状態になっており、この差分量で形成される形状は面内領域E1の第1行におけるY軸ビーム8の歪みのみの影響を受けていないX軸ビーム9の形状である。言い換えれば、X軸ビーム9の歪みの影響のみを受けたX軸ビーム9の形状である。次に同様の算出を他の行に対しても導出し、全ての行に対してX軸ビーム9の形状を導出した後、列ごとに算出した差分量の平均値を算出する。これが、面内領域E1のX軸ビーム9の歪みの影響を受けたX軸ビーム9の形状の基準となる。さらに、この基準のX軸ビーム9の形状はY軸ビーム8の歪みの影響を受けていないため、面外領域E2においても同じ形状が適用できる。
Next, the beam shape deriving unit 24d derives the shape of the
次いで、ビーム形状導出部24dは、第2の算出工程(ST4)で算出された面外領域E2の傾きmと切片bの一次直線の変位量Δxとビーム形状導出工程(ST5)で導出されたX軸ビーム9の基準の形状の変位量Δxとを列ごとに合成することで、面外領域E2の行ごとの変位量Δxが算出される。校正値演算部24eはこの変位量を各座標点において相殺する値を演算し、その演算した値が校正値となる(ST6:校正値演算工程)。以上の工程(ST1)〜(ST5)は、変位量Δyでも実行され、さらに個々のX軸ビーム9ごとに実行される。
Next, the beam shape deriving unit 24d is derived in the slope m of the out-of-plane region E2 calculated in the second calculation step (ST4), the displacement amount Δx of the primary straight line of the intercept b, and the beam shape deriving step (ST5). By combining the displacement amount Δx of the reference shape of the
制御データ21aの校正値を演算したならば、その後、基板2に部品3を実装する実装動作が実行される。すなわち、実装ヘッド12は、テープフィーダ7によって供給された部品3を取り出し、所定の作業位置に位置決めされた基板2に実装する。この実装動作においては、制御データ21aの校正値に基づいて実装ヘッド12の移動制御がなされる。これにより、Y軸ビーム8やX軸ビーム9に歪み等が生じている場合でも、基板2に実装されるべき位置に部品3を精度良く実装することができる。
If the calibration value of the
以上説明したように、本実施の形態によれば、校正用基板17の校正用マークMが設けられた面内領域E1のみならず、面内領域E1の外方に設定された面外領域E2に対応する実装ヘッド12の制御データ21aを正確に校正することができる。また、複数のX軸ビーム9にそれぞれ設けられた基板認識カメラ15を使用する必要がないため、信頼性の高い校正値を取得することができる。
As described above, according to the present embodiment, not only the in-plane region E1 provided with the calibration mark M of the
上述したキャリブレーション方法によって取得可能な実装ヘッド12の制御データ21aの校正値は、図10に示すように、X軸ビーム9の形状が導出される面内領域E1及び面外領域E2の幅Wに限られる。以下に説明するその他のキャリブレーション方法は、図14に示すように、面内領域E1及び面外領域E2の幅WからさらにX軸ビーム9の長手方向(X軸方向)に拡張した領域に設定された面外領域E3における実装ヘッド12の制御データ21aの校正値を取得することができる。
As shown in FIG. 10, the calibration value of the
以下、その他のキャリブレーション方法について説明するが、既に説明した工程と重複する工程については簡略する。まず、基板搬送機構5は校正用基板17を搬送し、所定の作業位置に位置決めする(ST11:基板搬送工程)。次いで、実測値取得部24aは基板認識カメラ15によって撮像した校正用マークMの撮像を取得する(ST12:実測値取得工程)。そして、第1の算出部24bは、実測値取得部24aが取得した実測値に基づいて、変位量(Δx,Δy)を算出する(ST13:第1の算出工程)。第2の算出部24cは、第1の算出部24bが算出した所定行の各変位量Δxを用いて算出された近似直線の傾きmと切片bを所定行ごとに算出する(ST14:第2の算出工程)。
Hereinafter, other calibration methods will be described, but the steps that are already described will be simplified. First, the
次いで、ビーム形状導出部24dはX軸ビーム9の形状を導出する(ST15)。ここでは、面内領域E1のみならず、面外領域E3におけるX軸ビーム9の形状も導出される。面内領域E1においてX軸ビーム9の形状を導出する具体的な方法は前述のとおりであるため説明を省略する。
Next, the beam shape deriving unit 24d derives the shape of the X-axis beam 9 (ST15). Here, not only the in-plane region E1 but also the shape of the
面外領域E3に対応するX軸ビーム9の形状を導出する方法について説明する。ここでは、図14で示す紙面左側の面外領域E3に対応するX軸ビーム9の形状を導出する場合について説明する。面外領域E3に対応するX軸ビーム9の形状は、面内領域E1において導出したY軸ビーム8の歪みのみの影響を受けていないX軸ビーム9の形状から推定する。図15(a)は、変位量Δx(平均値)の分布をx座標ごとに示す図であり、横軸にx座標、縦軸に変位量Δxをとっている。ビーム形状導出部24dは当該図から、第1列の変位量Δx(平均値)を示すデータ点P1と、第1列に隣接する第2列の変位量Δx(平均値)を示すデータ点P2との間の変化量(P1−P2)を求める。そして、ビーム形状導出部24dはデータ点P1が示す変位量Δxに変化量を加算することで、データ点P1に隣接し、面外領域E3に位置するデータ点P0を求める(PO=P1+(P1−P2))。
A method for deriving the shape of the
図14で示す紙面右側の面外領域E3におけるデータ点も同様の方法で導出する。そして、ビーム形状導出部24dは、第2の算出工程(ST14)で算出された近似直線の変位量Δxとビーム形状導出工程(ST15)で導出された面外領域E3を含んだX軸ビーム9の平均形状の変位量Δxとを列ごとに合成することで、面外領域E3を含んだ行ごとの変位量Δxが算出される。以上のとおり、ビーム形状導出部24dは、面内領域E1の幅WからさらにX軸ビーム9の長手方向に延びて設定された面外領域E3を含めたX軸ビーム9の形状を導出することができる。
Data points in the out-of-plane region E3 on the right side of the page shown in FIG. 14 are derived by the same method. Then, the beam shape deriving unit 24d includes the
校正値演算部24eは、この変位量Δxを各座標点において相殺する値を演算し、その演算した値が校正値となる。
The
本発明の部品実装装置のキャリブレーション方法及び部品実装装置は本実施の形態に限定されず、発明の趣旨を変更しない範囲で変更することができる。例えば、X軸ビーム9の形状は、一つの行に属する実測値のみに基づいて導出してもよい。X軸ビーム9の形状は、Y軸方向に移動しても殆ど変わらないと考えられるためである。なお、行ごとにおけるX軸ビーム9の傾きm、切片bは、校正用基板17上の両端に位置する校正用マークMに対する実装ヘッド12の機械座標系の位置βnに基づいて求める。
The component mounting apparatus calibration method and the component mounting apparatus according to the present invention are not limited to the present embodiment, and can be changed without changing the gist of the invention. For example, the shape of the
図16を例示して説明すると、基板認識カメラ15は第1行に属する全ての校正用マークM1,M2・・・M12を順次撮像し、その一方で第2行、第3行・・・第6行については、基板認識カメラ15は両端に位置する校正用マークM13,M24,M25,M36,M37,M48,M49,M60,M61,M72のみを撮像する。X軸ビーム9の形状は、校正用マークM1,M2・・・M12の実測値、すなわち機械座標系の位置β1,β2・・・β12から導出する。また、X軸ビーム9の傾きmと切片bは、各行の両端に位置する校正用マークMに対応する実測値(機械座標系の位置β13,β24,β25,β36,β37,β48,β49,β60,β61,β72)に基づいて算出する。
Referring to FIG. 16, the
すなわち、実測値取得工程(ST2(12))において、Y軸方向(第2の方向)における少なくとも一つのy座標が共通する複数の校正用マークMを基板認識カメラ15によって順次撮像することで、実装ヘッド12の位置の実測値を取得し、ビーム形状導出工程(ST5(15))において、一つのy座標が共通する複数の校正用マークMを撮像して取得した実測値に基づいて、第1のビームの形状を導出するようにしてもよい。これによれば、校正用マークMの撮像数を減らしてキャリブレーションに要する時間を短縮させることができる。
That is, in the actual measurement value acquisition step (ST2 (12)), the
また、実測値のデータを取得した後、以下に示す工程を新たに加えてもよい。すなわち図17(a)に示すように、制御部20は、個々の校正用マークMに対応する実装ヘッド12の機械座標系の位置βnに基づいてn次近似式を求めることにより、X軸ビーム9の形状を行ごとに導出する。図17(a)では、X軸ビーム9の形状を行ごとに曲線R1,R2・・・R6で表している。そして、制御部20は、X軸ビーム9の傾きmがキャンセルされるようにn次近似式から求められる実装ヘッド12の機械座標系の位置βnを座標変換したうえで、図17(b)に示すように、複数のX軸ビーム9の形状(曲線R1〜R6)を重ね合わせる。そして、制御部20は、X軸ビーム9の形状を重ね合わせた状態において、一定値以上離れた実装ヘッド12の機械座標系の位置Sn*があるか否かを判断する。このような実装ヘッド12の機械座標系の位置Sn*が発生する要因としては、校正用基板17上に付着した埃を校正用マークMと誤って制御部20が認識したような場合が挙げられる。この場合、制御部20は当該位置Sn*に対応する校正用マークMの撮像をやり直す等の措置をとる。若しくは、制御部20は、当該位置Sn*に対応する校正用マークMに属する列の変位量Δx,Δyの平均値に基づいて、実装ヘッド12の位置の実測値のデータを修正する。これにより、制御データ21aの校正値をより正確に演算して、実装精度を向上させることができる。
Moreover, after acquiring the data of actual measurement values, the following steps may be newly added. That is, as shown in FIG. 17A, the
本発明によれば、制御データを正確に校正することができ、部品実装分野において特に有用である。 According to the present invention, control data can be accurately calibrated, which is particularly useful in the field of component mounting.
1 部品実装装置
2 基板
3 部品
5 基板搬送機構
8 Y軸ビーム(第2のビーム)
9 X軸ビーム(第1のビーム)
12 実装ヘッド
15 基板認識カメラ
24a 実測値取得部
24b 第1の算出部
24c 第2の算出部
24d ビーム形状導出部
24e 校正値演算部
DESCRIPTION OF
9 X-axis beam (first beam)
DESCRIPTION OF
Claims (6)
前記第1のビームに沿った前記実装ヘッドの移動制御と前記第2のビームに沿った前記第1のビームの移動制御を組み合わせた制御データを校正する制御データのキャリブレーション方法であって、
校正用基板の前記第1の方向及び第2の方向に沿って設けられた複数の校正用マークを順次撮像して得られる実測値に基づいて、校正用マークの中心と実測値とに生じる誤差である変位量を算出する第1の算出工程と、
前記第1の算出工程で算出した変位量に基づいて、前記校正用基板の面内の領域である面内領域と、前記面内領域よりも外方に設定された領域である面外領域における傾きと切片を算出する第2の算出工程と、
前記第1の算出工程で算出した算出した変位量から形成される形状と前記第2の算出工程で算出した傾きと切片で形成される前記変位量の近似直線とに基づいて、前記第1のビームの形状を導出するビーム形状導出工程と、
前記ビーム形状導出工程において導出した前記第1のビームの形状に基づいて、前記面内領域と、前記面外領域を含めた領域における前記実装ヘッドの制御データの校正値を演算する校正値演算工程と、を含む制御データのキャリブレーション方法。 A mounting head for mounting a component on a substrate positioned at a work position; a first beam extending in a first direction parallel to a substrate transport direction; and moving the mounting head in the first direction; The second beam extending in a second direction orthogonal to the direction of the first direction and moving the first beam in the second direction and the substrate positioned at the working position are imaged and moved together with the mounting head In a component mounting apparatus comprising an imaging means for
A control data calibration method for calibrating control data combining movement control of the mounting head along the first beam and movement control of the first beam along the second beam,
An error occurring between the center of the calibration mark and the actual measurement value based on the actual measurement value obtained by sequentially imaging the plurality of calibration marks provided along the first direction and the second direction of the calibration substrate. A first calculation step of calculating a displacement amount,
Based on the amount of displacement calculated in the first calculation step, in an in-plane area that is an in-plane area of the calibration substrate and an out-of-plane area that is an area set outside the in-plane area. A second calculation step for calculating the slope and intercept;
Based on the shape formed from the calculated displacement calculated in the first calculation step, the slope calculated in the second calculation step, and the approximate straight line of the displacement formed by the intercept, the first A beam shape deriving step for deriving a beam shape;
Calibration value calculation step for calculating a calibration value of control data of the mounting head in the region including the in-plane region and the out-of-plane region based on the shape of the first beam derived in the beam shape deriving step. And a control data calibration method including:
前記ビーム形状導出工程において、前記一つの座標が共通する複数の前記校正用マークを撮像して取得した前記実測値に基づいて、前記第1のビームの形状を導出する、請求項1又は2に記載の制御データのキャリブレーション方法。 In the first calculation step, by sequentially imaging the plurality of calibration marks having at least one coordinate in the second direction by the imaging unit, an actual measurement value of the position of the mounting head is obtained,
3. The shape of the first beam is derived in the beam shape deriving step based on the actual measurement values obtained by imaging the plurality of calibration marks having the same one coordinate. The calibration method of the control data as described.
校正用基板の前記第1の方向及び第2の方向に沿って設けられた複数の校正用マークを順次撮像して得られる実測値に基づいて、校正用マークの中心と実測値とに生じる誤差である変位量を算出する第1の算出部と、
前記第1の算出部で算出した変位量に基づいて、前記校正用基板の面内の領域である面内領域と、前記面内領域よりも外方に設定された領域である面外領域における傾きと切片を算出する第2の算出部と、
前記第1の算出部で算出した変位量から形成される形状と前記第2の算出部で算出した傾きと切片で形成される前記変位量の近似直線に基づいて、前記第1のビームの形状を導出するビーム形状導出部と、
前記ビーム形状導出部において導出した前記第1のビームの形状に基づいて、前記面内領域と、前記面外領域を含む領域における前記実装ヘッドの制御データの校正値を演算する校正値演算部と、を備えた部品実装装置。 A mounting head for mounting a component on a substrate positioned at a work position; a first beam extending in a first direction parallel to a substrate transport direction; and moving the mounting head in the first direction; A second beam extending in a second direction orthogonal to the direction of the first plane and moving the first beam in the second direction, and an imaging field of view toward the substrate side positioned at the working position. Imaging means that is movable together with the head, and based on control data that combines movement control of the mounting head along the first beam and movement control of the first beam along the second beam. A component mounting apparatus for mounting the component held by the mounting head on a substrate by moving the mounting head.
An error occurring between the center of the calibration mark and the actual measurement value based on the actual measurement value obtained by sequentially imaging the plurality of calibration marks provided along the first direction and the second direction of the calibration substrate. A first calculation unit for calculating a displacement amount,
Based on the amount of displacement calculated by the first calculation unit, an in-plane area that is an in-plane area of the calibration substrate and an out-of-plane area that is an area set outside the in-plane area. A second calculator for calculating the slope and intercept;
The shape of the first beam based on the shape formed from the displacement calculated by the first calculation unit and the approximate straight line of the displacement calculated by the slope and intercept calculated by the second calculation unit. A beam shape deriving unit for deriving
A calibration value calculation unit for calculating a calibration value of control data of the mounting head in the in-plane region and the region including the out-of-plane region based on the shape of the first beam derived in the beam shape deriving unit; , A component mounting apparatus.
前記ビーム形状導出部において、前記一つの座標が共通する複数の前記校正用マークを撮像して取得した前記実測値に基づいて、前記第1のビームの形状を導出する、請求項4又は5に記載の部品実装装置。 In the first calculation unit, by sequentially capturing a plurality of calibration marks having at least one coordinate in the second direction by the imaging unit, an actual measurement value of the position of the mounting head is obtained,
6. The shape of the first beam is derived in the beam shape deriving unit based on the actually measured values acquired by imaging the plurality of calibration marks having the same one coordinate. 6. The component mounting apparatus described.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016041683A JP6627077B2 (en) | 2016-03-04 | 2016-03-04 | Control data calibration method and component mounting apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016041683A JP6627077B2 (en) | 2016-03-04 | 2016-03-04 | Control data calibration method and component mounting apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017157765A true JP2017157765A (en) | 2017-09-07 |
| JP6627077B2 JP6627077B2 (en) | 2020-01-08 |
Family
ID=59810300
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016041683A Active JP6627077B2 (en) | 2016-03-04 | 2016-03-04 | Control data calibration method and component mounting apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6627077B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3813502A4 (en) * | 2018-06-20 | 2021-06-09 | Fuji Corporation | Control method, electronic component mounting device, and correction substrate |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005159110A (en) * | 2003-11-27 | 2005-06-16 | Matsushita Electric Ind Co Ltd | Component-mounting method and device thereof |
| JP2006108457A (en) * | 2004-10-07 | 2006-04-20 | Juki Corp | Mounting error detection method and device of electronic part mounting device |
| JP5338767B2 (en) * | 2010-08-05 | 2013-11-13 | パナソニック株式会社 | Calibration method for electronic component mounting apparatus |
| JP2014053493A (en) * | 2012-09-07 | 2014-03-20 | Yamaha Motor Co Ltd | Electronic component mounting device and mounting position correction data creation method |
-
2016
- 2016-03-04 JP JP2016041683A patent/JP6627077B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005159110A (en) * | 2003-11-27 | 2005-06-16 | Matsushita Electric Ind Co Ltd | Component-mounting method and device thereof |
| JP2006108457A (en) * | 2004-10-07 | 2006-04-20 | Juki Corp | Mounting error detection method and device of electronic part mounting device |
| JP5338767B2 (en) * | 2010-08-05 | 2013-11-13 | パナソニック株式会社 | Calibration method for electronic component mounting apparatus |
| JP2014053493A (en) * | 2012-09-07 | 2014-03-20 | Yamaha Motor Co Ltd | Electronic component mounting device and mounting position correction data creation method |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3813502A4 (en) * | 2018-06-20 | 2021-06-09 | Fuji Corporation | Control method, electronic component mounting device, and correction substrate |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6627077B2 (en) | 2020-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6012742B2 (en) | Work equipment | |
| JP6277422B2 (en) | Component mounting method and component mounting system | |
| JP5779386B2 (en) | Electrical component mounting machine | |
| JP6484335B2 (en) | Component mounting apparatus and suction position setting method | |
| KR101472434B1 (en) | Electronic component mounting apparatus and mounting position correction data creating method | |
| JP4824641B2 (en) | Parts transfer device | |
| JP4855347B2 (en) | Parts transfer device | |
| EP2931014B1 (en) | Apparatus and method for generating mounting data, and substrate manufacturing system | |
| KR102057918B1 (en) | Component mounting device | |
| CN110637508B (en) | Measurement position determining device | |
| US11653485B2 (en) | Component mounting device | |
| JP6627077B2 (en) | Control data calibration method and component mounting apparatus | |
| JP5577770B2 (en) | Coordinate correction method | |
| JP6277423B2 (en) | Component mounting method and component mounting system | |
| CN111869342B (en) | Component mounting apparatus | |
| JP2006024957A (en) | Method of correcting component mounting position and surface mounting machine | |
| JP2011191307A (en) | Correction tool | |
| JP4860366B2 (en) | Surface mount equipment | |
| EP3322272B1 (en) | Component mounting machine and component mounting assembly line | |
| JP7319264B2 (en) | Control method, electronic component mounting device | |
| JP4622970B2 (en) | Electronic component mounting system and electronic component mounting method | |
| JP7126036B2 (en) | COMPONENT MOUNTING SYSTEM, MOUNTING BOARD MANUFACTURING METHOD, AND CORRECTION VALUE CALCULATION METHOD | |
| CN112385328B (en) | Template generating device and component mounting machine | |
| JP2011129710A (en) | Apparatus and method for measurement of mounting accuracy of mounting device | |
| JP2010093212A (en) | Surface mounting method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20160526 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181107 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20190116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190930 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191023 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191105 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6627077 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |