JP2017007689A - Laminate for blister pack, and blister pack using the same - Google Patents
Laminate for blister pack, and blister pack using the same Download PDFInfo
- Publication number
- JP2017007689A JP2017007689A JP2015123070A JP2015123070A JP2017007689A JP 2017007689 A JP2017007689 A JP 2017007689A JP 2015123070 A JP2015123070 A JP 2015123070A JP 2015123070 A JP2015123070 A JP 2015123070A JP 2017007689 A JP2017007689 A JP 2017007689A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- blister pack
- laminate
- adhesive
- aluminum foil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Abstract
Description
本発明は、ブリスターパック用積層体、及びそれを用いたブリスターパックに関する。 The present invention relates to a laminate for blister packs and a blister pack using the same.
粉状の製剤は、薄手の紙袋又はフィルム製袋等に封入されるが、錠剤又はカプセル剤等の製剤は、PTP(プレススルーパック)と呼ばれるブリスターパックに封入される。PTPに封入されている製剤を指で押し込むことによって、シート状の蓋材を破り、そして製剤を取り出すことができる。その他、製剤を収容するポケット部を成形したバリア性積層体2枚を向い合せてシールした形状のブリスターパックに製剤が封入されることもある。この形態の場合、ブリスターパックの端部を切り取って開封するか、2枚の積層体の間で剥離して開封するので、粉状及び液体状の製剤でも使用できる。 A powdery preparation is enclosed in a thin paper bag or a film bag, and a preparation such as a tablet or a capsule is enclosed in a blister pack called PTP (press-through pack). By pushing the preparation enclosed in the PTP with a finger, the sheet-like lid can be broken and the preparation can be taken out. In addition, the preparation may be enclosed in a blister pack having a shape in which two barrier laminates formed with pockets for containing the preparation are faced and sealed. In the case of this form, the end of the blister pack is cut off and opened, or peeled and opened between the two laminates, so that it can also be used in powdery and liquid preparations.
製剤は水分を吸収することで、薬効成分が変質することがある。そのため、従来は、ブリスターパックを封入する外装袋内にシリカゲル等の乾燥剤を封入していた。しかし、外装袋内に乾燥剤を投入する作業は手間がかかり、またこれを誤飲又は誤食される恐れもあった。また、外装袋の開封後は、ブリスターパック内を低湿度に保つことができず、製剤の劣化が進行する問題もあった。さらに製剤によっては、酸化分解しやすいもの、特有のにおいを発するもの等があるので、ブリスターパック内の酸素、におい等のガスを吸収したいという要望もある。 The pharmaceutical composition may be altered by absorption of moisture. Therefore, conventionally, a desiccant such as silica gel has been enclosed in an outer bag enclosing a blister pack. However, the operation of putting the desiccant into the outer bag takes time and there is a risk of accidental ingestion or accidental eating. In addition, after opening the exterior bag, the inside of the blister pack cannot be kept at a low humidity, and there is a problem that the deterioration of the preparation proceeds. Furthermore, since some preparations are easily oxidatively decomposed and generate specific odors, there is a demand for absorbing gas such as oxygen and odor in the blister pack.
それに対し、特許文献1は、ブリスターパックの内部に吸収剤を有する吸収層を形成することによって、製剤の長期安定性を向上させる技術を開示している。ここではまず、バリア層である基材と吸収層との積層体に、ドーム状のポケット部分を形成する。そして、そのポケット部分に錠剤である製剤を入れて、これを蓋材で封止している。この技術によれば、外装袋に乾燥剤等を同梱しなくても、乾燥状態の維持、酸化の防止、及びにおいの効率的な除去が可能となると考えられる。
On the other hand,
また、製剤の中には、紫外線に弱いものもあり、包装容器が透明であると、薬効成分が劣化するおそれがある。これに対して、例えば特許文献2は、ブリスターパックの裏側の蓋材だけではなく、表側のブリスターパック用積層体にもアルミニウム箔層を形成する技術、いわゆるアルミブリスター包装を開示している。この技術によれば、ブリスターパックにアルミニウム箔層を形成するので製剤は視認できないが、紫外線を遮断し、バリア性をさらに高めることができる。
In addition, some preparations are vulnerable to ultraviolet rays, and if the packaging container is transparent, the medicinal components may be deteriorated. On the other hand, for example,
上記の2つの技術を単純に組み合わせた態様では、ブリスターパック用積層体にドーム状のポケットを成形する際に、ドームの天井部分が破れたり、裾の部分又は肩の部分に亀裂が発生したりする成形上の問題が発生する。特許文献2はこれに対処するために、特定のポリマーを用いたコシのある補強層をアルミニウム箔層と吸収層の間に積層して、基材層/アルミニウム箔層/補強層/吸収層を順に有するブリスターパック用積層体を開示している。
In a mode in which the above two technologies are simply combined, when forming a dome-shaped pocket in a blister pack laminate, the ceiling of the dome is torn or cracks are generated in the hem or shoulder. This causes molding problems. In order to cope with this,
特許文献2のブリスターパック用積層体では、コシのある補強層を設けることで積層体全体の強度を向上させて、成形不良を低減している。
In the laminated body for blister packs of
一方で、内容物の表示等を施すため、基材層上に印刷することによって基材層とアルミニウム箔層との間に印刷層を形成する場合がある。この場合、印刷層の表面は粗く、凹凸を有するために、印刷層とアルミニウム箔層との間の接着が悪くなる。また吸収層は厚く、かつ柔らかい樹脂から構成されていることから、ブリスターパック成形後のフィルム戻りの現象(スプリングバック)が起こる。そのため、従来構成のブリスターパック用積層体では、製造条件、保管環境、ポケット部の大きさ、形状等によっては、印刷層とアルミニウム箔層との間で層間剥離(デラミネーション)、しわ等が発生するという問題があったことを本発明者らは見出した。 On the other hand, in order to display the contents or the like, a printing layer may be formed between the base material layer and the aluminum foil layer by printing on the base material layer. In this case, since the surface of the printing layer is rough and has irregularities, the adhesion between the printing layer and the aluminum foil layer is deteriorated. Further, since the absorbing layer is made of a thick and soft resin, a film return phenomenon (spring back) after blister pack molding occurs. Therefore, in the conventional blister pack laminate, delamination, wrinkles, etc. occur between the printed layer and the aluminum foil layer depending on the manufacturing conditions, storage environment, pocket size, shape, etc. The present inventors have found that there has been a problem of doing so.
本発明は従来技術の課題を背景になされたものであり、基材層とアルミニウム箔層との間に印刷層を形成した場合においても、ブリスターパック成形時及び成形後に、デラミネーション、しわ等が発生しない、十分に成形性を与えるブリスターパック用積層体、並びにその積層体を用いたブリスターパックを提供することを目的とする。 The present invention has been made against the background of the problems of the prior art, and even when a printing layer is formed between the base material layer and the aluminum foil layer, delamination, wrinkles, etc. occur during and after blister pack molding. It aims at providing the blister pack laminated body which does not generate | occur | produce and gives fully moldability, and the blister pack using the laminated body.
本発明者らは、以下の手段により、上記課題を解決できることを見出した。
[1]少なくとも基材層、印刷層、接着層、アルミニウム箔層、及び吸収層をこの順で含み、前記接着層が、ISO14577に準拠して測定した場合に350〜500N/m2のマルテンス硬さを有する、ブリスターパック用積層体。
[2]前記接着層が、ISO14577に準拠して測定した場合に400〜450N/m2のマルテンス硬さを有する、[1]に記載のブリスターパック用積層体。
[3]前記接着層が、反応型接着剤の層である、[1]又は[2]に記載のブリスターパック用積層体。
[4]前記接着層が、ウレタン系接着剤の層である、[1]〜[3]のいずれかに記載のブリスターパック用積層体。
[5]前記基材層が、ポリエチレン系樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリクロロトリフルオロエチレン、ポリプロピレン系樹脂、ポリエチレンテレフタレート、ポリアミド及びこれらの混合物からなる群より選択される樹脂を含む、[1]〜[4]のいずれかに記載のブリスターパック用積層体。
[6]前記印刷層が、グラビアインキよりなる、[1]〜[5]のいずれかに記載のブリスターパック用積層体。
[7]前記吸収層が、前記基材層側の外スキン層、吸収剤及びバインダー樹脂を有する吸収剤保持層、並びに内スキン層をこの順で含む、[1]〜[6]のいずれかに記載のブリスターパック用積層体。
[8]補強層を前記アルミニウム箔層と前記吸収層との間にさらに有する、[1]〜[7]のいずれかに記載のブリスターパック用積層体。
[9][1]〜[8]のいずれかに記載の積層体、並びに前記アルミニウム箔層とは別のアルミニウム箔層及び樹脂層を有する蓋材を含み、前記積層体の吸収層と前記蓋材の樹脂層とが少なくとも部分的に接着しており、かつ前記積層体にポケット部が形成されて前記積層体と前記蓋材との間に医薬品製剤が収納可能になっている、ブリスターパック。
[10][1]〜[8]のいずれかに記載の2つの積層体が、吸収層を向かい合わせにして少なくとも部分的に接着しており、かつ前記2つの積層体にポケット部が形成されて前記ポケット部に医薬品製剤が収納可能になっている、ブリスターパック。
[11][9]又は[10]に記載のブリスターパックと、前記ポケット部に収納された内容物とを有するブリスターパック包装体。
The present inventors have found that the above problems can be solved by the following means.
[1] At least a base material layer, a printed layer, an adhesive layer, an aluminum foil layer, and an absorbent layer are included in this order, and the adhesive layer has a Martens hardness of 350 to 500 N / m 2 when measured according to ISO14577. A laminated body for blister packs having a thickness.
[2] The blister pack laminate according to [1], wherein the adhesive layer has a Martens hardness of 400 to 450 N / m 2 when measured in accordance with ISO14577.
[3] The blister pack laminate according to [1] or [2], wherein the adhesive layer is a reactive adhesive layer.
[4] The laminate for blister packs according to any one of [1] to [3], wherein the adhesive layer is a urethane-based adhesive layer.
[5] The base material layer includes a resin selected from the group consisting of polyethylene resin, polyvinyl chloride, polyvinylidene chloride, polychlorotrifluoroethylene, polypropylene resin, polyethylene terephthalate, polyamide, and a mixture thereof. The laminated body for blister packs in any one of [1]-[4].
[6] The blister pack laminate according to any one of [1] to [5], wherein the printing layer is made of gravure ink.
[7] Any of [1] to [6], wherein the absorbent layer includes an outer skin layer on the base material layer side, an absorbent holding layer having an absorbent and a binder resin, and an inner skin layer in this order. The laminate for blister packs described in 1.
[8] The blister pack laminate according to any one of [1] to [7], further including a reinforcing layer between the aluminum foil layer and the absorbing layer.
[9] The laminate according to any one of [1] to [8], and a lid member having an aluminum foil layer and a resin layer different from the aluminum foil layer, the absorbent layer of the laminate and the lid A blister pack in which a resin layer of the material is at least partially adhered, and a pocket portion is formed in the laminate so that a pharmaceutical preparation can be stored between the laminate and the lid.
[10] The two laminates according to any one of [1] to [8] are bonded at least partially with the absorption layer facing each other, and a pocket portion is formed in the two laminates. A blister pack in which a pharmaceutical preparation can be stored in the pocket.
[11] A blister pack package comprising the blister pack according to [9] or [10] and the contents stored in the pocket portion.
本発明によれば、基材層とアルミニウム箔層との間に印刷層を形成した場合においても、ブリスターパック成形時及び成形後に、デラミネーション、しわ等が発生しない、十分に成形性を与えるブリスターパック用積層体、並びにその積層体を用いたブリスターパックを提供することができる。 According to the present invention, even when a printing layer is formed between the base material layer and the aluminum foil layer, the blister that gives sufficient moldability without delamination, wrinkles, etc. during and after blister pack molding. The laminated body for packs, and the blister pack using the laminated body can be provided.
<ブリスターパック用積層体>
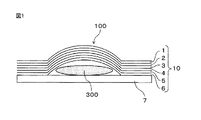
本発明は、少なくとも基材層、印刷層、接着層、アルミニウム箔層、及び吸収層をこの順で含み、かつ接着層が、ISO14577に準拠して測定した場合に350〜500N/m2のマルテンス硬さを有する、ブリスターパック用積層体に関する。また、本発明のブリスターパック用積層体は、ブリスターパック用積層体の成形性を向上させるためにアルミニウム箔層と吸収層との間に補強層を有していてもよい。例えば、図1に示すように、本発明のブリスターパック用積層体10は、基材層1、印刷層2、接着層3、アルミニウム箔層4、随意の補強層5、及び吸収層6を有する。
<Laminated body for blister pack>
The present invention includes at least a base material layer, a printed layer, an adhesive layer, an aluminum foil layer, and an absorbent layer in this order, and the adhesive layer has a Martens of 350 to 500 N / m 2 when measured according to ISO14577. The present invention relates to a laminate for blister packs having hardness. Moreover, the laminated body for blister packs of this invention may have a reinforcement layer between the aluminum foil layer and the absorption layer in order to improve the moldability of the laminated body for blister packs. For example, as shown in FIG. 1, the laminated
アルミニウム箔層、随意の補強層、及び吸収層の少なくとも二層を貼り合せる方法としては、ドライラミネート法、サンドラミネート法等が挙げられる。ドライラミネート法は、接着剤を塗布し乾燥させた後、加圧し、接着剤を硬化させて貼り合せる方法である。またサンドラミネート法は、基材と、貼り合せる側のフィルムとの間に、溶融させた各層を構成する樹脂又は接着用樹脂を押出し貼り合せる方法である。 Examples of a method for bonding at least two layers of the aluminum foil layer, the optional reinforcing layer, and the absorption layer include a dry laminating method and a sand laminating method. The dry laminating method is a method in which an adhesive is applied and dried, and then pressurized, and the adhesive is cured and bonded. The sand laminating method is a method in which a resin or an adhesive resin constituting each melted layer is extruded and bonded between a base material and a film to be bonded.
ブリスターパック用積層体には、製剤等の内容物を入れるためのポケット部が形成される。ポケット部を成形する際の成形方法としては、平板式空圧成形法、プラグアシスト圧空成形法、ドラム式真空成型法、プラグ成形法等が挙げられる。この中でも、粘度平均分子量100万以上の超高分子量ポリエチレン樹脂製の先端部が丸い円柱状の棒(プラグ材)を用いたプラグ成形法が、ポケットを形成するためには好ましい。 The blister pack laminate is formed with a pocket for storing contents such as a preparation. Examples of the molding method for molding the pocket portion include a flat plate type pneumatic molding method, a plug assist pressure molding method, a drum type vacuum molding method, and a plug molding method. Among these, a plug molding method using a columnar rod (plug material) made of an ultrahigh molecular weight polyethylene resin having a viscosity average molecular weight of 1 million or more and having a rounded tip is preferable for forming a pocket.
(基材層)
基材層に用いられる樹脂としては、ブリスターパック用積層体に適度なバリア性及び成形性を与える樹脂であれば特に制限されない。例えば、ポリエチレン系樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリクロロトリフルオロエチレン、ポリプロピレン系樹脂、ポリエチレンテレフタレート、ポリアミド(例えば、ナイロン(登録商標)、ナイロン6、ナイロン6,6、ナイロンMXD6)等、並びにこれらの混合物が挙げられる。好ましくは、外部からの水分の浸入を防ぎ、防湿性に優れているものがよく、特にポリプロピレン系樹脂、ポリアミド及びポリエチレンテレフタレートが挙げられる。
(Base material layer)
The resin used for the base material layer is not particularly limited as long as it provides a suitable barrier property and moldability to the laminate for blister packs. For example, polyethylene resin, polyvinyl chloride, polyvinylidene chloride, polychlorotrifluoroethylene, polypropylene resin, polyethylene terephthalate, polyamide (for example, nylon (registered trademark), nylon 6, nylon 6,6, nylon MXD6), etc. And mixtures thereof. Preferably, those that prevent entry of moisture from the outside and excellent in moisture resistance are preferable, and polypropylene resins, polyamides, and polyethylene terephthalate are particularly preferable.
なお、本明細書においてポリエチレン系樹脂とは、ポリマーの主鎖にエチレン基の繰返し単位を、30mol%以上、40mol%以上、50mol%以上、60mol%以上、70mol%以上、又は80mol%以上含む樹脂であり、例えば、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)、エチレン−アクリル酸共重合体(EAA)、エチレン−メタクリル酸共重合体(EMAA)、エチレン−エチルアクリレート共重合体(EEA)、エチレン−メチルアクリレート共重合体(EMA)、エチレンビニルアセテート共重合体(EVA)、カルボン酸変性ポリエチレン、カルボン酸変性エチレンビニルアセテート共重合体、及びこれらの誘導体、並びにこれらの混合物からなる群より選択される。 In this specification, the polyethylene-based resin is a resin containing a repeating unit of an ethylene group in a polymer main chain of 30 mol% or more, 40 mol% or more, 50 mol% or more, 60 mol% or more, 70 mol% or more, or 80 mol% or more. For example, low density polyethylene (LDPE), linear low density polyethylene (LLDPE), medium density polyethylene (MDPE), high density polyethylene (HDPE), ethylene-acrylic acid copolymer (EAA), ethylene-methacrylic Acid copolymer (EMAA), ethylene-ethyl acrylate copolymer (EEA), ethylene-methyl acrylate copolymer (EMA), ethylene vinyl acetate copolymer (EVA), carboxylic acid-modified polyethylene, carboxylic acid-modified ethylene vinyl Acetate copolymer and the same Derivatives, as well as selected from the group consisting of mixtures.
本明細書においてポリプロピレン系樹脂とは、ポリマーの主鎖にプロピレン基の繰返し単位を、30mol%以上、40mol%以上、50mol%以上、60mol%以上、70mol%以上、又は80mol%以上含む樹脂であり、例えば、ポリプロピレン(PP)ホモポリマー、ランダムポリプロピレン(ランダムPP)、ブロックポリプロピレン(ブロックPP)、塩素化ポリプロピレン、カルボン酸変性ポリプロピレン、及びこれらの誘導体、並びにこれらの混合物が挙げられる。 In this specification, a polypropylene resin is a resin containing a propylene group repeating unit in a polymer main chain of 30 mol% or more, 40 mol% or more, 50 mol% or more, 60 mol% or more, 70 mol% or more, or 80 mol% or more. Examples include polypropylene (PP) homopolymer, random polypropylene (random PP), block polypropylene (block PP), chlorinated polypropylene, carboxylic acid-modified polypropylene, and derivatives thereof, and mixtures thereof.
基材層の厚みは、10μm以上、20μm以上、又は30μm以上が好ましく、また300μm以下、200μm以下、又は100μm以下が好ましい。 The thickness of the base material layer is preferably 10 μm or more, 20 μm or more, or 30 μm or more, and preferably 300 μm or less, 200 μm or less, or 100 μm or less.
(印刷層)
印刷層は、基材層上に印刷されることにより形成される層であって、基材層とアルミニウム箔層との間に設けられる層である。印刷層は、包装材料に付される絵柄、文字等が施される他、帯電防止や紫外線吸収、紫外線遮蔽等の機能層として設けることができる。従って、印刷層は、絵柄、文字等を表す層には限定されず、例えばメジウム又は樹脂のみ(ビヒクル)よりなる無色透明の層であってもよく、また、無色透明の層と、絵柄、文字等を表す層の二層よりなる層とすることもできる。
(Print layer)
A printing layer is a layer formed by printing on a base material layer, Comprising: It is a layer provided between a base material layer and an aluminum foil layer. The printed layer can be provided as a functional layer for antistatic, ultraviolet absorption, ultraviolet shielding, etc., in addition to the pattern and characters attached to the packaging material. Therefore, the printing layer is not limited to a layer representing a pattern, characters, etc., and may be a colorless and transparent layer made of only a medium or a resin (vehicle), for example. It can also be set as the layer which consists of two layers of the layer showing etc.
印刷層の形成は、グラビア印刷、オフセット印刷、スクリーン印刷等、公知の方法で行うことができるが、速乾性のある揮発乾燥型のインキを使用でき、巻取式輪転印刷機で高速印刷ができるなどの観点から、グラビア印刷により形成するのが好ましい。 The printing layer can be formed by a known method such as gravure printing, offset printing, screen printing, etc., but a volatile drying type ink having a quick drying property can be used, and high speed printing can be performed by a winding type rotary printing press. From such a viewpoint, it is preferable to form by gravure printing.
グラビアインキとしては特に限定されず、一般的なものを用いることができる。具体的には、例えば、セラック類、ロジン類、ロジン変性マレイン酸などの天然樹脂及びその誘導体;硝化綿(ニトロセルロース)、酢酸セルロースなどの硝化綿及び繊維素系誘導体;ポリアミド樹脂;塩化ゴム、環化ゴムなどの塩化ゴム及びゴム誘導体;酢酸ビニル塩化ビニル共重合体などの塩化ビニル系樹脂;エチレン酢酸ビニル共重合体、ポリプロピレン塩素化物などのポリオレフィン類;アクリル酸の共重合体、アクリル酸エステル類の共重合体などのアクリル樹脂;ウレタン系樹脂;カルボキシル基を含む高酸価ロジン変性マレイン酸樹脂、スチレンマレイン酸樹脂、アクリル系樹脂、シェラック、カゼイン、アクリル系樹脂又はウレタン系樹脂のエマルジョンなどの水溶性樹脂等を樹脂分として含有するグラビアインキが挙げられる。 It does not specifically limit as gravure ink, A general thing can be used. Specifically, for example, natural resins such as shellacs, rosins, rosin-modified maleic acid and derivatives thereof; nitrified cotton (nitrocellulose), cellulose acetate and other cellulose derivatives; polyamide resins; chlorinated rubber, Chlorinated rubber and rubber derivatives such as cyclized rubber; Vinyl chloride resins such as vinyl acetate vinyl chloride copolymer; Polyolefins such as ethylene vinyl acetate copolymer and polypropylene chlorinated products; Copolymers of acrylic acid and acrylic esters Acrylic resins such as copolymers; Urethane resins; High acid number rosin-modified maleic acid resins containing carboxyl groups, styrene maleic resins, acrylic resins, shellac, casein, acrylic resins or emulsions of urethane resins, etc. Gravure inks containing water-soluble resin as a resin component That.
印刷層の厚みとしては、各印刷方法や使用するインキ、使用する色数によっても異なるが、通常0.1〜30μm、望ましくは0.5〜10μm程度である。 The thickness of the printing layer varies depending on each printing method, the ink to be used, and the number of colors to be used, but is usually 0.1 to 30 μm, preferably about 0.5 to 10 μm.
(アルミニウム箔層)
アルミニウム箔層は、水分及びガスバリア性を付与するために用いられる。これは、純アルミニウム系のアルミニウム箔であってもよく、アルミニウム合金系のアルミニウム箔であってもよい。ブリスターパック用積層体に適切な成形性及び弾性を与えるために、アルミニウム箔層の厚みは、好ましくは7μm以上、10μm以上、又は20μm以上であり、また60μm以下、50μm以下、又は40μm以下である。
(Aluminum foil layer)
The aluminum foil layer is used for imparting moisture and gas barrier properties. This may be a pure aluminum-based aluminum foil or an aluminum alloy-based aluminum foil. The thickness of the aluminum foil layer is preferably 7 μm or more, 10 μm or more, or 20 μm or more, and 60 μm or less, 50 μm or less, or 40 μm or less in order to give appropriate moldability and elasticity to the blister pack laminate. .
(補強層)
補強層は、ブリスターパック用積層体の成形性を向上させるために随意に用いられる層である。補強層は、ポリ塩化ビニル、飽和又は不飽和ポリエステル(例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート)、ポリアミド及びこれらの混合物から構成されていてもよい。補強層の厚みは、好ましくは10μm以上、15μm以上、又は25μm以上であり、また60μm以下、又は50μm以下である。本発明において補強層は、上記の特許文献2に記載のような補強層を用いることができる。
(Reinforcing layer)
A reinforcement layer is a layer used arbitrarily in order to improve the moldability of the laminated body for blister packs. The reinforcing layer may be composed of polyvinyl chloride, saturated or unsaturated polyester (for example, polyethylene terephthalate, polybutylene terephthalate), polyamide, and mixtures thereof. The thickness of the reinforcing layer is preferably 10 μm or more, 15 μm or more, or 25 μm or more, and 60 μm or less, or 50 μm or less. In the present invention, the reinforcing layer described in
(吸収層)
吸収層は、吸収性の機能を有する層であり、この層によって内容物の長期安定性を向上させることができる。吸収層は、吸収剤及びバインダー樹脂を含む吸収剤保持層単層であってもよいが、好ましくは外スキン層、吸収剤及びバインダー樹脂を含む吸収剤保持層、並びに内スキン層をこの順で含む。この場合、吸収剤保持層に含まれる吸収剤が使用中に脱離することを防止し、また吸収層を製造しやすくなることから上下のスキン層でサンドイッチして用いられる。
(Absorption layer)
The absorption layer is a layer having an absorptive function, and the long-term stability of the contents can be improved by this layer. The absorbent layer may be a single absorbent holding layer containing an absorbent and a binder resin, but preferably the outer skin layer, the absorbent holding layer containing the absorbent and the binder resin, and the inner skin layer in this order. Including. In this case, the absorbent contained in the absorbent holding layer is prevented from being detached during use, and the absorbent layer can be easily produced, so that it is sandwiched between the upper and lower skin layers.
外スキン層は、ブリスターパックの内容物を収容する側とは反対側(外側)に用いられる層であり、内スキン層は、内容物を収容する側(内側)に用いられる層である。図1で示されるように、吸収層6は、本発明のブリスターパック用積層体10において、基材層1、印刷層2、接着層3、アルミニウム箔層4、及び随意の補強層5と積層して用いることができる。また例えば、図3で示されるように、吸収層6は、外スキン層6a、吸収剤保持層6b、及び内スキン層6cを有する。
The outer skin layer is a layer used on the side (outside) opposite to the side containing the contents of the blister pack, and the inner skin layer is a layer used on the side (inside) containing the contents. As shown in FIG. 1, the absorbent layer 6 is laminated with the
吸収剤保持層単層の吸収層は、インフレーション法、Tダイ法、共押出等の押出成形又は射出成形によって製造することができる。また、外スキン層、吸収剤保持層、及び内スキン層を含む3層構造の吸収層は、多層インフレーション法によって製造することができる。これは複数の押出機によって同時に複数の樹脂をチューブ状に押出して、この中に空気を送って膨らませて、多層フィルムを製造する方法である。また、吸収剤保持層をインフレーション法、Tダイ法、共押出等の押出成形又は射出成形することによりフィルム状又はシート状に形成し、外スキン層及び内スキン層を、公知の方法でフィルム化した後に、吸収剤保持層を挟んでラミネートすることによって、3層構造の吸収層を製造することもできる。 The absorbent layer of the absorbent holding layer single layer can be manufactured by extrusion molding such as inflation method, T-die method, co-extrusion, or injection molding. In addition, an absorption layer having a three-layer structure including an outer skin layer, an absorbent holding layer, and an inner skin layer can be produced by a multilayer inflation method. This is a method for producing a multilayer film by extruding a plurality of resins into a tube shape at the same time by a plurality of extruders and sending the air into the tubes to inflate them. Also, the absorbent holding layer is formed into a film or sheet by extrusion or injection molding such as inflation method, T-die method, coextrusion, etc., and the outer skin layer and inner skin layer are formed into a film by a known method. Then, an absorbent layer having a three-layer structure can be produced by laminating the absorbent holding layer.
吸収層の厚みは、適度な成形性及び弾性を得る観点から、50μm以上、60μm以上、又は70μm以上であることが好ましく、200μm以下、100μm以下、90μm以下、又は80μm以下であることが好ましい。 The thickness of the absorbing layer is preferably 50 μm or more, 60 μm or more, or 70 μm or more, and preferably 200 μm or less, 100 μm or less, 90 μm or less, or 80 μm or less from the viewpoint of obtaining appropriate moldability and elasticity.
<内スキン層及び外スキン層>
内スキン層及び外スキン層は、主に樹脂を含み、吸収剤保持層よりも少ない量の吸収剤を含むことができるが、ブリスターパックの製造中及び使用中に吸収剤が脱離する可能性、及び吸収層の製造しやすさを考慮すると、吸収剤を含まない方が好ましい。内スキン層及び外スキン層に用いられる樹脂としては、例えばポリエチレン系樹脂、ポリプロピレン系樹脂、ポリメチルペンテン、飽和ポリエステル、ポリ塩化ビニル、ポリスチレン、ポリカーボネート、ポリアミド、熱可塑性エラストマー等並びにこれらの混合物が挙げられる。
<Inner skin layer and outer skin layer>
The inner skin layer and the outer skin layer mainly contain a resin and may contain a smaller amount of absorbent than the absorbent retaining layer, but the absorbent may be detached during the production and use of the blister pack. In consideration of the ease of production of the absorbent layer, it is preferable not to contain an absorbent. Examples of the resin used for the inner skin layer and the outer skin layer include polyethylene resin, polypropylene resin, polymethylpentene, saturated polyester, polyvinyl chloride, polystyrene, polycarbonate, polyamide, thermoplastic elastomer, and mixtures thereof. It is done.
内スキン層及び外スキン層の厚みは、適度な成形性及び弾性を得る観点から、5μm以上、10μm以上、又は20μm以上であることが好ましく、50μm以下、又は40μm以下であることが好ましい。 The thicknesses of the inner skin layer and the outer skin layer are preferably 5 μm or more, 10 μm or more, or 20 μm or more, and preferably 50 μm or less, or 40 μm or less from the viewpoint of obtaining appropriate moldability and elasticity.
<吸収剤保持層>
吸収剤保持層は、バインダー樹脂中に吸収剤が分散されている構造を有する。吸収剤保持層は、ブリスターパック内の水分、有機ガス及び無機ガスを吸収する層として機能する。
<Absorbent retention layer>
The absorbent holding layer has a structure in which an absorbent is dispersed in a binder resin. The absorbent holding layer functions as a layer that absorbs moisture, organic gas, and inorganic gas in the blister pack.
吸収剤保持層に用いることができる吸収剤としては、無機吸収剤、例えば酸化カルシウム、塩化カルシウム、硫酸カルシウム、硫酸マグネシウム、硫酸ナトリウム等の化学吸着剤、及び酸化アルミニウム、生石灰、シリカゲル、無機の分子篩等の物理吸着剤を挙げることができる。無機の分子篩の例としては、限定されないが、アルミノケイ酸塩鉱物、クレー、多孔質ガラス、微細孔性活性炭、ゼオライト、活性炭、又は水等の小分子を拡散させることが可能な開口構造をもつ化合物を挙げることができる。このような無機吸収剤は、低湿度領域でも高い吸収性を得ることができ、ブリスターパック内部にわずかに含まれる湿分を吸収するには、このような相対湿度の低い環境下であっても高い吸収性を発揮できる吸収剤を用いることが特に好ましい。 Absorbents that can be used in the absorbent holding layer include inorganic absorbents, for example, chemical adsorbents such as calcium oxide, calcium chloride, calcium sulfate, magnesium sulfate, and sodium sulfate, and aluminum oxide, quicklime, silica gel, and inorganic molecular sieves. Physical adsorbents such as Examples of inorganic molecular sieves include, but are not limited to, aluminosilicate minerals, clays, porous glass, microporous activated carbon, zeolite, activated carbon, or compounds having an open structure capable of diffusing small molecules such as water. Can be mentioned. Such an inorganic absorbent can obtain high absorbency even in a low humidity region, and absorbs moisture slightly contained in the blister pack even under such a low relative humidity environment. It is particularly preferable to use an absorbent that can exhibit high absorbability.
ゼオライトとしては、天然ゼオライト、人工ゼオライト、合成ゼオライト等を使用することができる。ゼオライトは、分子の大きさの違いによって物質を分離するのに用いられる多孔質の粒状物質であり、均一な細孔をもつ構造であって、細孔の空洞に入る小さな分子を吸収して一種の篩の作用を有するため、水(蒸気、水蒸気)、有機ガス、無機ガス等を吸収することができる。合成ゼオライトの一例としてはモレキュラーシーブがあり、この中でも特に細孔(吸収口)径が0.3nm〜1nmのモレキュラーシーブを使用することができる。通常、細孔径が0.3nm、0.4nm、0.5nm、1nmのモレキュラーシーブを、それぞれモレキュラーシーブ3A、モレキュラーシーブ4A、モレキュラーシーブ5A、モレキュラーシーブ13Xと称する。モレキュラーシーブの平均粒子径(レーザー回折・散乱法によって求めた粒度分布における積算値50%での粒径)は、例えば10μm前後のものが用いられる。本発明では、吸収する目的物や内容物の性質等に合わせて、これらのゼオライトを適宜使い分けることができる。 As zeolite, natural zeolite, artificial zeolite, synthetic zeolite and the like can be used. Zeolite is a porous granular material used to separate substances according to the difference in molecular size, and has a structure with uniform pores. Therefore, water (steam, water vapor), organic gas, inorganic gas, etc. can be absorbed. An example of the synthetic zeolite is a molecular sieve. Among these, a molecular sieve having a pore (absorption port) diameter of 0.3 nm to 1 nm can be used. In general, molecular sieves having pore sizes of 0.3 nm, 0.4 nm, 0.5 nm, and 1 nm are referred to as molecular sieve 3A, molecular sieve 4A, molecular sieve 5A, and molecular sieve 13X, respectively. The average particle size of the molecular sieve (particle size at an integrated value of 50% in the particle size distribution determined by the laser diffraction / scattering method) is, for example, about 10 μm. In the present invention, these zeolites can be properly used in accordance with the object to be absorbed and the properties of the contents.
また、特に有機ガスを吸収する場合、疎水性ゼオライトを用いることが好ましい。疎水性ゼオライトとは、ゼオライトの結晶骨格内のアルミニウム原子を脱アルミニウム処理して減少させ、シリカアルミナ比を高めて、いわゆるハイシリカゼオライトとしたものを総称する。疎水性ゼオライトは、水等の極性物質に対する親和性を失い、非極性物質をより強く吸収するゼオライトであり、有機ガス等をより吸収しやすくなっている。疎水性ゼオライトの一例である疎水性のモレキュラーシーブとしては、細孔径0.6〜0.9nmのものを使用することができ、Abscents1000、Abscents2000、Abscents3000(以上ユニオン昭和株式会社)等が挙げられる。細孔径は、X線回折法による構造解析で確認することができる。また、疎水性ゼオライトの平均粒径(レーザー回折・散乱法によって求めた粒度分布における積算値50%での粒径)は、例えば3〜5μmのものが用いられる。 In particular, when absorbing an organic gas, it is preferable to use a hydrophobic zeolite. Hydrophobic zeolite is a generic term for a so-called high silica zeolite in which aluminum atoms in the crystal skeleton of the zeolite are reduced by dealumination to increase the silica-alumina ratio. Hydrophobic zeolite is a zeolite that loses its affinity for polar substances such as water and absorbs nonpolar substances more strongly, and more easily absorbs organic gases and the like. As the hydrophobic molecular sieve which is an example of the hydrophobic zeolite, those having a pore diameter of 0.6 to 0.9 nm can be used, and examples include Abscents 1000, Abscents 2000, Abscents 3000 (above Union Showa Co., Ltd.) and the like. The pore diameter can be confirmed by structural analysis by X-ray diffraction. The average particle size of the hydrophobic zeolite (particle size at an integrated value of 50% in the particle size distribution determined by the laser diffraction / scattering method) is, for example, 3 to 5 μm.
吸収剤は、吸収能力の観点から、吸収剤保持層の重量に対して、0重量%より多く、10重量%以上、20重量%以上、30重量%以上、40重量%以上、又は50重量%以上の範囲で吸収剤保持層に含まれることができ、またバインダー樹脂への分散性及び成形性の観点から70重量%以下、60重量%以下、50重量%以下、又は40重量%以下の範囲で吸収剤保持層に含まれることができる。 The absorbent is more than 0% by weight, 10% by weight, 20% by weight, 30% by weight, 40% by weight, or 50% by weight with respect to the weight of the absorbent holding layer from the viewpoint of absorption capacity. In the above range, it can be contained in the absorbent retaining layer, and in the range of 70% by weight or less, 60% by weight or less, 50% by weight or less, or 40% by weight or less from the viewpoint of dispersibility in the binder resin and moldability. Can be contained in the absorbent retaining layer.
吸収剤保持層に用いることができるバインダー樹脂としては、有機バインダー、例えばポリエチレン系樹脂、ポリプロピレン系樹脂、飽和又は不飽和ポリエステル、アイオノマー、ポリ塩化ビニル(PVC)、ポリスチレン、及びこれらの誘導体、並びにこれらの混合物が挙げられる。 Binder resins that can be used for the absorbent-holding layer include organic binders such as polyethylene resins, polypropylene resins, saturated or unsaturated polyesters, ionomers, polyvinyl chloride (PVC), polystyrene, and derivatives thereof, and these Of the mixture.
吸収剤保持層の厚みは、吸収能力、成形性、及び弾性の観点から、10μm以上、20μm以上、又は30μm以上であることが好ましく、500μm以下、300μm以下、200μm以下、150μm以下、100μm、又は60μm以下であることが好ましい。 The thickness of the absorbent holding layer is preferably 10 μm or more, 20 μm or more, or 30 μm or more from the viewpoint of absorption capability, moldability, and elasticity, and is 500 μm or less, 300 μm or less, 200 μm or less, 150 μm or less, 100 μm, or It is preferable that it is 60 micrometers or less.
(接着層)
本発明のブリスターパック用積層体は、少なくとも印刷層とアルミニウム箔層との間を接着するために、印刷層とアルミニウム箔層との間に接着層を有する。また、本発明のブリスターパック用積層体は、その他のいずれか二層の間に、接着層を有してもよい。
(Adhesive layer)
The laminate for blister packs of the present invention has an adhesive layer between the printed layer and the aluminum foil layer in order to bond at least between the printed layer and the aluminum foil layer. Moreover, the laminated body for blister packs of this invention may have an adhesive layer between any other two layers.
本発明の接着層に用いてもよい接着剤としては、各層を接着するものであれば、限定されず、例えば接着機構で分類した場合、溶媒の蒸発により接着する溶剤揮散型接着剤、一旦溶融して冷却により固体に戻る際に接着する熱溶融型接着剤、圧力を加えることによって接着する感圧型接着剤等が挙げられる。具体的には、ブチルゴム系接着剤、オレフィン系接着剤、塩化ビニル系接着剤等が挙げられる。 The adhesive that may be used for the adhesive layer of the present invention is not limited as long as it adheres each layer. For example, when classified by an adhesive mechanism, a solvent-volatile adhesive that adheres by evaporation of the solvent, once melted Examples thereof include a hot-melt adhesive that adheres when it returns to solid by cooling, and a pressure-sensitive adhesive that adheres by applying pressure. Specific examples include a butyl rubber adhesive, an olefin adhesive, and a vinyl chloride adhesive.
その他、反応型接着剤を用いることができる。反応型接着剤は、接着剤に含まれる成分が化学反応によって変化することで硬化して接着するものである。反応型接着剤として、例えば、ウレタン系接着剤、アクリル系接着剤等が挙げられる。二液を混ぜ合わせる反応型接着剤の場合、例えば、主剤としてのポリオール系、ポリアミン系等と硬化剤としてのエポキシ系、ポリイソシアネート系等との組み合わせにより使用することができる。その塗布量は0.5〜10.0g/m2程度である。塗布量が少なすぎると接着力が不十分となる恐れがあり、一方で塗布量が多すぎてもさらなる接着力の向上は見られず、耐湿性、経済性の点でも望ましくない。 In addition, a reactive adhesive can be used. The reactive adhesive cures and adheres when the components contained in the adhesive change due to a chemical reaction. Examples of reactive adhesives include urethane adhesives and acrylic adhesives. In the case of a reactive adhesive that mixes two liquids, it can be used, for example, by a combination of a polyol, polyamine, or the like as a main agent and an epoxy, polyisocyanate, or the like as a curing agent. The coating amount is about 0.5 to 10.0 g / m 2 . If the coating amount is too small, the adhesive strength may be insufficient. On the other hand, if the coating amount is too large, no further improvement in the adhesive strength is observed, which is undesirable in terms of moisture resistance and economy.
印刷層とアルミニウム箔層との間に有する接着層は、ISO14577に準拠して測定した場合のマルテンス硬さが、350N/m2以上、360N/m2以上、370N/m2以上、380N/m2以上、390N/m2以上又は400N/m2以上、であることが好ましく、500N/m2以下、490N/m2以下、480N/m2以下、470N/m2以下、460N/m2以下、又は450N/m2以下であることが好ましい。上記範囲のマルテンス硬さを有する接着層を用いることによって、ブリスターパック成形時及び成形後のスプリングバックによるフィルム戻りを抑制して、印刷層とアルミニウム箔層との間での相間剥離を防止することができる。 Adhesive layer having between the print layer and the aluminum foil layer, Martens hardness when measured in accordance with ISO14577 is, 350 N / m 2 or more, 360N / m 2 or more, 370N / m 2 or more, 380 N / m 2 or more, preferably 390 N / m 2 or more, or 400 N / m 2 or more,, 500 N / m 2 or less, 490 N / m 2 or less, 480N / m 2 or less, 470N / m 2 or less, 460N / m 2 or less Or 450 N / m 2 or less. By using an adhesive layer having a Martens hardness within the above range, it is possible to suppress film return by blister pack molding and spring back after molding, and prevent interlaminar separation between the printed layer and the aluminum foil layer. Can do.
マルテンス硬さが小さすぎる接着層を用いた場合、ブリスターパック成形時及び成形後のスプリングバックによるフィルム戻りを抑制することができないため、印刷層とアルミニウム箔層との間で剥がれて、しわやデラミネーション等の外観不良が発生するので好ましくない。また、マルテンス硬さが大きすぎる接着層を用いた場合、ブリスターパック成形時に接着層が割れてしまい、成形後のスプリングバックによるフィルム戻りを抑制することができないため、印刷層とアルミニウム箔層との間で剥がれて、しわやデラミネーション等の外観不良が発生するので好ましくない。 If an adhesive layer with too low Martens hardness is used, film return due to springback after molding or after molding cannot be suppressed.Therefore, peeling between the printed layer and the aluminum foil layer causes wrinkles and This is not preferable because appearance defects such as lamination occur. Also, if an adhesive layer with too high Martens hardness is used, the adhesive layer breaks during blister pack molding, and film return due to springback after molding cannot be suppressed, so the printed layer and the aluminum foil layer It is not preferable because it is peeled off between them and appearance defects such as wrinkles and delamination occur.
接着層のマルテンス硬さを調整する方法として、例えば、反応型接着剤を用いる場合において、主剤と硬化剤との割合を加減することにより調整することができる。 As a method for adjusting the Martens hardness of the adhesive layer, for example, when a reactive adhesive is used, it can be adjusted by adjusting the ratio of the main agent and the curing agent.
なお本発明において、接着層のマルテンス硬さは、接着剤を硬化後の厚みが1〜2μmとなるようにガラス板上にスピンコートし、乾燥させた後、ISO14577に準拠して、卓上型ナノインデンター硬度測定機(TRH−001、株式会社テクニシモ)を測定機として用いることによって、押込み量0.5mm、押込み速度5.0μm/sの条件で測定することができる。 In the present invention, the Martens hardness of the adhesive layer is such that the adhesive is spin-coated on a glass plate so that the thickness after curing is 1 to 2 μm, dried, and then in accordance with ISO14577. By using an indenter hardness measuring machine (TRH-001, Technicimo Co., Ltd.) as a measuring machine, it can be measured under conditions of an indentation amount of 0.5 mm and an indentation speed of 5.0 μm / s.
(ブリスターパック、及びブリスターパック包装体)
本発明のブリスターパックは、例えば上記のブリスターパック用積層体、及び蓋材を有する。ブリスターパック用積層体の吸収層と蓋材は、少なくとも部分的に接着する。ブリスターパック用積層体に、錠剤等の内容物を収納するためのポケット部の成形をした後に内容物をポケット部に収容し、蓋材を接着させて、ブリスターパックのポケット部に内容物を収納したブリスターパック包装体を作製することができる。
(Blister pack and blister pack package)
The blister pack of the present invention includes, for example, the above-described laminated body for blister packs and a lid material. The absorbent layer and the lid material of the blister pack laminate are at least partially bonded. After forming the pocket part for storing the contents such as tablets in the laminated body for blister pack, the contents are stored in the pocket part, and the lid material is adhered to store the contents in the pocket part of the blister pack A blister pack package can be produced.
蓋材は、例えば熱可塑性樹脂層と金属層とを含む。その樹脂層としては、熱可塑性樹脂を用いることができる。また、金属層としては、純アルミニウム箔、アルミニウム合金箔等のアルミニウム箔を用いることができる。好ましくは、蓋材は、アルミニウム箔に熱可塑性樹脂層がコーティングされた形態であり、蓋材の熱可塑性樹脂層と、ブリスターパック用積層体の接着する層(吸収層)とは、接着性を高める観点から、同じ樹脂を含むことができる。また、アルミニウム箔にポリオレフィン系ポリマーアロイ等のイージーピール性樹脂がコーティング、またはイージーピールフィルムが積層された形態とすることもできる。この場合、ブリスターパックと蓋材との接着界面で剥離させることで、内容物を取り出すことができる。 The lid member includes, for example, a thermoplastic resin layer and a metal layer. As the resin layer, a thermoplastic resin can be used. As the metal layer, an aluminum foil such as a pure aluminum foil or an aluminum alloy foil can be used. Preferably, the lid is in a form in which a thermoplastic resin layer is coated on an aluminum foil, and the thermoplastic resin layer of the lid and the layer (absorbing layer) to which the laminate for blister packs adheres have an adhesive property. From the viewpoint of enhancing, the same resin can be included. Alternatively, an aluminum foil may be coated with an easy peel resin such as polyolefin polymer alloy, or an easy peel film may be laminated. In this case, the contents can be taken out by peeling at the bonding interface between the blister pack and the lid.
本発明のブリスターパックのその他の態様として、上記のブリスターパック用積層体から選択される2つの積層体が、吸収層を向かい合わせにして少なくとも部分的に接着する。2つのブリスターパック用積層体の両方に、錠剤等の内容物を収納するためのポケット部の成形をした後に内容物をポケット部に収容し、2つのブリスターパック用積層体の吸収層同士を接着させて、ブリスターパックのポケット部に内容物を収納したブリスターパック包装体を作製することができる。 As another aspect of the blister pack of the present invention, two laminates selected from the above-mentioned laminate for blister packs are bonded at least partially with the absorbent layers facing each other. After forming the pocket for storing the contents such as tablets on both the two blister pack laminates, the contents are stored in the pockets and the absorbent layers of the two blister pack laminates are bonded together. Thus, a blister pack package in which the contents are stored in the pocket portion of the blister pack can be produced.
本発明のブリスターパックの内容物としては、外気との接触によって劣化しうる物であれば限定されるものではなく、製剤の他、食品、化粧品、医療機器、電子部品等を挙げることができる。また、製剤としては、医薬品製剤の他、洗浄剤、農薬等を含む。 The contents of the blister pack of the present invention are not limited as long as they can be deteriorated by contact with the outside air, and examples thereof include foods, cosmetics, medical devices, electronic components, and the like. In addition to pharmaceutical preparations, preparations include detergents, agricultural chemicals and the like.
図1は、ブリスターパック100の概略図である。ここでは、順に基材層1、印刷層2、接着層3、アルミニウム箔層4、随意の補強層5、及び吸収層6が積層してなるブリスターパック用積層体10に、蓋材7が接着されており、積層体10に形成されたドーム状のポケット部に、内容物300が内包されている。
FIG. 1 is a schematic view of a
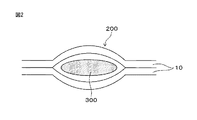
図2は、その他態様のブリスターパック200の概略図である。2つのブリスターパック用積層体10の吸収層同士が接着されており、積層体10に形成されたポケット部に、内容物300が内包されている。
FIG. 2 is a schematic view of a
図3は、本発明のブリスターパック100の層構造の概略図である。この図においては、ブリスターパック100のポケット部が形成されていない端部を示しており、順に、基材層1、印刷層2、接着層3、アルミニウム箔層4、随意の補強層5、及び吸収層6が積層されてなるブリスターパック用積層体10に、蓋材7が接着されている。吸収層6は、外スキン層6a、吸収剤保持層6b、及び内スキン層6cから構成され、また蓋材7は熱可塑性樹脂層7a及び金属層7bから構成される。
FIG. 3 is a schematic view of the layer structure of the
(実施例1)
(吸収層の作製)
内外スキン層用の材料として、直鎖状低密度ポリエチレン(LLDPE)(エボリューSP2520、株式会社プライムポリマー)の樹脂ペレットを用意した。吸収剤保持層用の材料としては、エチレンメタクリル酸変性ポリエチレン(ニュクレルAN42115C、三井デュポン株式会社)と吸収剤であるゼオライト(モレキュラーシーブ3A、ユニオン昭和)を混練押出機に入れ、樹脂を加熱溶融しながら混練した後、これを押出機で押し出して冷却することによって、吸収剤保持層用樹脂ペレットを得た。吸収剤保持層用樹脂ペレットにおけるゼオライトの含有量は、当該ペレットの重量の53重量%とした。そして、内外スキン層用樹脂ペレットと吸収剤保持層用樹脂ペレットを用いて、空冷方式インフレーション成形機による共押出成形で吸収層となるフィルムを成膜した。得られた吸収層の厚みは、内側スキン層が10μm、吸収剤保持層が30μm、外スキン層が20μmであった。インフレーション成形は、樹脂温度170℃、引取速度10m/minで、三層インフレーション成形機(TUL−600R、株式会社プラコー)により行った。
Example 1
(Production of absorption layer)
Resin pellets of linear low density polyethylene (LLDPE) (Evolue SP2520, Prime Polymer Co., Ltd.) were prepared as materials for the inner and outer skin layers. As materials for the absorbent holding layer, ethylene-methacrylic acid-modified polyethylene (Nucleel AN42115C, Mitsui DuPont Co., Ltd.) and the absorbent zeolite (Molecular Sieve 3A, Union Showa) are put into a kneading extruder, and the resin is heated and melted. Then, the mixture was extruded and cooled by an extruder to obtain resin pellets for the absorbent holding layer. The content of zeolite in the resin pellet for the absorbent retaining layer was 53% by weight of the weight of the pellet. And the film used as an absorption layer was formed into a film by co-extrusion molding by an air-cooling type inflation molding machine using the resin pellets for the inner and outer skin layers and the resin pellets for the absorbent holding layer. The thickness of the obtained absorption layer was 10 μm for the inner skin layer, 30 μm for the absorbent retaining layer, and 20 μm for the outer skin layer. Inflation molding was performed by a three-layer inflation molding machine (TUL-600R, Plako Corporation) at a resin temperature of 170 ° C. and a take-up speed of 10 m / min.
(積層体の作製)
25μmの厚みを有するPETフィルム(E5102、東洋紡株式会社)の片面に、グラビア印刷により乾燥後の印刷膜厚が1〜2μmとなるように印刷層を設け、印刷層側に接着層をバーコートにより塗布して、乾燥後に、アルミニウム箔の表面が粗い面(マット面)にラミネートすることにより、積層体aを得た。
(Production of laminate)
A printing layer is provided on one side of a PET film (E5102, Toyobo Co., Ltd.) having a thickness of 25 μm so that the printed film thickness after drying is 1 to 2 μm by gravure printing, and the adhesive layer is applied to the printing layer side by bar coating. After applying and drying, a laminate a was obtained by laminating the aluminum foil on a rough surface (matt surface).
ここで、積層体aの接着層に用いた接着剤として、主剤(タケラック(商標)A525S、三井化学株式会社)、硬化剤(タケネート(商標)A50、三井化学株式会社)をそれぞれ9:1.2の重量比で含むウレタン系接着剤を用いた。なお、接着剤の塗工量は3〜4g/m2で行った。 Here, the main agent (Takelac (trademark) A525S, Mitsui Chemicals, Inc.) and the curing agent (Takenate (trademark) A50, Mitsui Chemicals, Inc.) are respectively used as the adhesive used for the adhesive layer of the laminate a. A urethane adhesive containing a weight ratio of 2 was used. In addition, the coating amount of the adhesive was 3 to 4 g / m 2 .
12μmの厚みを有するPETフィルム(PCBC、ユニチカ株式会社)の片面に接着層をバーコートにより塗布して、積層体aのアルミニウム箔の艶面にラミネートした。その後、40℃の環境下で14日間保存してエージングを行うことにより積層体bを得た。 An adhesive layer was applied to one side of a PET film (PCBC, Unitika Ltd.) having a thickness of 12 μm by bar coating, and laminated on the glossy surface of the aluminum foil of the laminate a. Then, the laminated body b was obtained by storing for 14 days in 40 degreeC environment, and performing aging.
積層体bの12μmの厚みを有するPETフィルム面に接着層をバーコートにより塗布して、吸収層をラミネートすることにより積層体cを得た。その後、40℃の環境下で3日間保存してエージングを行うことにより評価用のサンプルを得た。 An adhesive layer was applied to the surface of the laminate b having a thickness of 12 μm by bar coating, and an absorbent layer was laminated to obtain a laminate c. Then, the sample for evaluation was obtained by performing aging by storing for 3 days in an environment of 40 ° C.
上記積層体b及びcの接着層に用いた接着剤として、主剤(タケラック(商標)A525S、三井化学株式会社)、硬化剤(タケネート(商標)A50、三井化学株式会社)をそれぞれ9:1の重量比で含むウレタン系接着剤を用いた。なお、各層間の接着剤の塗工量は3〜4g/m2で行った。 As the adhesive used for the adhesive layers of the laminates b and c, the main agent (Takelac (trademark) A525S, Mitsui Chemicals) and the curing agent (Takenate (trademark) A50, Mitsui Chemicals) are each 9: 1. A urethane-based adhesive contained in a weight ratio was used. In addition, the coating amount of the adhesive agent between each layer was 3-4 g / m < 2 >.
実施例1の評価用のサンプルの層構成を表1に示す。 The layer structure of the sample for evaluation of Example 1 is shown in Table 1.
(実施例2)
積層体aの接着層に用いた接着剤として、主剤(タケラック(商標)A525S、三井化学株式会社)、硬化剤(タケネート(商標)A50、三井化学株式会社)をそれぞれ9:1.3の重量比で含むウレタン系接着剤を用いた以外は、実施例1と同様の手順で、評価用サンプルを得た。実施例2の評価用のサンプルの層構成を表1に示す。
(Example 2)
As the adhesive used for the adhesive layer of the laminate a, the main agent (Takelac (trademark) A525S, Mitsui Chemicals, Inc.) and the curing agent (Takenate (trademark) A50, Mitsui Chemicals, Inc.) each have a weight of 9: 1.3. A sample for evaluation was obtained in the same procedure as in Example 1 except that the urethane-based adhesive contained in the ratio was used. The layer structure of the sample for evaluation of Example 2 is shown in Table 1.
(実施例3)
積層体aの接着層に用いた接着剤として、主剤(タケラック(商標)A525S、三井化学株式会社)、硬化剤(タケネート(商標)A50、三井化学株式会社)をそれぞれ9:1.4の重量比で含むウレタン系接着剤を用いた以外は、実施例1と同様の手順で、評価用サンプルを得た。実施例3の評価用のサンプルの層構成を表1に示す。
(Example 3)
As the adhesive used for the adhesive layer of the laminate a, the main agent (Takelac (trademark) A525S, Mitsui Chemicals, Inc.) and the curing agent (Takenate (trademark) A50, Mitsui Chemicals, Inc.) each have a weight of 9: 1.4. A sample for evaluation was obtained in the same procedure as in Example 1 except that the urethane-based adhesive contained in the ratio was used. The layer structure of the sample for evaluation of Example 3 is shown in Table 1.
(比較例1)
積層体aの接着層に用いた接着剤として、主剤(タケラック(商標)A525S、三井化学株式会社)、硬化剤(タケネート(商標)A50、三井化学株式会社)をそれぞれ9:1の重量比で含むウレタン系接着剤を用いた以外は、実施例1と同様の手順で、評価用サンプルを得た。比較例1の評価用のサンプルの層構成を表1に示す。
(Comparative Example 1)
As the adhesive used for the adhesive layer of the laminate a, the main agent (Takelac (trademark) A525S, Mitsui Chemicals, Inc.) and the curing agent (Takenate (trademark) A50, Mitsui Chemicals, Inc.) are each in a weight ratio of 9: 1. A sample for evaluation was obtained in the same procedure as in Example 1 except that the urethane-based adhesive contained was used. Table 1 shows the layer structure of the sample for evaluation of Comparative Example 1.
(比較例2)
積層体aの接着層に用いた接着剤として、主剤(タケラック(商標)A525S、三井化学株式会社)、硬化剤(タケネート(商標)A50、三井化学株式会社)をそれぞれ9:1.1の重量比で含むウレタン系接着剤を用いた以外は、実施例1と同様の手順で、評価用サンプルを得た。比較例2の評価用のサンプルの層構成を表1に示す。
(Comparative Example 2)
As the adhesive used for the adhesive layer of the laminate a, the main agent (Takelac (trademark) A525S, Mitsui Chemicals) and the curing agent (Takenate (trademark) A50, Mitsui Chemicals) each have a weight of 9: 1.1. A sample for evaluation was obtained in the same procedure as in Example 1 except that the urethane-based adhesive contained in the ratio was used. Table 1 shows the layer structure of the sample for evaluation in Comparative Example 2.
(比較例3)
積層体aの接着層に用いた接着剤として、主剤(タケラック(商標)A525S、三井化学株式会社)、硬化剤(タケネート(商標)A50、三井化学株式会社)をそれぞれ9:1.5の重量比で含むウレタン系接着剤を用いた以外は、実施例1と同様の手順で、評価用サンプルを得た。比較例3の評価用のサンプルの層構成を表1に示す。
(Comparative Example 3)
As the adhesive used for the adhesive layer of the laminate a, the main agent (Takelac (trademark) A525S, Mitsui Chemicals) and the curing agent (Takenate (trademark) A50, Mitsui Chemicals) each have a weight of 9: 1.5. A sample for evaluation was obtained in the same procedure as in Example 1 except that the urethane-based adhesive contained in the ratio was used. Table 1 shows the layer structure of the sample for evaluation in Comparative Example 3.
(比較例4)
積層体aの接着層に用いた接着剤として、主剤(タケラック(商標)A525S、三井化学株式会社)、硬化剤(タケネート(商標)A50、三井化学株式会社)をそれぞれ9:1.6の重量比で含むウレタン系接着剤を用いた以外は、実施例1と同様の手順で、評価用サンプルを得た。比較例4の評価用のサンプルの層構成を表1に示す。
(Comparative Example 4)
As the adhesive used for the adhesive layer of the laminate a, the main agent (Takelac (trademark) A525S, Mitsui Chemicals, Inc.) and the curing agent (Takenate (trademark) A50, Mitsui Chemicals, Inc.) each have a weight of 9: 1.6. A sample for evaluation was obtained in the same procedure as in Example 1 except that the urethane-based adhesive contained in the ratio was used. Table 1 shows the layer structure of the sample for evaluation in Comparative Example 4.
(評価1:成形試験)
実施例1〜3及び比較例1〜4の評価用サンプルに、室温で深さ5.0mmの医薬品製剤のポケット部を成形した。成形機は、日本オートマチックマシン株式会社のハイスピード油圧プレス(HYP505H)を用いた。プラグ材質は、粘度平均分子量550万の超高分子量ポリエチレン樹脂(製品名:ニューライト(商標)NL−W、作新工業株式会社)であり、プラグ径は13mm、成形速度は200mm/s、成形圧力は7.7MPa、押込み保持時間は1秒とした。ここでは、成形される部位の周囲が圧を掛けながら固定された後、プラグ(凸部分)が設定された長さだけ押し出されることで、積層体がドーム型に成形される。
(Evaluation 1: Molding test)
A pocket part of a pharmaceutical preparation having a depth of 5.0 mm was molded at room temperature on the evaluation samples of Examples 1 to 3 and Comparative Examples 1 to 4. A high-speed hydraulic press (HYP505H) manufactured by Nippon Automatic Machine Co., Ltd. was used as the molding machine. The plug material is ultra high molecular weight polyethylene resin (product name: Newlite (trademark) NL-W, Sakushin Kogyo Co., Ltd.) having a viscosity average molecular weight of 5.5 million, the plug diameter is 13 mm, the molding speed is 200 mm / s, and the molding is performed. The pressure was 7.7 MPa and the indentation holding time was 1 second. Here, after the periphery of the part to be molded is fixed while pressure is applied, the stacked body is formed into a dome shape by pushing out the plug (convex part) for a set length.
ここでは、成形したポケット部に割れやキズ、凹み、デラミネーション等の外観不良が目視で発生していなかった場合を○とし、成形したポケット部に割れやキズ、凹み、デラミネーション等の外観不良が目視で発生した場合を×とした。その結果を表1に示す。 Here, the case where there were no visual defects such as cracks, scratches, dents, delamination, etc. in the molded pocket part was marked with ○, and the appearance defects such as cracks, scratches, dents, delamination, etc. in the molded pocket part. When x occurred visually, it was set as x. The results are shown in Table 1.
(評価2:加熱試験)
実施例1〜3及び比較例1〜4の成形試験後のサンプルを150℃のオーブンに15秒間放置して、外観の目視観察を行った。ここでは、加熱試験後に成形したポケット部及びその周辺部に割れやキズ、しわ、デラミネーション等の外観不良が目視で発生しなかった場合を○とし、加熱試験後に成形したポケット部及びその周辺部に割れやキズ、しわ、デラミネーション等の外観不良が目視で発生した場合を×とした。その結果を表1に示す。
(Evaluation 2: Heating test)
The samples after the molding tests of Examples 1 to 3 and Comparative Examples 1 to 4 were left in an oven at 150 ° C. for 15 seconds, and the appearance was visually observed. Here, the case where the appearance of defects such as cracks, scratches, wrinkles, delamination, etc. did not occur visually in the pocket part formed around the heating test and its peripheral part was marked with ○, and the pocket part formed around the heating test and its peripheral part In the case where appearance defects such as cracks, scratches, wrinkles, delamination, etc. occurred visually, the case was evaluated as x. The results are shown in Table 1.
(評価3:保管試験)
実施例1〜3及び比較例1〜4の成形試験後のサンプルを温度40℃、相対湿度75%の環境下で14日間放置して、外観の目視観察を行った。ここでは、保管試験後に成形したポケット部及びその周辺部に割れやキズ、凹み、デラミネーション等の外観不良が目視で発生しなかった場合を○とし、保管試験後に成形したポケット部及びその周辺部に割れやキズ、凹み、デラミネーション等の外観不良が目視で発生した場合を×とした。その結果を表1に示す。
(Evaluation 3: Storage test)
The samples after the molding tests of Examples 1 to 3 and Comparative Examples 1 to 4 were left in an environment of a temperature of 40 ° C. and a relative humidity of 75% for 14 days, and the appearance was visually observed. Here, when the appearance of defects such as cracks, scratches, dents, delamination, etc. did not occur in the pocket portion molded after the storage test and its peripheral portion, the pocket portion and the peripheral portion formed after the storage test were marked as ◯. In the case where defects in appearance such as cracks, scratches, dents, delamination, etc. occurred visually, the case was evaluated as x. The results are shown in Table 1.
(評価4:接着剤の硬さ評価)
実施例1〜3及び比較例1〜4で用いている接着剤を、硬化後の厚みが1〜2μmとなるようにガラス板上にスピンコートした後、ISO14577に準拠して、マルテンス硬さを測定した。卓上型ナノインデンター硬度測定機(TRH−001、株式会社テクニシモ)を測定機として用いて、押込み量は0.5mm、押込み速度は5.0μm/sの条件で測定した。その結果を表1に示す。

After spin-coating the adhesive used in Examples 1 to 3 and Comparative Examples 1 to 4 on a glass plate so that the thickness after curing is 1 to 2 μm, the Martens hardness is determined in accordance with ISO14577. It was measured. Using a tabletop nanoindenter hardness measuring machine (TRH-001, Technicimo Co., Ltd.) as a measuring machine, the indentation amount was 0.5 mm and the indentation speed was 5.0 μm / s. The results are shown in Table 1.
表1の結果から分かるように、小さすぎる又は大きすぎるマルテンス硬さを有する接着剤を用いた比較例1〜4と比較して、好ましいマルテンス硬さを有する接着剤を用いた実施例1〜3では、成形時及び成形後のキズ、凹み、デラミネーション等の外観不良が発生しなかった。 As can be seen from the results in Table 1, Examples 1 to 3 using adhesives having preferred Martens hardness as compared to Comparative Examples 1 to 4 using adhesives having Martens hardness that is too small or too large. Thus, no appearance defects such as scratches, dents, and delamination occurred during and after molding.
これは、好ましい硬さを有する接着剤を用いることで、印刷層とアルミニウム箔間において、成形時及び成形後のスプリングバックによるフィルム戻りを抑えることができるため、凹み、デラミネーション等の外観不良が発生しなくなると考えられる。一方で、大きすぎるマルテンス硬さを有する接着剤を用いた場合、印刷層とアルミニウム箔間において、成形時に接着剤が割れてしまい、成形後のフィルム戻りを抑えることができないため、凹み、デラミネーション等の外観不良が発生すると考えられる。 This is because, by using an adhesive having a preferable hardness, it is possible to suppress film return due to springback during molding and after molding between the printed layer and the aluminum foil, so that appearance defects such as dents and delamination are not caused. It is thought that it will not occur. On the other hand, when an adhesive having a too high Martens hardness is used, the adhesive cracks during molding between the printed layer and the aluminum foil, and the film return after molding cannot be suppressed. It is considered that appearance defects such as the above occur.
100、200 ブリスターパック
300 内容物
10 ブリスターパック用積層体
1 基材層
2 印刷層
3 接着層
4 アルミニウム箔層
5 補強層
6 吸収層
7 蓋材
6a 外スキン層
6b 吸収剤保持層
6c 内スキン層
7a 熱可塑性樹脂層
7b 金属層
100, 200
Claims (11)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015123070A JP6545014B2 (en) | 2015-06-18 | 2015-06-18 | Blister pack laminate and blister pack using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015123070A JP6545014B2 (en) | 2015-06-18 | 2015-06-18 | Blister pack laminate and blister pack using the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017007689A true JP2017007689A (en) | 2017-01-12 |
| JP6545014B2 JP6545014B2 (en) | 2019-07-17 |
Family
ID=57762738
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015123070A Active JP6545014B2 (en) | 2015-06-18 | 2015-06-18 | Blister pack laminate and blister pack using the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6545014B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018135591A1 (en) * | 2017-01-20 | 2018-07-26 | 共同印刷株式会社 | Packaging bag and manufacturing method therefor |
| EP3708515A4 (en) * | 2017-11-10 | 2021-08-18 | Kyodo Printing Co., Ltd. | Cover material for blister packs |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009297936A (en) * | 2008-06-11 | 2009-12-24 | Toppan Printing Co Ltd | Moistureproof packaging material |
| WO2010029833A1 (en) * | 2008-09-09 | 2010-03-18 | 株式会社 きもと | Laminate and display device |
| WO2012029323A1 (en) * | 2010-09-01 | 2012-03-08 | 共同印刷株式会社 | Laminate, packaging container, and packaging body |
| WO2013140821A1 (en) * | 2012-03-23 | 2013-09-26 | 第一三共株式会社 | Layered body for ptp or blister pack, and ptp or blister pack |
| JP2013199283A (en) * | 2012-03-23 | 2013-10-03 | Daiichi Sankyo Co Ltd | Laminate for ptp or blister pack, and ptp or blister pack which is molded by using the same |
| WO2014163198A1 (en) * | 2013-04-05 | 2014-10-09 | 三菱レイヨン株式会社 | Multilayer structure, method for producing same, and article |
-
2015
- 2015-06-18 JP JP2015123070A patent/JP6545014B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009297936A (en) * | 2008-06-11 | 2009-12-24 | Toppan Printing Co Ltd | Moistureproof packaging material |
| WO2010029833A1 (en) * | 2008-09-09 | 2010-03-18 | 株式会社 きもと | Laminate and display device |
| WO2012029323A1 (en) * | 2010-09-01 | 2012-03-08 | 共同印刷株式会社 | Laminate, packaging container, and packaging body |
| WO2013140821A1 (en) * | 2012-03-23 | 2013-09-26 | 第一三共株式会社 | Layered body for ptp or blister pack, and ptp or blister pack |
| JP2013199283A (en) * | 2012-03-23 | 2013-10-03 | Daiichi Sankyo Co Ltd | Laminate for ptp or blister pack, and ptp or blister pack which is molded by using the same |
| WO2014163198A1 (en) * | 2013-04-05 | 2014-10-09 | 三菱レイヨン株式会社 | Multilayer structure, method for producing same, and article |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018135591A1 (en) * | 2017-01-20 | 2018-07-26 | 共同印刷株式会社 | Packaging bag and manufacturing method therefor |
| CN110191847A (en) * | 2017-01-20 | 2019-08-30 | 共同印刷株式会社 | Packaging bag and its manufacturing method |
| US11077998B2 (en) | 2017-01-20 | 2021-08-03 | Kyodo Printing Co., Ltd. | Packaging bag and manufacturing method therefor |
| CN110191847B (en) * | 2017-01-20 | 2021-09-21 | 共同印刷株式会社 | Packaging bag and method for manufacturing same |
| EP3708515A4 (en) * | 2017-11-10 | 2021-08-18 | Kyodo Printing Co., Ltd. | Cover material for blister packs |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6545014B2 (en) | 2019-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6524080B2 (en) | Absorbent layer for blister pack, laminate containing the same, and blister pack using the same | |
| JP6516842B2 (en) | Blister pack laminate and blister pack using the same | |
| EP2612824A1 (en) | Laminate, packaging container, and packaging body | |
| WO2015194645A1 (en) | Absorbent layer for blister packs, laminate comprising same, and blister pack using said laminate | |
| WO2016204291A1 (en) | Laminate for use in blister pack, and blister pack using same | |
| JP6573607B2 (en) | Easy-cut absorbable laminate and packaging bag using the same | |
| WO2015186640A1 (en) | Laminate for use in blister pack, blister pack using same, and blister pack packaging | |
| WO2016204292A1 (en) | Laminate for use in blister pack, and blister pack using same | |
| WO2015194644A1 (en) | Laminate for blister pack and blister pack using same | |
| JP6545014B2 (en) | Blister pack laminate and blister pack using the same | |
| JP6811622B2 (en) | Film for moisture absorption and gas adsorption and laminate for packaging | |
| JP6576239B2 (en) | Blister pack laminate and blister pack using the same | |
| JP7412088B2 (en) | Absorbent transparent lid material | |
| JP6902862B2 (en) | Laminated body for blister pack and blister pack using it | |
| JP2020175935A (en) | Content containing blister pack | |
| JP2019150987A (en) | Laminate for blister pack, and blister pack including the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180309 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190521 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6545014 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |