JP2017111397A - シート積層造型用型紙およびシート積層造型用型紙の製造方法 - Google Patents
シート積層造型用型紙およびシート積層造型用型紙の製造方法 Download PDFInfo
- Publication number
- JP2017111397A JP2017111397A JP2015247709A JP2015247709A JP2017111397A JP 2017111397 A JP2017111397 A JP 2017111397A JP 2015247709 A JP2015247709 A JP 2015247709A JP 2015247709 A JP2015247709 A JP 2015247709A JP 2017111397 A JP2017111397 A JP 2017111397A
- Authority
- JP
- Japan
- Prior art keywords
- parts
- sheet
- data
- paper
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Abstract
Description
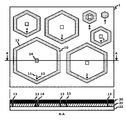
10 パーツ
11 パーツの積層順を示す番号
12 位置合わせ用の目印
13 パーツ10の輪郭に沿ってハーフカット
14 位置合わせ用の孔を設けるハーフカット
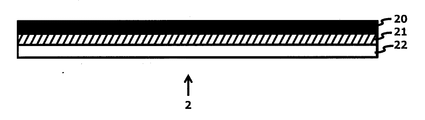
2 ラベル用紙
22 剥離紙
21 接着層
20 基材
3 立体模型
4a データ処理装置
4b デジタル印刷機
4c レーザ加工機
5 レイアウトデータ
6 印刷データ
7 レーザ加工データ
Claims (4)
- 基材の裏面に塗布した接着層を剥離紙によって保護した構成の型紙であって,
立体模型の造形に用いるパーツの絵柄,前記パーツの積層順を示す番号,および,前記パーツの位置合わせに用いる目印が前記基材の表面に印刷され,前記基材と前記接着層までをカットするハーフカットが前記パーツの輪郭に沿って加工されている,
ことを特徴とするシート積層造型用型紙。 - 位置合わせ用の孔を設ける前記ハーフカットが前記パーツの中心に加工されている,
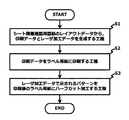
ことを特徴とする,請求項1に記載のシート積層造型用型紙。 - 立体模型の造形に用いるパーツの絵柄,前記パーツの積層順を示す番号,および,前記パーツの位置合わせに用いる目印がレイアウトされ,更に,前記パーツの輪郭に沿った切り取り線がレイアウトされたレイアウトデータから,データ処理装置が,前記パーツの絵柄,前記番号および前記目印を少なくとも印刷する印刷データと,前記パーツの輪郭に沿った切り取り線をレーザ加工するレーザ加工データを生成する工程と,
デジタル印刷機が,基材の裏面に塗布した接着層を剥離紙によって保護した構成のラベル用紙に前記印刷データを印刷する工程と,
レーザ加工機が,前記レーザ加工データに従い,前記基材と前記接着層までをカットするハーフカットを印刷後の前記ラベル用紙に加工する工程と,
を含むことを特徴とするシート積層造型用型紙の製造方法。 - 前記レイアウトデータには,位置合わせ用の孔を設ける切り取り線がレイアウトされ,
前記データ処理装置は,前記パーツの輪郭に沿った切り取り線と,前記位置合わせ用の孔を設ける切り取り線をレーザ加工する前記レーザ加工データを生成する,
ことを特徴とする,請求項3に記載のシート積層造型用型紙の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015247709A JP6663128B2 (ja) | 2015-12-18 | 2015-12-18 | シート積層造型用型紙およびシート積層造型用型紙の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015247709A JP6663128B2 (ja) | 2015-12-18 | 2015-12-18 | シート積層造型用型紙およびシート積層造型用型紙の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017111397A true JP2017111397A (ja) | 2017-06-22 |
| JP6663128B2 JP6663128B2 (ja) | 2020-03-11 |
Family
ID=59080740
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015247709A Active JP6663128B2 (ja) | 2015-12-18 | 2015-12-18 | シート積層造型用型紙およびシート積層造型用型紙の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6663128B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101876140B1 (ko) * | 2017-11-03 | 2018-07-06 | 송유진 | 입체감을 가지는 종이모형 키트 및 이를 이용하여 종이모형을 만드는 방법 |
| US11249706B2 (en) | 2019-11-13 | 2022-02-15 | Fujifilm Business Innovation Corp. | Information processing apparatus, computer readable medium storing information processing program, and three-dimensional modeling system |
| US11300944B2 (en) | 2019-11-08 | 2022-04-12 | Fujifilm Business Innovation Corp. | Information processing apparatus, computer readable medium storing information processing program, and three-dimensional modeling system |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5244856U (ja) * | 1975-09-25 | 1977-03-30 | ||
| JPS52140843U (ja) * | 1976-04-19 | 1977-10-25 | ||
| JP2004177685A (ja) * | 2002-11-27 | 2004-06-24 | Toppan Forms Co Ltd | 写真加工システム |
| JP3155699U (ja) * | 2009-09-16 | 2009-11-26 | 株式会社イナパック | 段ボールシートを用いた積層造形置物 |
-
2015
- 2015-12-18 JP JP2015247709A patent/JP6663128B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5244856U (ja) * | 1975-09-25 | 1977-03-30 | ||
| JPS52140843U (ja) * | 1976-04-19 | 1977-10-25 | ||
| JP2004177685A (ja) * | 2002-11-27 | 2004-06-24 | Toppan Forms Co Ltd | 写真加工システム |
| JP3155699U (ja) * | 2009-09-16 | 2009-11-26 | 株式会社イナパック | 段ボールシートを用いた積層造形置物 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101876140B1 (ko) * | 2017-11-03 | 2018-07-06 | 송유진 | 입체감을 가지는 종이모형 키트 및 이를 이용하여 종이모형을 만드는 방법 |
| US11300944B2 (en) | 2019-11-08 | 2022-04-12 | Fujifilm Business Innovation Corp. | Information processing apparatus, computer readable medium storing information processing program, and three-dimensional modeling system |
| US11249706B2 (en) | 2019-11-13 | 2022-02-15 | Fujifilm Business Innovation Corp. | Information processing apparatus, computer readable medium storing information processing program, and three-dimensional modeling system |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6663128B2 (ja) | 2020-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6495898B2 (ja) | プレス工具の3次元の表面構造を形成する方法及び装置 | |
| TWI543347B (zh) | 晶圓級相機子系統及用於晶圓級相機的晶圓間隔層之製造方法 | |
| JP6663128B2 (ja) | シート積層造型用型紙およびシート積層造型用型紙の製造方法 | |
| JP2013114676A5 (ja) | ||
| US20180009169A1 (en) | Three-dimensional data generation device, three-dimensional shaping device, and shaped object shaping method | |
| JP2015525144A5 (ja) | ||
| JP7022055B2 (ja) | 選択的接着による高速pcbプロトタイピング | |
| JP6577582B2 (ja) | エンボスロールの製造方法 | |
| GB2535133A (en) | Desktop printer-roll input | |
| JP2017071154A (ja) | 立体物の製造方法及び造形装置 | |
| JP2018506443A (ja) | 一体型デスクトップ三次元プリント装置 | |
| JP2009190223A (ja) | 立体造形物の製造方法 | |
| CN104385597B (zh) | 一种三维图像的制作方法及其用打印载体 | |
| JP2006297757A (ja) | 加飾用フィルムの製造方法および加飾用フィルム並びに加飾品 | |
| JP2010162795A (ja) | 立体装飾プレート及びその製造方法 | |
| JP2020527480A (ja) | シェルサポート生成方法 | |
| TWI585558B (zh) | 立體列印方法 | |
| JP3144782U (ja) | 型押用版 | |
| JP5228978B2 (ja) | 透明立体プリンタ装置 | |
| KR101504072B1 (ko) | 박막적층 방식을 이용하는 3d 프린팅 방법 | |
| CN203805322U (zh) | 一种3d图像打印用平面载体 | |
| JP6419141B2 (ja) | 組立玩具用ピースの製造方法 | |
| JP2004268591A (ja) | 中空3次元型形状作製装置及び作製方法 | |
| CN204196262U (zh) | 一种三维图像制作方法用打印载体 | |
| EP3162534B1 (en) | Method for producing a plastic surface with an integrated decoration |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190730 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190726 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200128 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6663128 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |