JP2017145529A - 不織布製造装置及び不織布製造方法 - Google Patents
不織布製造装置及び不織布製造方法 Download PDFInfo
- Publication number
- JP2017145529A JP2017145529A JP2016028083A JP2016028083A JP2017145529A JP 2017145529 A JP2017145529 A JP 2017145529A JP 2016028083 A JP2016028083 A JP 2016028083A JP 2016028083 A JP2016028083 A JP 2016028083A JP 2017145529 A JP2017145529 A JP 2017145529A
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- resin
- airflow
- nonwoven fabric
- discharge port
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Nonwoven Fabrics (AREA)
Abstract
【課題】エネルギー消費量を大幅に削減でき、コスト低減を図ることができる不織布製造装置、製造方法を提供せんとする。【解決手段】樹脂を吐出する複数のノズル10からなるノズル列11を設け、ノズル列の各ノズル10に対応して設けられ、各ノズル10から吐出される樹脂を延伸・細径化する気流の吹き出し部12を、ノズル列11の両側のうち一方の側のみからノズル10の樹脂吐出方向に交差する方向に気流を流通させる流路より構成し、ノズル10の樹脂吐出口10aを、気流吹き出し部12の吹き出し口12aから吹き出す気流の内部、又は隣接位置若しくは近傍位置に開口させてなる紡糸構造を備える。【選択図】図1
Description
本発明は、ノズル列の各ノズルから吐出される樹脂を気流により延伸・細径化し、コレクタ上に集積して不織布を形成する不織布製造装置及び製造方法に関する。
従来の不織布製造装置は、図6に示すように、樹脂を吐出される複数の樹脂吐出ノズル110が直線状に列を為したノズル列111の両側に、該ノズル列111に沿って平行に延びるスリット状の気流吹き出し部112、112を設け、各ノズル110の吐出口から吐出される樹脂に向けて、これら気流吹き出し部112、112から気流を高速で噴射するように構成されている。符号120はノズル列111に樹脂を送り込む流路本体で、ノズル列111に対応する長さの溝状になっている。ノズル列の各ノズル110から吐出される細い樹脂流は、両側の気流吹き出し部112、112からの気流によって挟み込まれるようにして延伸され、細い繊維状になってコレクタ装置(コンベア103)に集積されて不織布が形成される(例えば、特許文献1、2参照)。
このような従来からの不織布製造装置101では、両側の気流吹き出し部112からの高速の気流によって樹脂を延伸させるため、エアの消費量が多く、また、特にメルトブローン方式の場合、ヒータによりエアを樹脂温度に対応する高温の気流(熱風)に調整する必要もあり、消費エネルギーが非常に大きくなるという課題があった。さらに、コレクタ装置には、コンベア103上に繊維をしっかりと集積させるため裏側に吸引ボックス105及び吸引ブローア104が設けられ、気流とその随伴流も同時に吸引しているが、この消費エネルギーも大きい。
そこで、本発明が前述の状況に鑑み、解決しようとするところは、エネルギー消費量を大幅に削減でき、コスト低減を図ることができる不織布製造装置、製造方法を提供する点にある。
本発明者は、前述の課題を解決すべく、気流の必要量を減ずることができれば、エア源となるコンプレッサ又はブローアの容量を下げることができ、メルトブローン方式の場合にはそのエア加熱装置であるヒータの容量も下げることができ、さらには、気流と随伴量を吸引する吸引ブローアの容量も下げることができ、きわめて大きな省エネルギーになる点に着目し、気流の必要量を減じつつも従来と同様の品質のよい不織布を製造できるか、検討を行った。
まず、従来のメルトブローン不織布製造装置において、ノズル列に対する搬送方向前後両側の気流(熱風)の片側を停止する実験を行った。その結果、繊維流はノズルの直下ではなく、気流が吹き出している側の気流吹き出し部の気流吹き出し方向に沿う斜め方向に飛ぶが、不織布の形成を確認することができた。
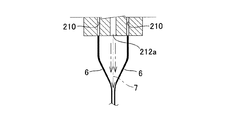
次に、別途の実験として、図7(a),(b)に示すように中央の気流(熱風)吹き出し部212の周囲4箇所に気流の吹き出し方向と同じ方向に樹脂を吐出するノズル210を備えるメルトブローン方式の装置を設け、微細繊維を生成させる実験を行った。符号221は樹脂の供給路、224は気流が流れる流通路である。樹脂供給路221から供給された樹脂は樹脂溜220を通り、ノズル210の樹脂吐出口210aから吐出される。
図8はこの装置を使った時の樹脂流の挙動を模式的に示したもので、各ノズル210から吐出される樹脂は、吐出の後、数mm前後進んだところで気流に引きこまれ、延伸され、微細繊維になることが観察された。このように気流と樹脂流が平行流である場合、気流は、吹き出し口212aから噴出されると急速に減速されるため、この部分で延伸倍率が低下し、より微細な繊維を得ることはできないことが分かった。また、気流や樹脂の温度条件によっては、この4つの樹脂流が気流に引き込まれたときに互いに融着され、4本が束なった形の繊維になることも観察された。
以上の実験の結果、本発明者は、ノズル列に対して片側に気流を配し、且つノズルからの樹脂吐出方向に交差する方向に気流を流通してノズル吐出口の位置を気流の内部、又は隣接位置若しくは近傍位置に開口させることにより、従来と同様の微細な繊維よりなる不織布を生産できる点を見出し、本発明を完成するに至った。
すなわち本発明は、樹脂を吐出する複数のノズルからなるノズル列を設けるとともに、前記ノズル列の各ノズルに対応して設けられ、各ノズルから吐出される樹脂を延伸・細径化する気流の吹き出し部を、前記ノズル列の両側のうち一方の側のみから前記ノズルの樹脂吐出方向に交差する方向に気流を流通させる流路より構成し、前記ノズルの樹脂吐出口を、前記気流吹き出し部の吹き出し口から吹き出す気流の内部、又は隣接位置若しくは近傍位置に開口させてなる紡糸構造を備えることを特徴とする不織布製造装置を提供する。
ここで、前記各ノズルの樹脂吐出口の形状を、前記気流吹き出し部の吹き出し口に連続的に繋がった形状とし、これにより当該樹脂吐出口を前記吹き出し口から吹き出す気流の隣接位置に開口させたものが好ましい。
また、前記各ノズルを、前記吹き出し口から吹き出した気流の内部、又は隣接位置若しくは近傍位置に開口するパイプ構造より構成したものも好ましい。
また本発明は、樹脂を吐出する複数のノズルからなるノズル列を設けるとともに、前記ノズル列の各ノズルに対応して設けられ、各ノズルから吐出される樹脂を延伸・細径化する気流の吹き出し部を、前記ノズル列の両側のうち一方の側のみから前記ノズルの樹脂吐出方向に交差する方向に気流を流通させる流路より構成し、前記ノズルの樹脂吐出口を、前記気流吹き出し部の吹き出し口から吹き出す気流の内部、又は隣接位置若しくは近傍位置に開口させてなる紡糸構造を備えさせ、前記各ノズルから吐出される樹脂を、前記一方の側のみから延びる前記吹き出し部の吹き出し口からの気流の力により延伸・細径化し、コレクタ上に集積して不織布を形成する不織布製造方法をも提供する。
ここで、前記各ノズルの樹脂吐出口の形状を、前記気流の吹き出し部の吹き出し口に連続的に繋がった形状とし、これにより該樹脂吐出口を前記吹き出し口から吹き出す気流の隣接位置に開口させ、各ノズルから吐出される樹脂を、前記交差する方向に沿って吹き出した前記気流の気流の力により延伸・細径化することが好ましい。
また、前記各ノズルを、前記吹き出し口から吹き出した気流の内部、又は隣接位置若しくは近傍位置に開口するパイプ構造より構成し、各ノズルから吐出される樹脂を、前記交差する方向に沿って吹き出した前記気流の気流の力により延伸・細径化することも好ましい。
以上にしてなる本願発明によれば、従来、ノズル列の両側に設けられていた気流路を片方のみとしても同様の品質の不織布(例えば微細繊維の不織布など)を製造することが可能であり、気流の量がほぼ半減できることから、エア源のコンプレッサ又はブローアの容量、特にメルトブローン方式の場合にはそのエア加熱装置のヒータの容量、また気流と随伴量を吸引する吸引ブローアの容量も同様に半減させることができ、きわめて大きな省エネルギーになり不織布生産コストを大幅に低減できると同時に、ダイ・ノズル部の構成をはじめ、エア源やヒータ、吸引ブローアもコンパクト化でき、システム全体の小型化、低コスト化を図ることが可能となる。
次に、本発明の実施形態を添付図面に基づき詳細に説明する。尚、以下の実施形態では、メルトブローン方式であるメルトブローン不織布製造装置を構成した例について説明するが、本発明はメルトブローン不織布製造装置に何ら限定されるものではなく、例えば溶液樹脂を用いて直接不織布を製造する溶液ブローン方式の装置など、種々の方式の不織布製造装置、製造方法を構成することができる。
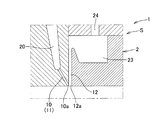
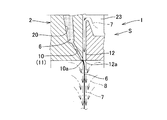
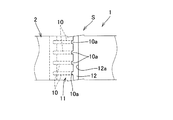
本発明の不織布製造装置1は、図1及び図2に示すように、樹脂(溶融樹脂)を吐出する複数のノズル10の列(ノズル列11)を一列設けるとともに、ノズル列11の隣りに、各ノズル10から吐出される樹脂を延伸・細径化する気流(熱風)の吹き出し部12を設けた紡糸構造Sを備えている。紡糸構造Sは、具体的にはノズル列の方向に長いダイ・ノズル部2に設けられ、各ノズル10の吐出口10aから吐出される樹脂6は、図3に示すように、隣接して設けられている気流吹き出し部12の吹き出し口12aからの気流7の力で延伸・細径化され、ダイ・ノズル部2に対面する図示しないコレクタ上に集積する。気流7は周囲の空気8も随伴した気流となり、樹脂6を冷却しつつ下方のコレクタの方に運び、不織布を形成する。
ダイ・ノズル部2の外部には、図示省略するが、従来と同様、樹脂を溶融して吐出する押出機、及び樹脂を定量送り出すギヤポンプより構成され、ダイ・ノズル部2に対して樹脂を供給する樹脂供給手段や、気流発生装置及び気流供給管より構成され、ダイ・ノズル部2に対して気流を供給する気流供給手段などが接続される。ただし本発明では、気流吹き出し部12が従来の装置に比べて半減していることから、気流供給手段による気流の供給量も半分に抑えられる。
ダイ・ノズル部2の内部には、図1に示すように長手方向に連通したスリット状の流路本体20が形成されるとともに、該流路本体20の底部に連通して複数のノズル10が形成されている。さらに、流路本体20に対して外部から樹脂を供給するための樹脂供給路21も形成されている。
そして、ダイ・ノズル部2の外部に設けられる上述の樹脂供給手段から樹脂供給路21に樹脂が供給されると、該樹脂は流路本体20に移動し、そこから各ノズル10に配分され、各ノズル10先端の吐出口10aから外部に吐出する。各ノズル10の吐出口10aの内径は同じであっても複数の種類を含むものでもよい。
各ノズル10は、吐出口10aが開口する先端側ほど気流吹き出し部12に近づくようにダイ・ノズル部2の真下の方向に対して傾斜した斜め方向に形成されている。本例では、図2〜図4からも分かるように、ノズル10の吐出口10aは気流吹き出し部12の吹き出し口12aから吹き出す気流に接するように気流吹き出し口12aの手間で一部合流する隣接位置に開口している。
すなわち樹脂の吐出口10aと気流の吹き出し口12aとが連続的に繋がった形状とされている。吐出した樹脂が気流吹き出し口12aから吹き出した気流で延伸されるものであれば、所定の短い距離だけ気流吹き出し口12aから離した近傍位置に吐出口10aが開口するように構成してもよい。
本発明においては、従来の構造のように吐出口から吐出した樹脂が左右の気流によって均等に引き延ばされながら真下に向かって延びるのではないため、樹脂や気流の条件によっては、片側のみに設けられる気流の吹き出し口12a付近に形成される渦によって吐出口10aから吐出した樹脂に乱れが生じ、吐出口10aに樹脂が付着・成長してしまう可能性がある。これを未然に避けるために、図5(a)に示すように、ノズル先端を尖らせて樹脂の付着を防ぐようにした構造も好ましい。
また、気流吹き出し部12内の上記気流吹き出し口12aの手前の位置で完全に合流するように、気流吹き出し部12の内部に吐出口10aを開口させてもよい。この場合、吐出した樹脂は気流と隣り合った状態で気流吹き出し口12aから延伸されながら排出される態様、あるいは気流の内部に取り込まれた状態で延伸されながら排出される態様がありえる。この場合、気流吹き出し部12の吐出口10aから吹き出し口12aまでの間はノズルと気流吹き出し部を兼ねることになる。
さらに、図5(b),(c)に示すように、各ノズル10を気流吹き出し口12aから吹き出した気流の内部、又は隣接位置若しくは近傍位置に開口するパイプ構造(パイプ部材13)より構成することもできる。
図5(b)に示す構造は、パイプ部材13の先端(吐出口10a)を気流のなかに置き、樹脂流を完全に気流で延伸されるようにしたものである。これにより吐出口10aへの樹脂の付着が完全に防止される。この場合、パイプ部材13の先端を気流の流れ方向に沿って切断するのが付着防止により好ましい。また、図5(c)は、図5(b)のパイプ部材をより突出させてダイ・ノズル部2の下面から離れた位置に開口(吐出)させることにより、先端の吐出口10aへの樹脂の付着をより確実に防止できるように構成した例である。
気流吹き出し部12は、従来と異なり、ノズル列11を挟んだ不織布搬送方向に沿った前後両側のうち一方の側にのみ設けられた真下に向かって延びる気流路で構成されている。より具体的には、図1に示すように、ダイ・ノズル部2の内部にダイ・ノズル部2の長手方向一端部に接続される外部の気流供給管から気流が供給される長手方向に長いマニホールド22と、同じく長手方向に長い気流溜23と、マニホールド22から気流溜23に気流を供給する複数の流通路24と、気流溜23に連通してノズル列11の隣に開口するスリット状の上記気流吹き出し部12とが設けられている。
本発明は、気流吹き出し部12の気流の吹き出し方向とノズル10による樹脂吐出方向とが交差する方向となるように構成され、本例では、上記のとおり気流吹き出し部12はコレクタの繊維集積面に向けたダイ・ノズル部2の真下方向、すなわちコレクタの繊維集積面の法線に平行となる方向に気流を吹き出すように形成され、斜め方向に形成されたノズル10の樹脂吐出方向に交差するように構成されている。
ただし、気流吹き出し部12をダイ・ノズル部2の真下方向に対して傾斜する方向であってノズル吐出口10aに近づく斜め方向に形成してもよい。この場合、ノズル10側をダイ・ノズル部2の真下方向に形成してもよい。また、ノズル10の樹脂吐出方向と気流吹き出し部2の気流吹き出し方向とが交差する方向となるように構成するものであれば、双方同じ方向に傾斜させ、傾斜角のみ異なるように構成してもよい。また、気流吹き出し部12は本例のようなスリット状ではなく所定間隔をおいて形成される複数の孔としてもよい。
以上、本発明の実施形態について説明したが、本発明はこうした実施例に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲において種々なる形態で実施し得ることは勿論である。
1 不織布製造装置
2 ダイ・ノズル部
6 樹脂
7 気流
8 空気
10 ノズル
10a 吐出口
11 ノズル列
12 吹き出し部
12a 吹き出し口
13 パイプ部材
20 流路本体
21 樹脂供給路
22 マニホールド
23 気流溜
24 流通路
101 不織布製造装置
103 コンベア
104 吸引ブローア
105 吸引ボックス
110 ノズル
111 ノズル列
112 吹き出し部
120 流路本体
210 ノズル
210a 吐出口
212 吹き出し部
212a 吹き出し口
220 樹脂溜
221 樹脂供給路
S 紡糸構造
2 ダイ・ノズル部
6 樹脂
7 気流
8 空気
10 ノズル
10a 吐出口
11 ノズル列
12 吹き出し部
12a 吹き出し口
13 パイプ部材
20 流路本体
21 樹脂供給路
22 マニホールド
23 気流溜
24 流通路
101 不織布製造装置
103 コンベア
104 吸引ブローア
105 吸引ボックス
110 ノズル
111 ノズル列
112 吹き出し部
120 流路本体
210 ノズル
210a 吐出口
212 吹き出し部
212a 吹き出し口
220 樹脂溜
221 樹脂供給路
S 紡糸構造
Claims (6)
- 樹脂を吐出する複数のノズルからなるノズル列を設けるとともに、
前記ノズル列の各ノズルに対応して設けられ、各ノズルから吐出される樹脂を延伸・細径化する気流の吹き出し部を、前記ノズル列の両側のうち一方の側のみから前記ノズルの樹脂吐出方向に交差する方向に気流を流通させる流路より構成し、
前記ノズルの樹脂吐出口を、前記気流吹き出し部の吹き出し口から吹き出す気流の内部、又は隣接位置若しくは近傍位置に開口させてなる紡糸構造を備えることを特徴とする不織布製造装置。 - 前記各ノズルの樹脂吐出口の形状を、前記気流吹き出し部の吹き出し口に連続的に繋がった形状とし、これにより当該樹脂吐出口を前記吹き出し口から吹き出す気流の隣接位置に開口させてなる請求項1記載の不織布製造装置。
- 前記各ノズルを、前記吹き出し口から吹き出した気流の内部、又は隣接位置若しくは近傍位置に開口するパイプ構造より構成してなる請求項1又は2記載の不織布製造装置。
- 樹脂を吐出する複数のノズルからなるノズル列を設けるとともに、前記ノズル列の各ノズルに対応して設けられ、各ノズルから吐出される樹脂を延伸・細径化する気流の吹き出し部を、前記ノズル列の両側のうち一方の側のみから前記ノズルの樹脂吐出方向に交差する方向に気流を流通させる流路より構成し、前記ノズルの樹脂吐出口を、前記気流吹き出し部の吹き出し口から吹き出す気流の内部、又は隣接位置若しくは近傍位置に開口させてなる紡糸構造を備えさせ、
前記各ノズルから吐出される樹脂を、前記一方の側のみから延びる前記吹き出し部の吹き出し口からの気流の力により延伸・細径化し、
コレクタ上に集積して不織布を形成する不織布製造方法。 - 前記各ノズルの樹脂吐出口の形状を、前記気流の吹き出し部の吹き出し口に連続的に繋がった形状とし、これにより該樹脂吐出口を前記吹き出し口から吹き出す気流の隣接位置に開口させ、
各ノズルから吐出される樹脂を、前記交差する方向に沿って吹き出した前記気流の気流の力により延伸・細径化する請求項4記載の不織布製造方法。 - 前記各ノズルを、前記吹き出し口から吹き出した気流の内部、又は隣接位置若しくは近傍位置に開口するパイプ構造より構成し、
各ノズルから吐出される樹脂を、前記交差する方向に沿って吹き出した前記気流の気流の力により延伸・細径化する請求項4又は5記載の不織布製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016028083A JP2017145529A (ja) | 2016-02-17 | 2016-02-17 | 不織布製造装置及び不織布製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016028083A JP2017145529A (ja) | 2016-02-17 | 2016-02-17 | 不織布製造装置及び不織布製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017145529A true JP2017145529A (ja) | 2017-08-24 |
Family
ID=59682635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016028083A Pending JP2017145529A (ja) | 2016-02-17 | 2016-02-17 | 不織布製造装置及び不織布製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017145529A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018235866A1 (ja) * | 2017-06-21 | 2018-12-27 | エム・テックス株式会社 | ナノファイバー製造装置用の吐出ノズル、及び吐出ノズルを備えたナノファイバー製造装置 |
| JP7129077B1 (ja) | 2022-07-21 | 2022-09-01 | 株式会社化繊ノズル製作所 | メルトブローン装置 |
-
2016
- 2016-02-17 JP JP2016028083A patent/JP2017145529A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018235866A1 (ja) * | 2017-06-21 | 2018-12-27 | エム・テックス株式会社 | ナノファイバー製造装置用の吐出ノズル、及び吐出ノズルを備えたナノファイバー製造装置 |
| JP7129077B1 (ja) | 2022-07-21 | 2022-09-01 | 株式会社化繊ノズル製作所 | メルトブローン装置 |
| JP2024013906A (ja) * | 2022-07-21 | 2024-02-01 | 株式会社化繊ノズル製作所 | メルトブローン装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2227307T3 (es) | Procedimiento y dispositivo para fabricar hilos finos esencialmente continuos. | |
| JP4094645B2 (ja) | メルトブロー紡糸装置およびメルトブロー紡糸方法 | |
| TWI843708B (zh) | 用於細絲擠出和紡粘織物生產之裝置、此裝置的用途,及生產此裝置的方法 | |
| JP4233181B2 (ja) | 横配列ウェブの製造方法および製造装置 | |
| CN101460666A (zh) | 通过分裂法生产细纱线的纺丝装置 | |
| JP2002506132A (ja) | 不織布ウェブ及び不織布積層体の製造装置及び製造方法 | |
| JPH05263307A (ja) | 複合メルトブロー紡糸口金 | |
| RU2554733C2 (ru) | Фильера для формования нитей, формующее устройство для формования нитей и способ формования нитей | |
| US8870559B2 (en) | Melt spinning apparatus and melt spinning method | |
| JP2017145529A (ja) | 不織布製造装置及び不織布製造方法 | |
| JP6641553B2 (ja) | メルトブロー用紡糸ダイ | |
| JP2017203233A (ja) | メルトブロー用ダイ | |
| US8186986B2 (en) | Device for drawing filaments | |
| JP6814469B2 (ja) | 連続積層シート体の製造方法及び製造装置 | |
| JP5891930B2 (ja) | 不織布製造装置 | |
| CN108323175B (zh) | 树脂纤维的制造方法、用于该方法的喷嘴头及制造装置 | |
| JP4419685B2 (ja) | 不織布の製造方法および不織布製造装置 | |
| CN112281226B (zh) | 一种用于生产熔喷无纺布的喷头模块及装置 | |
| CN111868312B (zh) | 拉伸装置、以及纤维及纤维网的制造装置及制造方法 | |
| JP3450107B2 (ja) | メルトブロー紡糸口金 | |
| US10947652B2 (en) | Apparatus for manufacturing non-woven fabric and method of manufacturing non-woven fabric | |
| CN107130368A (zh) | 纤维气流混喷装置 | |
| JP6428331B2 (ja) | メルトブロー方法及びメルトブロー装置 | |
| JP7352946B2 (ja) | メルトブロー装置 | |
| JP2021175830A (ja) | 極細繊維製造装置 |