JP2017146357A - Hollow optical fiber, endoscope device, and method of manufacturing hollow optical fiber - Google Patents
Hollow optical fiber, endoscope device, and method of manufacturing hollow optical fiber Download PDFInfo
- Publication number
- JP2017146357A JP2017146357A JP2016025982A JP2016025982A JP2017146357A JP 2017146357 A JP2017146357 A JP 2017146357A JP 2016025982 A JP2016025982 A JP 2016025982A JP 2016025982 A JP2016025982 A JP 2016025982A JP 2017146357 A JP2017146357 A JP 2017146357A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- hollow optical
- base material
- metal layer
- material layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000013307 optical fiber Substances 0.000 title claims abstract description 134
- 238000004519 manufacturing process Methods 0.000 title description 18
- 239000000463 material Substances 0.000 claims abstract description 100
- 229910052751 metal Inorganic materials 0.000 claims abstract description 91
- 239000002184 metal Substances 0.000 claims abstract description 91
- JMMZCWZIJXAGKW-UHFFFAOYSA-N 2-methylpent-2-ene Chemical compound CCC=C(C)C JMMZCWZIJXAGKW-UHFFFAOYSA-N 0.000 claims abstract description 24
- 229920000642 polymer Polymers 0.000 claims abstract description 24
- 229910052709 silver Inorganic materials 0.000 claims abstract description 23
- 239000004332 silver Substances 0.000 claims abstract description 23
- 238000003780 insertion Methods 0.000 claims description 35
- 230000037431 insertion Effects 0.000 claims description 35
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical group [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 22
- 238000001125 extrusion Methods 0.000 claims description 14
- 229920000089 Cyclic olefin copolymer Polymers 0.000 claims description 13
- JKFYKCYQEWQPTM-UHFFFAOYSA-N 2-azaniumyl-2-(4-fluorophenyl)acetate Chemical compound OC(=O)C(N)C1=CC=C(F)C=C1 JKFYKCYQEWQPTM-UHFFFAOYSA-N 0.000 claims description 10
- 229910021612 Silver iodide Inorganic materials 0.000 claims description 10
- 229940045105 silver iodide Drugs 0.000 claims description 10
- 238000007747 plating Methods 0.000 claims description 8
- 238000009832 plasma treatment Methods 0.000 claims description 6
- 239000000758 substrate Substances 0.000 claims description 6
- 230000003287 optical effect Effects 0.000 abstract description 18
- 239000012491 analyte Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 226
- 238000000034 method Methods 0.000 description 17
- 238000005452 bending Methods 0.000 description 11
- 239000000654 additive Substances 0.000 description 9
- 230000000996 additive effect Effects 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 3
- 238000005286 illumination Methods 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 230000009257 reactivity Effects 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- 238000002834 transmittance Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- AUHZEENZYGFFBQ-UHFFFAOYSA-N mesitylene Substances CC1=CC(C)=CC(C)=C1 AUHZEENZYGFFBQ-UHFFFAOYSA-N 0.000 description 2
- 125000001827 mesitylenyl group Chemical group [H]C1=C(C(*)=C(C([H])=C1C([H])([H])[H])C([H])([H])[H])C([H])([H])[H] 0.000 description 2
- 210000000214 mouth Anatomy 0.000 description 2
- SQGYOTSLMSWVJD-UHFFFAOYSA-N silver(1+) nitrate Chemical compound [Ag+].[O-]N(=O)=O SQGYOTSLMSWVJD-UHFFFAOYSA-N 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910000906 Bronze Inorganic materials 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- OTMSDBZUPAUEDD-UHFFFAOYSA-N Ethane Chemical compound CC OTMSDBZUPAUEDD-UHFFFAOYSA-N 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- -1 Polyethylene terephthalate Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 239000003989 dielectric material Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 125000002485 formyl group Chemical class [H]C(*)=O 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000012510 hollow fiber Substances 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 229910001961 silver nitrate Inorganic materials 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images
Landscapes
- Endoscopes (AREA)
- Laminated Bodies (AREA)
- Instruments For Viewing The Inside Of Hollow Bodies (AREA)
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
Abstract
Description
本発明は中空光ファイバー、内視鏡装置、及び中空光ファイバーの製造方法に関する。 The present invention relates to a hollow optical fiber, an endoscope apparatus, and a method for manufacturing a hollow optical fiber.
波長1μm以上の赤外線レーザーは、生体分子の結合エネルギーと同レベルの光子エネルギーを持つため、分光による生体分子の特定や、特定光子を分子へ吸収させ分子を分解させることによる生体細胞の選択的除去等の用途に用いられている。 Infrared lasers with a wavelength of 1 μm or more have photon energy at the same level as the binding energy of biomolecules. Therefore, spectroscopic identification of biomolecules and selective removal of living cells by absorbing specific photons into molecules and decomposing the molecules. It is used for such applications.
赤外線レーザーをこのような医療分野に利用する場合、生体内に赤外線レーザーを導入するため、柔軟に曲げられる光導波路が必要となる。このような光導波路として、リン青銅又はステンレスで構成される金属パイプや、フッ素樹脂又は石英ガラスで構成される非金属パイプを基材層とし、この基材層の内面に金属層及び誘電体層をこの順に積層した中空光ファイバーが提案されている(特開2002−71973号公報参照)。この従来の中空光ファイバーは、金属層と誘電層とを積層することで金属層で反射する光と誘電体層で反射する光とが互いに強め合うような光の干渉を生じさせ、赤外線レーザーの反射率を高めている。 When an infrared laser is used in such a medical field, an optical waveguide that can be flexibly bent is required to introduce the infrared laser into a living body. As such an optical waveguide, a metal pipe made of phosphor bronze or stainless steel or a non-metal pipe made of fluororesin or quartz glass is used as a base material layer, and a metal layer and a dielectric layer are formed on the inner surface of the base material layer. Has been proposed (see Japanese Patent Laid-Open No. 2002-71973). In this conventional hollow optical fiber, by laminating a metal layer and a dielectric layer, the light reflected by the metal layer and the light reflected by the dielectric layer cause interference of each other, which reflects the infrared laser. The rate is increasing.
しかしながら、上記従来の中空光ファイバーのうち、金属パイプを基材層とする中空光ファイバーは、曲げた後に可逆的に元に戻らない。このため、生体内に屈曲させて導入した後に中空光ファイバーを回収することが難しい。また、石英ガラスで構成されるパイプを基材層とする中空光ファイバーは破断するおそれがあるため、曲げ半径1cm以下で使用することが難しい。このため、生体内で処理できる範囲が制約される。また、フッ素樹脂で構成されるパイプを基材層とする中空光ファイバーは、金属層との密着性が低く、金属層が剥がれ易いため、信頼性が低い。以上から、上記従来の中空光ファイバーは、いずれの基材層を用いた場合においても改善の余地がある。 However, among the conventional hollow optical fibers described above, the hollow optical fiber having a metal pipe as a base material layer cannot be restored reversibly after being bent. For this reason, it is difficult to recover the hollow optical fiber after being bent and introduced into the living body. Moreover, since the hollow optical fiber which uses the pipe comprised with quartz glass as a base material layer may fracture | rupture, it is difficult to use it with a bending radius of 1 cm or less. For this reason, the range which can be processed in the living body is restricted. Further, a hollow optical fiber having a pipe made of a fluororesin as a base material layer has low adhesiveness with a metal layer, and the metal layer is easily peeled off, so that the reliability is low. From the above, the conventional hollow optical fiber has room for improvement when any base material layer is used.
本発明は、上述のような事情に基づいてなされたものであり、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層が剥がれ難い中空光ファイバー、その製造方法、及びこの中空光ファイバーを備える内視鏡装置の提供を目的とする。 The present invention has been made based on the circumstances as described above, and can be used as an optical waveguide of an infrared laser, is flexibly and reversibly bent, and a hollow optical fiber whose metal layer is difficult to peel off, a manufacturing method thereof, And it aims at provision of an endoscope apparatus provided with this hollow optical fiber.
上記課題に対し、発明者らは、基材層の主成分としてメチルペンテンポリマーを用い、その基材層の内面を表面処理することで基材層と金属層との密着性を高められると共に、柔軟にかつ可逆的に曲げられる中空光ファイバーが得られることを見出した。 In response to the above problems, the inventors can use methylpentene polymer as the main component of the base material layer, and by improving the adhesion between the base material layer and the metal layer by surface-treating the inner surface of the base material layer, It has been found that a hollow optical fiber that can be flexibly and reversibly bent can be obtained.
すなわち、本発明の一態様に係る中空光ファイバーは、チューブ状の基材層と、この基材層の内面に積層される金属層と、上記金属層の内面に積層され、かつ赤外光を透過可能な誘電体層とを備える中空光ファイバーであって、上記基材層の主成分がメチルペンテンポリマーであり、上記金属層の主成分が銀である。 That is, the hollow optical fiber according to one embodiment of the present invention includes a tubular base material layer, a metal layer laminated on the inner surface of the base material layer, laminated on the inner surface of the metal layer, and transmits infrared light. A hollow optical fiber comprising a dielectric layer, wherein the base material layer is mainly composed of methylpentene polymer and the metal layer is composed mainly of silver.
本発明の別の一態様に係る内視鏡装置は、被検体内に挿入する管状の挿入部と、この挿入部の基端側に配設される操作部とを備える内視鏡装置であって、上記挿入部の内部に挿通可能なレーザー導光モジュールと、このレーザー導光モジュールに赤外線レーザーを出射可能に構成される光源とを備え、上記レーザー導光モジュールが請求項1、請求項2又は請求項3に記載の中空光ファイバーを備える。
An endoscope apparatus according to another aspect of the present invention is an endoscope apparatus that includes a tubular insertion portion that is inserted into a subject, and an operation portion that is disposed on a proximal end side of the insertion portion. And a laser light guide module that can be inserted into the insertion portion, and a light source configured to emit an infrared laser to the laser light guide module. Or the hollow optical fiber of
本発明のさらに別の一態様に係る中空光ファイバーの製造方法は、押出成形法によりメチルペンテンポリマーを主成分とするチューブ状の基材層を形成する工程と、上記基材層の内面をプラズマ処理する工程と、無電界銀めっきにより上記基材層の内面に金属層を形成する工程と、上記金属層の内面に赤外光を透過可能な誘電体層を形成する工程とを備える。 According to still another aspect of the present invention, a method for producing a hollow optical fiber includes a step of forming a tube-shaped base layer mainly composed of a methylpentene polymer by an extrusion molding method, and a plasma treatment of the inner surface of the base layer. A step of forming a metal layer on the inner surface of the base material layer by electroless silver plating, and a step of forming a dielectric layer capable of transmitting infrared light on the inner surface of the metal layer.
本発明の中空光ファイバーは、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層が剥がれ難い。従って、本発明の中空光ファイバーは、内視鏡装置の中空光ファイバーとして好適に用いられる。また、本発明の中空光ファイバーの製造方法は、金属層を剥がれ難くできると共に、柔軟にかつ可逆的に曲げられる中空光ファイバーを製造できる。 The hollow optical fiber of the present invention can be used as an optical waveguide of an infrared laser, is flexibly and reversibly bent, and further, the metal layer is hardly peeled off. Therefore, the hollow optical fiber of the present invention is suitably used as a hollow optical fiber for an endoscope apparatus. In addition, the method for producing a hollow optical fiber of the present invention can make a hollow optical fiber that can be bent flexibly and reversibly while making it difficult to peel off the metal layer.
[本発明の実施形態の説明]
本発明の一態様に係る中空光ファイバーは、チューブ状の基材層と、この基材層の内面に積層される金属層と、上記金属層の内面に積層され、かつ赤外光を透過可能な誘電体層とを備える中空光ファイバーであって、上記基材層の主成分がメチルペンテンポリマーであり、上記金属層の主成分が銀である。
[Description of Embodiment of the Present Invention]
A hollow optical fiber according to one embodiment of the present invention includes a tubular base material layer, a metal layer laminated on an inner surface of the base material layer, and an inner surface of the metal layer, and capable of transmitting infrared light. A hollow optical fiber comprising a dielectric layer, wherein the main component of the base material layer is a methylpentene polymer, and the main component of the metal layer is silver.
当該中空光ファイバーは、金属層の主成分が銀であるので、平坦性の高い、つまり乱反射の少ない金属層を基材層の内面に形成できる。このため、当該中空光ファイバーは、金属層で反射する光と誘電体層で反射する光とが互いに強め合うような光の干渉を生じさせ、赤外線レーザーの反射率を高められる。また、当該中空光ファイバーは、基材層の主成分がメチルペンテンポリマーであるので、柔軟にかつ可逆的に曲げられる。さらに、当該中空光ファイバーは、基材層と金属層との密着性が比較的高いので、基材層の内面に積層される金属層を剥がれ難くできる。従って、当該中空光ファイバーは、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層が剥がれ難い。 In the hollow optical fiber, since the main component of the metal layer is silver, a metal layer having high flatness, that is, less diffuse reflection can be formed on the inner surface of the base material layer. For this reason, the hollow optical fiber causes light interference such that light reflected by the metal layer and light reflected by the dielectric layer mutually intensify, and the reflectance of the infrared laser can be increased. The hollow optical fiber can be bent flexibly and reversibly because the main component of the base material layer is methylpentene polymer. Furthermore, since the said hollow optical fiber has comparatively high adhesiveness of a base material layer and a metal layer, it can make it difficult to peel off the metal layer laminated | stacked on the inner surface of a base material layer. Therefore, the hollow optical fiber can be used as an optical waveguide of an infrared laser, bends flexibly and reversibly, and the metal layer is hardly peeled off.
上記誘電体層の主成分としては、環状オレフィンポリマー又はヨウ化銀が好ましい。環状オレフィンポリマーは、屈折率が1.45以上1.55以下であるので、伝送損失の小さい中空光ファイバーを構成できる。また、ヨウ化銀は基材層との反応性が低いので、中空光ファイバーの経時劣化を抑止できる。 The main component of the dielectric layer is preferably a cyclic olefin polymer or silver iodide. Since the cyclic olefin polymer has a refractive index of 1.45 or more and 1.55 or less, a hollow optical fiber having a small transmission loss can be formed. Moreover, since silver iodide has low reactivity with the base material layer, it is possible to suppress deterioration with time of the hollow optical fiber.
上記金属層の内面の算術平均粗さRaとしては、10μm以下が好ましい。上記金属層の内面の算術平均粗さRaを10μm以下とすることで、赤外線レーザーの反射率をさらに高めることができる。 The arithmetic average roughness Ra of the inner surface of the metal layer is preferably 10 μm or less. By setting the arithmetic average roughness Ra of the inner surface of the metal layer to 10 μm or less, the reflectance of the infrared laser can be further increased.
本発明の別の一態様に係る内視鏡装置は、被検体内に挿入する管状の挿入部と、この挿入部の基端側に配設される操作部とを備える内視鏡装置であって、上記挿入部の内部に挿通可能なレーザー導光モジュールと、このレーザー導光モジュールに赤外線レーザーを出射可能に構成される光源とを備え、上記レーザー導光モジュールが当該中空光ファイバーを備える。 An endoscope apparatus according to another aspect of the present invention is an endoscope apparatus that includes a tubular insertion portion that is inserted into a subject, and an operation portion that is disposed on a proximal end side of the insertion portion. A laser light guide module that can be inserted into the insertion portion; and a light source configured to emit an infrared laser to the laser light guide module. The laser light guide module includes the hollow optical fiber.
当該内視鏡装置は、当該中空光ファイバーを備えるレーザー導光モジュールを挿通可能である。当該中空光ファイバーは、柔軟にかつ可逆的に曲げられ、さらに金属層2が剥がれ難い。従って、当該内視鏡装置は、当該中空光ファイバーを赤外線レーザー導波路として用いることで赤外線レーザーを医療分野に好適に利用できる。 The endoscope apparatus can be inserted with a laser light guide module including the hollow optical fiber. The hollow optical fiber is bent flexibly and reversibly, and the metal layer 2 is hardly peeled off. Therefore, the endoscope apparatus can suitably use an infrared laser in the medical field by using the hollow optical fiber as an infrared laser waveguide.
本発明のさらに別の一態様に係る中空光ファイバーの製造方法は、押出成形法によりメチルペンテンポリマーを主成分とするチューブ状の基材層を形成する工程と、上記基材層の内面をプラズマ処理する工程と、無電界銀めっきにより上記基材層の内面に金属層を形成する工程と、上記金属層の内面に赤外光を透過可能な誘電体層を形成する工程とを備える。 According to still another aspect of the present invention, a method for producing a hollow optical fiber includes a step of forming a tube-shaped base layer mainly composed of a methylpentene polymer by an extrusion molding method, and a plasma treatment of the inner surface of the base layer. A step of forming a metal layer on the inner surface of the base material layer by electroless silver plating, and a step of forming a dielectric layer capable of transmitting infrared light on the inner surface of the metal layer.
当該中空光ファイバーの製造方法は、基材層の主成分をメチルペンテンポリマーとするので、柔軟にかつ可逆的に曲げられる中空光ファイバーを製造できる。また、当該中空光ファイバーの製造方法は、基材層の内面をプラズマ処理することで基材層と金属層との密着性を高められるので、基材層の内面に積層される金属層を剥がれ難くできる。さらに、当該中空光ファイバーの製造方法は、銀を主成分とする金属層と、赤外光を透過可能な誘電体層とを基材層の内面側に形成する工程を備えるので、金属層で反射する光と誘電体層で反射する光とが互いに強め合うような光の干渉を生じさせ、製造した中空光ファイバーの赤外線レーザーの反射率を高められる。従って、当該中空光ファイバーの製造方法は、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層が剥がれ難い中空光ファイバーを製造できる。 In the method for producing the hollow optical fiber, the main component of the base material layer is methylpentene polymer, so that a hollow optical fiber that can be flexibly and reversibly bent can be produced. Further, in the method for producing the hollow optical fiber, since the adhesion between the base material layer and the metal layer can be improved by plasma-treating the inner surface of the base material layer, the metal layer laminated on the inner surface of the base material layer is hardly peeled off. it can. Furthermore, the method for producing the hollow optical fiber includes a step of forming a metal layer mainly composed of silver and a dielectric layer capable of transmitting infrared light on the inner surface side of the base material layer. The interference of the light that intensifies the light to be reflected and the light reflected by the dielectric layer is generated, and the reflectance of the infrared laser of the manufactured hollow optical fiber can be increased. Therefore, the method for producing the hollow optical fiber can be used as an optical waveguide for an infrared laser, and can produce a hollow optical fiber that is flexibly and reversibly bent and that the metal layer is hardly peeled off.
ここで、「主成分」とは、最も含有量の多い成分であり、例えば含有量が50質量%以上の成分をいう。また、「算術平均粗さRa」とは、JIS−B−0601(2013)に準拠して測定される算術平均粗さを意味する。 Here, the “main component” is a component having the highest content, for example, a component having a content of 50% by mass or more. The “arithmetic average roughness Ra” means an arithmetic average roughness measured according to JIS-B-0601 (2013).
[本発明の実施形態の詳細]
以下、本発明の実施形態に係る中空光ファイバー、中空光ファイバーの製造方法、及びこの中空光ファイバーを備える内視鏡装置について詳説する。
[Details of the embodiment of the present invention]
Hereinafter, a hollow optical fiber according to an embodiment of the present invention, a method for manufacturing the hollow optical fiber, and an endoscope apparatus including the hollow optical fiber will be described in detail.
〔中空光ファイバー〕
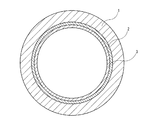
当該中空光ファイバーは、図1に示すようにチューブ状の基材層1と、この基材層1の内面に積層される金属層2と、上記金属層2の内面に積層され、かつ赤外光を透過可能な誘電体層3とを備える。当該中空光ファイバーは、例えば赤外線レーザーの光導波路として用いることができる。
[Hollow optical fiber]
As shown in FIG. 1, the hollow optical fiber includes a tubular base layer 1, a metal layer 2 laminated on the inner surface of the base layer 1, and an inner surface of the metal layer 2, and infrared light. And a
<基材層>
基材層1の主成分は、メチルペンテンポリマーである。メチルペンテンポリマーは、耐熱性及び耐薬品性が比較的高い。このため、当該中空光ファイバーは、例えば水蒸気雰囲気化で120℃で15分行うオートクレープやエタノール滅菌を行うことができる。
<Base material layer>
The main component of the base material layer 1 is a methylpentene polymer. Methyl pentene polymer has relatively high heat resistance and chemical resistance. For this reason, the said hollow optical fiber can perform the autoclave and ethanol sterilization performed, for example for 15 minutes at 120 degreeC by water vapor atmosphere.
基材層1におけるメチルペンテンポリマーの含有量の下限としては、60質量%が好ましく、90質量%がより好ましい。上記メチルペンテンポリマーの含有量が上記下限未満であると、当該中空光ファイバーの屈曲性が不十分となるおそれがある。一方、上記メチルペンテンポリマーの含有量の上限としては、特に限定されず、100質量%であってもよい。 As a minimum of content of methyl pentene polymer in substrate layer 1, 60 mass% is preferred and 90 mass% is more preferred. If the content of the methylpentene polymer is less than the lower limit, the flexibility of the hollow optical fiber may be insufficient. On the other hand, the upper limit of the content of the methylpentene polymer is not particularly limited, and may be 100% by mass.
基材層1の平均外径の下限としては、0.3mmが好ましく、0.6mmがより好ましい。一方、基材層1の平均外径の上限としては、1.7mmが好ましく、1.5mmがより好ましい。基材層1の平均外径が上記下限未満であると、当該中空光ファイバーの中空部分を通過できる赤外線レーザーの光量が不足するおそれがある。逆に、基材層1の平均外径が上記上限を超えると、内視鏡装置等での挿通が困難となるおそれがある。また、当該中空光ファイバーを曲げた際に断面が楕円形状となり当該中空光ファイバーの赤外光に対する伝送損失が増大するおそれがある。 As a minimum of the average outside diameter of base material layer 1, 0.3 mm is preferred and 0.6 mm is more preferred. On the other hand, the upper limit of the average outer diameter of the base material layer 1 is preferably 1.7 mm, more preferably 1.5 mm. There exists a possibility that the light quantity of the infrared laser which can pass the hollow part of the said hollow optical fiber is insufficient as the average outer diameter of the base material layer 1 is less than the said minimum. On the contrary, when the average outer diameter of the base material layer 1 exceeds the upper limit, it may be difficult to insert the endoscope layer with an endoscope apparatus or the like. Further, when the hollow optical fiber is bent, the cross section becomes an elliptical shape, which may increase transmission loss of the hollow optical fiber with respect to infrared light.
基材層1の平均肉厚の下限としては、0.05mmが好ましく、0.1mmがより好ましい。一方、基材層1の平均肉厚の上限としては、0.6mmが好ましく、0.4mmが好ましい。基材層1の平均肉厚が上記下限未満であると、当該中空光ファイバーの強度が不足するおそれがある。逆に、基材層1の平均肉厚が上記上限を超えると、当該中空光ファイバーの中空部分を通過できる赤外線レーザーの光量が不足するおそれがある。 As a minimum of average thickness of base material layer 1, 0.05 mm is preferred and 0.1 mm is more preferred. On the other hand, as an upper limit of the average thickness of the base material layer 1, 0.6 mm is preferable and 0.4 mm is preferable. There exists a possibility that the intensity | strength of the said hollow optical fiber may run short that the average thickness of the base material layer 1 is less than the said minimum. On the other hand, when the average thickness of the base material layer 1 exceeds the above upper limit, the amount of infrared laser light that can pass through the hollow portion of the hollow optical fiber may be insufficient.
基材層1のロックウェル硬度の下限としては、40が好ましく、50がより好ましい。一方、基材層1のロックウェル硬度の上限としては、100が好ましく、90がより好ましい。基材層1のロックウェル硬度が上記下限未満であると、当該中空光ファイバーを挿入する際の直進性が悪く、内視鏡装置からの生体内への挿入等が困難となるおそれがある。逆に、基材層1のロックウェル硬度が上記上限を超えると、当該中空光ファイバーの屈曲の制御が困難となるおそれがある。なお、基材層1のロックウェル硬度は、例えばメチルペンテンポリマーの重合度を調整することにより調整できる。ここで、「ロックウェル硬度」とは、ASTM−D785のRスケールの規格に準拠して測定される値である。 As a minimum of the Rockwell hardness of the base material layer 1, 40 is preferable and 50 is more preferable. On the other hand, as an upper limit of the Rockwell hardness of the base material layer 1, 100 is preferable and 90 is more preferable. When the Rockwell hardness of the base material layer 1 is less than the above lower limit, the straight advanceability when the hollow optical fiber is inserted is poor, and it may be difficult to insert into the living body from the endoscope apparatus. Conversely, if the Rockwell hardness of the base material layer 1 exceeds the upper limit, it may be difficult to control the bending of the hollow optical fiber. In addition, the Rockwell hardness of the base material layer 1 can be adjusted by adjusting the polymerization degree of a methylpentene polymer, for example. Here, “Rockwell hardness” is a value measured according to the standard of the R scale of ASTM-D785.
基材層1の内面の算術平均粗さRaの上限としては、10μmが好ましく、5μmがより好ましい。上記基材層1の内面の算術平均粗さRaが上記上限を超えると、金属層2の内面の平坦性が不足するため、赤外線レーザーの乱反射が増大し、当該中空光ファイバーの赤外光透過率が低下するおそれがある。一方、基材層1の内面の算術平均粗さRaの下限としては、特に限定されず、例えば0.02μmとできる。なお、基材層1の内面の算術平均粗さRaは、例えば基材層1を押出成形法により形成する際の押出条件により調整できる。 The upper limit of the arithmetic average roughness Ra of the inner surface of the base material layer 1 is preferably 10 μm and more preferably 5 μm. When the arithmetic average roughness Ra of the inner surface of the base material layer 1 exceeds the above upper limit, the flatness of the inner surface of the metal layer 2 is insufficient, so that irregular reflection of the infrared laser increases, and the infrared light transmittance of the hollow optical fiber is increased. May decrease. On the other hand, the lower limit of the arithmetic average roughness Ra of the inner surface of the base material layer 1 is not particularly limited, and can be, for example, 0.02 μm. In addition, arithmetic mean roughness Ra of the inner surface of the base material layer 1 can be adjusted by, for example, extrusion conditions when the base material layer 1 is formed by an extrusion molding method.
なお、基材層1には必要に応じて各種添加剤を添加してもよい。このような添加剤としては、例えば強度向上のための金属粉やフッ素樹脂繊維等の繊維などを挙げることができる。添加剤を添加する場合、添加剤の含有量の下限としては、1質量%が好ましく、5質量%がより好ましい。一方、上記添加剤の含有量の上限としては、20質量%が好ましく、10質量%がより好ましい。上記添加剤が上記下限未満であると、添加剤の効果が十分に発現しないおそれがある。逆に、上記添加剤が上記上限を超えると、相対的にメチルペンテンポリマーの含有量が減少するため、当該中空光ファイバーの屈曲性や金属層2との密着性が不十分となるおそれがある。 In addition, you may add various additives to the base material layer 1 as needed. Examples of such additives include metal powder for improving the strength and fibers such as fluororesin fibers. When adding an additive, as a minimum of content of an additive, 1 mass% is preferable and 5 mass% is more preferable. On the other hand, the upper limit of the content of the additive is preferably 20% by mass, and more preferably 10% by mass. There exists a possibility that the effect of an additive may not fully express that the said additive is less than the said minimum. On the contrary, when the additive exceeds the upper limit, the content of the methylpentene polymer is relatively reduced, and thus the flexibility of the hollow optical fiber and the adhesion with the metal layer 2 may be insufficient.
<金属層>
金属層2の主成分は銀である。上記金属層2としては、無電解銀めっき層が好ましい。上記金属層2を無電解銀めっき層とすることで、基材層1との密着性が高められると共に、製造が容易化できる。また、基材層1の内面の平坦性に応じて金属層2の内面を容易に平坦化することができる。
<Metal layer>
The main component of the metal layer 2 is silver. As the metal layer 2, an electroless silver plating layer is preferable. By making the metal layer 2 an electroless silver plating layer, the adhesiveness with the base material layer 1 can be improved and the production can be facilitated. Moreover, the inner surface of the metal layer 2 can be easily flattened according to the flatness of the inner surface of the base material layer 1.
金属層2における銀の含有量の下限としては、90質量%が好ましく、95質量%がより好ましい。上記銀の含有量が上記下限未満であると、当該中空光ファイバーの赤外光に対する伝送損失が増大するおそれがある。一方、上記銀の含有量の上限としては、特に限定されず、100質量%であってもよい。 As a minimum of content of silver in metal layer 2, 90 mass% is preferred and 95 mass% is more preferred. If the silver content is less than the lower limit, the transmission loss of the hollow optical fiber with respect to infrared light may increase. On the other hand, the upper limit of the silver content is not particularly limited, and may be 100% by mass.
金属層2の平均肉厚の上限としては、50μmが好ましく、30μmがより好ましい。金属層2の平均肉厚が上記上限を超えると、基材層1と金属層2との内部応力や線膨張係数の差異により金属層2が基材層1から剥離し易くなるおそれがある。一方、金属層2の平均肉厚の下限としては、赤外線レーザーを反射できる限り特に限定されず、例えば0.1μmとできる。 The upper limit of the average thickness of the metal layer 2 is preferably 50 μm and more preferably 30 μm. When the average thickness of the metal layer 2 exceeds the upper limit, the metal layer 2 may be easily peeled off from the base material layer 1 due to a difference in internal stress or linear expansion coefficient between the base material layer 1 and the metal layer 2. On the other hand, the lower limit of the average thickness of the metal layer 2 is not particularly limited as long as the infrared laser can be reflected, and can be, for example, 0.1 μm.
金属層2の内面の算術平均粗さRaの上限としては、10μmが好ましく、5μmがより好ましい。上記金属層2の内面の算術平均粗さRaが上記上限を超えると、赤外線レーザーの乱反射が増大し、当該中空光ファイバーの赤外光透過率が低下するおそれがある。一方、金属層2の内面の算術平均粗さRaの下限としては、特に限定されず、例えば0.02μmとできる。なお、金属層2の内面の算術平均粗さRaは、例えば基材層1の内面の算術平均粗さRaを制御することで、調整できる。 The upper limit of the arithmetic average roughness Ra of the inner surface of the metal layer 2 is preferably 10 μm and more preferably 5 μm. When the arithmetic average roughness Ra of the inner surface of the metal layer 2 exceeds the upper limit, the irregular reflection of the infrared laser increases, and the infrared light transmittance of the hollow optical fiber may decrease. On the other hand, the lower limit of the arithmetic average roughness Ra of the inner surface of the metal layer 2 is not particularly limited, and can be, for example, 0.02 μm. The arithmetic average roughness Ra of the inner surface of the metal layer 2 can be adjusted by controlling, for example, the arithmetic average roughness Ra of the inner surface of the base material layer 1.
<誘電体層>
誘電体層3の主成分は、導光する赤外光に対して吸収や反射が少ない、つまり透明に近い材料であれば特に限定されないが、環状オレフィンポリマー(COP)、ヨウ化銀、フッ素ポリマー、ポリエチレンテレフタレート、ポリカーボネート等を挙げることができる。中でもCOP又はヨウ化銀が好ましい。誘電体層3は屈折率が2の平方根に近いほど伝送損失が小さくなる。COPは、屈折率が1.45以上1.55以下であるので、伝送損失の小さい中空光ファイバーを構成できる。また、ヨウ化銀は基材層1との反応性が低いので、当該中空光ファイバーの経時劣化を抑止できる。
<Dielectric layer>
The main component of the
誘電体層3におけるCOP又はヨウ化銀の含有量の下限としては、90質量%が好ましく、95質量%がより好ましい。上記COP又はヨウ化銀の含有量が上記下限未満であると、当該中空光ファイバーの赤外光に対する伝送損失が増大するおそれがある。一方、上記COP又はヨウ化銀の含有量の上限としては、特に限定されず、100質量%であってもよい。
As a minimum of content of COP or silver iodide in
誘電体層3の平均肉厚は、当該中空光ファイバーを伝送させる赤外線レーザーの波長に応じて金属層2で反射する光と誘電体層3で反射する光とが互いに強め合うような光の干渉が生じるように適宜決定される。例えば、CO2レーザー(波長5.3μm)を用いる場合、誘電体層3の平均肉厚は0.5μm程度とされる。また、Er−YAGレーザー(波長2.94μm)を用いる場合、誘電体層3の平均肉厚は0.25μm程度とされる。
The average thickness of the
誘電体層3の内径(当該中空光ファイバーの中空部分の直径)の下限としては、0.1mmが好ましく、0.3mmがより好ましい。一方、誘電体層3の内径の上限としては、0.9mmが好ましく、0.8mmがより好ましい。誘電体層3の内径が上記下限未満であると、当該中空光ファイバーの中空部分を通過できる赤外線レーザーの光量が不足するおそれがある。逆に、誘電体層3の内径が上記上限を超えると、当該中空光ファイバーの強度の観点から基材層1の平均外径を大きくする必要があるため、内視鏡装置等での挿通が困難となるおそれがある。
The lower limit of the inner diameter of the dielectric layer 3 (the diameter of the hollow portion of the hollow optical fiber) is preferably 0.1 mm, and more preferably 0.3 mm. On the other hand, the upper limit of the inner diameter of the
当該中空光ファイバーの平均外径は、基材層1の平均外径と一致する。具体的には、当該中空光ファイバーの平均外径の下限としては、0.3mmが好ましく、0.6mmがより好ましい。一方、当該中空光ファイバーの平均外径の上限としては、1.7mmが好ましく、1.5mmがより好ましい。当該中空光ファイバーの平均外径が上記下限未満であると、当該中空光ファイバーの中空部分を通過できる赤外線レーザーの光量が不足するおそれがある。逆に、当該中空光ファイバーの平均外径が上記上限を超えると、内視鏡装置等での挿通が困難となるおそれがある。 The average outer diameter of the hollow optical fiber coincides with the average outer diameter of the base material layer 1. Specifically, the lower limit of the average outer diameter of the hollow optical fiber is preferably 0.3 mm, and more preferably 0.6 mm. On the other hand, the upper limit of the average outer diameter of the hollow optical fiber is preferably 1.7 mm, more preferably 1.5 mm. If the average outer diameter of the hollow optical fiber is less than the lower limit, the amount of infrared laser light that can pass through the hollow portion of the hollow optical fiber may be insufficient. Conversely, if the average outer diameter of the hollow optical fiber exceeds the upper limit, it may be difficult to insert the endoscope with an endoscope apparatus or the like.
当該中空光ファイバーの平均肉厚の下限としては、0.06mmが好ましく、0.1mmがより好ましい。一方、当該中空光ファイバーの平均肉厚の上限としては、0.6mmが好ましく、0.4mmが好ましい。当該中空光ファイバーの平均肉厚が上記下限未満であると、当該中空光ファイバーの強度が不足するおそれがある。逆に、当該中空光ファイバーの平均肉厚が上記上限を超えると、当該中空光ファイバーの中空部分を通過できる赤外線レーザーの光量が不足するおそれがある。なお、「中空光ファイバーの平均肉厚」とは基材層1、金属層2及び誘電体層3を合わせた肉厚の平均値を指す。
The lower limit of the average thickness of the hollow optical fiber is preferably 0.06 mm, and more preferably 0.1 mm. On the other hand, the upper limit of the average thickness of the hollow optical fiber is preferably 0.6 mm, and more preferably 0.4 mm. If the average thickness of the hollow optical fiber is less than the lower limit, the strength of the hollow optical fiber may be insufficient. Conversely, if the average thickness of the hollow optical fiber exceeds the upper limit, the amount of infrared laser light that can pass through the hollow portion of the hollow optical fiber may be insufficient. The “average thickness of the hollow optical fiber” refers to the average thickness of the base layer 1, the metal layer 2, and the
当該中空光ファイバーの破断が発生する曲げ半径の上限としては、8mmが好ましく、5mmがより好ましく、1mmがさらに好ましい。上記破断が発生する曲げ半径が上記上限を超えると、当該中空光ファイバーの曲げられる範囲が制約され、内視鏡装置からの生体内への挿入等が困難となるおそれがある。ここで、「中空光ファイバーの破断が発生する曲げ半径」とは、複数の中空光ファイバーを破断が発生するまで曲げた際、全体の5%の中空光ファイバーが破断した曲げ半径を指す。 The upper limit of the bending radius at which the hollow optical fiber breaks is preferably 8 mm, more preferably 5 mm, and even more preferably 1 mm. If the bending radius at which the fracture occurs exceeds the upper limit, the range in which the hollow optical fiber is bent is restricted, and it may be difficult to insert the endoscope into the living body. Here, the “bending radius at which the hollow optical fiber breaks” refers to a bending radius at which 5% of the hollow optical fibers are broken when the plurality of hollow optical fibers are bent until the breaking occurs.
〔中空光ファイバーの製造方法〕
当該中空光ファイバーの製造方法は、基材層形成工程と、基材層内面処理工程と、金属層形成工程と、誘電体層形成工程とを備える。
[Method for producing hollow optical fiber]
The method for manufacturing the hollow optical fiber includes a base material layer forming step, a base material layer inner surface treatment step, a metal layer forming step, and a dielectric layer forming step.
(基材層形成工程)
基材層形成工程では、押出成形法によりメチルペンテンポリマーを主成分とするチューブ状の基材層1を形成する。
(Base material layer forming step)
In the base material layer forming step, the tubular base material layer 1 mainly composed of methylpentene polymer is formed by an extrusion molding method.
この工程では、基材層形成材料を公知の溶融押出成形機を用いて、押出成形することで、基材層1を形成する。基材層形成材料としては、メチルペンテンポリマーに必要に応じて各種添加剤を添加した材料を用いることができる。 In this step, the base material layer 1 is formed by extruding the base material layer forming material using a known melt extrusion molding machine. As the base material layer forming material, a material in which various additives are added to the methylpentene polymer as required can be used.
基材層形成工程におけるダイス温度は、特に限定されないが、例えば形成材料であるメチルペンテンポリマーの融点より高い250℃以上340℃以下とすることができる。 Although the die temperature in a base material layer formation process is not specifically limited, For example, it can be 250 to 340 degreeC higher than melting | fusing point of the methylpentene polymer which is a forming material.
押出成形工程における押出線速の下限としては、2m/minが好ましく、3.5m/minがより好ましい。一方、上記押出線速の上限としては、30m/minが好ましく、25m/minがより好ましい。上記押出線速が上記下限未満であると、当該中空光ファイバーの生産性が不十分となるおそれがある。逆に、上記押出線速が上記上限を超えると、基材層1の内面の平坦性が不足するため、赤外線レーザーの乱反射が増大し、当該中空光ファイバーの赤外光透過率が低下するおそれがある。 As a minimum of extrusion line speed in an extrusion process, 2 m / min is preferred and 3.5 m / min is more preferred. On the other hand, the upper limit of the extrusion linear velocity is preferably 30 m / min, and more preferably 25 m / min. There exists a possibility that the productivity of the said hollow optical fiber may become inadequate that the said extrusion linear velocity is less than the said minimum. On the contrary, if the extrusion linear velocity exceeds the upper limit, the flatness of the inner surface of the base material layer 1 is insufficient, so that the irregular reflection of the infrared laser increases and the infrared light transmittance of the hollow optical fiber may decrease. is there.
(基材層内面処理工程)
基材層内面処理工程では、上記基材層1の内面をプラズマ処理する。基材層1の表面をプラズマ処理することで、メチルペンテンポリマーが有するCH基等が活性化するので、基材層1と金属層2との密着性を向上できる。
(Base layer inner surface treatment process)
In the substrate layer inner surface treatment step, the inner surface of the substrate layer 1 is plasma treated. By performing plasma treatment on the surface of the base material layer 1, the CH group or the like of the methylpentene polymer is activated, so that the adhesion between the base material layer 1 and the metal layer 2 can be improved.
上記プラズマ処理に用いるプラズマとしては、酸素、窒素、空気、水蒸気等のプラズマを挙げることができる。中でも酸素プラズマが好ましい。酸素プラズマは、基材層1の内面の親水性を向上させることで、基材層1と金属層2との密着性を高めることができる。 Examples of the plasma used for the plasma treatment include oxygen, nitrogen, air, water vapor, and the like. Of these, oxygen plasma is preferable. Oxygen plasma can improve the adhesion between the base material layer 1 and the metal layer 2 by improving the hydrophilicity of the inner surface of the base material layer 1.
(金属層形成工程)
金属層形成工程では、無電界銀めっきにより上記基材層1の内面に金属層2を形成する。無電界銀めっきは、銀鏡反応を利用して行われる。具体的には、基材層1の内部に硝酸銀水溶液と、アルデヒド等の還元剤とを注入することにより銀を還元させて基材層1の表面に析出させる。なお、銀鏡反応後の溶液は排出される。このようにして金属層2を基材層1の内面に形成する。
(Metal layer forming process)
In the metal layer forming step, the metal layer 2 is formed on the inner surface of the base material layer 1 by electroless silver plating. Electroless silver plating is performed using a silver mirror reaction. Specifically, by injecting a silver nitrate aqueous solution and a reducing agent such as an aldehyde into the base material layer 1, the silver is reduced and deposited on the surface of the base material layer 1. The solution after the silver mirror reaction is discharged. In this way, the metal layer 2 is formed on the inner surface of the base material layer 1.
(誘電体層形成工程)
誘電体層形成工程では、上記金属層2の内面に赤外光を透過可能な誘電体層3を形成する。
(Dielectric layer forming process)
In the dielectric layer forming step, the
上記誘電体層3の主成分としては、例えば環状オレフィンポリマー(COP)やヨウ化銀を好適に用いることができる。誘電体層3の主成分をCOPとする場合は、メシチレン又はシクロヘキサンを溶剤として希釈したCOPを上記金属層2の内面に流入させた後に、加熱しつつ乾燥させることで誘電体層3を形成することができる。上記加熱温度としては、例えば180℃以上220℃以下とできる。また、上記加熱乾燥時間としては、50分以上70分以下とできる。
As the main component of the
また、誘電体層3の主成分をヨウ化銀とする場合は、金属層2の主成分である銀をヨウ化させることで誘電体層3を形成することができる。
Further, when the main component of the
〔内視鏡装置〕
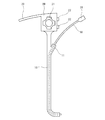
当該内視鏡装置は、図2に示すように被検体内に挿入する管状の挿入部10と、この挿入部10の基端側に配設される操作部20とを備える。また、当該内視鏡装置は、上記挿入部10の内部に挿通可能なレーザー導光モジュール30と、このレーザー導光モジュール30内に赤外線レーザーを出射可能に構成される光源31とを備える。ここで、挿入部10の「基端側」とは、挿入部10を被検体内に挿入する際の後側の端部を指す。
[Endoscope device]
As shown in FIG. 2, the endoscope apparatus includes a
<挿入部>
挿入部10は円柱状で可撓性を有し、先端側(挿入部10を被検体内に挿入する際の前側の端部)が操作部20からの操作により屈曲するように構成されている。これにより挿入部10の先端部を所望の方向に向けることができる。挿入部10の長さとしては、被検体の口腔等から所望の部位まで届くよう決定されるが、例えば1m以上3m以下とできる。また、挿入部10の直径としては、先端部において5mm以上10mm以下とできる。
<Insertion section>
The
上記挿入部10は、基端側近傍に処置具を挿入するための挿入口を有する鉗子チャンネル11を備える。上記挿入部10は、上記レーザー導光モジュール30をこの鉗子チャンネル11の挿入口から内部に挿入し、上記レーザー導光モジュール30の一方の端部を挿入部10の先端側から押し出すことができるように構成されている。
The
上記レーザー導光モジュール30は、図1に示す当該中空光ファイバー、この中空光ファイバーの先端側に配設されるレンズ、及び上記レンズや光源31を接続するためのコネクタを備える。なお、上記レンズとしては、光ファイバーに接続でき赤外光を出射可能である限り特に限定されないが、例えば公知の凸レンズを用いることができる。
The laser
上記レーザー導光モジュール30の長さは、当該中空光ファイバーの長さと略等しく、挿入部10の長さにも依存するが、例えば2m以上5m以下とできる。当該内視鏡装置は、上述のように挿入部10の先端を所望の方向に向けることができるので、被検体内の所望の部位の処置が可能となるように上記レーザー導光モジュール30の先端部を位置させることができる。
The length of the laser
また、当該内視鏡装置は、上記レーザー導光モジュール30内に赤外線レーザーを出射可能に構成される光源31を備える。この光源31により当該中空光ファイバーを通過した赤外線レーザーが、上記レンズを介して上記レーザー導光モジュール30の先端部から出射できるので、被検体内の所望の部位の処置ができる。上記光源31に用いる赤外線レーザーは、特に限定されないが、例えばCO2レーザーやEr−YAGレーザー等が挙げられる。
The endoscope apparatus includes a
また、上記挿入部10は、先端側に撮影光学機器及び照明光学機器を備えるとよい。このように挿入部10が先端側に撮影光学機器及び照明光学機器を備えることで、赤外線レーザーにより処置を行う部位の状態を挿入部10の先端側から視認しながら処置を行うことができる。これらの機器は操作部20から制御できるように構成される。
The
<操作部>
操作部20の形状や大きさは特に限定されないが、操作性の観点から例えば1辺が5cm以上10cm以下の立方体状とできる。操作部20は、挿入部10の先端側を屈曲させる角度調整ノブ21や、例えば挿入部10に取り付けられた撮影光学機器や照明光学機器等の各種機能を制御するためのスイッチ22を有する。また、操作部20は、必要に応じて例えば撮影光学機器により撮影された映像を外部表示装置等に出力するケーブル23を有する。
<Operation unit>
The shape and size of the
術者は、当該内視鏡装置の挿入部10を被検体の口腔等から挿入した後、この操作部20を用いて挿入部10を制御することで、検査対象部位の特定及び処置や、挿入部10の進退操作を円滑に行うことができる。
The surgeon inserts the
〔利点〕
当該中空光ファイバーは、金属層2の主成分が銀であるので、平坦性の高い、つまり乱反射の少ない金属層2を基材層1の内面に形成できる。このため、当該中空光ファイバーは、金属層2で反射する光と誘電体層3で反射する光とが互いに強め合うような光の干渉を生じさせ、赤外線レーザーの反射率を高められる。また、当該中空光ファイバーは、基材層1の主成分がメチルペンテンポリマーであるので、柔軟にかつ可逆的に曲げられる。さらに、当該中空光ファイバーは、基材層1と金属層2との密着性が比較的高いので、基材層1の内面に積層される金属層2を剥がれ難くできる。従って、当該中空光ファイバーは、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層2が剥がれ難い。
〔advantage〕
In the hollow optical fiber, since the main component of the metal layer 2 is silver, the metal layer 2 having high flatness, that is, less diffuse reflection can be formed on the inner surface of the base material layer 1. For this reason, the hollow optical fiber causes light interference such that the light reflected by the metal layer 2 and the light reflected by the
また、当該中空光ファイバーの製造方法は、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層2が剥がれ難い中空光ファイバーを製造できる。 Moreover, the manufacturing method of the said hollow optical fiber can be used as an optical waveguide of an infrared laser, can manufacture the hollow optical fiber which is bent flexibly and reversibly and the metal layer 2 is hard to peel off.
また、当該内視鏡装置は、当該中空光ファイバーを備えるレーザー導光モジュール30を挿通可能である。当該中空光ファイバーは、柔軟にかつ可逆的に曲げられ、さらに金属層2が剥がれ難い。従って、当該内視鏡装置は、当該中空光ファイバーを赤外線レーザー導波路として用いることで赤外線レーザーを医療分野に好適に利用できる。
Further, the endoscope apparatus can be inserted with a laser
[その他の実施形態]
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記実施形態の構成に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内での全ての変更が含まれることが意図される。
[Other Embodiments]
The embodiment disclosed this time should be considered as illustrative in all points and not restrictive. The scope of the present invention is not limited to the configuration of the embodiment described above, but is defined by the scope of the claims, and is intended to include all modifications within the meaning and scope equivalent to the scope of the claims. The
例えば、当該中空光ファイバーは、基材層の外面に保護層として、フッ素樹脂等により形成された樹脂層を積層してもよい。 For example, the hollow optical fiber may be laminated with a resin layer formed of a fluororesin or the like as a protective layer on the outer surface of the base material layer.
上記実施形態では、当該中空光ファイバーの製造方法として、プラズマ処理により基材層の内面を活性化する方法を説明したが、他の方法により基材層の内面を活性化してもよい。他の方法としては、例えばオゾンと混合して反応性を高めたエタンガスを基材層内面に吹き付ける方法や、基材層の内側にアルカリ溶液を流し込む方法等を挙げることができる。 In the said embodiment, although the method to activate the inner surface of a base material layer by plasma processing was demonstrated as a manufacturing method of the said hollow optical fiber, you may activate the inner surface of a base material layer by another method. Other methods include, for example, a method of spraying ethane gas mixed with ozone to increase the reactivity onto the inner surface of the base material layer, a method of pouring an alkaline solution inside the base material layer, and the like.
以下、実施例によって本発明をさらに具体的に説明するが、本発明は以下の実施例に限定されるものではない。 EXAMPLES Hereinafter, the present invention will be described more specifically with reference to examples. However, the present invention is not limited to the following examples.
[No.1]
中空光ファイバーの基材層として、押出成形法によりメチルペンテンポリマーを主成分とするチューブ状の基材層を形成した。押出成形は、温度300℃、線速3.5m/minの条件で行った。また、この基材層の平均外径は1.3mm、平均肉厚は0.3mm、長さは1mとした。
[No. 1]
As a base layer of the hollow optical fiber, a tubular base layer mainly composed of methylpentene polymer was formed by extrusion molding. Extrusion molding was performed under conditions of a temperature of 300 ° C. and a linear speed of 3.5 m / min. The base layer had an average outer diameter of 1.3 mm, an average thickness of 0.3 mm, and a length of 1 m.
上記基材層の内面を酸素プラズマ処理した後、無電解銀めっきにより金属層を形成した。金属層の平均肉厚は、35μmであった。 After the inner surface of the base material layer was subjected to oxygen plasma treatment, a metal layer was formed by electroless silver plating. The average thickness of the metal layer was 35 μm.
さらに、上記金属層の内面にメシチレンを溶剤としたCOPを注入した後、200℃で加熱しつつ60分間乾燥させることで誘電体層を形成した。誘電体層の平均肉厚は、0.5μmであった。このようにしてNo.1の中空光ファイバーを得た。 Furthermore, after injecting COP using mesitylene as a solvent into the inner surface of the metal layer, the dielectric layer was formed by drying at 60 ° C. for 60 minutes. The average thickness of the dielectric layer was 0.5 μm. In this way, no. 1 hollow optical fiber was obtained.
[No.2]
中空光ファイバーの基材層として、ホウケイ酸石英ガラス管を1300℃での加熱により引伸ばして、チューブ状の基材層を形成した。また、この基材層の平均外径は0.85mm、平均肉厚は0.075mm、長さは1mとした。
[No. 2]
As a base layer of the hollow optical fiber, a borosilicate quartz glass tube was stretched by heating at 1300 ° C. to form a tubular base layer. The base layer had an average outer diameter of 0.85 mm, an average thickness of 0.075 mm, and a length of 1 m.
上記基材層の内面のプラズマ処理を行わなかった以外は、No.1と同様にして金属層及び誘電体層を形成した。このようにしてNo.2の中空光ファイバーを得た。 No. except that the inner surface of the base material layer was not plasma-treated. In the same manner as in Example 1, a metal layer and a dielectric layer were formed. In this way, no. Two hollow optical fibers were obtained.
(評価)
No.1及びNo.2の中空光ファイバーをそれぞれ5本ずつ製造し、曲げ試験を行い、破断が発生する曲げ半径を求めた。
(Evaluation)
No. 1 and no. Two hollow optical fibers of 2 were produced and subjected to a bending test to determine the bending radius at which breakage occurred.
(結果)
No.1の中空光ファイバーについては、曲げ半径を5mmとしても破断するものはなかった。これに対し、No.2の中空光ファイバーについては、曲げ半径9mmで破断するものが発生し、曲げ半径8mmで全て破断した。
(result)
No. No hollow fiber optical fiber 1 was broken even when the bending radius was 5 mm. In contrast, no. As for the hollow optical fiber of No. 2, some were broken at a bending radius of 9 mm, and all were broken at a bending radius of 8 mm.
以上の結果から、No.1の中空光ファイバーは、基材層の主成分がメチルペンテンポリマーであるため、中空光ファイバーが屈曲性に優れたと考えられる。これに対し、No.2の中空光ファイバーは、基材層の主成分が石英であるので、屈曲性に劣ったと考えられる。 Based on the above results, In the hollow optical fiber No. 1, the main component of the base material layer is methylpentene polymer, and thus the hollow optical fiber is considered to have excellent flexibility. In contrast, no. The hollow optical fiber 2 is considered to be inferior in flexibility because the main component of the base material layer is quartz.
本発明の中空光ファイバーは、赤外線レーザーの光導波路として使用できると共に、柔軟にかつ可逆的に曲げられ、さらに金属層が剥がれ難い。従って、本発明の中空光ファイバーは、内視鏡装置の中空光ファイバーとして好適に用いられる。また、本発明の中空光ファイバーの製造方法は、金属層を剥がれ難くできると共に、柔軟にかつ可逆的に曲げられる中空光ファイバーを製造できる。 The hollow optical fiber of the present invention can be used as an optical waveguide of an infrared laser, is flexibly and reversibly bent, and further, the metal layer is hardly peeled off. Therefore, the hollow optical fiber of the present invention is suitably used as a hollow optical fiber for an endoscope apparatus. In addition, the method for producing a hollow optical fiber of the present invention can make a hollow optical fiber that can be bent flexibly and reversibly while making it difficult to peel off the metal layer.
1 基材層
2 金属層
3 誘電体層
10 挿入部
11 鉗子チャンネル
20 操作部
21 角度調整ノブ
22 スイッチ
23 ケーブル
30 レーザー導光モジュール
31 光源
DESCRIPTION OF SYMBOLS 1 Base material layer 2
Claims (5)
上記基材層の主成分がメチルペンテンポリマーであり、
上記金属層の主成分が銀である中空光ファイバー。 A hollow optical fiber comprising a tubular substrate layer, a metal layer laminated on the inner surface of the substrate layer, and a dielectric layer laminated on the inner surface of the metal layer and capable of transmitting infrared light. ,
The main component of the base material layer is methylpentene polymer,
A hollow optical fiber in which the main component of the metal layer is silver.
上記挿入部の内部に挿通可能なレーザー導光モジュールと、
このレーザー導光モジュールに赤外線レーザーを出射可能に構成される光源と
を備え、
上記レーザー導光モジュールが請求項1、請求項2又は請求項3に記載の中空光ファイバーを備える内視鏡装置。 An endoscope apparatus comprising a tubular insertion portion to be inserted into a subject and an operation portion disposed on a proximal end side of the insertion portion,
A laser light guide module that can be inserted into the insertion portion;
The laser light guide module includes a light source configured to emit an infrared laser,
An endoscope apparatus in which the laser light guide module includes the hollow optical fiber according to claim 1, claim 2, or claim 3.
上記基材層の内面をプラズマ処理する工程と、
無電界銀めっきにより上記基材層の内面に金属層を形成する工程と、
上記金属層の内面に赤外光を透過可能な誘電体層を形成する工程と
を備える中空光ファイバーの製造方法。
A step of forming a tube-shaped substrate layer mainly composed of methylpentene polymer by an extrusion method;
Plasma treatment of the inner surface of the base material layer;
Forming a metal layer on the inner surface of the base material layer by electroless silver plating;
Forming a dielectric layer capable of transmitting infrared light on the inner surface of the metal layer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025982A JP2017146357A (en) | 2016-02-15 | 2016-02-15 | Hollow optical fiber, endoscope device, and method of manufacturing hollow optical fiber |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025982A JP2017146357A (en) | 2016-02-15 | 2016-02-15 | Hollow optical fiber, endoscope device, and method of manufacturing hollow optical fiber |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017146357A true JP2017146357A (en) | 2017-08-24 |
Family
ID=59681397
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016025982A Pending JP2017146357A (en) | 2016-02-15 | 2016-02-15 | Hollow optical fiber, endoscope device, and method of manufacturing hollow optical fiber |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017146357A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109459847A (en) * | 2017-09-06 | 2019-03-12 | 信泰光学(深圳)有限公司 | Optics instruction structure |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0196603A (en) * | 1987-10-08 | 1989-04-14 | Hitachi Cable Ltd | Hollow optical waveguide |
| US4930863A (en) * | 1988-05-06 | 1990-06-05 | Rauiot University Authority for Applied Research and Industrial Development Ltd. | Hollow fiber waveguide and method of making same |
| JPH08199368A (en) * | 1994-11-21 | 1996-08-06 | Matsushita Electric Works Ltd | Electroless plating |
| JP2000502821A (en) * | 1996-08-08 | 2000-03-07 | ルトガーズ,ザ ステート ユニバーシティー オブ ニュー ジャージー | Coaxial hollow core waveguide |
| JP2012053452A (en) * | 2010-08-05 | 2012-03-15 | Canon Inc | Optical frequency conversion element |
| JP2012128018A (en) * | 2010-12-13 | 2012-07-05 | Morita Mfg Co Ltd | Hollow waveguide and laser therapeutic device |
-
2016
- 2016-02-15 JP JP2016025982A patent/JP2017146357A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0196603A (en) * | 1987-10-08 | 1989-04-14 | Hitachi Cable Ltd | Hollow optical waveguide |
| US4930863A (en) * | 1988-05-06 | 1990-06-05 | Rauiot University Authority for Applied Research and Industrial Development Ltd. | Hollow fiber waveguide and method of making same |
| JPH08199368A (en) * | 1994-11-21 | 1996-08-06 | Matsushita Electric Works Ltd | Electroless plating |
| JP2000502821A (en) * | 1996-08-08 | 2000-03-07 | ルトガーズ,ザ ステート ユニバーシティー オブ ニュー ジャージー | Coaxial hollow core waveguide |
| JP2012053452A (en) * | 2010-08-05 | 2012-03-15 | Canon Inc | Optical frequency conversion element |
| JP2012128018A (en) * | 2010-12-13 | 2012-07-05 | Morita Mfg Co Ltd | Hollow waveguide and laser therapeutic device |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109459847A (en) * | 2017-09-06 | 2019-03-12 | 信泰光学(深圳)有限公司 | Optics instruction structure |
| CN109459847B (en) * | 2017-09-06 | 2021-08-24 | 信泰光学(深圳)有限公司 | Optical indicating structure |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2010321981B2 (en) | Methods and apparatus related to a distal end portion of an optical fiber having a substantially spherical shape | |
| EP3597133B1 (en) | Side-fire laser fiber having a molded reflective surface | |
| CN119986896A (en) | Illumination system comprising an optical waveguide with a diffuser element and method for producing and/or structuring a diffuser substrate at least partially or in sections | |
| US20110212411A1 (en) | System and method for optical fiber diffusion | |
| US20090180745A1 (en) | Methods and apparatus related to a launch connector portion of a ureteroscope laser-energy-delivery device | |
| US11737825B2 (en) | Medical laser fiber | |
| CN111110346B (en) | Device for Laser Interstitial Hyperthermia System | |
| JP2017146357A (en) | Hollow optical fiber, endoscope device, and method of manufacturing hollow optical fiber | |
| US20190285803A1 (en) | Surgical optical fiber and process of making the same | |
| US20250213303A1 (en) | Medical optical fiber with protective tip and method of manufacture therefor | |
| JPH06186445A (en) | Hollow multiple optical fiber and its front end deformed body | |
| CN106066511B (en) | Fiber-optic device and method for producing such a device | |
| JP2012088495A (en) | Bundle fiber and method of manufacturing the same | |
| JP3914228B2 (en) | Hollow waveguide for laser energy transmission and manufacturing method thereof | |
| US11298185B2 (en) | Optical fiber with modified distal end | |
| US20230285078A1 (en) | Surgical laser fibers and method for making surgical laser fibers having an atraumatic distal end | |
| CN111505761A (en) | Optical fiber with higher numerical aperture and preparation method thereof | |
| JP2003114344A (en) | High strength hollow fiber | |
| Nakazawa et al. | Flexible hollow polycarbonate fiber for endoscopic infrared laser treatment | |
| WO2018008622A1 (en) | Light irradiation probe and method for manufacturing same | |
| US20240081908A1 (en) | Optical fiber device with spatially selectable output | |
| US8911432B2 (en) | Apparatus for medical treatment of tissue by means of laser light | |
| Iwai et al. | fibers MDPI | |
| AU2015202511B2 (en) | Methods and apparatus related to a distal end portion of an optical fiber having a substantially spherical shape | |
| JPS63197447A (en) | Laser knife chip |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191217 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200616 |