JP2017004820A - テープ巻付装置、チューブ状外装部材取付装置及び電線モジュール製造方法 - Google Patents
テープ巻付装置、チューブ状外装部材取付装置及び電線モジュール製造方法 Download PDFInfo
- Publication number
- JP2017004820A JP2017004820A JP2015118949A JP2015118949A JP2017004820A JP 2017004820 A JP2017004820 A JP 2017004820A JP 2015118949 A JP2015118949 A JP 2015118949A JP 2015118949 A JP2015118949 A JP 2015118949A JP 2017004820 A JP2017004820 A JP 2017004820A
- Authority
- JP
- Japan
- Prior art keywords
- tube
- tape
- electric wire
- tape winding
- winding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




























Abstract
【課題】分岐部を有する電線において、作業工数を低減しつつテープ巻きを行うこと。【解決手段】テープ巻付装置20は、複数の線状体を各線状体の延在方向に沿ってそれぞれ引っ張る引張機構80と、引張機構80により所定の長さ引っ張られた各線状体の中間部を1つの箇所にまとめる結集部55と、線状体の周囲に粘着テープが巻回されたテープ巻回体18Bを回転させることで粘着テープを巻付けるテープ巻付部3Xと、を備える。テープ巻付部3Xは、各線状体の引張方向において各線状体の中間部よりも下流側に位置する部分に対し、複数の線状体それぞれに粘着テープを巻付け、引張方向において各線状体の中間部の上流側に位置する部分に対し、複数の線状体を一括するように粘着テープを巻付ける。【選択図】図33
Description
本発明は、電線等の線状体の周囲にテープを巻付ける技術に関する。
自動車等の車両に搭載されるワイヤーハーネスが、電線及びコルゲートチューブを含むことがある。
また、電線等の周囲にテープを巻回する技術が、例えば、特許文献1に開示されている。特許文献1に記載のテープ巻機は、スリットが形成されたコルゲートチューブに電線を挿入し、電線が挿入されたコルゲートチューブに対してその周囲にテープ巻回体を回転させることで、コルゲートチューブに対してテープが巻き付けられる。
ところで、ワイヤーハーネスに搭載される電線が、本線部と本線部の端部から延出する複数の分岐線部とを含むことがある。ここで、本線部と複数の分岐線部との境界を分岐部と称する。
分岐部を有する電線において、特許文献1に示されるテープ巻機を用いてテープ巻きが行われる場合、例えば、一の分岐線部をテープ巻機にセットしてテープ巻きを行い、その後、一の分岐線部をテープ巻機から取り外し、その他の分岐線部若しくは本線部をテープ巻機にセットしてテープ巻きを行うことが考えられる。
しかしながら、上記の場合、一の分岐線部のテープ巻き完了後、テープ巻機から取り外す作業及び一の分岐線部を取り外した後にその他の分岐線部若しくは本線部をテープ巻機にセットする作業が必要となり、作業工数の増大が懸念される。
本発明は、分岐部を有する電線において、作業工数を低減しつつテープ巻きを行う技術を提供することを目的とする。
第1態様に係るテープ巻付装置は、並列に並ぶ複数の線状体を、各線状体の延在方向に沿ってそれぞれ引っ張る引張機構と、前記引張機構により所定の長さ引っ張られた前記各線状体の中間部を1つの箇所にまとめる結集部と、前記線状体の周囲に粘着テープが巻回されたテープ巻回体を回転させることで、前記線状体の周囲に前記粘着テープを巻付けるテープ巻付部と、を備え、前記テープ巻付部は、前記各線状体の引張方向において前記各線状体の前記中間部よりも下流側に位置する部分に対し、前記複数の線状体それぞれの周囲に前記テープ巻回体を回転させることで、前記複数の線状体それぞれに前記粘着テープを巻付け、前記引張方向において前記各線状体の前記中間部の上流側に位置する部分に対し、前記複数の線状体を一括してその周囲に前記テープ巻回体を回転させることで、前記複数の線状体を一括するように前記粘着テープを巻付ける。
第2態様に係るテープ巻付装置は、第1態様に係るテープ巻付装置の一態様である。第2態様に係るテープ巻付装置においては、前記結集部は、並列に並ぶ前記複数の線状体の最も外側に位置する2つの前記線状体のさらに外側に配設された一対の支持部と、前記一対の支持部を相互に若しくは一方を他方に近付けることが可能に移動させる支持部移動機構と、を備える。
第3態様に係るテープ巻付装置は、第1態様又は第2態様に係るテープ巻付装置の一態様である。第3態様に係るテープ巻付装置においては、前記結集部は、前記複数の線状体の前記中間部が位置ずれしないように前記複数の線状体を把持し、前記結集部を前記引張機構の前記引張方向と同じ方向に移動させる結集部移動機構をさらに備える。
第4態様に係るテープ巻付装置は、第2態様に係るテープ巻付装置の一態様である。第4態様に係るテープ巻付装置においては、前記一対の支持部は、それぞれ回転可能に構成された一対の回転体である。
第5態様に係るチューブ状外装部材取付装置は、第1態様から第4態様のいずれか1つに係るテープ巻付装置と、電線とスリットが形成され前記電線に外装されたチューブ状外装部材とを含む前記線状体のうち前記電線を案内する電線案内部と、前記チューブ状外装部材を前記スリットで広げつつ前記電線案内部を通って案内される前記電線に対して外装可能に案内するチューブ案内部と、を含み、前記テープ巻付装置に対して前記引張方向の上流側に設けられたチューブ外装治具と、を備え、前記引張機構は、前記電線が前記電線案内部にセットされると共に、前記チューブ状外装部材が前記チューブ案内部にセットされて、前記チューブ状外装部材の一端部が前記電線のうち前記電線案内部から延出する部分に外装された状態で、前記チューブ状外装部材及び前記電線を含む前記線状体を前記チューブ外装治具から前記線状体の延在方向に沿って引っ張り、前記引張機構により前記チューブ外装治具から引っ張られた前記線状体における前記チューブ状外装部材の回りに、前記テープ巻付部を回転させることで、前記チューブ状外装部材周りに前記粘着テープを巻付ける。
第6態様に係るチューブ状外装部材取付装置は、第5態様に係るチューブ状外装部材取付装置の一態様である。第6態様に係るチューブ状外装部材取付装置においては、前記チューブ状外装部材は、太環状部と細環状部とが交互に連なるコルゲートチューブである。
第7態様に係る電線モジュール製造方法は、第1態様から第4態様のいずれか1つに係るテープ巻付装置を用いて行われ、本線部と本線部の端部から延出する複数の分岐線部とを含み、前記本線部及び前記複数の分岐線部に前記粘着テープが巻き付けられた電線モジュールを製造する電線モジュール製造方法であって、前記引張機構を用いて前記所定の長さ引っ張られた前記各線状体のうち前記中間部よりも前記引張方向下流側に存在する部分に前記テープ巻付部を用いて前記粘着テープを巻き付け、前記複数の線状体各々の周囲に前記粘着テープを巻付ける第一テープ巻き工程と、前記結集部を用いて前記複数の線状体各々の前記中間部をまとめる結集工程と、前記結集工程の後に行われ、まとめられた前記複数の線状体各々の前記中間部よりも前記引張方向上流側に存在する部分に対し、前記粘着テープが前記複数の線状体の周囲を一括して覆うように前記テープ巻付部を用いて前記複数の線状体に前記粘着テープを巻付ける第二テープ巻き工程と、を備える。
第8態様に係る電線モジュール製造方法は、第7態様に係る電線モジュール製造方法の一態様である。第8態様に係る電線モジュール製造方法においては、第5態様又は第6態様に係るチューブ状外装部材取付装置を用いて行われ、前記チューブ状外装部材は、第一チューブ状外装部材と第二チューブ状外装部材とを含み、前記チューブ外装治具における前記電線案内部は、第一電線案内部と第二電線案内部とを含み、前記チューブ案内部は、第一チューブ案内部と第二チューブ案内部とを含み、前記第一テープ巻き工程は、前記電線が前記第一電線案内部にセットされると共に、前記第一チューブ状外装部材が前記第一チューブ案内部にセットされ、前記第一チューブ状外装部材の一端部が前記電線のうち前記第一電線案内部から延出する部分に外装された状態で、前記引張機構によって前記所定の長さ引っ張りつつ、前記各線状体のうち前記中間部よりも前記引張方向下流側に存在する部分における前記第一チューブ状外装部材の周りに前記テープ巻付部を用いて前記粘着テープを巻き付け、前記複数の線状体それぞれの周囲に前記粘着テープを巻付ける工程であり、前記第二テープ巻き工程は、まとめられた前記複数の線状体各々の前記中間部から前記引張方向上流側に存在する前記複数の線状体における前記複数の電線が前記第二電線案内部にセットされると共に、前記第二チューブ状外装部材が前記第二チューブ案内部にセットされ、前記第二チューブ状外装部材の一端部が前記複数の電線のうち前記第二電線案内部から延出する部分に外装された状態で、前記引張機構を用いて引っ張りつつ、前記粘着テープが前記複数の線状体の周囲を一括して覆うように前記テープ巻付部を用いて前記複数の線状体に前記粘着テープを巻付ける工程である。
上記の各態様において、結集部によって並列に並んだ各線状体の中間部がまとめられる。この部分は、電線における分岐部となる。また、テープ巻付部により、中間部よりも引張方向下流側で、複数の線状体それぞれにテープ巻きを行うことができる。一方、中間部よりも引張方向上流側では、複数の線状体を一括してテープ巻きを行うことができる。この場合、複数の線状体における結集部によってまとめられた部分を分岐部とし、この分岐部の上流側及び下流側で上記のようにテープ巻きを行うことで、分岐部を有する電線を作ることができる。即ち、各線状体をテープ巻付装置から取り外す必要がなく、作業工数を低減できる。
第2態様においては、結集部は、一対の支持部を相互に若しくは一方を他方に近接させることで、複数の線状体の各中間部をまとめることができる。この場合も、各線状体をテープ巻付装置から取り外す必要がなく、作業工数を低減できる。
第3態様において、結集部は、線状体を把持し、また、結集部移動機構は、結集部を引張機構の引張方向と同じ方向に移動させる。この場合、テープ巻付部に対し線状体を移動させることで、線状体にテープ巻きを行うことが可能となる。
第4態様において、一対の支持部は、それぞれ回転可能に構成された一対の回転体である。この場合、線状体が一対の支持部間を通過する際に、一対の支持部が回転することで、線状体の引っ張り作業をより円滑に行うことができる。
第5態様において、チューブ状外装部材取付装置は、電線を案内する電線案内部と、スリットが形成されたチューブ状外装部材をスリットで広げつつ電線案内部を通って案内される電線に対して外装可能に案内するチューブ案内部とを含み、テープ巻付装置に対して電線の引出方向上流側に設けられたチューブ外装治具を備える。このため、テープ巻付時に電線の周囲にチューブ状外装部材を取り付ける動作を容易に行うことができる。
第6態様において、チューブ状外装部材は、太環状部と細環状部とが交互に連なるコルゲートチューブであるため、チューブ状外装部材を容易に曲げることができる。
また、第7態様においては、電線モジュール製造方法が、結集工程及び第二テープ巻き工程を備えることで、各線状体をテープ巻付装置から取り外すことなく、分岐部を有する電線モジュールを作ることができる。このため、作業工数を低減できる。
また、第8態様においては、さらに、テープ巻付時に電線の周囲にチューブ状外装部材を取り付ける動作を容易に行うことができる。
以下、添付の図面を参照しつつ、実施形態について説明する。以下の実施形態は、本発明を具現化した一例であり、本発明の技術的範囲を限定する事例ではない。
本実施形態では、テープ巻付装置290及びチューブ状外装部材取付装置20について説明する。テープ巻付装置290は、後述するようにテープ巻付部3X、引張機構80及び結集部55を備える。テープ巻付装置290は、チューブ状外装部材取付装置20に組み込まれている。
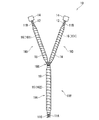
はじめに、図1,9,15を参照しつつ、チューブ状外装部材取付装置20を用いて製造されるチューブ状外装部材付電線モジュール10について説明する。図1は、チューブ状外装部材付電線モジュール10の概略図である。図9,15は、チューブ状外装部材取付装置20の動作を示す説明図であり、チューブ状外装部材付電線モジュール10におけるコルゲートチューブ16が描かれている。
図1に示されるように、チューブ状外装部材付電線モジュール10は、電線12に対してチューブ状外装部材としてコルゲートチューブ16を取付けた構成とされている。
ここでは、チューブ状外装部材付電線モジュール10は、複数の端子付電線11とコネクタ14とを含む電線モジュール10Bと、コルゲートチューブ16と、を備える。
複数の端子付電線11のいずれかの端部は、コネクタ14に挿入接続されることで、一つのまとまった配線材を構成している。複数の端子付電線11の他の端部は、他のコネクタに接続されていてもよいし、他のコネクタに接続されないままの状態であることもあり得る。
ここでは、チューブ状外装部材付電線モジュール10が、車両配線用のワイヤーハーネスの一部を構成する仮結(サブアッシーとも呼ばれる)であることを想定している。すなわち、車両等において配線として用いられるワイヤーハーネスを製造するにあたっては、その完成品形態よりも小さい形態である仮結に分けて製造し、その仮結を複数組合わせてワイヤーハーネスの完成形態とする工法が採用されることがある。
コルゲートチューブ16が取付けられる前の電線モジュール10Bは、一つ又は複数の端子付電線11と、一つ又は複数のコネクタ14とを備えている。端子付電線11のいずれかの端部がコネクタ14に挿入接続されることで、一つ又は複数の端子付電線11と一つ又は複数のコネクタ14とが物理的に連結され、一つ又は複数の端子付電線11と一つ又は複数のコネクタ14とが一つにまとまった配線材として取扱われる。かかる電線モジュール10Bが、他の仮結、電線等と組合わされることで、ワイヤーハーネスが製造される。
なお、本実施形態において、電線モジュール10Bは、本線部19Aと本線部19Aの端部から延出する複数の分岐線部19Bとを含む。ここでは、電線モジュール10Bは、本線部19Aの端部から延出する2つの分岐線部19Bを含む。
即ち、ここでは、本線部19Aを構成する複数の端子付電線11が本線部19Aの端部から2方向へ分岐して延出し、2つの分岐線部19Bを構成している。そして、2つの分岐線部19Bの端部が、それぞれコネクタ14に挿入接続された構成とされている。
また、本実施形態において、本線部19A及び分岐線部19Bは、ともに、複数の端子付電線11が束ねられた電線束部分110を含む。以下、必要に応じ、本線部19Aを構成する電線束部分110を、電線束部分11Aと称し、また、分岐線部19Bを構成する電線束部分110を、電線束部分11Bと称する。
そして、本線部19A及び2つの分岐線部19Bには、それぞれコルゲートチューブ16が外装されている。コルゲートチューブ16は、太環状部16aと細環状部16bとが交互に連なる樹脂製の筒状部材である(図9参照)。かかるコルゲートチューブ16は、比較的容易に曲げ変形できる。このため、コルゲートチューブ16は、保護対象となる電線束部分110を曲げ容易に保ちつつ当該電線束部分110を保護する部材として用いられる。コルゲートチューブ16には、延在方向に沿ってスリット17が形成されている(図15参照)。コルゲートチューブ16を当該スリット17で開いて電線束部分110に取付ける。なお、ここでは、複数の端子付電線11が束ねられた電線束部分110にコルゲートチューブ16を取付けて粘着テープ18を巻付ける例で説明するが、単一の電線に対してコルゲートチューブを取付けて粘着テープを巻付ける場合にも同様に実施可能である。
上記したように、コルゲートチューブ16には、粘着テープ18が巻付けられている。ここでは、粘着テープ18は、コルゲートチューブ16の両端部と当該端部から延出する電線束部分110とに巻付けられる。なお、本実施形態では、図1に示されるように、本線部19Aに外装されたコルゲートチューブ16と、分岐線部19Bに外装されたコルゲートチューブ16と、の間(以下、分岐部19Xと称する)の電線束部分110に、粘着テープ18が巻き付けられていない場合が示されているが、この分岐部19Xの電線束部分110に粘着テープ18が巻き付けられていてもよい。
コルゲートチューブ16の両端部及び当該端部から延出する電線束部分110に粘着テープ18が巻き付けられることにより、電線束部分110に対してコルゲートチューブ16が一定位置に位置決めされる。なお、粘着テープ18がコルゲートチューブ16の両端部において、電線束部分110に巻付けられていることは必須ではない。
また、粘着テープ18は、コルゲートチューブ16の中間部に対しても巻付けられている。ここでは、粘着テープ18は、各巻付周回においてコルゲートチューブ16の延在方向において互いに重なるように螺旋状に巻付けられている(かかる巻き方は密巻きと呼ばれることがある)。例えば、粘着テープ18の幅方向において半分程度重なるように、粘着テープ18が巻付けられる(かかる巻き方はハーフラップ巻きと呼ばれることがある)。粘着テープ18は、各巻付周回においてコルゲートチューブ16の延在方向において互いに重ならないように隙間をあけて螺旋状に巻付けられていてもよい(かかる巻き方は荒巻と呼ばれることがある)。このように、粘着テープ18を巻付けることによって、コルゲートチューブ16のスリット17の開きが抑制されている。後に説明するチューブ状外装部材取付装置20においては、少なくともコルゲートチューブ16の中間部に対する粘着テープ18の巻付けが行われる。
なお、チューブ状外装部材がコルゲートチューブ16であることは必須ではない。チューブ状外装部材は、樹脂等で形成された曲げ容易な管状の部材であればよい。
また、チューブ状外装部材取付電線モジュールが、ワイヤーハーネスの一部を構成する仮結であることは必須ではない。チューブ状外装部材取付電線モジュールが、ワイヤーハーネスの全体を構成する配線材であってもよい。
<チューブ状外装部材取付装置の全体構成>
チューブ状外装部材取付装置20は、上記電線束部分110に対してコルゲートチューブ16を外装しつつ、当該コルゲートチューブ16に粘着テープ18を巻付けるための装置である。なお、本実施形態では、チューブ状外装部材取付装置20は、後述する結集部55を備える。これにより、分岐部19Xを含む電線モジュール10Bを作ることが可能である。
チューブ状外装部材取付装置20は、上記電線束部分110に対してコルゲートチューブ16を外装しつつ、当該コルゲートチューブ16に粘着テープ18を巻付けるための装置である。なお、本実施形態では、チューブ状外装部材取付装置20は、後述する結集部55を備える。これにより、分岐部19Xを含む電線モジュール10Bを作ることが可能である。
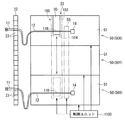
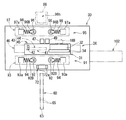
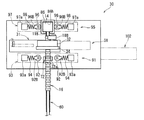
図2はチューブ状外装部材取付装置20の全体構成を示す概略平面図である。図3はチューブ状外装部材取付装置20における取付ユニット50X及び取付ユニット50Yとテープ巻付ユニット30とを示す概略斜視図である。図3では、取付ユニット50Yにおける結集部55が一部省略されている。また、図4は、チューブ状外装部材取付装置20における取付ユニット50Yとテープ巻付ユニット30とを示す概略斜視図である。図4では、チューブ状外装部材取付装置20における取付ユニット50Xが省略されている。
本実施形態において、チューブ状外装部材取付装置20は、テープ巻付装置290とチューブ外装治具60とを備える。なお、本実施形態においては、チューブ状外装部材取付装置20は、テープ巻付ユニット30と取付ユニット50とを備える。テープ巻付ユニット30は、テープ巻付装置290におけるテープ巻付部3Xと、線状体保持部90と、を含む。また、取付ユニット50は、テープ巻付装置290における引張機構80及び結集部55と、チューブ外装治具60と、を含む。また、本実施形態では、チューブ状外装部材取付装置20は、さらに、電線保持部材22を備える。
電線保持部材22は、電線モジュール10Bのうちコルゲートチューブ16の取付対象となる部分以外を保持可能に構成されている。ここでは、電線保持部材22は、長尺部材に形成されており、その上向き部分に保持スリット23が形成された構成とされている。保持スリット23は、例えば、ゴム等の弾性部にスリットを形成すること、又は、一対の弾性片の先端部を突合わせた状態で、当該一対の弾性片の基端部を支持すること、等により構成されている。これにより、電線保持部材22は、電線12を弾性的に挟み込んで着脱可能に支持することができる。
ここでは、電線保持部材22は、電線モジュール10Bのうちコルゲートチューブ16の取付対象となる端部以外の端部を支持する役割を果たす。なお、電線保持部材22が設けられることは必須ではない。
複数の取付ユニット50は、電線保持部材22に対して間隔をあけて並列状態に配設されている。なお、ここでは、チューブ状外装部材取付装置20が、3つの取付ユニット50を備える場合について説明する。3つの取付ユニット50が並ぶ方向は、電線保持部材22の延在方向と同じである。従って、3つの取付ユニット50は、それぞれ電線保持部材22に対して同じ間隔をあけて配設されている。
3つの取付ユニット50のうち、両端に位置する2つの取付ユニット50Xは、図3に示されるように、電線モジュール10Bの電線束部分11Bに対してコルゲートチューブ16を外装するためのチューブ外装治具60と、電線束部分11Bの延在方向に沿って引っ張る引張機構80と、を備える。
一方、3つの取付ユニット50のうち真ん中に位置する取付ユニット50Yは、図4に示されるように、電線モジュール10Bの電線束部分11Aに対してコルゲートチューブ16を外装するためのチューブ外装治具60と、電線束部分11Aを結集する結集部55を上記引張機構80と同じ方向に引っ張る結集部移動機構80Aと、を備える。
なお、電線保持部材22と各取付ユニット50との間では、電線束部分110は弛んだ状態とされており、各電線束部分110を電線保持部材22から引っ張ることができるようになっている。
また、本実施形態では、テープ巻付ユニット30が、各取付ユニット50において、コルゲートチューブ16に対して粘着テープ18のテープ巻きを行う。なお、ここでは、テープ巻付部3Xは、テープ巻付ユニット移動機構100によって、3つの取付ユニット50間を移動可能に支持されている。
テープ巻付ユニット移動機構100は、水平移動機構102と、昇降移動機構104とを備える。水平移動機構102は、エアシリンダ、油圧シリンダ、リニアモータ等のリニアアクチュエータによって構成されており、3つの取付ユニット50の下方に、当該3つの取付ユニット50を結ぶ方向に沿って配設されている。この水平移動機構102によって、昇降移動機構104及びテープ巻付部3Xが3つの取付ユニット50が並ぶ方向に沿って移動可能に支持されている。
昇降移動機構104は、エアシリンダ、油圧シリンダ、リニアモータ等のリニアアクチュエータによって構成されており、テープ巻付部3Xを昇降移動可能に支持している。そして、水平移動機構102の駆動によって、昇降移動機構104が各取付ユニット50の下方に移動した状態で、当該昇降移動機構104がテープ巻付部3Xを上昇させることで、テープ巻付部3Xが取付ユニット50の上方に上昇移動し、各取付ユニット50において粘着テープ18の巻付作業を行えるようになる。また、当該昇降移動機構104がテープ巻付部3Xを下降させることで、テープ巻付部3Xが各取付ユニット50の下方で当該取付ユニット50との干渉を回避できる位置に下降する。これにより、水平移動機構102が、取付ユニット50の下方で、昇降移動機構104とテープ巻付部3Xとを水平移動できるようになる。
なお、チューブ状外装部材取付装置20の各部の動作制御は、制御ユニット1100によってなされる。制御ユニット1100は、マイクロプロセッサと、マイクロプロセッサと結合された主記憶部と、補助記憶部とを備える。主記憶部は、RAM(Random Access Memory)等によって構成され、補助記憶部は、フラッシュメモリ、EPROM(Erasable Programmable ROM)、ハードディスク装置等の非一時的な記憶装置によって構成されている。補助記憶部には、マイクロプロセッサに対する指示を記述したプログラムが格納されており、マイクロプロセッサは、当該プログラムを読込んで後述する各処理ステップを実行する。なお、制御ユニット1100が実行する各種処理の一部又は全部がハードウェアによって実現されてもよい。ここでは、プログラムに、上記各駆動部の駆動タイミング(条件)、動作内容(移動位置、移動方向、回転量)等が記述されており、本装置の各部は、そのプログラムの記述に従って、後で説明する動作を実行する。
<両端の取付ユニットについて>
図3を参照して取付ユニット50Xについて説明する。なお、図3において、電線束部分11Bが配設されるラインL1を2点鎖線で示している。取付ユニット50Xにおいては、分岐線部19Bを構成する電線束部分11Bにコルゲートチューブ16が外装される。
図3を参照して取付ユニット50Xについて説明する。なお、図3において、電線束部分11Bが配設されるラインL1を2点鎖線で示している。取付ユニット50Xにおいては、分岐線部19Bを構成する電線束部分11Bにコルゲートチューブ16が外装される。
図3に示されるように、取付ユニット50Xは、チューブ外装治具60と、引張機構80と、を備える。チューブ外装治具60は、コルゲートチューブ16が電線束部分11Bに外装されるように、電線としての電線束部分11B及びコルゲートチューブ16を案内可能に構成されている。引張機構80は、チューブ外装治具60から電線束部分11Bを引っ張り可能に構成されている。チューブ状外装部材取付装置20においては、分岐線部19Bを構成する電線束部分11Bは、引張機構80に引っ張られることで、チューブ外装治具60から引き出される。
そして、電線束部分11B及びコルゲートチューブ16をチューブ外装治具60にセットした状態で、電線束部分11Bを引っ張ることで、コルゲートチューブ16が電線束部分11Bに対して順次外装されるようになっている。また、このように、コルゲートチューブ16及び電線束部分11Bを、チューブ外装治具60から引っ張る際に、チューブ外装治具60の下流側に上記テープ巻付部3Xを配設しておいて、当該テープ巻付部3Xによって粘着テープ18の巻付作業を実施することで、電線束部分11Bに対して外装されつつ引っ張られるコルゲートチューブ16に対して順次粘着テープ18を巻付けることができるようになっている。
上記チューブ外装治具60及び引張機構80は、ベース板51上に支持されている。なお、引張機構80には、電線束部分に対して事前にコルゲートチューブ16が外装されたものがセットされ、これを引っ張る構成であってもよい。
各部構成についてより具体的に説明する。チューブ外装治具60は、電線案内部63とチューブ案内部65とを備えており、ベース板51上に支持柱部51pを介して所定の高さ位置に支持されている。なお、以下では、取付ユニット50Xにおける電線案内部63を、必要に応じ、第一電線案内部631と称し、取付ユニット50Xにおけるチューブ案内部65を、第一チューブ案内部651と称する。
チューブ外装治具60は、例えば、板状部材を略U字状に曲げた形状に形成されている。ここでは、チューブ外装治具60は、略二等辺三角形状の板状部材を、その底辺の垂直2等分線に沿って略U字状に折曲げたような形状に形成されているものとして説明する。
上記板状部材のうちの曲げ部分は、略U字状断面を有する半円筒状の第一電線案内部631に形成されている。この第一電線案内部631は、内部に挿入された電線束部分11Bを直線状に案内可能に構成されている。
また、上記板状部材のうち第一電線案内部631を挟む両側片部分の外辺部分に第一チューブ案内部651が設けられている。第一チューブ案内部651は、スリット17が形成されたコルゲートチューブ16を、スリット17で広げつつ、第一電線案内部631を通って案内される電線束部分11Bに対して外装可能に案内可能に構成されている。例えば、上記板状部材のうち第一電線案内部631を挟む両側片部分が、第一チューブ案内部651の延在方向に対して斜行する外辺部分を有する略板状に形成される。この両側片部分の外辺部分は、外方に向けて延出するように折曲げることで、フランジ部に形成されている。このフランジ部は、第一電線案内部631の延在方向に対して斜行する方向に延在すると共に、第一電線案内部631における電線束部分11Bの引張方向下流側に向けて順次近づくように設けられている。ここでは、この一対のフランジ部によって第一チューブ案内部651が構成されている。
そして、スリット17を広げた状態で、一対のフランジ部を、スリット17を通じてコルゲートチューブ16内に挿入することで、コルゲートチューブ16が、スリット17を広げられた状態で、第一電線案内部631の延在方向に斜行する方向に沿って案内される。
そして、第一チューブ案内部651によって案内されるコルゲートチューブ16の一端部を、電線束部分11Bのうち第一電線案内部631を通って案内されて引張方向下流側に引っ張られた部分に被せておく。この状態で、第一電線案内部631で案内された電線束部分11B及びコルゲートチューブ16を引っ張ることで、上記のように広げられたスリット17を通じて電線束部分11Bがコルゲートチューブ16内に連続的に挿入されることになる。
なお、チューブ外装治具60は、ベース板51に対して着脱可能とされることが好ましい。これにより、チューブ外装治具60に対するコルゲートチューブ16及び電線束部分11Bのセットを容易に行える。
また、チューブ状外装部材取付装置20において、取付ユニット50Xは、チューブ移動機構70を備える。チューブ移動機構70は、ここでは、テープ巻付ユニット移動機構100によってテープ巻付部3Xと共に移動可能に設けられている。もっとも、チューブ移動機構70は、ベース板51に固定されていてもよい。
チューブ移動機構70は、粘着テープ18の先端部をチューブ外装治具60から引っ張られる電線束部分11Bに巻付けた後、コルゲートチューブ16をチューブ外装治具60から引っ張る方向に移動可能に構成されている。このチューブ移動機構70は、粘着テープ18をスリット17の端部に配設するための機構である。
即ち、チューブ移動機構70は、チューブ把持機構72と、チューブ把持機構72をチューブ外装治具60から引っ張る側に移動させる水平移動機構74とを備える。
チューブ把持機構72は、ソレノイドを利用した電磁チャック又はエアシリンダを利用したチャック等によって構成されており、開閉駆動可能な一対の把持部72aを備えている。そして、チューブ外装治具60の先端側で、一対の把持部72aを閉じることで、当該チューブ外装治具60から引張されるコルゲートチューブ16の端部を把持し、一対の把持部72aを開くことで、コルゲートチューブ16の把持を解除できるようになっている。
水平移動機構74は、エアシリンダ、油圧シリンダ、リニアモータ等のリニアアクチュエータによって構成されており、電線束部分11Bの引張方向に沿って設けられている。この水平移動機構74によって、チューブ把持機構支持部74Bを介してチューブ把持機構72が電線束部分11Bの引張方向に沿って移動可能に支持されている。
そして、コルゲートチューブ16が電線束部分11Bと共にチューブ外装治具60の先端側に引っ張られた状態で、チューブ把持機構72の一対の把持部72aを閉じることで、コルゲートチューブ16の端部を把持することができる。この状態で、水平移動機構74の駆動によって、チューブ把持機構72を、電線束部分11Bの引張方向下流側に移動させることで、コルゲートチューブ16を電線束部分11Bの引張方向下流側に移動させることができるようになっている。これにより、後述するように、粘着テープ18をコルゲートチューブ16のスリット17内に容易に入り込ませることができるようになっている。
引張機構80は、電線束部分11Bが第一電線案内部631にセットされると共に、コルゲートチューブ16が第一チューブ案内部651にセットされ、コルゲートチューブ16の一端部を電線束部分11Bのうち第一電線案内部631から延出する部分に外装した状態で、コルゲートチューブ16及び電線束部分11Bをチューブ外装治具60から引っ張り可能に構成されている。
ここでは、引張機構80は、電線保持部材22に対して、チューブ外装治具60をはさんで反対側に設けられており、コルゲートチューブ16及び電線束部分11Bを電線保持部材22から離れる方向に引っ張るように構成されている。
また、本実施形態において、引張機構80は、電線引張機構82を備える。電線引張機構82は、電線束部分11Bの端部に取付けられた端部取付部材としてのコネクタ14を引っ張ることで、電線束部分11Bを引っ張り可能に構成されている。電線束部分11Bの端部に取付られる端部取付部材としては、上記コネクタ14の他、電線の端部の露出芯線部に圧着または溶接等によって接続取付けされた端子である場合が考えられる。特に、端子が、相手側にボルト接続等される端子(例えば、アース端子)である場合には、当該端子自体比較的丈夫であるため、電線を引っ張るのに適する。
より具体的には、電線引張機構82は、引張駆動部84と、コネクタセット部86とを備える。引張駆動部84は、エアシリンダ、油圧シリンダ、リニアモータ等のリニアアクチュエータによって構成されており、電線束部分11Bから側方に離れた位置でベース板51上に支持されている。そして、引張駆動部84によって電線束部分11Bの延在方向に沿って移動可能に支持される可動部85が、引張駆動部84から電線束部分11Bに向けて延出するように支持されており、この可動部85の先端部上にコネクタセット部86が支持されている。
コネクタセット部86には、コネクタ14を嵌め込み可能な凹部86hが形成されており、コネクタ14を当該凹部86hに嵌め込むことで、コネクタ14がコネクタセット部86に対して一定位置に支持される。なお、コネクタセット部は、コネクタ14を挟込んで支持する構成であってもよい。また、電線引張機構は、電線束部分11Bを掴んだ状態で、電線束部分11Bを引っ張る構成であってもよい。
そして、コネクタセット部86にコネクタ14をセットした状態で、引張駆動部84によってコネクタセット部86を電線束部分11Bの延在方向に沿ってチューブ外装治具60から離れる方向に移動させることで、コネクタ14が同方向に移動し、もって、電線束部分11Bが電線束部分11Bの引張方向に沿ってチューブ外装治具60から離れる方向に引っ張られる。
なお、引張機構80が、電線引張機構82を備えていることは必須ではない。引張機構は、例えば、コルゲートチューブ16を引き出すチューブ引張機構を備えた構成であってもよい。コルゲートチューブ16の一端部と電線束部分11Bとが、粘着テープ18の巻始め部分によって固定されていれば、コルゲートチューブ16の一端部と電線束部分11Bとの一方を引っ張ることによって、それらの両方を引っ張ることができるからである。
なお、このチューブ状外装部材取付装置20では、チューブ外装治具60に対して電線束部分11Bの引張方向とは反対側、即ち、電線保持部材22側に、ガイド溝部26が設けられている。ガイド溝部26は、電線束部分11Bを案内可能に構成されている。例えば、間隔をあけて対向配置された一対のガイド面26aの間に電線束部分11Bを通すことにより、電線束部分11Bを案内することができる。これにより、電線束部分11Bを直線状に保つことができ、当該電線束部分11Bが外装治具内に容易に入り込んで通過することができる。
<真ん中の取付ユニットについて>
次に、図4,30,31を参照しつつ、取付ユニット50Yについて説明する。なお、図4において、電線束部分11Aが配設されるラインL2を2点鎖線で示している。取付ユニット50Yにおいては、本線部19Aを構成する電線束部分11Aにコルゲートチューブ16が外装される。なお、図30,31は、結集部55の概略正面図である。
次に、図4,30,31を参照しつつ、取付ユニット50Yについて説明する。なお、図4において、電線束部分11Aが配設されるラインL2を2点鎖線で示している。取付ユニット50Yにおいては、本線部19Aを構成する電線束部分11Aにコルゲートチューブ16が外装される。なお、図30,31は、結集部55の概略正面図である。
取付ユニット50Yは、図4に示されるように、チューブ外装治具60と、結集部55と、結集部移動機構80Aと、を備える。チューブ外装治具60は、取付ユニット50Xと同様、電線案内部63とチューブ案内部65とを備える。なお、以下では、必要に応じ、取付ユニット50Yのチューブ外装治具60における電線案内部63を、第二電線案内部632と称し、チューブ案内部65を第二チューブ案内部652と称する。
結集部55は、引張機構80により所定の長さ引っ張られた線状体(電線束部分11B)の中間部111をまとめる部分である。ここでは、結集部55は、取付ユニット50Xに存在する2つの電線束部分11Bの中間部111を、取付ユニット50YのラインL2上にまとめることが可能に構成されている。なお、本実施形態において、上記電線束部分11Bの中間部111とは、電線束部分11Bの延在方向において、結集部55と重なる位置に存在する部分である。
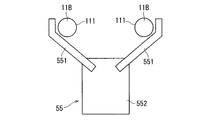
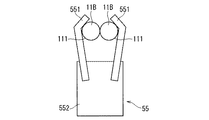
本実施形態では、結集部55は、並列に並ぶ複数の線状体(電線束部分11B)の最も外側に位置する2つの線状体(電線束部分11B)のさらに外側に配設された一対の支持部551と、一対の支持部551を相互に若しくは一方を他方に近付けることが可能に移動させる支持部移動機構552と、を備える。ここでは、一対の支持部551は、両端の取付ユニット50XのラインL1上にそれぞれ配設された2つの電線束部分11Bの外側にそれぞれ配設された部分を含む。即ち、一対の支持部551間に2つの電線束部分11Bが位置している。また、一対の支持部551は、支持部移動機構552により相互に近づくことが可能に支持されている。
より具体的には、結集部55は、ソレノイドを利用した電磁チャック又はエアシリンダを利用したチャック等により構成された支持部移動機構552と、支持部移動機構552により開閉駆動可能な一対の支持部551と、を備える。そして、図30,31に示されるように、一対の支持部551は、支持部移動機構552側の部分に対し先端側の部分が弧を描くようにして相互に近接可能に支持されている。ここでは、一対の支持部551が閉じられることで、一対の支持部551間に存在する2つの電線束部分11Bの中間部111がラインL2上の1箇所にまとめられ、一対の支持部551に挟持される。なお、一対の支持部551によってまとめられた2つの電線束部分11Bは、本線部19Aを構成する電線束部分11Aを成す。また、一対の支持部551を離隔させることで、2つの電線束部分11Bの把持を解除できるようになっている。
また、本実施形態では、結集部55は、複数の線状体(電線束部分11B)を把持する。なお、結集部55が複数の線状体を把持するとは、2つの電線束部分11Bの中間部111を一対の支持部551が挟んだ状態で一対の支持部551に対し2つの電線束部分11Bの位置ずれが生じない状態で、結集部55が、複数(ここでは2つ)の線状体(電線束部分11B)を挟持することを意味する。このような構成は、例えば、本実施形態において最接近した状態の一対の支持部551間の距離を電線束部分11Bの断面2つ分の距離にすること、又は、一対の支持部551を滑りにくい部材、例えば、シリコーンゴム又はアクリルゴム等によって構成すること等で実現されることが考えられる。これにより、結集部55によって把持された2つの電線束部分11Bの中間部111が、後述する結集部移動機構80Aによって電線保持部材22から離れる方向により円滑に移動可能となる。
また、ここでは、図30,31に示されるように、支持部551の中間部分に対し先端側の部分が角度を成して連なる構成とされている。ここでは、支持部551の先端側の部分は、中間部分から電線束部分11B側に延出するように、中間部分に対し角度を成して連なって形成されている。これにより、一対の支持部551が近付けられる際に、一対の支持部551間の電線束部分11Bを安定して挟持することが可能となる。なお、一対の支持部551が最接近した状態において、上記中間部分と先端側の部分との境界部分は、最も幅の大きい部分を成す。このため、例えば、上記境界部分における幅が、電線束部分11Bの外径2つ分の幅であることが好ましいと考えられる。
次に、結集部移動機構80Aについて説明する。結集部移動機構80Aは、結集部55を引張機構80の引張方向と同じ方向に移動させる機構である。本実施形態においては、結集部移動機構80Aは、結集部55が2つの電線束部分11Bの中間部111を把持した状態で、結集部55を引張機構80の引張方向と同じ方向に移動させる。これにより、一対の支持部551に挟まれた電線束部分11Bの中間部111が、上記引張方向と同じ方向に移動する。その結果、2つの電線束部分11Bを含む電線束部分11Aが、電線保持部材22から離れる方向に引っ張られる。
そして、電線束部分11A及びコルゲートチューブ16をチューブ外装治具60にセットした状態で、結集部55によって引き出されることで、コルゲートチューブ16が電線束部分11Aに対して順次外装されるようになっている。
また、このように、コルゲートチューブ16及び電線束部分11Aを、チューブ外装治具60から引っ張る際に、チューブ外装治具60の下流側に上記テープ巻付部3Xを配設しておいて、当該テープ巻付部3Xによって粘着テープ18の巻付作業を実施することで、電線束部分11Aに対して外装されつつ引っ張られるコルゲートチューブ16に対して順次粘着テープ18を巻付けることができるようになっている。
なお、取付ユニット50Yにおいて、上記チューブ外装治具60、結集部55及び結集部移動機構80Aは、ベース板51上に支持されている。
また、取付ユニット50Yにおいて、チューブ外装治具60における第二電線案内部632は、電線束部分11Aを案内可能に構成されている。なお、本実施形態において、電線束部分11Aは、2つの電線束部分11Bを合わせたものに相当するため、取付ユニット50Xの第一電線案内部631に比べ、取付ユニット50Yの第二電線案内部632は、幅広に構成されていることが考えられる。また、これに伴い、第二チューブ案内部652も、第一チューブ案内部651に比べ幅広に構成されていることが考えられる。なお、取付ユニット50Yの第二電線案内部632及び第二チューブ案内部652が、取付ユニット50Xの第一電線案内部631及び第一チューブ案内部651と同じ大きさであってもよい。
また、チューブ状外装部材取付装置20において、取付ユニット50Yも、チューブ移動機構70を備える。チューブ移動機構70については、上記と同様の構成であるためその説明を省略する。
<テープ巻付ユニットについて>
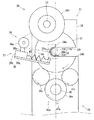
図5,6,11,19を参照しつつ、テープ巻付ユニット30について説明する。テープ巻付ユニット30は、テープ巻付部3Xと線状体保持部90とを備える。図5は、テープ巻付ユニット30の概略平面図である。図6は、テープ巻付ユニット30におけるテープ巻付部3Xの正面図である。図11,19は、チューブ状外装部材取付装置20の動作を示す説明図である。図11には、テープ巻付ユニット30におけるテープ押付部35が描かれている。図19には、テープ巻付ユニット30におけるローラ38aが描かれている。まず、テープ巻付部3Xについて説明する。なお、ここでは、取付ユニット50Xにテープ巻付ユニット30が配設される場合について説明する。
図5,6,11,19を参照しつつ、テープ巻付ユニット30について説明する。テープ巻付ユニット30は、テープ巻付部3Xと線状体保持部90とを備える。図5は、テープ巻付ユニット30の概略平面図である。図6は、テープ巻付ユニット30におけるテープ巻付部3Xの正面図である。図11,19は、チューブ状外装部材取付装置20の動作を示す説明図である。図11には、テープ巻付ユニット30におけるテープ押付部35が描かれている。図19には、テープ巻付ユニット30におけるローラ38aが描かれている。まず、テープ巻付部3Xについて説明する。なお、ここでは、取付ユニット50Xにテープ巻付ユニット30が配設される場合について説明する。
ここでは、図5に示すように、テープ巻付部3Xは、チューブ外装治具60に対して電線束部分11Bの引張方向下流側に設けられている。そして、引張機構80によりチューブ外装治具60からコルゲートチューブ16が引張される際に、コルゲートチューブ16周りに粘着テープ18を巻付可能に構成されている。
より具体的には、図5,6に示されるように、テープ巻付部3Xは、テープ巻付機構31とテープ保持部41とテープ貼付部47とテープカット部49とを備える。
テープ巻付機構31は、回転体32と、巻回体支持部33と、回転支持部34と、回転駆動部36と、経路変更部37とを備える。さらにここでは、テープ巻付機構31は、テープ押付部35を備える。
回転体32は、円板状部材の外周周りの一部から中心に向けてU字状の凹部32hを形成した構成とされている。回転体32の一方面側(引張方向下流側)には、弧状ガイド32aとテープ押付部35とが設けられている。
弧状ガイド32aは、一対設けられ、それぞれ板状部材が略四半円弧状に曲げられた形状に形成されている。一対の弧状ガイド32aは、回転体32の凹部32hの底の周縁に、凹面を凹部32hに向けた状態で回転体32に取り付けられている。この際、一方の弧状ガイド32aの一方側端部と他方の弧状ガイド32aの一方側端部とが間隔をあけて対向するように配設されている。そして、一対の弧状ガイド32aの間にテープ巻回体18Bから延在する粘着テープ18の先端側部分が通されることで、線状体に貼り付けられる前の粘着テープ18の先端がテープ押付部35により線状体に貼付可能な位置に位置するように保持される。
テープ押付部35は、弧状ガイド32a及び回転体32に対して回動可能に設けられている。テープ押付部35は、粘着テープ18の先端がテープ押付部35と線状体との間に位置する状態で後述するテープ貼付部47の押圧部47aによって押圧されることで回動し、粘着テープ18の先端を線状体に向けて押しつける(図11参照)。具体的には、テープ押付部35は被押圧部35aと押付パッド35bとを含む。
被押圧部35aは、板状に形成され、一端側部分が一方の弧状ガイド32aの他端側より外方に延在するように取り付けられる。当該一端側部分は、例えば、回転体32の凹部32hの位置と回転支持部34の後述する凹部34hの位置とが一致している状態でテープ貼付部47の押圧部47aによって押圧可能な位置に位置し、その外面(線状体側とは反対側を向く面)が押圧部47aに押圧される。被押圧部35aの他端側部分は、例えば、ヒンジを介して回転体32及び弧状ガイド32aとの間に連結される。この際、被押圧部35aは、線状体側とは反対側に付勢されていることが考えられる。これにより、回転体32の回転中に被押圧部35aが線状体に向けて回動して粘着テープ18の巻付の邪魔になることを抑制することができる。
押付パッド35bは、被押圧部35aよりも柔軟な部材で形成され、テープを押しつける際の衝撃をやわらげる緩衝部材としての役割を果たす。押付パッド35bは、被押圧部35aの一端側部分の内面(線状体側を向く面)に取り付けられる。
巻回体支持部33は、回転体32の一方面側の外周側よりの部分に設けられている。巻回体支持部33は、粘着テープ18を巻回収容したテープ巻回体18Bを回転可能に支持する。
回転支持部34は、平板状に形成されると共に、その一方側部から幅方向中央に向けて凹部34hが形成された構成とされている。そして、凹部34hに回転体32の凹部32hを回転可能に支持する軸受部34aが設けられると共に、回転体32周りの位置に、回転支持円板34c等が配設されることで、回転支持部34によって回転体32が回転可能に支持されている。回転体32を回転支持部34に対して回転させ、回転体32の凹部32hの位置と回転支持部34の凹部34hの位置とを一致させることで、回転体32の中心に電線束部分11Bを配設できるようになっている。また、この状態で、回転体32を回転させることで、回転体32の中心に電線束部分11Bを配設した状態で、その周りにテープ巻回体18Bを回転させることができるようになっている。
回転駆動部36は、上記回転体32を回転駆動可能に構成されている。ここでは、回転駆動部36は、モータ等によって構成されている。ここでは、回転体32周りに設けられた2つの回転支持円板34cが歯車によって構成されており、当該歯車が回転体32周りに形成された歯車に噛合っている。また、回転駆動部36の駆動軸に取付けられた駆動歯車36aが2つの回転支持円板34cに噛合っている。そして、回転駆動部36の回転駆動力が駆動歯車36aから2つの回転支持円板34cを介して回転体32に伝達され、これにより、回転体32が回転駆動するようになっている。この際、回転体32の凹部32hの位置に拘らず、2つの回転支持円板34cの少なくとも一方が回転体32周りに形成された歯車に噛合う。このため、回転体32を継続して360度以上回転させることができるようになっている。
そして、引張機構80によりチューブ外装治具60からコルゲートチューブ16を引張しつつ、このテープ巻付部3Xによってテープ巻回体18Bをコルゲートチューブ16周りに回転させることで、コルゲートチューブ16に粘着テープ18を螺旋状に巻いていくことができる。
また、粘着テープ18の先端部をチューブ外装治具60から引張される電線束部分11Bに巻付けるように、電線束部分11B周りにテープ巻回体18Bを回転させることで、当該粘着テープ18の先端部をコルゲートチューブ16の一端部の外方で電線束部分11Bに巻付けることができる。そして、この状態で、コルゲートチューブ16を電線束部分11Bの延在方向に対して移動させて、電線束部分11Bより外方に向う粘着テープ18をコルゲートチューブ16のスリット17内に入り込ませ、この状態で、コルゲートチューブ16の一端部周りにテープ巻回体18Bを回転させると、粘着テープ18がコルゲートチューブ16の一端部にも巻付けられる。これにより、粘着テープ18が電線束部分11B及びコルゲートチューブ16の一端部に巻付けられ、コルゲートチューブ16の一端部と電線束部分11Bとを固定できる。
経路変更部37は、回転体32の一方面側に設けられている。経路変更部37は、亘部分18aを所定の長さ寸法にする第1の状態(以降、短尺状態と称する)と、亘部分18aを所定の長さ寸法に余長を付加した第2の状態(以降、長尺状態と称する)との間で状態変更可能となるように構成されている。そして、経路変更部37は、回転体32を回転させて線状体に粘着テープ18を巻付けている際に長尺状態から短尺状態へと状態変更可能に構成されている。
ここでは、経路変更部37は、リニアガイド39と、ガイド部38と、弾性部40とを備える。
リニアガイド39は、亘部分18aのうち線状体に近い部分(ここでは、ガイド部38と弧状ガイド32aとの間の部分)が直線状態を保ったまま当該直線の延長線に沿って短尺状態と長尺状態との間で状態変更可能となるように設けられている。より具体的には、リニアガイド39は、レール39aとスライダ39bとを含む。
レール39aは、回転体32に設けられ、直線状に敷設されている。ここでは、レール39aは、弧状ガイド32aを挟んで巻回体支持部33に対して反対側から回転体32の外方に延びるように設けられている。レール39aは、亘部分18aが弧状ガイド32aに当接して曲がる量がなるべく少なくなるように敷設されるとよい。例えば、レール39aは、粘着テープ18の亘部分18aのうち線状体から一対の弧状ガイド32aの間のギャップ部に向かって延びる部分と略平行になるように敷設される。なお、レール39aの両端にはスライダ止が設けられているとよい。ここでは、レール39aは、ガイド部38が短尺状態及び長尺状態の両方の状態で亘部分18aを迂回させるように設けられている。もっとも、レール39aは、短尺状態では亘部分18aを迂回させないように設けられていてもよい。
スライダ39bは、レール39aに沿って摺動自在に配設される。ここでは、スライダ39bにガイド部38が設けられている。
ガイド部38は、亘部分18aを迂回させるように亘部分18aをガイドする。ここでは、ガイド部38の位置を変化させることで亘部分18aの迂回量を変化させて第1状態と第2状態との間の状態変更を行う。具体的には、ガイド部38は、回転自在に支持され、テープ巻回体18Bからの粘着テープ18の引き出しに伴って従動回転しつつ亘部分18aをガイドするローラ38aを含む。もっとも、ガイド部38がローラ38aを含むことは必須ではなく、ガイド部38としては、回転しない部材が亘部分18aをガイドする構成であってもよい。
ローラ38aは、円柱状に形成され、その周面に亘部分18aが当接する。ローラ38aは、ローラ支持部38bを介してスライダ39bに回転自在に設けられ、亘部分18aが線状体側に移動する際に、回転して送り出す。これにより粘着テープ18の引き出しにかかる力が大きくなることを抑制する。
また、ローラ38aは、中心軸方向が線状体の延在方向と平行となる平行姿勢と、中心軸方向が線状体の延在方向と交差する傾斜姿勢との間で姿勢変更可能に設けられている(図16参照)。例えば、ローラ38aを支持するローラ支持部38bが、ピンなどでレール39aの延在方向に直交する軸周りに回動可能にスライダ39bに取り付けられることで、ローラ38aが姿勢変更可能となる構成が考えられる。この際、ローラ支持部38bは、ローラ38aが平行姿勢と傾斜姿勢との間で自在に姿勢変更可能となるように、スライダ39bに対して平行姿勢に対応する状態と傾斜姿勢に対応する状態との間で回動自在に取り付けられていることが考えられる。なお、傾斜姿勢の最大値は、例えば、ローラ38aの中心軸方向が線状体の延在方向に直交する方向と略30度をなす角度であることが考えられる。もっとも、ローラ38aは、姿勢変更しないように設けられていてもよい。また、ローラが姿勢変更する場合でも平行姿勢と傾斜姿勢との間で自在に姿勢変更可能であることは必須ではなく、ローラは、平行姿勢と傾斜姿勢とのうちどちらか一方の姿勢に向けて付勢されている場合もあり得る。
なお、ここでは、粘着テープ18は、粘着面がローラ38a側を向くように配設される。このため、ローラ38aは、粘着テープ18が粘着しにくい材料で形成されるか、その外周面に粘着テープ18が粘着しにくい材料でコーティング等されているとよい。もっとも、粘着テープ18は粘着面がローラ38a側とは反対側を向くように配設されていてもよい。
弾性部40は、例えば引張りコイルばね又は空気ばね等で構成され、亘部分18aの余長を大きくする方向に付勢力を生じる部分である。ここでは、弾性部40は、ローラ38aを付勢している。より詳細には、弾性部40は、レール39aの一端とスライダ39bとを結ぶように設けられている。この際、弾性部40はスライダ39bに対して回転体32の凹部32h側に設けられると共に、スライダ39bがレール39aの他端に位置する状態で弾性部40が若干圧縮状態となるように設けられている。これにより弾性部40は、スライダ39bをレール39aの他端側に向けて付勢しており、スライダ39bに設けられたローラ38aが弾性部40により余長が大きくなる方向に付勢されている。そして、スライダ39bがレール39aの一端側に向けて移動すると、弾性部40は圧縮が大きくなる。
ここで、弾性部40の弾性変形とテープ巻回体18Bからの粘着テープ18の引き出しとの関係について詳述する。
回転体32を回転させて線状体に粘着テープ18を巻付けていくと、回転体32の回転により亘部分18aが引っ張られる。この引張りにより亘部分18aの先端に亘部分18aの先端側に向かう張力がかかる。当該張力は、弾性部40を変形させる力及びテープ巻回体18Bから粘着テープ18を引き出す力として作用する。通常、回転体32の回転が速くなるにつれて当該張力は大きくなる。そして、当該張力が変化することで亘部分18aがローラ38aを介して弾性部40を押圧する力が変化することにより弾性部40の変形、つまり、経路変更部における短尺状態と長尺状態との間の状態変更が行われる。また、当該張力が大きくなることで、テープ巻回体18Bからの粘着テープ18の引き出しが行われる。また、当該張力が大きくなると、粘着テープ18を線状体に巻付ける際の巻圧が強くなると考えられる。
この際、テープ巻回体18Bから粘着テープ18を引き出すには、張力がある閾置を超える必要が有ると考えられる。一方、弾性部40の弾性変形においては、弾性部40は、張力に応じた状態に逐次弾性変形するものと考えられる。従って、当該張力が大きくなると、閾値を超えるまでは、主に、弾性部40を長尺状態から短尺状態に向けて弾性変形させて亘部分18aの余長部分(長尺状態と短尺状態と経路差に相当する部分)が線状体に巻付けられる。つまり、この状態では、亘部分18aの長さ寸法が徐々に短くなる。
そして、このまま巻き続けると弾性力が大きくなっていくことで当該張力も大きくなっていき、やがて当該張力が閾値を超え、弾性部40を変形させずに、テープ巻回体18Bから粘着テープ18を引き出す状態に移行する。この状態では、テープ巻回体18Bから引き出された粘着テープ18が亘部分18aを経て順次線状体に巻付けられる。つまり、この状態では、亘部分18aの長さ寸法はほとんど変化しない。
ここで、弾性部40の変形に係る力としては、上記張力の他に例えば、弾性部40の弾性力、回転体32の回転による遠心力、ローラ38aと粘着テープ18との摩擦力(ローラ38aに対する粘着テープ18の粘着力を含む)、ローラ38aの回転に係る摩擦力及びスライダ39bとレール39aとの摩擦力等が考えられる。また、テープ巻回体18Bから粘着テープ18の引き出しに係る力としては、上記張力の他に例えば、粘着テープ18の粘着力及び巻回体支持部33の回転に係る摩擦力等が考えられる。
以上より、長尺状態から短尺状態に移行中(余長を小さくするように移行中)は、弾性部40の変形が止まった後の短尺状態であって移行中と同じ速度で回転している場合と比較して上記張力は小さく抑えられる。これにより、長尺状態から短尺状態に移行中における線状体にかかる巻圧は、短尺状態における線状体にかかる巻圧よりも小さくなると考えられる。この際、ここでは、初期状態が長尺状態に設定され、線状体に粘着テープ18を巻始める巻始めにおいて長尺状態から短尺状態に移行するため、特に巻始めにおいて線状体にかかる巻圧を抑えることができる。これにより以下に示すメリットを得ることができる。
即ち、ここでは、スリット17の設けられたコルゲートチューブ16の周囲に粘着テープ18が巻き付けられる際の巻きはじめにおいて、コルゲートチューブ16のスリット17を挟む両端部が固定されていないため、巻圧が強くなると、容易に当該両端部が重なるように変形してしまう。特にここでは、コルゲートチューブ16を電線12に対して固定するために、先に電線束部分11Bにテープを巻付けた後、電線束部分11Bから延在する粘着テープ18をスリット17に通すことで電線束部分11Bのうち当該粘着テープ18が巻付けられた部分の周囲にコルゲートチューブ16を配設させる。そして、電線束部分11Bから延在する粘着テープ18がスリット17を通してコルゲートチューブ16の外方に延びる状態で、スリット17を挟むコルゲートチューブ16の両端部のうちの一方から粘着テープ18を巻付け始める。このような巻付け方においては、巻始めの巻圧が強いと、先に巻始める一方側端部が内側につぶれてしまい、そのまま巻き続けると他方側端部が一方側端部の外側に重なるような変形が生じやすい。一方、他方側端部が一方側端部の内側に入り込もうとしても、一方側端部と電線12との間には粘着テープ18が掛け渡されているため、他方側端部は一方側端部の内側に入りこみにくいと考えられる。以上より、巻始めの部分において巻圧を抑えられると、コルゲートチューブ16の一方側端部が内側につぶれにくくなり、もって、一方側端部と他方側端部との重なりを抑えやすいと考えられる。
この際、巻始めではない部分、つまり、既に粘着テープ18がコルゲートチューブ16の周囲に巻き付けられている部分においては、すでに巻付けられた粘着テープ18によりコルゲートチューブ16の形状がある程度保たれる。このため、多少巻圧が強くなっても、当該両端部が重なるような変形は生じにくいと考えられる。特に、粘着テープ18がスリット17を挟む両端に架け渡されるように巻付けられていると、粘着テープ18によりコルゲートチューブ16の形状がより確実に保たれる。
なお、粘着テープ18の巻付け力を小さくすることは、粘着テープ18をスリットの形成されたチューブ状外装部材に巻付ける際にだけではなく、電線束に巻付ける際にも有効である。巻付け力が強すぎると、粘着テープを巻付けている途中で電線束が大きく振り回される恐れがあり、粘着テープをきれいに巻き付けられないからである。
また、ここでは、テープ巻付機構31は、テープ巻付機構移動機構46によって移動可能に設けられている。
テープ巻付機構移動機構46は、エアシリンダ、油圧シリンダ、リニアモータ等のリニアアクチュエータによって構成されており、線状体の延在方向、つまり、電線12の引張方向と交差する方向(ここでは、直交する方向)に沿って配設されている。このテープ巻付機構移動機構46によって、回転体32を含むテープ巻付機構31が線状体の延在方向と交差する方向(ここでは、直交する方向)に沿って線状体に対して接近移動又は離間移動可能に支持されている。テープ巻付機構移動機構46は、回転体移動機構の一実施例である。
テープ保持部41は、粘着テープ18が線状体に巻き付けられた状態で亘部分18aの一部を把持する部分である。より詳細には、テープ保持部41は、亘部分18aのうちテープカット部49によりカットされる部分とテープ巻回体18Bの間の部分を把持する。これにより、カットすることで隔てられた粘着テープ18の両端部のうちテープ巻回体18Bに連なる側の端部がカットの衝撃で所望しない方向に移動することを抑制する。
具体的には、テープ保持部41は、テープ把持機構42とテープ把持機構42をテープに向けて移動させるテープ把持機構移動機構43とを含む。ここでは、テープ保持部41は、テープ巻付機構移動機構46によってテープ巻付機構31と共に移動可能に設けられている。
テープ保持部41は、粘着テープ18が線状体に巻き付けられた状態で亘部分18aの一部を把持する部分である。より詳細には、テープ保持部41は、亘部分18aのうちテープカット部49によりカットされる部分とテープ巻回体18Bの間の部分を把持する。これにより、カットすることで隔てられた粘着テープ18の両端部のうちテープ巻回体18Bに連なる側の端部がカットの衝撃で所望しない方向に移動することを抑制する。
具体的には、テープ保持部41は、テープ把持機構42とテープ把持機構42をテープに向けて移動させるテープ把持機構移動機構43とを含む。ここでは、テープ保持部41は、テープ巻付機構移動機構46によってテープ巻付機構31と共に移動可能に設けられている。
テープ把持機構42は、ソレノイドを利用した電磁チャック又はエアシリンダを利用したチャック等によって構成されており、開閉駆動可能な一対の把持爪42aを備えている。そして、亘部分18aの延在方向に沿ってテープカット部49よりもテープ巻回体18B側で、一対の把持爪42aを閉じることで、当該亘部分18aの一部を把持し、一対の把持爪42aを開くことで、亘部分18aの把持を解除できるようになっている。
テープ把持機構移動機構43は、第1水平移動機構44と第2水平移動機構45とを備える。
第1水平移動機構44は、エアシリンダ、油圧シリンダ、リニアモータ等のリニアアクチュエータによって構成されており、テープ巻付機構移動機構46の移動方向に沿って設けられている。この第1水平移動機構44によって、テープ把持機構42及び第2水平移動機構45がテープ巻付機構移動機構46の移動方向に沿って移動可能に支持されている。
第2水平移動機構45は、エアシリンダ、油圧シリンダ、リニアモータ等のリニアアクチュエータによって構成されており、第1水平移動機構44の移動方向と交差する方向(ここでは、線状体の延在方向)に沿って設けられている。この第2水平移動機構45によって、テープ把持機構42が線状体の延在方向に沿って移動可能に支持されている。
そして、粘着テープ18が線状体の周囲に巻付けられた状態で、テープ巻付機構移動機構46の駆動によってテープ巻付機構31を線状体から離間させることで、テープが引張される。この時、テープ保持部41も一緒に移動する。そして、テープ把持機構移動機構43の駆動によってテープ把持機構42が亘部分18aのうちテープカット部49によりカットされる部分とテープ巻回体18Bとの間に移動する。この状態で、一対の把持爪42aを閉じることで、亘部分18aの一部を把持することができる。これにより、粘着テープ18がカットされても、テープ巻回体18Bに連なる端部を把持しておくことができる。また、これにより、後述するように、次の取付作業に向けて亘部分18aの余長を大きくすることができるようになっている。
テープ貼付部47は、粘着テープ18を線状体に巻付ける際に、最初に粘着テープ18の先端を線状体に貼り付ける部分である。テープ貼付部47は、巻付位置にセットされた回転体32の凹部32hに対して引張方向下流側の下方に配設される。具体的には、テープ貼付部47は、押圧部47aと押圧部移動機構とを備える。
押圧部47aは、粘着テープ18を直接的又は間接的に押圧する押圧面を含む。ここでは、押圧部47aは、回転体32に設けられた被押圧部35aを介して粘着テープ18を押圧する。
押圧部移動機構は、エアシリンダ、油圧シリンダ、リニアモータ等のリニアアクチュエータによって構成されており、昇降移動機構104の移動方向に沿って設けられている。この押圧部移動機構によって、押圧部47aが昇降移動機構104の移動方向に沿って移動可能に支持されている。
そして、粘着テープ18がその粘着面を線状体に向けた態様で線状体の外方に位置する状態で、押圧部移動機構の駆動によって押圧部47aを線状体に向けて移動させることで、粘着テープ18のうち粘着面とは反対側の面が被押圧部35aを介して押圧部47aにより押圧される。これにより、粘着面が線状体に貼り付けられる。
テープカット部49は、粘着テープ18が線状体に巻付けられた状態で、亘部分18aの一部をカットする部分である。より詳細には、テープカット部49は、亘部分18aのうちテープ保持部41に保持される部分よりも線状体側をカットする。テープカット部49は、テープ貼付部47の側方に配設される。具体的には、テープカット部49は、切断刃49aと切断刃移動機構とを備える。
切断刃49aは、刃先を上方に向けた状態で配設される。切断刃49aは、例えば、粘着テープ18の幅寸法よりも大きい幅寸法に形成される。
切断刃移動機構は、エアシリンダ、油圧シリンダ、リニアモータ等のリニアアクチュエータによって構成されており、昇降移動機構104の移動方向に沿って設けられている。この切断刃移動機構によって、切断刃49aが昇降移動機構104の移動方向に沿って移動可能に支持されている。
そして、粘着テープ18が線状体に巻付けられた状態で、切断刃移動機構の駆動によって切断刃49aを亘部分18aに向けて移動させることで、亘部分18aのうちテープ保持部41によって保持される部分よりも線状体側がカットされる。
次に、線状体保持部90について説明する。図5に示されるように、線状体保持部90は、線状体の周囲に粘着テープ18が巻付けられている際に、線状体を保持し、巻圧等により線状体にねじれ等の変形が生じることを抑制する。ここでは、線状体保持部90は、主にコルゲートチューブ16を保持してその変形を抑制するものとして説明する。もっとも、保持部は、電線束部分11Bを保持してもよい。線状体保持部90は、テープ巻付ユニット30と共にテープ巻付ユニット移動機構100によって移動可能に設けられている。具体的には、線状体保持部90は、上流側保持部91と下流側保持部95とを含む。
上流側保持部91は、テープ巻付機構31よりも上流側に配設され、一対のローラ92と、一対のローラ92を開閉駆動させる開閉駆動機構93とを含む。
ローラ92は、円柱状に形成され、その中心軸周りに回転自在に上流側支持部92Bに取り付けられている。例えば、ローラ92は、中間部分に向けて徐々に径が小さくなるように形成される。これにより、一対のローラ92で線状体を挟み込んだ際に、線状体が一対のローラ92に対して径が小さくなる部分に位置しやすくなることによって、線状体を位置決めすることができる。
開閉駆動機構93は、ソレノイドを利用した電磁チャック又はエアシリンダを利用したチャック等によって構成されており、開閉駆動可能な一対の開閉部材93aを備えている。当該一対の開閉部材93aにそれぞれローラ92が取り付けられている。そして、一対のローラ92の間にコルゲートチューブ16が位置した状態で一対の開閉部材93aを閉じることで、一対のローラ92により当該コルゲートチューブ16の一部を挟み込んで保持し、一対の開閉部材93aを開くことで、コルゲートチューブ16の挟み込みを解除できるようになっている。この際、一対のローラ92を支持する上流側支持部92Bは、弾性部94を介して開閉部材93aに取り付けられている。これにより、一対のローラ92が線状体を挟み込む力が大きくなりすぎることを抑制することができる。
下流側保持部95は、テープ巻付ユニット30よりも下流側に配設され、一対のローラ96と、一対のローラ96を開閉駆動させる開閉駆動機構97と、昇降移動機構とを含む。下流側保持部95は、平面視でコネクタセット部86の初期位置と重なる位置であって、コネクタセット部86よりも下方に設けられている。
ローラ96は、円柱状に形成され、その中心軸周りに回転自在に下流側支持部96Bに取り付けられている。例えば、ローラ96は、中間部分に向けて徐々に径が小さくなるように形成される。これにより、一対のローラ96で線状体を挟み込んだ際に、線状体が一対のローラ96に対して径が小さくなる部分に位置しやすくなることによって、線状体を位置決めすることができる。
開閉駆動機構97は、ソレノイドを利用した電磁チャック又はエアシリンダを利用したチャック等によって構成されており、開閉駆動可能な一対の開閉部材97aを備えている。当該一対の開閉部材97aにそれぞれローラ96が取り付けられている。そして、一対のローラ96の間にコルゲートチューブ16が位置した状態で一対の開閉部材97aを閉じることで、一対のローラ96により当該コルゲートチューブ16の一部を挟み込んで保持し、一対の開閉部材97aを開くことで、コルゲートチューブ16の挟み込みを解除できるようになっている。この際、一対のローラ96を支持する下流側支持部96Bは、弾性部98を介して開閉部材97aに取り付けられている。これにより、一対のローラ96が線状体を挟み込む力が大きくなりすぎることを抑制することができる。
下流側保持部の昇降移動機構は、エアシリンダ、油圧シリンダ、リニアモータ等のリニアアクチュエータによって構成されており、昇降移動機構104の移動方向に沿って設けられている。この昇降移動機構によって、一対のローラ96及び開閉駆動機構97が昇降移動機構104の移動方向に沿って昇降移動可能に支持されている。
なお、テープ巻付ユニット30が取付ユニット50Yに配設されることで、粘着テープ18の巻き付けの対象を電線束部分11Aに外装されたコルゲートチューブ16とすることも可能である。
<動作>
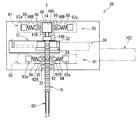
本チューブ状外装部材取付装置20の動作について説明する。図7は、本チューブ状外装部材取付装置20を用いて、粘着テープ18が螺旋状に巻付けられたチューブ状外装部材付電線モジュール10を製造するフローチャートである。図8〜33はチューブ状外装部材取付装置20の動作を示す説明図である。なお、図8〜26には、一方の取付ユニット50Xにおいて、電線束部分11Bにコルゲートチューブ16が外装され、さらに粘着テープ18が巻き付けられる様子が示されている。そして、図27,28には、他方の取付ユニット50Xにおいて、電線束部分11Bにコルゲートチューブ16が外装され、さらに粘着テープ18が巻き付けられる様子が示されている。そして、図29〜33には、真ん中の取付ユニット50Yにおいて、電線束部分11Aにコルゲートチューブ16が外装され、さらに、粘着テープ18が巻き付けられる様子が示されている。なお、以下では、電線束部分11Bに外装されるコルゲートチューブ16を、第一コルゲートチューブ161と称する。また、電線束部分11Aに外装されるコルゲートチューブ16を、第二コルゲートチューブ162と称する。第一コルゲートチューブ161及び第二コルゲートチューブ162は、それぞれ第一チューブ状外装部材及び第二チューブ状外装部材の一例である。
本チューブ状外装部材取付装置20の動作について説明する。図7は、本チューブ状外装部材取付装置20を用いて、粘着テープ18が螺旋状に巻付けられたチューブ状外装部材付電線モジュール10を製造するフローチャートである。図8〜33はチューブ状外装部材取付装置20の動作を示す説明図である。なお、図8〜26には、一方の取付ユニット50Xにおいて、電線束部分11Bにコルゲートチューブ16が外装され、さらに粘着テープ18が巻き付けられる様子が示されている。そして、図27,28には、他方の取付ユニット50Xにおいて、電線束部分11Bにコルゲートチューブ16が外装され、さらに粘着テープ18が巻き付けられる様子が示されている。そして、図29〜33には、真ん中の取付ユニット50Yにおいて、電線束部分11Aにコルゲートチューブ16が外装され、さらに、粘着テープ18が巻き付けられる様子が示されている。なお、以下では、電線束部分11Bに外装されるコルゲートチューブ16を、第一コルゲートチューブ161と称する。また、電線束部分11Aに外装されるコルゲートチューブ16を、第二コルゲートチューブ162と称する。第一コルゲートチューブ161及び第二コルゲートチューブ162は、それぞれ第一チューブ状外装部材及び第二チューブ状外装部材の一例である。
本実施形態では、チューブ状外装部材取付装置20を用いて行われ、第一テープ巻き工程、結集工程及び第二テープ巻き工程を含む電線モジュール製造方法によって、分岐部19Xを含むチューブ状外装部材付電線モジュール10が製造される。以下、チューブ状外装部材取付装置20の動作にくわえ、チューブ状外装部材付電線モジュール10の製造方法についても説明する。
本実施形態では、図7に示されるように、各ステップS1〜10、S11〜20、S20A及びS21〜30が行われることで、チューブ状外装部材付電線モジュール10が製造される。
ここで、ステップS1〜10及びステップS11〜20では、引張機構80を用いて所定の長さ引っ張られた各線状体(電線束部分11B)のうち中間部111よりも引張方向下流側に存在する部分にテープ巻付部3Xを用いて粘着テープ18を巻き付け、複数(ここでは2つ)の線状体(電線束部分11B)各々の周囲に粘着テープ18を巻付ける第一テープ巻き工程が行われる。
なお、本実施形態において、第一テープ巻き工程では、さらに、電線束部分11Bが第一電線案内部631にセットされると共に、第一コルゲートチューブ161が第一チューブ案内部651にセットされ、第一コルゲートチューブ161の一端部が電線束部分11Bのうち第一電線案内部631から延出する部分に外装された状態で、引張機構80によって所定の長さ引っ張りつつ、電線束部分11Bの中間部111よりも引張方向下流側に存在する部分における第一コルゲートチューブ161の周りにテープ巻付部3Xを用いて粘着テープ18を巻き付け、2つの電線束部分11Bそれぞれを覆う第一コルゲートチューブ161の周囲に粘着テープ18が巻き付けられる。まず、第一テープ巻き工程について説明する。
初期状態において、図2及び図8,9に示すように、作業者が、電線モジュール10B及び第一コルゲートチューブ161を本チューブ状外装部材取付装置20にセットする。より具体的には、電線モジュール10Bの電線束部分11Bを2つの取付ユニット50Xのそれぞれのチューブ外装治具60の第一電線案内部631に通すと共に、2つの第一コルゲートチューブ161を2つの取付ユニット50のそれぞれのチューブ外装治具60の第一チューブ案内部651にセットする。この際、第一コルゲートチューブ161の一端部を第一チューブ案内部651から引き出して、電線束部分11Bのうち電線束部分11Bから引き出される部分に外装する。この状態では、第一チューブ案内部651の一端側部分で、第一電線案内部631より引き出される電線束部分11Bがスリット17を通じて第一コルゲートチューブ161内に導かれている。この状態で、第一コルゲートチューブ161及び電線束部分11Bがチューブ外装治具60に沿って案内される。
そして、電線束部分11Bの端部のコネクタ14を、コネクタセット部86にセットする。また、電線束部分11Bのうちコネクタ14とは反対側の部分の中間部を、ガイド溝部26に通す。また、電線束部分11Bの一部をガイド溝部26と電線保持部材22との間で弛ませた状態で、電線モジュール10Bの端子付電線11の他の部分を電線保持部材22により保持させる(図2参照)。
なお、初期状態では、テープ巻付ユニット30は、一方の取付ユニット50Xにおいて、チューブ外装治具60に対して電線束部分11Bの引張方向下流側の側方位置にある。また、回転体32の凹部32hは電線束部分11Bに向けた位置に開口している。
各部材のセットが完了したら、作業者は開始スイッチ等を通じてチューブ状外装部材取付装置20に開始の指令を与える。
すると、ステップS1では、テープ巻付ユニット30を移動させると共に粘着テープ18の先端部を貼り付け、粘着テープ18の巻付けを開始する。
具体的には、図8に示すように、テープ巻付機構移動機構46の駆動により、テープ巻付機構31がチューブ外装治具60に対して電線束部分11Bの引張方向下流側で、電線束部分11Bに向けて移動する。これにより、電線束部分11Bのうち、チューブ外装治具60から引き出され、かつ、第一コルゲートチューブ161から延出する部分が、テープ巻付機構31の回転体32の中心に配設される。
そして、テープ巻付機構31の移動が完了すると粘着テープ18の先端部が電線束部分11Bのうち、チューブ外装治具60から引き出され、かつ、第一コルゲートチューブ161から延出する部分に貼付けられる。具体的には、図11,12に示すように、テープ貼付部47によって粘着テープ18の先端部を電線束部分11Bに貼付ける。より具体的には、押圧部移動機構により押圧部47aを上昇移動させ、被押圧部35aを押圧させる。これにより被押圧部35aが回動し、被押圧部35aに取り付けられた押付パッド35bが押付パッド35bの上方に位置する粘着テープ18を電線束部分11Bに押し付け、粘着テープ18の先端部が電線束部分11Bに貼付けられる。
そして、回転駆動部36を駆動させて電線束部分11Bの周囲に粘着テープ18の巻付を開始する。
次に、ステップS2では、粘着テープ18を所定量巻付けた後テープの巻付を停止させると共に、第一コルゲートチューブ161を把持する。
具体的には、テープ巻付機構31がテープ巻回体18Bを電線束部分11Bの周りに所定量回転させることで、粘着テープ18が電線束部分11Bに巻付けられる。例えば、粘着テープ18を電線束部分11Bに対して5、6回程度巻付ける。この際、図13に示すように、電線束部分11Bから延在する粘着テープ18が電線束部分11Bに対して下方に延在するような位置に位置させた状態で、回転駆動部36の回転を停止させ、粘着テープ18の巻付を中断する。
この後、図14に示すように、チューブ移動機構70のチューブ把持機構72が一対の把持部72aを近接移動させて、第一コルゲートチューブ161のうちチューブ外装治具60から延出する端部を把持する。なお、チューブ把持機構72は、電線束部分11Bにテープ巻付けている最中、又は、電線束部分に粘着テープ18を巻き付ける前にコルゲートチューブを把持していてもよい。
次に、ステップS3では、第一コルゲートチューブ161を移動させる。より具体的には、図13,14に示すように、水平移動機構74の駆動により、チューブ把持機構72に把持された第一コルゲートチューブ161をチューブ外装治具60から電線束部分11Bの引張方向下流側に移動させ、第一コルゲートチューブ161の端部をテープ巻付機構31の位置まで移動させる。
この際、図15に示すように、電線束部分11Bに巻付けられていた粘着テープ18のうち当該電線束部分11Bから外方に向う部分が、第一コルゲートチューブ161のスリット17内に入り込む。
ここで、電線束部分11Bへの巻付けが完了した状態で、経路変更部37は、長尺状態から短尺状態へと状態変更をする。しかしながら、第一コルゲートチューブ161の移動のために回転体32が停止している最中に、経路変更部37は、弾性部40の付勢力によってテープ巻回体18Bから粘着テープ18を引き出して長尺状態へ向かうように状態変更する。これにより、亘部分18aの余長を大きくした状態で第一コルゲートチューブ161への巻付けに移ることができる。
次に、ステップS4では、第一コルゲートチューブ161の把持を解除すると共に上流側保持部91で第一コルゲートチューブ161を保持した状態でテープの巻付けを再開する。
具体的には、図16〜18に示すように、チューブ移動機構70のチューブ把持機構72による第一コルゲートチューブ161の把持を解除すると共に水平移動機構74によりチューブ把持機構72を初期位置に戻す。この後、上流側保持部91の開閉駆動機構93により、一対のローラ92を近接移動させて、一対のローラ92に第一コルゲートチューブ161を保持させる。経路変更部37が長尺状態へ向かう状態変更が完了していない場合、この間にも、経路変更部37が長尺状態へ向かうように状態変更していることが考えられる。
テープ巻付機構31がテープ巻回体18Bを第一コルゲートチューブ161の端部の周りに回転させることで、粘着テープ18が第一コルゲートチューブ161の端部に巻付けられる。このように、粘着テープ18の巻始め部分が電線束部分11B及び第一コルゲートチューブ161の一端部に巻付けられることで、第一コルゲートチューブ161の一端部が電線束部分11Bに対して固定されることになる。
粘着テープ18を第一コルゲートチューブ161へ巻始めると、上述したように、経路変更部37は長尺状態に近い状態から短尺状態へと状態変更をする。これにより、第一コルゲートチューブ161の巻始めにおいて巻圧が強くなりすぎることを抑制することができる。なお、短尺状態へと移行後は、テープ巻回体18Bから粘着テープ18が引き出され、テープ巻回体18Bから引き出された粘着テープ18が亘部分18aを経て順次第一コルゲートチューブ161に巻付けられる。もっとも、長尺状態から短尺状態へと移行中にもテープ巻回体18Bから粘着テープ18が引き出されることもあり得る。
次に、ステップS5では、電線12及び第一コルゲートチューブ161の引っ張りを開始する。具体的には、電線引張機構82の引張駆動部84の駆動によってコネクタセット部86を引張方向下流側に移動させる。これによりコネクタ14が引張方向下流側に引っ張られることによって電線束部分11Bも引張方向下流側に引っ張られる。上述したように、第一コルゲートチューブ161の端部は巻付け済の粘着テープ18によって電線束部分11Bに対して固定されているため、電線束部分11Bが引っ張られると、第一コルゲートチューブ161も電線束部分11Bと共に引っ張られる。
引張機構80によって電線束部分11B及び第一コルゲートチューブ161を引っ張りつつ、テープ巻付機構31がテープ巻回体18Bを第一コルゲートチューブ161の端部の周りに回転させる。すると、粘着テープ18が第一コルゲートチューブ161に対して順次螺旋状に巻付けられていく(図17,18参照)。なお、電線束部分11B及び第一コルゲートチューブ161の引張速度と、テープ巻回体18Bの回転速度とを適宜調整することで、粘着テープ18を第一コルゲートチューブ161に対して密に巻くこともできるし、粗く巻くこともできる。
ここで、粘着テープ18が第一コルゲートチューブ161に対して螺旋状に巻付けられるに当たり、図19に示すようにローラ38aが傾斜姿勢を取る。具体的には、テープ巻回体18Bから延在する粘着テープ18が第一コルゲートチューブ161に貼り付けられた状態で、第一コルゲートチューブ161が引張方向下流側に引っ張られる。このため、亘部分18aの先端が引張方向下流側に引っ張られる。この引張力を受けてローラ支持部38bが回動しローラ38aが傾斜姿勢を取るように首振りを行う。この際、上記したように、ローラ38aは所定の範囲内(ここでは、0度以上30度以下)で首振り自在に設けられているため、ローラ38aは引張力を受けて螺旋巻に追従するように首振りを行う。より詳細には、例えば、巻付角度が30度以下の場合には、ローラ38aはローラ38aより先端の亘部分18aの延在方向と引張方向に直交する方向とのなす角度が巻付角度と一致するように首振りし、巻付角度が30度より大きい場合には、ローラ38aは30度首振りする。
次のステップS6では、電線が所定量引っ張られたのかどうかを判別する。ここで判別する所定の引張量とは、引張方向に沿ってテープ巻回体18Bと下流側保持部95との間隔と同程度の寸法である。即ち、当該ステップS6では、第一コルゲートチューブ161の下流側端部が引張方向に沿って下流側保持部95を通過する程度引っ張られたかどうかを判別する。そして、YESと判別されれば、次に、ステップS7に進み、NOと判別された場合には、YESと判別されるまで、繰り返し判別する。
次のステップS7では、下流側保持部95が第一コルゲートチューブ161を保持する。具体的には、下流側保持部95の昇降移動機構の駆動によって一対のローラ96及び開閉駆動機構97を上方に移動させる。そして、この状態で、図20に示すように、下流側保持部95の開閉駆動機構97の駆動によって、一対のローラ96を近接移動させて、一対のローラ96に第一コルゲートチューブ161を保持させる。
各保持部91、95は、一対のローラ92、96によって第一コルゲートチューブ161を保持することで、第一コルゲートチューブ161のねじれを抑制する役割を果す。すなわち、第一コルゲートチューブ161周りに粘着テープ18を巻付けると、第一コルゲートチューブ161に対してその巻付方向にねじれる力が作用する。そこで、各保持部91、95の一対のローラ92、96によって第一コルゲートチューブ161を保持することで、第一コルゲートチューブ161のねじれを抑制でき、スリット17を直線的に延在させつつ、粘着テープ18の巻付けを行える。この際、テープ巻付機構31に対して引張方向上流側と下流側との両方で第一コルゲートチューブ161を保持することで、第一コルゲートチューブ161のねじれをより確実に抑制できる。さらに、各保持部91、95をテープ巻付機構31に対してできるだけ近い位置に配設することで、第一コルゲートチューブ161のねじれをより確実に抑制できる。
次に、ステップS8では、電線が所定量引っ張られたかどうかを判別する。ここで判別する所定の引張量とは、テープを巻付ける対象の引張方向に沿った長さ寸法である。即ち、当該ステップS8では、所望の寸法分粘着テープ18を巻付けたかどうかを判別する。そして、YESと判別されれば、次に、ステップS9に進み、NOと判別された場合には、YESと判別されるまで、繰り返し判別する。
ここでは、粘着テープ18は、図20に示すように、第一コルゲートチューブ161の他端部及び当該他端部から延出する電線束部分11Bに対して巻付けられているものとして説明するが、このことは必須ではない。粘着テープ18は、第一コルゲートチューブ161の他端部から延出する電線束部分11Bに対して巻付けられていなくてもよい。この際、粘着テープ18は、第一コルゲートチューブ161の他端部まで巻付けられていてもよいし、第一コルゲートチューブ161の中間部まで巻付けられるものであってもよい。
次に、ステップS9では、電線の引っ張りを停止させるとともに、テープの巻付けを停止する。即ち、電線引張機構82の駆動を停止させると共に、回転駆動部36の駆動を停止させる。テープの巻付けを停止させた状態では、図18のようになる。図18に示すように、線状体を凹部32hから排出可能となるように、凹部32hと凹部34hとが一致するように回転体32の姿勢を調整する。
即ち、電線引張機構82の駆動を停止させると共に、回転駆動部36の駆動を停止させる。テープの巻付けを停止させた状態では、図21のようになる。図21に示すように、線状体を凹部32hから排出可能となるように、凹部32hと凹部34hとが一致するように回転体32の姿勢を調整する。
次に、ステップS10では、テープカットを行うと共に、線状体保持部90の保持を解除する。具体的には、図22,23に示すように、テープ巻付機構31をテープ巻付機構移動機構46の駆動によって電線束部分11Bから離間移動させる。これにより、テープ巻回体18Bから延在する粘着テープ18が電線束部分11Bに貼り付けられた状態でテープ巻回体18Bが電線束部分11Bから離間することによって、粘着テープ18がテープ巻回体18Bから新たに引出され、亘部分18aの長さ寸法が大きくなる。さらに、図22,23に示すように、テープ把持機構移動機構43の第1水平移動機構44及び第2水平移動機構45の駆動によって一対の把持爪42aが開状態のテープ把持機構42をテープに向けて移動させる。この際、一対の把持爪42aがテープカット部49とガイド部38との間の部分に位置するように移動させる。そして、一対の把持爪42aの間に亘部分18aが位置する状態で、テープ把持機構42が一対の把持爪42aを閉じることで亘部分18aが把持される。
ここで、テープ巻付ユニット30は、線状体移動抑制部48をさらに備えることが考えられる(図23,24参照)。線状体移動抑制部48は、例えば、テープ貼付部47の押圧部47aの側方に突設され、押圧部移動機構の駆動によって押圧部47aと一体的に移動可能に設けられる。より詳細には、線状体移動抑制部48は、粘着テープ18の亘部分18aと干渉しないように設けられ、押圧部47aの下流側から側方に突出する第1部分48aと第1部分48aの先端から上方に突出する第2部分48bとを含み、略L字状に形成される。そして、テープ巻回体18Bから延在する粘着テープ18が電線束部分11Bに貼り付けられた状態でテープ巻回体18Bが電線束部分11Bから離間する際に、線状体がテープ巻付機構31に引き付けられそうになった場合に、第2部分48bが線状体の移動を抑制する。
なお、テープ把持機構42が亘部分18aを把持してからテープ巻付機構31を線状体から離間移動させてもよい。つまり、亘部分18aのうち切断される部分よりも先端側が一定位置に支持された状態で、テープ巻付機構31が線状体から離間移動すればよい。
この後、図25,26に示すように、切断刃移動機構の駆動によって切断刃49aを上方に移動させ、亘部分18aのうちテープ保持部41と電線束部分11Bの間の部分を切断する。
この後、テープ把持機構42の把持を解除すると、図26に示すように、ガイド部38は弾性部40が弾性復帰する力を受けて移動する。これによりテープ巻回体18Bから被押圧部35aの上方に位置する部分までの粘着テープ18の長さ寸法が大きくなる。即ち、続けて粘着テープ18の巻付作業を行うに当たり、余長が最大の状態で開始することができる。また、弾性部40が弾性復帰することにより、テープ巻回体18Bから延在する粘着テープ18の先端部が被押圧部35aの上方に位置し、続けてテープの貼付けを行える状態となる。
この後、線状体保持部90の各保持部91、95の保持を解除することで、テープ巻付ユニット30が他方の取付ユニット50側に移動可能となる。
ここでは、ステップS10完了時に、電線束部分11Bの延在方向において、結集部55と一致する位置に相当する部分が、結集部55によってまとめられる中間部111である。ステップS1〜S10が行われることで、引張機構80を用いて所定の長さ引っ張られた電線束部分11Bのうち中間部111よりも引張方向下流側に存在する部分に第一コルゲートチューブ161を外装させることができ、さらに、テープ巻付部3Xを用いて粘着テープ18を巻き付け、電線束部分11Bの周囲に粘着テープ18が巻き付けられる。
なお、本実施形態において、引張機構80を用いて所定の長さ引っ張られた電線束部分11Bとは、ステップS2,S6,S8において引っ張られる長さの合計分引っ張られた電線束部分11Bを意味する。
続いて、図27に示されるように、ステップS11が行われる。ステップS11では、一方の取付ユニット50Xから他方の取付ユニット50Xにテープ巻付ユニット30が移動させられる。そして、ステップS1と同様、テープ巻付ユニット30の移動と共に粘着テープ18の先端部を貼り付け、粘着テープ18の巻き付けを開始する。
その後、他方の取付ユニット50Xにおいても、ステップS2〜S10と同様の処理(ステップS11〜S20)が行われる。その結果、図28に示されるように、2つの取付ユニット50Xには、それぞれ第一コルゲートチューブ161が外装され、さらに粘着テープ18が巻き付けられた電線束部分11Bが作られる。
その後、結集部55を用いて複数(ここでは2つ)の線状体(電線束部分11B)各々の中間部111をまとめる結集工程が行われる(ステップS20A)。ここでは、図29〜31に示されるように、結集部55の一対の支持部551が、支持部移動機構552によって相互に近接移動させられる。これにより、図31に示されるように、2つの電線束部分11Bが結集部55によって挟持される。
結集工程の後、第二テープ巻き工程が行われる。第二テープ巻き工程は、まとめられた複数(ここでは2つ)の線状体(電線束部分11B)各々の中間部よりも引張方向上流側に存在する部分に対し、粘着テープ18が複数(ここでは2つ)の線状体(電線束部分11B)の周囲を一括して覆うようにテープ巻付部3Xを用いて複数(ここでは2つ)の線状体(電線束部分11B)に粘着テープ18を巻き付ける工程である。
なお、本実施形態において、第二テープ巻き工程では、さらに、まとめられた複数(ここでは2つ)の線状体(電線束部分11B)の中間部111から引張方向上流側に存在する複数(ここでは2つ)の電線束部分11Bが第二電線案内部632にセットされると共に、第二コルゲートチューブ162が第二チューブ案内部652にセットされ、第二コルゲートチューブ162の一端部が2つの電線束部分11Bのうち第二電線案内部632から延出する部分に外装された状態で、引張機構80を用いて電線束部分11Bを引っ張りつつ、粘着テープ18が複数(ここでは2つ)の線状体(電線束部分11B)の周囲を一括して覆うようにテープ巻付部3Xを用いて複数(ここでは2つ)の線状体(電線束部分11B及びこの電線束部分11Bを覆う第二コルゲートチューブ162)に粘着テープ18が巻き付けられる。その結果、2つの電線束部分11B(電線束部分11A)を一括して覆う1つの第二コルゲートチューブ162の周囲に粘着テープ18が巻き付けられる。
第二テープ巻き工程では、まず、テープ巻付ユニット30を取付ユニット50Yへ移動させること、及び、電線束部分11A及び第二コルゲートチューブ162を第二電線案内部632及び第二チューブ案内部652にそれぞれセットすることが行われる。
ここでは、まず、結集部55よりも引張方向上流側に存在する2つの電線束部分11Bが取付ユニット50Yのチューブ外装治具60の第二電線案内部632にセットされる。そして、第二電線案内部632に2つの電線束部分11B、即ち、電線束部分11Aがセットされた状態で、第二チューブ案内部652に第二コルゲートチューブ162がセットされる。より具体的には、作業者により、2つの取付ユニット50Xそれぞれのチューブ外装治具60の第一電線案内部631に配設されていた電線束部分11Bが、真ん中の取付ユニット50Yのチューブ外装治具60の第二電線案内部632にまとめられた状態で配設される。その後、作業者により、第二コルゲートチューブ162が第二チューブ案内部652にセットされる。この際、第二コルゲートチューブ162の一端部を第二チューブ案内部652から引き出して、電線束部分11Aのうち第二電線案内部632から引き出される部分に外装する。この状態では、第二チューブ案内部652の一端側部分で、第二電線案内部632より引き出される電線束部分11Aがスリット17を通じて第二コルゲートチューブ162内に導かれている。この状態で、第二コルゲートチューブ162及び電線束部分11Aがチューブ外装治具60に沿って案内される。なお、上記作業がチューブ状外装部材取付装置20によって自動で行われてもよい。
その後、ステップS1及びステップS11と同様に、テープ巻付機構31を移動させると共に粘着テープ18の先端部を貼り付け、粘着テープ18の巻付けを開始するステップS21が行われる。
その後、ステップS2及びステップS12と同様、粘着テープ18を所定量巻付けた後テープの巻付を停止させると共に、第二コルゲートチューブ162を把持するステップS22が行われる。
次に、ステップS3及びステップS13と同様、第二コルゲートチューブ162を移動させるステップS23が行われる。これにより、電線束部分11Aに巻付けられていた粘着テープ18のうち当該電線束部分11Aから外方に向う部分が、第二コルゲートチューブ162のスリット17内に入り込む。なお、第二コルゲートチューブ162は、2つの電線束部分11Bを一括して覆う。
次に、ステップS24では、ステップS4及びステップS14と同様、第二コルゲートチューブ162の把持を解除すると共に上流側保持部91で第二コルゲートチューブ162を保持した状態でテープの巻付けを再開する。ここでは、粘着テープ18は、2つの電線束部分11Bを一括して覆う第二コルゲートチューブ162の周囲に巻き付けられる。
次に、ステップS25では、ステップS5及びステップS15と同様、電線束部分11A及び第二コルゲートチューブ162の引っ張りを開始する。具体的には、電線引張機構82の引張駆動部84の駆動によってコネクタセット部86を引張方向下流側に移動させる。これにより、コネクタ14が引張方向下流側に引っ張られることによって電線束部分11Aも引張方向下流側に引っ張られる。
また、上記電線引張機構82の引っ張りに合わせ、結集部55も、結集部移動機構80Aにより、引張方向下流側へ移動する。例えば、結集部55は、電線引張機構82におけるコネクタセット部86の引っ張り方向下流側へ移動する速度と同じ速度で移動することが考えられる。これにより、結集部55の一対の支持部551によって把持されている2つの電線束部分11Bの中間部111も、引張方向下流側へ移動する。
引張機構80及び結集部移動機構80Aによって電線束部分11A及び第二コルゲートチューブ162を引っ張りつつ、テープ巻付機構31がテープ巻回体18Bを第二コルゲートチューブ162の端部の周りに回転させる。すると、粘着テープ18が第二コルゲートチューブ162に対して順次螺旋状に巻付けられていく(図32,33参照)。
次のステップS26では、ステップS6及びステップS16と同様、電線が所定量引っ張られたのかどうかを判別する。ここで判別する所定の引張量とは、引張方向に沿ってテープ巻回体18Bと下流側保持部95との間隔と同程度の寸法である。即ち、当該ステップS6では、第一コルゲートチューブ161の下流側端部が引張方向に沿って下流側保持部95を通過する程度引っ張られたかどうかを判別する。そして、YESと判別されれば、次に、ステップS7に進み、NOと判別された場合には、YESと判別されるまで、繰り返し判別する。その後、次のステップS27では、ステップS7及びステップS17と同様、下流側保持部95が第二コルゲートチューブ162を保持する。
次にステップS28では、ステップS8及びステップS18と同様、電線が所定量引っ張られたかどうかを判別する。ここで判別する所定の引張量とは、テープを巻付ける対象の引張方向に沿った長さ寸法である。即ち、当該ステップS28では、所望の寸法分粘着テープ18を巻付けたかどうかを判別する。そして、YESと判別されれば、次に、ステップS9に進み、NOと判別された場合には、YESと判別されるまで、繰り返し判別する。
次にステップS29では、電線の引っ張りを停止させるとともに、テープの巻付けを停止する。即ち、電線引張機構82の駆動及び結集部移動機構80Aの駆動を停止させると共に、回転駆動部36の駆動を停止させる。
その後、テープカットを行うと共に、線状体保持部90の保持を解除するステップS20が行われる。そして、線状体保持部90の各保持部91、95の把持を解除することで、テープ巻付ユニット30が退避移動可能となる。
最後に、チューブ状外装部材付電線モジュール10に対する各把持等を解除する。この際、チューブ状外装部材付電線モジュール10の取外し作業の邪魔とならないように、テープ巻付ユニット30等を下降させることが好ましい。そして、作業者が、チューブ状外装部材付電線モジュール10を、各取付ユニット50から取外すと、チューブ状外装部材付電線モジュール10が完成する。そして、コネクタセット部86等を元の位置に戻し、チューブ状外装部材取付装置20を初期状態に戻す。
<効果>
本実施形態では、結集部55によって並列に並んだ2つの電線束部分11Bの中間部111がまとめられる。この部分は、電線モジュール10Bにおける分岐部19Xを成す。また、テープ巻付部3Xにより、中間部111よりも引張方向下流側で、2つの電線束部分11Bそれぞれにテープ巻きを行うことができる。一方、中間部111よりも引張方向上流側では、2つの電線束部分11Bを一括してテープ巻きを行うことができる。この場合、2つの電線束部分11Bにおける結集部55によってまとめられた部分を分岐部19Xとし、この分岐部19Xの上流側及び下流側で上記のようにテープ巻きを行うこと本線部19A及び分岐線部19Bを有する電線モジュール10Bを作ることができる。即ち、本実施形態では、電線束部分11Bをテープ巻付装置290から取り外す必要がなく、作業工数を低減できる。
本実施形態では、結集部55によって並列に並んだ2つの電線束部分11Bの中間部111がまとめられる。この部分は、電線モジュール10Bにおける分岐部19Xを成す。また、テープ巻付部3Xにより、中間部111よりも引張方向下流側で、2つの電線束部分11Bそれぞれにテープ巻きを行うことができる。一方、中間部111よりも引張方向上流側では、2つの電線束部分11Bを一括してテープ巻きを行うことができる。この場合、2つの電線束部分11Bにおける結集部55によってまとめられた部分を分岐部19Xとし、この分岐部19Xの上流側及び下流側で上記のようにテープ巻きを行うこと本線部19A及び分岐線部19Bを有する電線モジュール10Bを作ることができる。即ち、本実施形態では、電線束部分11Bをテープ巻付装置290から取り外す必要がなく、作業工数を低減できる。
また、本実施形態では、結集部55は、一対の支持部551を相互に近接させることで、2つの電線束部分11Bの各中間部111をまとめることができる。この場合も、電線束部分11Bをテープ巻付装置290から取り外す必要がなく、作業工数を低減できる。
また、本実施形態では、結集部55は、電線束部分11Bを把持し、また、結集部移動機構80Aは、結集部55を引張機構80の引張方向と同じ方向に移動させる。この場合、テープ巻付部3Xに対し電線束部分11Bを移動させることで、電線束部分11Bにテープ巻きを行うことが可能となる。
また、本実施形態のチューブ状外装部材取付装置20を用いることで、テープ巻付時に電線束部分11Bの周囲にコルゲートチューブ16を取り付ける動作を容易に行うことができる。また、コルゲートチューブ16は、容易に曲げることができる。
また、本実施形態においては、電線モジュール製造方法が、結集工程及び第二テープ巻き工程を備える。これにより、電線束部分11Bをテープ巻付装置290から取り外すことなく、分岐部19Xを有する電線モジュール10Bを作ることができる。このため、作業工数を低減できる。また、本実施形態では、さらに、テープ巻付時に電線束部分11Bの周囲にコルゲートチューブ16を取り付ける動作を容易に行うことができる。
<変形例>
次に、図34〜38を参照しつつ、変形例に係る粘着テープ取付装置20Xについて説明する。粘着テープ取付装置20Xは、チューブ状外装部材取付装置20と比べ、実施形態と異なる構造の結集部55Xを含む点で異なる。また、ここでは、粘着テープ取付装置20Xを用いて、チューブ状外装部材を伴わない電線の線状体に対して粘着テープ18が巻き付けられる場合について説明する。従って、粘着テープ取付装置20Xでは、チューブ外装治具60が省略されている。
次に、図34〜38を参照しつつ、変形例に係る粘着テープ取付装置20Xについて説明する。粘着テープ取付装置20Xは、チューブ状外装部材取付装置20と比べ、実施形態と異なる構造の結集部55Xを含む点で異なる。また、ここでは、粘着テープ取付装置20Xを用いて、チューブ状外装部材を伴わない電線の線状体に対して粘着テープ18が巻き付けられる場合について説明する。従って、粘着テープ取付装置20Xでは、チューブ外装治具60が省略されている。
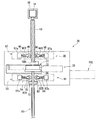
図34〜36は、粘着テープ取付装置20Xの動作を説明する説明図であり、粘着テープ取付装置20Xの概略平面図である。図37,38は、結集部55Xの概略正面図である。以下、実施形態と異なる点について説明する。
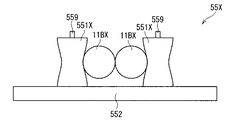
本例では、図37,38に示されるように、結集部55における一対の支持部551Xは、それぞれ回転可能に構成された一対の回転体である。ここでは、一対の支持部551Xは、円柱状に形成され、その中心軸周りに回転自在に支柱部559に取り付けられている。一対の支持部551Xは、その間を電線束部分11BXが通過することで回転する。即ち、一対の支持部551Xは従動回転可能に構成されている。
また、本例において、支持部551Xは、中間部分に向けて徐々に径が小さくなるように形成される。これにより、一対の支持部551Xで線状体を挟み込んだ際に、線状体が一対の支持部551Xに対して径が小さくなる部分に位置しやすくなることによって、線状体を位置決めすることができる。
また、本例でも、一対の支持部551Xは、支持部移動機構552によって相互に近づくことが可能に構成されている。ここで、最接近した状態の一対の支持部551Xにおける最も幅の大きい部分(一対の支持部551Xの中間部分の幅)は、例えば、2つの電線束部分11BXの外径2つ分に構成されていることが考えられる。この場合、電線束部分11BXが、安定して一対の支持部551X間を通過可能となる。
また、本例では、図34に示されるように、結集部55Xは、テープ巻付ユニット30に対し引張方向上流側と引張方向下流側とにそれぞれ設けられている。即ち、粘着テープ取付装置20Xは、テープ巻付ユニット30の引張方向上流側と引張方向下流側とにそれぞれ設けられた2つの結集部55Xを備える。
また、本例においては、実施形態と異なり、結集部55Xは、引張方向において動かないように取付ユニット50Yのベース板51に固定されている。従って、ここでは、固定された結集部55Xの一対の支持部551X間を線状体が通過することで、線状体が電線保持部材22から離れる方向に引っ張られる。
次に、粘着テープ取付装置20Xを用いて行われる電線モジュールの製造方法について説明する。
まず、実施形態と同様、両端の取付ユニット50Xに配設された線状体(電線束部分11BX)に対し粘着テープ18が巻き付けられる。
その後、テープ巻付ユニット30の引張方向上流側及び引張方向下流側に設けられた結集部55Xの一対の支持部551Xが、支持部移動機構552によって近接させられる。これにより、図35に示されるように、2つの電線束部分11BXの中間部111が取付ユニット50Y上にまとめられる。
その後、引張機構80により、各電線束部分11BXが電線保持部材22から離れる方向に引っ張られつつ、テープ巻付ユニット30により粘着テープ18の巻き付けが行われる。このとき、2つの電線束部分11BXは、一対の支持部551X間を通過する。これにより、一対の支持部551Xが回転し、2つの電線束部分11BXが引張方向下流側へ円滑に引っ張られる。
そして、図35,36に示されるように、2つの結集部55Xの間に配置されたテープ巻付ユニット30によって2つの電線束部分11BXが束ねられた状態で、その周囲を一括して覆うように粘着テープ18が巻き付けられる。その結果、チューブ状外装部材を伴わない、分岐部19Xを有する電線モジュール10Bを得ることができる。
本例においても、分岐部19Xを有する電線モジュール10Bを、各線状体(電線束部分11BX)をテープ巻付装置290から取り外すことなく作ることができる。これにより、作業工数を低減できる。また、本例においては、一対の支持部551Xが回転可能に構成され、電線束部分11BXは、近接された一対の支持部551X間を通過可能である。この場合、電線束部分11BXの引っ張り作業をより円滑に行うことができる。
<応用例>
粘着テープ18をコルゲートチューブ16の一端から他端にかけて連続的に螺旋状に巻き付けていくことは必須ではない。例えば、粘着テープ18をコルゲートチューブ16の一端部分と中間部分と他端部分とのそれぞれの領域において、巻付けるたびに切断するようにして部分的に巻付けてもよい。
粘着テープ18をコルゲートチューブ16の一端から他端にかけて連続的に螺旋状に巻き付けていくことは必須ではない。例えば、粘着テープ18をコルゲートチューブ16の一端部分と中間部分と他端部分とのそれぞれの領域において、巻付けるたびに切断するようにして部分的に巻付けてもよい。
また、実施形態において、テープ巻付装置は、チューブ状外装部材取付装置20に組み込まれているものとして説明したがこのことは必須ではない。テープ巻付装置は、単独で運用されてもよい。この際、テープ巻付装置は、上記引張機構80のような、回転体の凹部に挿通された線状体を線状体の延在方向に沿って引っ張る引張機構を備えていることが考えられる。例えば、上記チューブ状外装部材取付装置20からチューブ外装治具60を除いた部分を、テープ巻付装置としてとらえた構成をこのような構成としてみなすことができる。この場合、予め電線束部分11Bが挿通されているコルゲートチューブ16にテープ巻付装置を用いて粘着テープ18を巻付けることもあり得る。
また、チューブ外装治具60を複数の取付ユニット50の共用の部材としてもよい。この場合、例えば、チューブ外装治具60は、複数の取付ユニット50が並ぶ方向に移動可能に構成されていることが考えられる。
また、一対の支持部551,551Xのうち一方が固定され、他方が支持部移動機構552によって一方側に近付けられる構成であってもよい。
なお、本発明に係るテープ巻付装置、チューブ状外装部材取付装置及び電線モジュール製造方法は、各請求項に記載された発明の範囲において、以上に示された実施形態、変形例及び応用例を自由に組み合わせること、或いは、実施形態及び変形例を適宜、変形する又は一部を省略することによって構成されることも可能である。
10 チューブ状外装部材付電線モジュール
100 テープ巻付ユニット移動機構
10B 電線モジュール
110 電線束部分
111 中間部
11A 電線束部分
11B 電線束部分
12 電線
16 コルゲートチューブ
161 第一コルゲートチューブ
162 第二コルゲートチューブ
16a 太環状部
16b 細環状部
18 粘着テープ
18B テープ巻回体
19A 本線部
19B 分岐線部
19X 分岐部
20 チューブ状外装部材取付装置
290 テープ巻付装置
3X テープ巻付部
55 結集部
551 支持部
552 支持部移動機構
60 チューブ外装治具
63 電線案内部
631 第一電線案内部
632 第二電線案内部
65 チューブ案内部
651 第一チューブ案内部
652 第二チューブ案内部
100 テープ巻付ユニット移動機構
10B 電線モジュール
110 電線束部分
111 中間部
11A 電線束部分
11B 電線束部分
12 電線
16 コルゲートチューブ
161 第一コルゲートチューブ
162 第二コルゲートチューブ
16a 太環状部
16b 細環状部
18 粘着テープ
18B テープ巻回体
19A 本線部
19B 分岐線部
19X 分岐部
20 チューブ状外装部材取付装置
290 テープ巻付装置
3X テープ巻付部
55 結集部
551 支持部
552 支持部移動機構
60 チューブ外装治具
63 電線案内部
631 第一電線案内部
632 第二電線案内部
65 チューブ案内部
651 第一チューブ案内部
652 第二チューブ案内部
Claims (8)
- 並列に並ぶ複数の線状体を、各線状体の延在方向に沿ってそれぞれ引っ張る引張機構と、
前記引張機構により所定の長さ引っ張られた前記各線状体の中間部を1つの箇所にまとめる結集部と、
前記線状体の周囲に粘着テープが巻回されたテープ巻回体を回転させることで、前記線状体の周囲に前記粘着テープを巻付けるテープ巻付部と、を備え、
前記テープ巻付部は、
前記各線状体の引張方向において前記各線状体の前記中間部よりも下流側に位置する部分に対し、前記複数の線状体それぞれの周囲に前記テープ巻回体を回転させることで、前記複数の線状体それぞれに前記粘着テープを巻付け、
前記引張方向において前記各線状体の前記中間部の上流側に位置する部分に対し、前記複数の線状体を一括してその周囲に前記テープ巻回体を回転させることで、前記複数の線状体を一括するように前記粘着テープを巻付ける、テープ巻付装置。 - 請求項1に記載のテープ巻付装置であって、
前記結集部は、
並列に並ぶ前記複数の線状体の最も外側に位置する2つの前記線状体のさらに外側に配設された一対の支持部と、
前記一対の支持部を相互に若しくは一方を他方に近付けることが可能に移動させる支持部移動機構と、を備える、テープ巻付装置。 - 請求項1又は請求項2に記載のテープ巻付装置であって、
前記結集部は、前記複数の線状体の前記中間部が位置ずれしないように前記複数の線状体を把持し、
前記結集部を前記引張機構の前記引張方向と同じ方向に移動させる結集部移動機構をさらに備える、テープ巻付装置。 - 請求項2に記載のテープ巻付装置であって、
前記一対の支持部は、それぞれ回転可能に構成された一対の回転体である、テープ巻付装置。 - 請求項1から請求項4のいずれか1項に記載のテープ巻付装置と、
電線とスリットが形成され前記電線に外装されたチューブ状外装部材とを含む前記線状体のうち前記電線を案内する電線案内部と、前記チューブ状外装部材を前記スリットで広げつつ前記電線案内部を通って案内される前記電線に対して外装可能に案内するチューブ案内部と、を含み、前記テープ巻付装置に対して前記引張方向の上流側に設けられたチューブ外装治具と、を備え、
前記引張機構は、前記電線が前記電線案内部にセットされると共に、前記チューブ状外装部材が前記チューブ案内部にセットされて、前記チューブ状外装部材の一端部が前記電線のうち前記電線案内部から延出する部分に外装された状態で、前記チューブ状外装部材及び前記電線を含む前記線状体を前記チューブ外装治具から前記線状体の延在方向に沿って引っ張り、
前記引張機構により前記チューブ外装治具から引っ張られた前記線状体における前記チューブ状外装部材の回りに、前記テープ巻付部を回転させることで、前記チューブ状外装部材周りに前記粘着テープを巻付ける、チューブ状外装部材取付装置。 - 請求項5に記載のチューブ状外装部材取付装置であって、
前記チューブ状外装部材は、太環状部と細環状部とが交互に連なるコルゲートチューブである、チューブ状外装部材取付装置。 - 請求項1から請求項4のいずれか1項に記載のテープ巻付装置を用いて行われ、本線部と本線部の端部から延出する複数の分岐線部とを含み、前記本線部及び前記複数の分岐線部に前記粘着テープが巻き付けられた電線モジュールを製造する電線モジュール製造方法であって、
前記引張機構を用いて前記所定の長さ引っ張られた前記各線状体のうち前記中間部よりも前記引張方向下流側に存在する部分に前記テープ巻付部を用いて前記粘着テープを巻き付け、前記複数の線状体各々の周囲に前記粘着テープを巻付ける第一テープ巻き工程と、
前記結集部を用いて前記複数の線状体各々の前記中間部をまとめる結集工程と、
前記結集工程の後に行われ、まとめられた前記複数の線状体各々の前記中間部よりも前記引張方向上流側に存在する部分に対し、前記粘着テープが前記複数の線状体の周囲を一括して覆うように前記テープ巻付部を用いて前記複数の線状体に前記粘着テープを巻付ける第二テープ巻き工程と、を備える、電線モジュール製造方法。 - 請求項7に記載の電線モジュール製造方法であって、
請求項5又は請求項6に記載のチューブ状外装部材取付装置を用いて行われ、
前記チューブ状外装部材は、第一チューブ状外装部材と第二チューブ状外装部材とを含み、
前記チューブ外装治具における前記電線案内部は、第一電線案内部と第二電線案内部とを含み、前記チューブ案内部は、第一チューブ案内部と第二チューブ案内部とを含み、
前記第一テープ巻き工程は、
前記電線が前記第一電線案内部にセットされると共に、前記第一チューブ状外装部材が前記第一チューブ案内部にセットされ、前記第一チューブ状外装部材の一端部が前記電線のうち前記第一電線案内部から延出する部分に外装された状態で、前記引張機構によって前記所定の長さ引っ張りつつ、前記各線状体のうち前記中間部よりも前記引張方向下流側に存在する部分における前記第一チューブ状外装部材の周りに前記テープ巻付部を用いて前記粘着テープを巻き付け、前記複数の線状体それぞれの周囲に前記粘着テープを巻付ける工程であり、
前記第二テープ巻き工程は、
まとめられた前記複数の線状体各々の前記中間部から前記引張方向上流側に存在する前記複数の線状体における前記複数の電線が前記第二電線案内部にセットされると共に、前記第二チューブ状外装部材が前記第二チューブ案内部にセットされ、前記第二チューブ状外装部材の一端部が前記複数の電線のうち前記第二電線案内部から延出する部分に外装された状態で、前記引張機構を用いて引っ張りつつ、前記粘着テープが前記複数の線状体の周囲を一括して覆うように前記テープ巻付部を用いて前記複数の線状体に前記粘着テープを巻付ける工程である、電線モジュール製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015118949A JP2017004820A (ja) | 2015-06-12 | 2015-06-12 | テープ巻付装置、チューブ状外装部材取付装置及び電線モジュール製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015118949A JP2017004820A (ja) | 2015-06-12 | 2015-06-12 | テープ巻付装置、チューブ状外装部材取付装置及び電線モジュール製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017004820A true JP2017004820A (ja) | 2017-01-05 |
Family
ID=57752226
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015118949A Pending JP2017004820A (ja) | 2015-06-12 | 2015-06-12 | テープ巻付装置、チューブ状外装部材取付装置及び電線モジュール製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017004820A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115244807A (zh) * | 2020-03-12 | 2022-10-25 | 住友电装株式会社 | 布线构件及保持构件 |
-
2015
- 2015-06-12 JP JP2015118949A patent/JP2017004820A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115244807A (zh) * | 2020-03-12 | 2022-10-25 | 住友电装株式会社 | 布线构件及保持构件 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103038836B (zh) | 用于制造双绞线缆的装置和方法 | |
| EP2197006B1 (en) | Coil device and its manufacturing method | |
| JP2016063707A (ja) | チューブ状外装部材取付装置及びチューブ状外装部材付電線モジュールの製造方法 | |
| CN108886245B (zh) | 带分配工具 | |
| US11054236B2 (en) | Tape winding device | |
| WO2017191763A1 (ja) | テープ巻付装置、ワイヤーハーネス製造装置及びワイヤーハーネスの製造方法 | |
| CN111030388B (zh) | 一种挂线装置及记忆合金马达生产线 | |
| JP2017004820A (ja) | テープ巻付装置、チューブ状外装部材取付装置及び電線モジュール製造方法 | |
| JP5420463B2 (ja) | ステータコイル製造装置及び製造方法 | |
| JP6358652B2 (ja) | テープ巻付装置及びテープ巻付方法 | |
| JP2016536182A (ja) | 車両のグレージングパネル切取り方法 | |
| JP5611255B2 (ja) | 回転電機用コイルの結束テープ貼付け装置、回転電機用コイルの結束テープ貼付け方法およびこの結束テープ貼付け方法を用いた回転電機用コイルの製造方法 | |
| JP2017001884A (ja) | テープ巻付装置及びチューブ状外装部材取付装置 | |
| JP2017001845A (ja) | テープ巻付装置及びチューブ状外装部材取付装置 | |
| WO2016199698A1 (ja) | テープ巻付装置及びチューブ状外装部材取付装置 | |
| US6041842A (en) | Wiring harness wrapping | |
| JP2017004819A (ja) | テープ巻付装置 | |
| JP2017004816A (ja) | テープ巻付装置 | |
| WO2018116786A1 (ja) | 把持構造、ワイヤーハーネス製造装置及びワイヤーハーネスの製造方法 | |
| JP2006094619A (ja) | シールド導電路及びシールド導電路の製造方法 | |
| WO2010001342A1 (en) | Apparatus and method for coiling cable or wire pieces to give a coil having two further processable ends | |
| JP6282938B2 (ja) | 外装部材取付装置及び外装部材取付方法 | |
| JP5875112B2 (ja) | 撚り合わせ線の製造装置及び製造方法 | |
| US20220009743A1 (en) | Cable Coiling System | |
| CN106463213B (zh) | 外装部件安装装置和外装部件安装方法 |