JP2016183077A - 合わせガラス用中間膜及び合わせガラス - Google Patents
合わせガラス用中間膜及び合わせガラス Download PDFInfo
- Publication number
- JP2016183077A JP2016183077A JP2015064689A JP2015064689A JP2016183077A JP 2016183077 A JP2016183077 A JP 2016183077A JP 2015064689 A JP2015064689 A JP 2015064689A JP 2015064689 A JP2015064689 A JP 2015064689A JP 2016183077 A JP2016183077 A JP 2016183077A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- laminated glass
- less
- glass
- interlayer film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
【課題】合わせガラスの曲げ剛性を高めることができ、合わせガラスの遮音性を高めることができ、かつフローマークの発生を抑えることができる合わせガラス用中間膜を提供する。
【解決手段】本発明に係る合わせガラス用中間膜は、熱可塑性樹脂を含む第1の層と、熱可塑性樹脂を含む第2の層とを備え、前記第2の層が、前記第1の層の第1の表面側に配置されており、前記第1の層がクレイを含み、前記第1の層のガラス転移温度が、前記第2の層のガラス転移温度よりも低く、前記第1の層の200℃におけるtanδが0.8以上である。
【選択図】図1
【解決手段】本発明に係る合わせガラス用中間膜は、熱可塑性樹脂を含む第1の層と、熱可塑性樹脂を含む第2の層とを備え、前記第2の層が、前記第1の層の第1の表面側に配置されており、前記第1の層がクレイを含み、前記第1の層のガラス転移温度が、前記第2の層のガラス転移温度よりも低く、前記第1の層の200℃におけるtanδが0.8以上である。
【選択図】図1
Description
本発明は、合わせガラスを得るために用いられる合わせガラス用中間膜に関する。また、本発明は、上記合わせガラス用中間膜を用いた合わせガラスに関する。
合わせガラスは、外部衝撃を受けて破損してもガラスの破片の飛散量が少なく、安全性に優れている。このため、上記合わせガラスは、自動車、鉄道車両、航空機、船舶及び建築物等に広く使用されている。上記合わせガラスは、2つのガラス板の間に合わせガラス用中間膜を挟み込むことにより、製造されている。
上記合わせガラス用中間膜としては、1層の構造を有する単層の中間膜と、2層以上の構造を有する多層の中間膜とがある。
上記合わせガラス用中間膜の一例として、下記の特許文献1には、アセタール化度が60〜85モル%のポリビニルアセタール樹脂100重量部と、アルカリ金属塩及びアルカリ土類金属塩の内の少なくとも一種の金属塩0.001〜1.0重量部と、30重量部を超える可塑剤とを含む遮音層が開示されている。この遮音層は、単層で中間膜として用いられ得る。
さらに、下記の特許文献1には、上記遮音層と他の層とが積層された多層の中間膜も記載されている。遮音層に積層される他の層は、アセタール化度が60〜85モル%のポリビニルアセタール樹脂100重量部と、アルカリ金属塩及びアルカリ土類金属塩の内の少なくとも一種の金属塩0.001〜1.0重量部と、30重量部以下である可塑剤とを含む。
下記の特許文献2には、33℃以上のガラス転移温度を有するポリマー層である中間膜が開示されている。特許文献2では、上記ポリマー層が、厚みが4.0mm以下であるガラス板の間に配置されることが記載されている。
下記の特許文献3には、ポリビニルアセタール(A)、少なくとも1種の可塑剤(B)、フュームドシリカ(C)及び少なくとも1種の塩基性化合物(D)を含む中間膜が開示されている。この中間膜では、フュームドシリカ(C)と可塑化ポリビニルアセタール(A+B)との屈折率の差が0.015以下であり、重量比C/(A+B)が2.7/100〜60/100である。
特許文献1〜3に記載のような従来の中間膜を用いた合わせガラスでは、曲げ剛性が低いことがある。このため、例えば自動車のサイドドアに使用される場合には、合わせガラスを固定する枠がなく、合わせガラスの剛性が低いことに起因する撓みが原因で、ガラスの開閉に支障をきたすことがある。
また、近年、合わせガラスを軽量化するために、ガラス板の厚みを薄くすることが求められている。2つのガラス板の間に中間膜が挟み込まれた合わせガラスにおいて、ガラス板の厚みを薄くすると、曲げ剛性を充分に高く維持することが極めて困難であるという問題がある。
例えば、ガラス板の厚みが薄くても、中間膜に起因して合わせガラスの曲げ剛性を高めることができれば、合わせガラスを軽量化することができる。合わせガラスが軽量であると、合わせガラスに用いる材料の量を少なくすることができ、環境負荷を低減することができる。さらに、軽量である合わせガラスを自動車に用いると、燃費を向上させることができ、結果として環境負荷を低減することができる。
なお、特許文献3では、引張強度などの力学特性が改善されることが記載されている。しかし、一般に引張強度と曲げ剛性とは異なる。引張強度をある程度高めることができたとしても、曲げ剛性を十分に高めることができないことがある。
また、中間膜を用いた合わせガラスでは、曲げ剛性が高いことに加えて、遮音性も高いことが望まれる。特許文献3では、引張強度を高めることができたとしても、遮音性が十分に高くならない。特に、厚みが薄いガラス板と、ガラス転移温度が低い遮音層を備える中間膜とを組み合わせることで、合わせガラスの曲げ剛性が不足するという課題は何ら示唆されていない。
さらに、特許文献3では、多層の中間膜にフュームドシリカ(C)を用いることが記載されている。しかし、フュームドシリカ(C)を用いた多層の中間膜では、中間膜の表面又は層界面にすじ状のむらが生じることがある。このすじ状のむらは、フローマークと呼ばれている。
本発明の目的は、合わせガラスの曲げ剛性を高めることができ、合わせガラスの遮音性を高めることができ、かつフローマークの発生を抑えることができる合わせガラス用中間膜を提供することである。また、本発明は、上記合わせガラス用中間膜を用いた合わせガラスを提供することも目的とする。
本発明の広い局面によれば、熱可塑性樹脂を含む第1の層と、熱可塑性樹脂を含む第2の層とを備え、前記第2の層が、前記第1の層の第1の表面側に配置されており、前記第1の層がクレイを含み、前記第1の層のガラス転移温度が、前記第2の層のガラス転移温度よりも低く、前記第1の層の200℃におけるtanδが0.8以上である、合わせガラス用中間膜が提供される。
前記第1の層中の前記熱可塑性樹脂が、ポリビニルアセタール樹脂であることが好ましい。前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率が28モル%以下であることが好ましい。前記第2の層中の前記熱可塑性樹脂が、ポリビニルアセタール樹脂であることが好ましい。
本発明に係る合わせガラス用中間膜のある特定の局面では、前記第1の層のガラス転移温度と、前記第2の層のガラス転移温度との差の絶対値が30℃以上である。
本発明に係る合わせガラス用中間膜のある特定の局面では、前記第1の層のガラス転移温度が15℃以下である。
本発明に係る合わせガラス用中間膜のある特定の局面では、前記第1の層中の前記熱可塑性樹脂100重量部に対して、前記第1の層中の前記クレイの含有量が5重量部以上、80重量部以下である。
本発明に係る合わせガラス用中間膜のある特定の局面では、前記中間膜は、熱可塑性樹脂を含む第3の層を備え、前記第3の層は、前記第1の層の前記第1の表面とは反対の第2の表面側に配置されている。
本発明に係る合わせガラス用中間膜のある特定の局面では、前記第1の層が可塑剤を含み、前記第2の層が可塑剤を含み、前記第3の層が可塑剤を含む。
本発明に係る合わせガラス用中間膜のある特定の局面では、合わせガラス用中間膜の厚みをTとしたときに、前記第1の層の厚みが、0.4T以下である。
本発明に係る合わせガラス用中間膜のある特定の局面では、前記第1の層の厚みは200μm以下である。
本発明に係る合わせガラス用中間膜のある特定の局面では、JIS R3208に準拠した、厚み2mmの2枚のグリーンガラスの間に合わせガラス用中間膜を挟み込むことにより合わせガラスを得たときに、得られる合わせガラスの可視光線透過率が70%以上である。
本発明に係る合わせガラス用中間膜のある特定の局面では、前記中間膜は、厚みが1mm以下である第1のガラス板を用いて、前記第1のガラス板と第2のガラス板との間に配置されて、合わせガラスを得るために用いられる。
本発明の広い局面によれば、第1の合わせガラス部材と、第2の合わせガラス部材と、上述した合わせガラス用中間膜とを備え、前記第1の合わせガラス部材と前記第2の合わせガラス部材との間に、前記合わせガラス用中間膜が配置されている、合わせガラスが提供される。
本発明に係る合わせガラスのある特定の局面では、前記第1の合わせガラス部材が第1のガラス板であり、前記第1のガラス板の厚みが1mm以下である。
本発明に係る合わせガラス用中間膜は、熱可塑性樹脂を含む第1の層と、熱可塑性樹脂を含む第2の層とを備え、上記第2の層が、上記第1の層の第1の表面側に配置されており、上記第1の層がクレイを含み、上記第1の層のガラス転移温度が、上記第2の層のガラス転移温度よりも低く、上記第1の層の200℃におけるtanδが0.8以上であるので、中間膜を用いた合わせガラスの曲げ剛性を高めることができ、合わせガラスの遮音性を高めることができ、かつ合わせガラスにおけるフローマークの発生を抑えることができる。
以下、本発明を詳細に説明する。
本発明に係る合わせガラス用中間膜(本明細書において、「中間膜」と略記することがある)は、2層以上の構造を有する。本発明に係る中間膜は、2層の構造を有していてもよく、3層以上の構造を有していてもよい。本発明に係る中間膜は、熱可塑性樹脂を含む第1の層を備える。本発明に係る中間膜は、熱可塑性樹脂を含む第2の層を備える。本発明に係る中間膜では、上記第2の層が、上記第1の層の第1の表面側に配置されている。
本発明に係る中間膜では、上記第1の層がクレイを含む。
本発明に係る中間膜では、上記第1の層のガラス転移温度が、上記第2の層のガラス転移温度よりも低い。
本発明に係る中間膜では、上記第1の層の200℃におけるtanδが0.8以上である。
本発明に係る中間膜では、上記の構成が備えられているので、中間膜を用いた合わせガラスの曲げ剛性を高めることができる。また、合わせガラスを得るために、中間膜は、第1のガラス板と第2のガラス板との間に配置されることが多い。第1のガラス板の厚みが薄くても、本発明に係る中間膜の使用により、合わせガラスの曲げ剛性を充分に高くすることができる。また、第1のガラス板と第2のガラス板との双方の厚みが薄くても、本発明に係る中間膜の使用により、合わせガラスの曲げ剛性を充分に高くすることができる。なお、第1のガラス板と第2のガラス板との双方の厚みが厚いと、合わせガラスの曲げ剛性はより一層高くなる。
さらに、本発明に係る中間膜では、上記の構成が備えられているので、中間膜を用いた合わせガラスの遮音性も高めることができる。
さらに、本発明に係る中間膜では、上記の構成が備えられているので、中間膜において、フローマークと呼ばれるすじ状のむらの発生を抑えることができる。この結果、中間膜を用いた合わせガラスの外観を良好にし、合わせガラスを透過した像が歪むことを防止することができ、その像の観察者に与えるストレスを緩和することができる。
上記中間膜は、3層以上の構造を有していてもよく、第1の層及び第2の層に加えて第3の層を備えていてもよい。上記中間膜は、熱可塑性樹脂を含む第3の層をさらに備えることが好ましい。上記中間膜が上記第2の層及び上記第3の層を備える場合に、上記第1の層の上記第1の表面とは反対の第2の表面側に、上記第3の層が配置される。
上記第2の層の上記第1の層側とは反対の表面は、合わせガラス部材又はガラス板が積層される表面であることが好ましい。上記第2の層に積層されるガラス板の厚みは1mm以下であることが好ましい。上記第1の層の第1の表面(上記第2の層側の表面)とは反対の第2の表面は、合わせガラス部材又はガラス板が積層される表面であってもよい。上記第1の層に積層されるガラス板の厚みは1mm以下であることが好ましい。上記第3の層の上記第1の層側とは反対の表面は、合わせガラス部材又はガラス板が積層される表面であることが好ましい。上記第3の層に積層されるガラス板の厚みは1mm以下であることが好ましい。
中間膜に起因して曲げ剛性を充分に高くすることができるので、上記中間膜は、厚みが1mm以下である第1のガラス板を用いて、該第1のガラス板と第2のガラス板との間に配置されて、合わせガラスを得るために好適に用いられる。中間膜に起因して曲げ剛性を充分に高くすることができるので、上記中間膜は、厚みが1mm以下である第1のガラス板と厚みが1mm以下である第2のガラス板とを用いて、上記第1のガラス板と上記第2のガラス板との間に配置されて、合わせガラスを得るためにより好適に用いられる。
以下、図面を参照しつつ、本発明の具体的な実施形態を説明する。
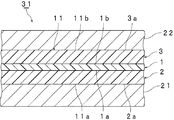
図1に、本発明の第1の実施形態に係る合わせガラス用中間膜を模式的に断面図で示す。
図1に示す中間膜11は、2層以上の構造を有する多層の中間膜である。中間膜11は、合わせガラスを得るために用いられる。中間膜11は、合わせガラス用中間膜である。中間膜11は、第1の層1と、第2の層2と、第3の層3とを備える。第1の層1の第1の表面1aに、第2の層2が配置されており、積層されている。第1の層1の第1の表面1aとは反対の第2の表面1bに、第3の層3が配置されており、積層されている。第1の層1は中間層である。第2の層2及び第3の層3はそれぞれ、保護層であり、本実施形態では表面層である。第1の層1は、第2の層2と第3の層3との間に配置されており、挟み込まれている。従って、中間膜11は、第2の層2と第1の層1と第3の層3とがこの順で積層された多層構造(第2の層2/第1の層1/第3の層3)を有する。
なお、第2の層2と第1の層1との間、及び、第1の層1と第3の層3との間にはそれぞれ、他の層が配置されていてもよい。第2の層2と第1の層1、及び、第1の層1と第3の層3とはそれぞれ、直接積層されていることが好ましい。他の層として、ポリエチレンテレフタレート等を含む層が挙げられる。
第1の層1は、熱可塑性樹脂とクレイとを含む。第2の層2は、熱可塑性樹脂を含む。第3の層3は、熱可塑性樹脂を含むことが好ましい。
以下、本発明に係る中間膜を構成する上記第1の層、上記第2の層及び上記第3の層の詳細、並びに上記第1の層、上記第2の層及び上記第3の層に含まれる各成分の詳細を説明する。
(熱可塑性樹脂)
上記第1の層は、熱可塑性樹脂(以下、熱可塑性樹脂(1)と記載することがある)を含む。上記第1の層は、熱可塑性樹脂(1)として、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(1)と記載することがある)を含むことが好ましい。上記第2の層は、熱可塑性樹脂(以下、熱可塑性樹脂(2)と記載することがある)を含む。上記第2の層は、熱可塑性樹脂(2)として、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(2)と記載することがある)を含むことが好ましい。上記第3の層は、熱可塑性樹脂(以下、熱可塑性樹脂(3)と記載することがある)を含むことが好ましく、熱可塑性樹脂(3)として、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(3)と記載することがある)を含むことが好ましい。上記熱可塑性樹脂(1)と上記熱可塑性樹脂(2)と上記熱可塑性樹脂(3)とは、同一であってもよく、異なっていてもよいが、遮音性がより一層高くなることから、上記熱可塑性樹脂(1)は、上記熱可塑性樹脂(2)及び上記熱可塑性樹脂(3)と異なっていることが好ましい。上記ポリビニルアセタール樹脂(1)と上記ポリビニルアセタール樹脂(2)と上記ポリビニルアセタール樹脂(3)とは、同一であってもよく、異なっていてもよいが、遮音性がより一層高くなることから、上記ポリビニルアセタール樹脂(1)は、上記ポリビニルアセタール樹脂(2)及び上記ポリビニルアセタール樹脂(3)と異なっていることが好ましい。上記熱可塑性樹脂(1)、上記熱可塑性樹脂(2)及び上記熱可塑性樹脂(3)はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。上記ポリビニルアセタール樹脂(1)、上記ポリビニルアセタール樹脂(2)及び上記ポリビニルアセタール樹脂(3)はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記第1の層は、熱可塑性樹脂(以下、熱可塑性樹脂(1)と記載することがある)を含む。上記第1の層は、熱可塑性樹脂(1)として、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(1)と記載することがある)を含むことが好ましい。上記第2の層は、熱可塑性樹脂(以下、熱可塑性樹脂(2)と記載することがある)を含む。上記第2の層は、熱可塑性樹脂(2)として、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(2)と記載することがある)を含むことが好ましい。上記第3の層は、熱可塑性樹脂(以下、熱可塑性樹脂(3)と記載することがある)を含むことが好ましく、熱可塑性樹脂(3)として、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(3)と記載することがある)を含むことが好ましい。上記熱可塑性樹脂(1)と上記熱可塑性樹脂(2)と上記熱可塑性樹脂(3)とは、同一であってもよく、異なっていてもよいが、遮音性がより一層高くなることから、上記熱可塑性樹脂(1)は、上記熱可塑性樹脂(2)及び上記熱可塑性樹脂(3)と異なっていることが好ましい。上記ポリビニルアセタール樹脂(1)と上記ポリビニルアセタール樹脂(2)と上記ポリビニルアセタール樹脂(3)とは、同一であってもよく、異なっていてもよいが、遮音性がより一層高くなることから、上記ポリビニルアセタール樹脂(1)は、上記ポリビニルアセタール樹脂(2)及び上記ポリビニルアセタール樹脂(3)と異なっていることが好ましい。上記熱可塑性樹脂(1)、上記熱可塑性樹脂(2)及び上記熱可塑性樹脂(3)はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。上記ポリビニルアセタール樹脂(1)、上記ポリビニルアセタール樹脂(2)及び上記ポリビニルアセタール樹脂(3)はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記熱可塑性樹脂としては、ポリビニルアセタール樹脂、エチレン−酢酸ビニル共重合体樹脂、エチレン−アクリル酸共重合体樹脂、ポリウレタン樹脂及びポリビニルアルコール樹脂等が挙げられる。これら以外の熱可塑性樹脂を用いてもよい。
上記ポリビニルアセタール樹脂は、例えば、ポリビニルアルコールをアルデヒドによりアセタール化することにより製造できる。上記ポリビニルアルコールは、例えば、ポリ酢酸ビニルをけん化することにより得られる。上記ポリビニルアルコールのけん化度は、一般に70〜99.9モル%である。
上記ポリビニルアルコール(PVA)の平均重合度は、好ましくは200以上、より好ましくは500以上、より一層好ましくは1500以上、更に好ましくは1600以上、特に好ましくは2600以上、最も好ましくは2700以上、好ましくは5000以下、より好ましくは4000以下、更に好ましくは3500以下である。上記平均重合度が上記下限以上であると、合わせガラスの耐貫通性がより一層高くなる。上記平均重合度が上記上限以下であると、中間膜の成形が容易になる。
上記ポリビニルアルコールの平均重合度は、JIS K6726「ポリビニルアルコール試験方法」に準拠した方法により求められる。
上記ポリビニルアセタール樹脂におけるアセタール基の炭素数は3〜5であることが好ましく、4又は5であることが好ましい。
上記アルデヒドとして、一般には、炭素数が1〜10のアルデヒドが好適に用いられる。上記炭素数が1〜10のアルデヒドとしては、例えば、ホルムアルデヒド、アセトアルデヒド、プロピオンアルデヒド、n−ブチルアルデヒド、イソブチルアルデヒド、n−バレルアルデヒド、2−エチルブチルアルデヒド、n−ヘキシルアルデヒド、n−オクチルアルデヒド、n−ノニルアルデヒド、n−デシルアルデヒド、及びベンズアルデヒド等が挙げられる。なかでも、アセトアルデヒド、プロピオンアルデヒド、n−ブチルアルデヒド、イソブチルアルデヒド、n−ヘキシルアルデヒド又はn−バレルアルデヒドが好ましく、アセトアルデヒド、プロピオンアルデヒド、n−ブチルアルデヒド、イソブチルアルデヒド又はn−バレルアルデヒドがより好ましく、n−ブチルアルデヒド又はn−バレルアルデヒドが更に好ましい。上記アルデヒドは、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記ポリビニルアセタール樹脂(1)の水酸基の含有率(水酸基量)は、好ましくは17モル%以上、より好ましくは20モル%以上、更に好ましくは22モル%以上、好ましくは28モル%以下、より好ましくは27モル%以下、更に好ましくは25モル%以下である。上記水酸基の含有率が上記下限以上であると、中間膜の機械強度がより一層高くなる。特に、上記ポリビニルアセタール樹脂(1)の水酸基の含有率が20モル%以上であると反応効率が高く生産性に優れ、また28モル%以下であると、合わせガラスの遮音性がより一層高くなる。また、上記水酸基の含有率が上記上限以下であると、中間膜の柔軟性が高くなり、中間膜の取扱いが容易になる。特に、上記ポリビニルアセタール樹脂(1)の水酸基の含有率が28モル%以下である中間膜を用いた合わせガラスは曲げ剛性が低くなる傾向にあるが、上記第1の層がクレイを含むことにより、曲げ剛性を顕著に改善できる。
上記ポリビニルアセタール樹脂(2)及び上記ポリビニルアセタール樹脂(3)の水酸基の各含有率は、好ましくは25モル%以上、より好ましくは28モル%以上、より好ましくは30モル%以上、より一層好ましくは31.5モル%以上、更に好ましくは32モル%以上、特に好ましくは33モル%以上、好ましくは37モル%以下、より好ましくは36.5モル%以下、更に好ましくは36モル%以下である。上記水酸基の含有率が上記下限以上であると、曲げ剛性がより一層高くなり、中間膜の接着力がより一層高くなる。また、上記水酸基の含有率が上記上限以下であると、中間膜の柔軟性が高くなり、中間膜の取扱いが容易になる。
遮音性をより一層高める観点からは、上記ポリビニルアセタール樹脂(1)の水酸基の含有率は、上記ポリビニルアセタール樹脂(2)の水酸基の含有率よりも低いことが好ましい。遮音性を更に一層高める観点からは、上記ポリビニルアセタール樹脂(1)の水酸基の含有率と、上記ポリビニルアセタール樹脂(2)の水酸基の含有率との差の絶対値は、好ましくは1モル%以上、より好ましくは5モル%以上、更に好ましくは9モル%以上、特に好ましくは10モル%以上、最も好ましくは12モル%以上である。上記ポリビニルアセタール樹脂(1)の水酸基の含有率と、上記ポリビニルアセタール樹脂(2)の水酸基の含有率との差の絶対値は、好ましくは20モル%以下である。
上記第1の層のガラス転移温度は、上記第2の層のガラス転移温度よりも低い。
上記ポリビニルアセタール樹脂の水酸基の含有率は、水酸基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率を百分率で示した値である。上記水酸基が結合しているエチレン基量は、例えば、JIS K6726「ポリビニルアルコール試験方法」に準拠して、測定することにより求めることができる。
上記ポリビニルアセタール樹脂(1)のアセチル化度(アセチル基量)は、好ましくは0.01モル%以上、より好ましくは0.1モル%以上、より一層好ましくは7モル%以上、更に好ましくは9モル%以上、好ましくは30モル%以下、より好ましくは25モル%以下、更に好ましくは15モル%以下である。上記アセチル化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性が高くなる。上記アセチル化度が上記上限以下であると、中間膜及び合わせガラスの耐湿性が高くなる。特に、上記ポリビニルアセタール樹脂(1)のアセチル化度が0.1モル%以上、25モル%以下であると、耐貫通性に優れる。
上記ポリビニルアセタール樹脂(2)及び上記ポリビニルアセタール樹脂(3)の各アセチル化度は、好ましくは0.01モル%以上、より好ましくは0.5モル%以上、好ましくは10モル%以下、より好ましくは2モル%以下である。上記アセチル化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性が高くなる。上記アセチル化度が上記上限以下であると、中間膜及び合わせガラスの耐湿性が高くなる。
上記アセチル化度は、主鎖の全エチレン基量から、アセタール基が結合しているエチレン基量と、水酸基が結合しているエチレン基量とを差し引いた値を、主鎖の全エチレン基量で除算して求めたモル分率を百分率で示した値である。上記アセタール基が結合しているエチレン基量は、例えば、JIS K6728「ポリビニルブチラール試験方法」に準拠して測定できる。
上記ポリビニルアセタール樹脂(1)のアセタール化度(ポリビニルブチラール樹脂の場合にはブチラール化度)は、好ましくは47モル%以上、より好ましくは60モル%以上、好ましくは85モル%以下、より好ましくは80モル%以下、更に好ましくは75モル%以下である。上記アセタール化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性が高くなる。上記アセタール化度が上記上限以下であると、ポリビニルアセタール樹脂を製造するために必要な反応時間が短くなる。
上記ポリビニルアセタール樹脂(2)及び上記ポリビニルアセタール樹脂(3)の各アセタール化度(ポリビニルブチラール樹脂の場合にはブチラール化度)は、好ましくは55モル%以上、より好ましくは60モル%以上、好ましくは75モル%以下、より好ましくは71モル%以下である。上記アセタール化度が上記下限以上であると、ポリビニルアセタール樹脂と可塑剤との相溶性が高くなる。上記アセタール化度が上記上限以下であると、ポリビニルアセタール樹脂を製造するために必要な反応時間が短くなる。
上記アセタール化度は、アセタール基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率を百分率で示した値である。上記アセタール化度は、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法により、算出され得る。
なお、上記水酸基の含有率(水酸基量)、アセタール化度(ブチラール化度)及びアセチル化度は、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法により測定された結果から算出することが好ましい。但し、ASTM D1396−92による測定を用いてもよい。ポリビニルアセタール樹脂がポリビニルブチラール樹脂である場合は、上記水酸基の含有率(水酸基量)、上記アセタール化度(ブチラール化度)及び上記アセチル化度は、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法により測定された結果から算出され得る。
合わせガラスの耐貫通性をより一層良好にする観点からは、上記ポリビニルアセタール樹脂(1)は、アセチル化度(a)が8モル%未満であり、かつアセタール化度(a)が65モル%以上であるポリビニルアセタール樹脂(A)であるか、又はアセチル化度(b)が8モル%以上であるポリビニルアセタール樹脂(B)であることが好ましい。上記ポリビニルアセタール樹脂(2)及び上記ポリビニルアセタール樹脂(3)は、上記ポリビニルアセタール樹脂(A)であってもよく、上記ポリビニルアセタール樹脂(B)であってもよい。
上記ポリビニルアセタール樹脂(A)のアセチル化度(a)は8モル%未満、好ましくは7.9モル%以下、より好ましくは7.8モル%以下、更に好ましくは6.5モル%以下、特に好ましくは6モル%以下、好ましくは0.1モル%以上、より好ましくは0.5モル%以上、更に好ましくは5モル%以上、特に好ましくは5.5モル%以上である。上記アセチル化度(a)が0.1モル%以上、8モル%未満であると、可塑剤の移行を容易に制御でき、合わせガラスの遮音性がより一層高くなる。
上記ポリビニルアセタール樹脂(A)のアセタール化度(a)は65モル%以上、好ましくは66モル%以上、より好ましくは67モル%以上、更に好ましくは67.5モル%以上、特に好ましくは75モル%以上、好ましくは85モル%以下、より好ましくは84モル%以下、更に好ましくは83モル%以下、特に好ましくは82モル%以下である。上記アセタール化度(a)が上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセタール化度(a)が上記上限以下であると、ポリビニルアセタール樹脂(A)を製造するために必要な反応時間を短縮できる。
上記ポリビニルアセタール樹脂(A)の水酸基の含有率(a)は好ましくは18モル%以上、より好ましくは19モル%以上、更に好ましくは20モル%以上、特に好ましくは21モル%以上、最も好ましくは23モル%以上、好ましくは31モル%以下、より好ましくは30モル%以下、更に好ましくは29モル%以下、特に好ましくは28モル%以下である。上記水酸基の含有率(a)が上記下限以上であると、上記第1の層と上記第2の層とが直接積層されている場合、上記第1の層に対する上記第2の層の接着力がより一層高くなる。上記水酸基の含有率(a)が上記上限以下であると、合わせガラスの遮音性がより一層高くなる。
上記ポリビニルアセタール樹脂(B)のアセチル化度(b)は、8モル%以上、好ましくは9モル%以上、より好ましくは9.5モル%以上、更に好ましくは10モル%以上、特に好ましくは10.5モル%以上、好ましくは30モル%以下、より好ましくは28モル%以下、更に好ましくは26モル%以下、特に好ましくは24モル%以下である。上記アセチル化度(b)が上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセチル化度(b)が上記上限以下であると、ポリビニルアセタール樹脂(B)を製造するために必要な反応時間を短縮できる。
上記ポリビニルアセタール樹脂(B)のアセタール化度(b)は好ましくは50モル%以上、より好ましくは53モル%以上、更に好ましくは55モル%以上、特に好ましくは60モル%以上、好ましくは78モル%以下、より好ましくは75モル%以下、更に好ましくは72モル%以下、特に好ましくは70モル%以下である。上記アセタール化度(b)が上記下限以上であると、合わせガラスの遮音性がより一層高くなる。上記アセタール化度(b)が上記上限以下であると、ポリビニルアセタール樹脂(B)を製造するために必要な反応時間を短縮できる。
上記ポリビニルアセタール樹脂(B)の水酸基の含有率(b)は好ましくは18モル%以上、より好ましくは19モル%以上、更に好ましくは20モル%以上、特に好ましくは21モル%以上、最も好ましくは23モル%以上、好ましくは31モル%以下、より好ましくは30モル%以下、更に好ましくは29モル%以下、特に好ましくは28モル%以下である。上記水酸基の含有率(b)が上記下限以上であると、上記第1の層と上記第2の層とが直接積層されている場合、上記第1の層に対する上記第2の層の接着力がより一層高くなる。上記水酸基の含有率(b)が上記上限以下であると、合わせガラスの遮音性がより一層高くなる。
上記ポリビニルアセタール樹脂(A)及び上記ポリビニルアセタール樹脂(B)はそれぞれ、ポリビニルブチラール樹脂であることが好ましい。
(可塑剤)
上記第1の層(単層の中間膜を含む)は、可塑剤(以下、可塑剤(1)と記載することがある)を含むことが好ましい。上記第2の層は、可塑剤(以下、可塑剤(2)と記載することがある)を含むことが好ましい。上記第3の層は、可塑剤(以下、可塑剤(3)と記載することがある)を含むことが好ましい。可塑剤の使用により、またポリビニルアセタール樹脂と可塑剤との併用により、ポリビニルアセタール樹脂と可塑剤とを含む層の合わせガラス部材又は他の層に対する接着力が適度に高くなる。上記可塑剤は特に限定されない。上記可塑剤(1)と上記可塑剤(2)と上記可塑剤(3)とは同一であってもよく、異なっていてもよい。上記可塑剤(1)、上記可塑剤(2)及び上記可塑剤(3)はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記第1の層(単層の中間膜を含む)は、可塑剤(以下、可塑剤(1)と記載することがある)を含むことが好ましい。上記第2の層は、可塑剤(以下、可塑剤(2)と記載することがある)を含むことが好ましい。上記第3の層は、可塑剤(以下、可塑剤(3)と記載することがある)を含むことが好ましい。可塑剤の使用により、またポリビニルアセタール樹脂と可塑剤との併用により、ポリビニルアセタール樹脂と可塑剤とを含む層の合わせガラス部材又は他の層に対する接着力が適度に高くなる。上記可塑剤は特に限定されない。上記可塑剤(1)と上記可塑剤(2)と上記可塑剤(3)とは同一であってもよく、異なっていてもよい。上記可塑剤(1)、上記可塑剤(2)及び上記可塑剤(3)はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記可塑剤としては、一塩基性有機酸エステル及び多塩基性有機酸エステル等の有機エステル可塑剤、並びに有機リン酸可塑剤及び有機亜リン酸可塑剤などの有機リン酸可塑剤等が挙げられる。なかでも、有機エステル可塑剤が好ましい。上記可塑剤は液状可塑剤であることが好ましい。
上記一塩基性有機酸エステルとしては、グリコールと一塩基性有機酸との反応によって得られたグリコールエステル等が挙げられる。上記グリコールとしては、トリエチレングリコール、テトラエチレングリコール及びトリプロピレングリコール等が挙げられる。上記一塩基性有機酸としては、酪酸、イソ酪酸、カプロン酸、2−エチル酪酸、ヘプチル酸、n−オクチル酸、2−エチルヘキシル酸、n−ノニル酸及びデシル酸等が挙げられる。
上記多塩基性有機酸エステルとしては、多塩基性有機酸と、炭素数4〜8の直鎖又は分岐構造を有するアルコールとのエステル化合物等が挙げられる。上記多塩基性有機酸としては、アジピン酸、セバシン酸及びアゼライン酸等が挙げられる。
上記有機エステル可塑剤としては、トリエチレングリコールジ−2−エチルプロパノエート、トリエチレングリコールジ−2−エチルブチレート、トリエチレングリコールジ−2−エチルヘキサノエート、トリエチレングリコールジカプリレート、トリエチレングリコールジ−n−オクタノエート、トリエチレングリコールジ−n−ヘプタノエート、テトラエチレングリコールジ−n−ヘプタノエート、ジブチルセバケート、ジオクチルアゼレート、ジブチルカルビトールアジペート、エチレングリコールジ−2−エチルブチレート、1,3−プロピレングリコールジ−2−エチルブチレート、1,4−ブチレングリコールジ−2−エチルブチレート、ジエチレングリコールジ−2−エチルブチレート、ジエチレングリコールジ−2−エチルヘキサノエート、ジプロピレングリコールジ−2−エチルブチレート、トリエチレングリコールジ−2−エチルペンタノエート、テトラエチレングリコールジ−2−エチルブチレート、ジエチレングリコールジカプリレート、アジピン酸ジヘキシル、アジピン酸ジオクチル、アジピン酸ヘキシルシクロヘキシル、アジピン酸ヘプチルとアジピン酸ノニルとの混合物、アジピン酸ジイソノニル、アジピン酸ジイソデシル、アジピン酸ヘプチルノニル、セバシン酸ジブチル、油変性セバシン酸アルキド、及びリン酸エステルとアジピン酸エステルとの混合物等が挙げられる。これら以外の有機エステル可塑剤を用いてもよい。上述のアジピン酸エステル以外の他のアジピン酸エステルを用いてもよい。
上記有機リン酸可塑剤としては、トリブトキシエチルホスフェート、イソデシルフェニルホスフェート及びトリイソプロピルホスフェート等が挙げられる。
上記可塑剤は、下記式(1)で表されるジエステル可塑剤であることが好ましい。

上記式(1)中、R1及びR2はそれぞれ、炭素数2〜10の有機基を表し、R3は、エチレン基、イソプロピレン基又はn−プロピレン基を表し、pは3〜10の整数を表す。上記式(1)中のR1及びR2はそれぞれ、炭素数5〜10の有機基であることが好ましく、炭素数6〜10の有機基であることがより好ましい。
上記可塑剤は、トリエチレングリコールジ−2−エチルヘキサノエート(3GO)、トリエチレングリコールジ−2−エチルブチレート(3GH)又はトリエチレングリコールジ−2−エチルプロパノエートを含むことが好ましく、トリエチレングリコールジ−2−エチルヘキサノエート又はトリエチレングリコールジ−2−エチルブチレートを含むことがより好ましく、トリエチレングリコールジ−2−エチルヘキサノエートを含むことが更に好ましい。
上記熱可塑性樹脂(2)100重量部(熱可塑性樹脂(2)がポリビニルアセタール樹脂(2)である場合には、ポリビニルアセタール樹脂(2)100重量部)に対する上記可塑剤(2)の含有量(以下、含有量(2)と記載することがある)、並びに上記熱可塑性樹脂(3)100重量部(熱可塑性樹脂(3)がポリビニルアセタール樹脂(3)である場合には、ポリビニルアセタール樹脂(3)100重量部)に対する上記可塑剤(3)の含有量(以下、含有量(3)と記載することがある)はそれぞれ、好ましくは10重量部以上、より好ましくは15重量部以上、好ましくは40重量部以下、より好ましくは35重量部以下、更に好ましくは32重量部以下、特に好ましくは30重量部以下である。上記含有量(2)及び上記含有量(3)が上記下限以上であると、中間膜の柔軟性が高くなり、中間膜の取扱いが容易になる。上記含有量(2)及び上記含有量(3)が上記上限以下であると、曲げ剛性がより一層高くなる。
上記熱可塑性樹脂(1)100重量部(熱可塑性樹脂(1)がポリビニルアセタール樹脂(1)である場合には、ポリビニルアセタール樹脂(1)100重量部)に対する上記可塑剤(1)の含有量(以下、含有量(1)と記載することがある)は、好ましくは50重量部以上、より好ましくは55重量部以上、更に好ましくは60重量部以上、好ましくは90重量部以下、より好ましくは85重量部以下、更に好ましくは80重量部以下である。上記含有量(1)が上記下限以上であると、中間膜の柔軟性が高くなり、中間膜の取扱いが容易になる。上記含有量(1)が上記上限以下であると、合わせガラスの耐貫通性がより一層高くなる。
合わせガラスの遮音性を高めるために、上記含有量(1)は上記含有量(2)よりも多いことが好ましく、上記含有量(1)は上記含有量(3)よりも多いことが好ましい。特に、上記含有量(1)が55重量部以上である中間膜を用いた合わせガラスは曲げ剛性が低くなる傾向にあるが、上記第1の層がクレイを含むことにより、曲げ剛性を顕著に改善できる。
合わせガラスの遮音性をより一層高める観点からは、上記含有量(2)と上記含有量(1)との差の絶対値、並びに上記含有量(3)と上記含有量(1)との差の絶対値はそれぞれ、好ましくは10重量部以上、より好ましくは15重量部以上、更に好ましくは20重量部以上である。上記含有量(2)と上記含有量(1)との差の絶対値、並びに上記含有量(3)と上記含有量(1)との差の絶対値はそれぞれ、好ましくは80重量部以下、より好ましくは75重量部以下、更に好ましくは70重量部以下である。
(クレイ)
上記第1の層はクレイを含む。クレイの使用により、遮音性及び曲げ剛性が高くなり、更に各層間接着力も高くなる。上記クレイは、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記第1の層はクレイを含む。クレイの使用により、遮音性及び曲げ剛性が高くなり、更に各層間接着力も高くなる。上記クレイは、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記クレイとしては、例えばモンモリロナイト、ベントナイト、サポナイト、ヘクトライト、バイデライト、スティブンサイト、ノントロナイト等のスメクタイトや、合成マイカ等のマイカ;バーミキュライト、パイロフィライト及びカオリン等が挙げられ、1種又は2種以上を用いることができる。
透明性をより一層高める観点からは、上記クレイはナノクレイであることが好ましい。透明性及び曲げ剛性を効果的に高める観点からは、上記クレイの平均径は、好ましくは5nm以上、より好ましくは10nm以上、好ましくは1000nm未満、より好ましくは500nm以下、更に好ましくは50nm以下である。
上記クレイの径は、長径を意味する。上記クレイの平均径は、レーザー回折法及び動的光散乱法等で測定でき、動的光散乱法で測定することが好ましい。
上記熱可塑性樹脂(1)100重量部(熱可塑性樹脂(1)がポリビニルアセタール樹脂(1)である場合には、ポリビニルアセタール樹脂(1)100重量部)に対して、上記クレイの含有量は、好ましくは1重量部以上、より好ましくは5重量部以上、更に好ましくは10重量部以上、特に好ましくは15重量部以上、好ましくは100重量部以下、より好ましくは80重量部以下、更に好ましくは60重量部以下である。上記クレイの含有量が上記下限以上であると、各層間の接着力がより一層高くなり、曲げ剛性がより一層高くなる。上記クレイの含有量が上記上限以下であると、遮音性がより一層高くなる。
(遮熱性化合物)
上記中間膜は、遮熱性化合物を含むことが好ましい。上記第1の層は、遮熱性化合物を含むことが好ましい。上記第2の層は、遮熱性化合物を含むことが好ましい。上記第3の層は、遮熱性化合物を含むことが好ましい。上記遮熱性化合物は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、遮熱性化合物を含むことが好ましい。上記第1の層は、遮熱性化合物を含むことが好ましい。上記第2の層は、遮熱性化合物を含むことが好ましい。上記第3の層は、遮熱性化合物を含むことが好ましい。上記遮熱性化合物は、1種のみが用いられてもよく、2種以上が併用されてもよい。
成分X:
上記中間膜は、フタロシアニン化合物、ナフタロシアニン化合物及びアントラシアニン化合物の内の少なくとも1種の成分Xを含むことが好ましい。上記第1の層は、上記成分Xを含むことが好ましい。上記第2の層は、上記成分Xを含むことが好ましい。上記第3の層は、上記成分Xを含むことが好ましい。上記成分Xは遮熱性化合物である。上記成分Xは、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、フタロシアニン化合物、ナフタロシアニン化合物及びアントラシアニン化合物の内の少なくとも1種の成分Xを含むことが好ましい。上記第1の層は、上記成分Xを含むことが好ましい。上記第2の層は、上記成分Xを含むことが好ましい。上記第3の層は、上記成分Xを含むことが好ましい。上記成分Xは遮熱性化合物である。上記成分Xは、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記成分Xは特に限定されない。成分Xとして、従来公知のフタロシアニン化合物、ナフタロシアニン化合物及びアントラシアニン化合物を用いることができる。
中間膜及び合わせガラスの遮熱性をより一層高くする観点からは、上記成分Xは、フタロシアニン、フタロシアニンの誘導体、ナフタロシアニン及びナフタロシアニンの誘導体からなる群から選択される少なくとも1種であることが好ましく、フタロシアニン及びフタロシアニンの誘導体の内の少なくとも1種であることがより好ましい。
遮熱性を効果的に高め、かつ長期間にわたり可視光線透過率をより一層高いレベルで維持する観点からは、上記成分Xは、バナジウム原子又は銅原子を含有することが好ましい。上記成分Xは、バナジウム原子を含有することが好ましく、銅原子を含有することも好ましい。上記成分Xは、バナジウム原子又は銅原子を含有するフタロシアニン及びバナジウム原子又は銅原子を含有するフタロシアニンの誘導体の内の少なくとも1種であることがより好ましい。中間膜及び合わせガラスの遮熱性を更に一層高くする観点からは、上記成分Xは、バナジウム原子に酸素原子が結合した構造単位を有することが好ましい。
上記成分Xを含む層(第1の層、第2の層又は第3の層)100重量%中、上記成分Xの含有量は、好ましくは0.001重量%以上、より好ましくは0.005重量%以上、更に好ましくは0.01重量%以上、特に好ましくは0.02重量%以上、好ましくは0.2重量%以下、より好ましくは0.1重量%以下、更に好ましくは0.05重量%以下、特に好ましくは0.04重量%以下である。上記成分Xの含有量が上記下限以上及び上記上限以下であると、遮熱性が充分に高くなり、かつ可視光線透過率が充分に高くなる。例えば、可視光線透過率を70%以上にすることが可能である。
遮熱粒子:
上記中間膜は、遮熱粒子を含むことが好ましい。上記第1の層は、上記遮熱粒子を含むことが好ましい。上記第2の層は、上記遮熱粒子を含むことが好ましい。上記第3の層は、上記遮熱粒子を含むことが好ましい。上記遮熱粒子は遮熱性化合物である。遮熱粒子の使用により、赤外線(熱線)を効果的に遮断できる。上記遮熱粒子は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、遮熱粒子を含むことが好ましい。上記第1の層は、上記遮熱粒子を含むことが好ましい。上記第2の層は、上記遮熱粒子を含むことが好ましい。上記第3の層は、上記遮熱粒子を含むことが好ましい。上記遮熱粒子は遮熱性化合物である。遮熱粒子の使用により、赤外線(熱線)を効果的に遮断できる。上記遮熱粒子は、1種のみが用いられてもよく、2種以上が併用されてもよい。
合わせガラスの遮熱性をより一層高める観点からは、上記遮熱粒子は、金属酸化物粒子であることがより好ましい。上記遮熱粒子は、金属の酸化物により形成された粒子(金属酸化物粒子)であることが好ましい。
可視光よりも長い波長780nm以上の赤外線は、紫外線と比較して、エネルギー量が小さい。しかしながら、赤外線は熱的作用が大きく、赤外線が物質に吸収されると熱として放出される。このため、赤外線は一般に熱線と呼ばれている。上記遮熱粒子の使用により、赤外線(熱線)を効果的に遮断できる。なお、遮熱粒子とは、赤外線を吸収可能な粒子を意味する。
上記遮熱粒子の具体例としては、アルミニウムドープ酸化錫粒子、インジウムドープ酸化錫粒子、アンチモンドープ酸化錫粒子(ATO粒子)、ガリウムドープ酸化亜鉛粒子(GZO粒子)、インジウムドープ酸化亜鉛粒子(IZO粒子)、アルミニウムドープ酸化亜鉛粒子(AZO粒子)、ニオブドープ酸化チタン粒子、ナトリウムドープ酸化タングステン粒子、セシウムドープ酸化タングステン粒子、タリウムドープ酸化タングステン粒子、ルビジウムドープ酸化タングステン粒子、錫ドープ酸化インジウム粒子(ITO粒子)、錫ドープ酸化亜鉛粒子、珪素ドープ酸化亜鉛粒子等の金属酸化物粒子や、六ホウ化ランタン(LaB6)粒子等が挙げられる。これら以外の遮熱粒子を用いてもよい。なかでも、熱線の遮蔽機能が高いため、金属酸化物粒子が好ましく、ATO粒子、GZO粒子、IZO粒子、ITO粒子又は酸化タングステン粒子がより好ましく、ITO粒子又は酸化タングステン粒子が特に好ましい。特に、熱線の遮蔽機能が高く、かつ入手が容易であるので、錫ドープ酸化インジウム粒子(ITO粒子)が好ましく、酸化タングステン粒子も好ましい。
中間膜及び合わせガラスの遮熱性をより一層高くする観点からは、酸化タングステン粒子は、金属ドープ酸化タングステン粒子であることが好ましい。上記「酸化タングステン粒子」には、金属ドープ酸化タングステン粒子が含まれる。上記金属ドープ酸化タングステン粒子としては、具体的には、ナトリウムドープ酸化タングステン粒子、セシウムドープ酸化タングステン粒子、タリウムドープ酸化タングステン粒子及びルビジウムドープ酸化タングステン粒子等が挙げられる。
中間膜及び合わせガラスの遮熱性をより一層高くする観点からは、セシウムドープ酸化タングステン粒子が特に好ましい。中間膜及び合わせガラスの遮熱性を更に一層高くする観点からは、該セシウムドープ酸化タングステン粒子は、式:Cs0.33WO3で表される酸化タングステン粒子であることが好ましい。
上記遮熱粒子の平均粒子径は好ましくは0.01μm以上、より好ましくは0.02μm以上、好ましくは0.1μm以下、より好ましくは0.05μm以下である。平均粒子径が上記下限以上であると、熱線の遮蔽性が充分に高くなる。平均粒子径が上記上限以下であると、遮熱粒子の分散性が高くなる。
上記「平均粒子径」は、体積平均粒子径を示す。平均粒子径は、粒度分布測定装置(日機装社製「UPA−EX150」)等を用いて測定できる。
上記遮熱粒子を含む層(第1の層、第2の層又は第3の層)100重量%中、上記遮熱粒子の含有量は、好ましくは0.01重量%以上、より好ましくは0.1重量%以上、更に好ましくは1重量%以上、特に好ましくは1.5重量%以上、好ましくは6重量%以下、より好ましくは5.5重量%以下、更に好ましくは4重量%以下、特に好ましくは3.5重量%以下、最も好ましくは3.0重量%以下である。上記遮熱粒子の含有量が上記下限以上及び上記上限以下であると、遮熱性が充分に高くなり、かつ可視光線透過率が充分に高くなる。
(金属塩)
上記中間膜は、アルカリ金属塩及びアルカリ土類金属塩の内の少なくとも1種の金属塩(以下、金属塩Mと記載することがある)を含むことが好ましい。上記第1の層は、上記金属塩Mを含むことが好ましい。上記第2の層は、上記金属塩Mを含むことが好ましい。上記第3の層は、上記金属塩Mを含むことが好ましい。上記金属塩Mの使用により、中間膜と合わせガラス部材との接着性又は中間膜における各層間の接着性を制御することが容易になる。上記金属塩Mは、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、アルカリ金属塩及びアルカリ土類金属塩の内の少なくとも1種の金属塩(以下、金属塩Mと記載することがある)を含むことが好ましい。上記第1の層は、上記金属塩Mを含むことが好ましい。上記第2の層は、上記金属塩Mを含むことが好ましい。上記第3の層は、上記金属塩Mを含むことが好ましい。上記金属塩Mの使用により、中間膜と合わせガラス部材との接着性又は中間膜における各層間の接着性を制御することが容易になる。上記金属塩Mは、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記金属塩Mは、Li、Na、K、Rb、Cs、Mg、Ca、Sr及びBaからなる群から選択された少なくとも1種の金属を含むことが好ましい。中間膜中に含まれている金属塩は、K及びMgの内の少なくとも1種の金属を含むことが好ましい。
また、上記金属塩Mは、炭素数2〜16の有機酸のアルカリ金属塩又は炭素数2〜16の有機酸のアルカリ土類金属塩であることがより好ましく、炭素数2〜16のカルボン酸マグネシウム塩又は炭素数2〜16のカルボン酸カリウム塩であることが更に好ましい。
上記炭素数2〜16のカルボン酸マグネシウム塩及び上記炭素数2〜16のカルボン酸カリウム塩としては特に限定されないが、例えば、酢酸マグネシウム、酢酸カリウム、プロピオン酸マグネシウム、プロピオン酸カリウム、2−エチル酪酸マグネシウム、2−エチルブタン酸カリウム、2−エチルヘキサン酸マグネシウム及び2−エチルヘキサン酸カリウム等が挙げられる。
上記金属塩Mを含む層(第1の層、第2の層又は第3の層)におけるMg及びKの含有量の合計は、好ましくは5ppm以上、より好ましくは10ppm以上、更に好ましくは20ppm以上、好ましくは300ppm以下、より好ましくは250ppm以下、更に好ましくは200ppm以下である。Mg及びKの含有量の合計が上記下限以上及び上記上限以下であると、中間膜と合わせガラス部材との接着性又は中間膜における各層間の接着性をより一層良好に制御できる。
(紫外線遮蔽剤)
上記中間膜は、紫外線遮蔽剤を含むことが好ましい。上記第1の層は、紫外線遮蔽剤を含むことが好ましい。上記第2の層は、紫外線遮蔽剤を含むことが好ましい。上記第3の層は、紫外線遮蔽剤を含むことが好ましい。紫外線遮蔽剤の使用により、中間膜及び合わせガラスが長期間使用されても、可視光線透過率がより一層低下し難くなる。上記紫外線遮蔽剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、紫外線遮蔽剤を含むことが好ましい。上記第1の層は、紫外線遮蔽剤を含むことが好ましい。上記第2の層は、紫外線遮蔽剤を含むことが好ましい。上記第3の層は、紫外線遮蔽剤を含むことが好ましい。紫外線遮蔽剤の使用により、中間膜及び合わせガラスが長期間使用されても、可視光線透過率がより一層低下し難くなる。上記紫外線遮蔽剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記紫外線遮蔽剤には、紫外線吸収剤が含まれる。上記紫外線遮蔽剤は、紫外線吸収剤であることが好ましい。
上記紫外線遮蔽剤としては、例えば、金属原子を含む紫外線遮蔽剤、金属酸化物を含む紫外線遮蔽剤、ベンゾトリアゾール構造を有する紫外線遮蔽剤、ベンゾフェノン構造を有する紫外線遮蔽剤、トリアジン構造を有する紫外線遮蔽剤、マロン酸エステル構造を有する紫外線遮蔽剤、シュウ酸アニリド構造を有する紫外線遮蔽剤及びベンゾエート構造を有する紫外線遮蔽剤等が挙げられる。
上記金属原子を含む紫外線吸収剤としては、例えば、白金粒子、白金粒子の表面をシリカで被覆した粒子、パラジウム粒子及びパラジウム粒子の表面をシリカで被覆した粒子等が挙げられる。紫外線遮蔽剤は、遮熱粒子ではないことが好ましい。
上記紫外線遮蔽剤は、好ましくはベンゾトリアゾール構造を有する紫外線遮蔽剤、ベンゾフェノン構造を有する紫外線遮蔽剤、トリアジン構造を有する紫外線遮蔽剤又はベンゾエート構造を有する紫外線遮蔽剤であり、より好ましくはベンゾトリアゾール構造を有する紫外線遮蔽剤又はベンゾフェノン構造を有する紫外線遮蔽剤であり、更に好ましくはベンゾトリアゾール構造を有する紫外線吸収剤である。
上記金属酸化物を含む紫外線吸収剤としては、例えば、酸化亜鉛、酸化チタン及び酸化セリウム等が挙げられる。さらに、上記金属酸化物を含む紫外線吸収剤に関して、表面が被覆されていてもよい。上記金属酸化物を含む紫外線吸収剤の表面の被覆材料としては、絶縁性金属酸化物、加水分解性有機ケイ素化合物及びシリコーン化合物等が挙げられる。
上記ベンゾトリアゾール構造を有する紫外線吸収剤としては、例えば、2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾール(BASF社製「TinuvinP」)、2−(2’−ヒドロキシ−3’,5’−ジ−t−ブチルフェニル)ベンゾトリアゾール(BASF社製「Tinuvin320」)、2−(2’−ヒドロキシ−3’−t−ブチル−5−メチルフェニル)−5−クロロベンゾトリアゾール(BASF社製「Tinuvin326」)、及び2−(2’−ヒドロキシ−3’,5’−ジ−アミルフェニル)ベンゾトリアゾール(BASF社製「Tinuvin328」)等のベンゾトリアゾール構造を有する紫外線吸収剤が挙げられる。紫外線を吸収する性能に優れることから、上記紫外線遮蔽剤は、ハロゲン原子を含むベンゾトリアゾール構造を有する紫外線吸収剤であることが好ましく、塩素原子を含むベンゾトリアゾール構造を有する紫外線吸収剤であることがより好ましい。
上記ベンゾフェノン構造を有する紫外線吸収剤としては、例えば、オクタベンゾン(BASF社製「Chimassorb81」)等が挙げられる。
上記トリアジン構造を有する紫外線吸収剤としては、例えば、ADEKA社製「LA−F70」及び2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−[(ヘキシル)オキシ]−フェノール(BASF社製「Tinuvin1577FF」)等が挙げられる。
上記マロン酸エステル構造を有する紫外線遮蔽剤としては、2−(p−メトキシベンジリデン)マロン酸ジメチル、テトラエチル−2,2−(1,4−フェニレンジメチリデン)ビスマロネート、2−(p−メトキシベンジリデン)−ビス(1,2,2,6,6−ペンタメチル4−ピペリジニル)マロネート等が挙げられる。
上記マロン酸エステル構造を有する紫外線遮蔽剤の市販品としては、Hostavin
B−CAP、Hostavin PR−25、Hostavin PR−31(いずれもクラリアント社製)が挙げられる。
B−CAP、Hostavin PR−25、Hostavin PR−31(いずれもクラリアント社製)が挙げられる。
上記シュウ酸アニリド構造を有する紫外線遮蔽剤としては、N−(2−エチルフェニル)−N’−(2−エトキシ−5−t−ブチルフェニル)シュウ酸ジアミド、N−(2−エチルフェニル)−N’−(2−エトキシ−フェニル)シュウ酸ジアミド、2−エチル−2’−エトキシ−オキシアニリド(クラリアント社製「SanduvorVSU」)などの窒素原子上に置換されたアリール基などを有するシュウ酸ジアミド類が挙げられる。
上記ベンゾエート構造を有する紫外線吸収剤としては、例えば、2,4−ジ−tert−ブチルフェニル−3,5−ジ−tert−ブチル−4−ヒドロキシベンゾエート(BASF社製「Tinuvin120」)等が挙げられる。
期間経過後の可視光線透過率の低下をより一層抑制する観点からは、上記紫外線遮蔽剤を含む層(第1の層、第2の層又は第3の層)100重量%中、上記紫外線遮蔽剤の含有量は、好ましくは0.1重量%以上、より好ましくは0.2重量%以上、更に好ましくは0.3重量%以上、特に好ましくは0.5重量%以上、好ましくは2.5重量%以下、より好ましくは2重量%以下、更に好ましくは1重量%以下、特に好ましくは0.8重量%以下である。特に、上記紫外線遮蔽剤を含む層100重量%中、上記紫外線遮蔽剤の含有量が0.2重量%以上であることにより、中間膜及び合わせガラスの期間経過後の可視光線透過率の低下を顕著に抑制できる。
(酸化防止剤)
上記中間膜は、酸化防止剤を含むことが好ましい。上記第1の層は、酸化防止剤を含むことが好ましい。上記第2の層は、酸化防止剤を含むことが好ましい。上記第3の層は、酸化防止剤を含むことが好ましい。上記酸化防止剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、酸化防止剤を含むことが好ましい。上記第1の層は、酸化防止剤を含むことが好ましい。上記第2の層は、酸化防止剤を含むことが好ましい。上記第3の層は、酸化防止剤を含むことが好ましい。上記酸化防止剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記酸化防止剤としては、フェノール系酸化防止剤、硫黄系酸化防止剤及びリン系酸化防止剤等が挙げられる。上記フェノール系酸化防止剤はフェノール骨格を有する酸化防止剤である。上記硫黄系酸化防止剤は硫黄原子を含有する酸化防止剤である。上記リン系酸化防止剤はリン原子を含有する酸化防止剤である。
上記酸化防止剤は、フェノール系酸化防止剤又はリン系酸化防止剤であることが好ましい。
上記フェノール系酸化防止剤としては、2,6−ジ−t−ブチル−p−クレゾール(BHT)、ブチル化ヒドロキシアニソール(BHA)、2,6−ジ−t−ブチル−4−エチルフェノール、ステアリル−β−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、2,2’−メチレンビス−(4−メチル−6−ブチルフェノール)、2,2’−メチレンビス−(4−エチル−6−t−ブチルフェノール)、4,4’−ブチリデン−ビス−(3−メチル−6−t−ブチルフェノール)、1,1,3−トリス−(2−メチル−ヒドロキシ−5−t−ブチルフェニル)ブタン、テトラキス[メチレン−3−(3’,5’−ブチル−4−ヒドロキシフェニル)プロピオネート]メタン、1,3,3−トリス−(2−メチル−4−ヒドロキシ−5−t−ブチルフェノール)ブタン、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼン、ビス(3,3’−t−ブチルフェノール)ブチリックアッシドグリコールエステル及びビス(3−t−ブチル−4−ヒドロキシ−5−メチルベンゼンプロパン酸)エチレンビス(オキシエチレン)等が挙げられる。これらの酸化防止剤の内の1種又は2種以上が好適に用いられる。
上記リン系酸化防止剤としては、トリデシルホスファイト、トリス(トリデシル)ホスファイト、トリフェニルホスファイト、トリノニルフェニルホスファイト、ビス(トリデシル)ペンタエリスリトールジホスファイト、ビス(デシル)ペンタエリスリトールジホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト、ビス(2,4−ジ−t−ブチル−6−メチルフェニル)エチルエステル亜リン酸、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト、及び2,2’−メチレンビス(4,6−ジ−t−ブチル−1−フェニルオキシ)(2−エチルヘキシルオキシ)ホスホラス等が挙げられる。これらの酸化防止剤の内の1種又は2種以上が好適に用いられる。
上記酸化防止剤の市販品としては、例えば住友化学工業社製「スミライザーBHT」、チバガイギー社製「イルガノックス1010」等が挙げられる。
中間膜及び合わせガラスの高い可視光線透過率を長期間に渡り維持するために、上記中間膜100重量%中又は酸化防止剤を含む層(第1の層、第2の層又は第3の層)100重量%中、上記酸化防止剤の含有量は0.1重量%以上であることが好ましい。また、酸化防止剤の添加効果が飽和するので、上記中間膜100重量%中又は上記酸化防止剤を含む層100重量%中、上記酸化防止剤の含有量は2重量%以下であることが好ましい。
(他の成分)
上記第1の層、上記第2の層及び上記第3の層はそれぞれ、必要に応じて、ケイ素、アルミニウム又はチタンを含むカップリング剤、分散剤、界面活性剤、難燃剤、帯電防止剤、顔料、染料、接着力調整剤、耐湿剤、蛍光増白剤及び赤外線吸収剤等の添加剤を含んでいてもよい。これらの添加剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記第1の層、上記第2の層及び上記第3の層はそれぞれ、必要に応じて、ケイ素、アルミニウム又はチタンを含むカップリング剤、分散剤、界面活性剤、難燃剤、帯電防止剤、顔料、染料、接着力調整剤、耐湿剤、蛍光増白剤及び赤外線吸収剤等の添加剤を含んでいてもよい。これらの添加剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
(合わせガラス用中間膜の他の詳細)
合わせガラスの遮音性をより一層高める観点からは、第1の層のガラス転移温度は好ましくは15℃以下、より好ましくは10℃以下、更に好ましくは5℃以下、特に好ましくは0℃以下である。第1の層のガラス転移温度は好ましくは−20℃以上である。
合わせガラスの遮音性をより一層高める観点からは、第1の層のガラス転移温度は好ましくは15℃以下、より好ましくは10℃以下、更に好ましくは5℃以下、特に好ましくは0℃以下である。第1の層のガラス転移温度は好ましくは−20℃以上である。
第1の層のガラス転移温度は、第2の層及び第3の層のガラス転移温度よりも低い。すなわち、合わせガラスの曲げ剛性を高める観点から、第2の層及び第3の層のガラス転移温度を第1の層のガラス転移温度よりも高くする。第2の層及び第3の層よりもガラス転移温度が低い第1の層がクレイを含み、かつ第1の層よりもガラス転移温度が高い第2の層及び第3の層を備えることにより、合わせガラスの曲げ剛性が顕著に改善される。合わせガラスの曲げ剛性及び遮音性をより一層高める観点からは、第1の層のガラス転移温度と、第2の層及び第3の層のガラス転移温度との差の絶対値は、好ましくは10℃以上、より好ましくは20℃以上、更に好ましくは30℃以上、特に好ましくは35℃以上である。第1の層のガラス転移温度と、第2の層及び第3の層のガラス転移温度との差の絶対値は、好ましくは70℃以下である。
上記ガラス転移温度を測定する方法として、得られた中間膜を、室温23±2℃、湿度25±5%の環境下に12時間保管した直後に、アイティー計測制御社製の粘弾性測定装置「DVA−200」を用いて、粘弾性を測定する方法が挙げられる。中間膜を縦幅8mm、横幅5mmで切り出し、せん断モードで5℃/分の昇温速度で−30℃から100℃まで温度を上昇させる条件、及び周波数1Hz及び歪0.08%の条件で、ガラス転移温度を測定することが好ましい。
フローマークの発生を抑える観点から、第1の層の200℃でのtanδは、0.8以上である。フローマークの発生をより一層抑える観点からは、第1の層の200℃でのtanδは、好ましくは0.85以上、より好ましくは0.9以上、更に好ましくは1.5以上である。第1の層の200℃でのtanδは、好ましくは7以下である。
第1の層の200℃のtanδを測定する方法として、第1の層を形成するための組成物の200℃のtanδを測定する方法(1)や、中間膜から第2の層及び第3の層を剥離して得られる第1の層の200℃のtanδを測定する方法(2)が挙げられる。上記方法(1)として、第1の層を形成するための組成物の混練物をプレス成型機でプレス成型して、厚みが0.35mmである樹脂膜Aを作製し、樹脂膜Aを50℃で2時間以上真空乾燥させ、TAインスツルメント社製「レオメーターARES−G2」により、粘弾性を測定することにより、第1の層の200℃のtanδを測定する方法が好ましい。上記方法(2)として、23℃の環境下にて、中間膜から第2の層及び第3の層を剥離することで得られた第1の層を、厚みが0.35mmとなるように150℃でプレス成型機(加圧しない状態で150℃10分間、加圧した状態で150℃10分間)でプレス成型して樹脂膜Aを作製し、樹脂膜Aを50℃で2時間以上真空乾燥させ、TAインスツルメント社製「レオメーターARES−G2」により、粘弾性を測定することにより、第1の層の200℃のtanδを測定する方法が好ましい。なお、上記方法(1)及び方法(2)では、測定用治具のジオメトリーは直径8mmのパラレルプレートであり、測定条件は温度:200℃、歪み:8%、周波数範囲:100〜0.1rad/sであり、100rad/sから掃引し、周波数0.1rad/sでのtanδ値を「200℃でのtanδ」とする。
上記中間膜の厚みは特に限定されない。実用面の観点、並びに合わせガラスの耐貫通性及び曲げ剛性を充分に高める観点からは、中間膜の厚みは、好ましくは0.1mm以上、より好ましくは0.25mm以上、好ましくは3mm以下、より好ましくは2mm以下である。中間膜の厚みが上記下限以上であると、合わせガラスの耐貫通性及び曲げ剛性が高くなる。中間膜の厚みが上記上限以下であると、中間膜の透明性がより一層良好になる。
中間膜の厚みをTとする。上記第1の層の厚みは、好ましくは0.0625T以上、より好ましくは0.1T以上、好ましくは0.4T以下、より好ましくは0.375T以下、更に好ましくは0.25T以下、特に好ましくは0.15T以下である。上記第1の層の厚みが0.4T以下であると、曲げ剛性がより一層良好になる。
上記第2の層及び上記第3の層の各厚みは、好ましくは0.3T以上、より好ましくは0.3125T以上、更に好ましくは0.375T以上、好ましくは0.9375T以下、より好ましくは0.9T以下である。上記第2の層及び上記第3の層の各厚みは、0.46875T以下であってもよく、0.45T以下であってもよい。また、上記第2の層及び上記第3の層の各厚みが上記下限以上及び上記上限以下であると、合わせガラスの剛性と遮音性がより一層高くなる。
上記第2の層及び上記第3の層の合計の厚みは、好ましくは0.625T以上、より好ましくは0.75T以上、更に好ましくは0.85T以上、好ましくは0.9375T以下、より好ましくは0.9T以下である。また、上記第2の層及び上記第3の層の合計の厚みが上記下限以上及び上記上限以下であると、合わせガラスの剛性と遮音性がより一層高くなる。
本発明に係る中間膜の製造方法としては特に限定されない。本発明に係る中間膜の製造方法としては、各層を形成するための各樹脂組成物を用いて各層をそれぞれ形成した後に、例えば、得られた各層を積層する方法、並びに各層を形成するための各樹脂組成物を押出機を用いて共押出することにより、各層を積層する方法等が挙げられる。連続的な生産に適しているため、押出成形する製造方法が好ましい。
中間膜の製造効率が優れることから、上記第2の層と上記第3の層とに、同一のポリビニルアセタール樹脂が含まれていることが好ましく、上記第2の層と上記第3の層とに、同一のポリビニルアセタール樹脂及び同一の可塑剤が含まれていることがより好ましく、上記第2の層と上記第3の層とが同一の樹脂組成物により形成されていることが更に好ましい。
上記中間膜は、両側の表面の内の少なくとも一方の表面に凹凸形状を有することが好ましい。上記中間膜は、両側の表面に凹凸形状を有することがより好ましい。上記の凹凸形状を形成する方法としては特に限定されず、例えば、リップエンボス法、エンボスロール法、カレンダーロール法、及び異形押出法等が挙げられる。定量的に一定の凹凸模様である多数の凹凸形状のエンボスを形成することができることから、エンボスロール法が好ましい。
(合わせガラス)
図2は、図1に示す合わせガラス用中間膜を用いた合わせガラスの一例を模式的に示す断面図である。
図2は、図1に示す合わせガラス用中間膜を用いた合わせガラスの一例を模式的に示す断面図である。
図2に示す合わせガラス31は、第1の合わせガラス部材21と、第2の合わせガラス部材22と、中間膜11とを備える。中間膜11は、第1の合わせガラス部材21と第2の合わせガラス部材22との間に配置されており、挟み込まれている。
中間膜11の第1の表面11aに、第1の合わせガラス部材21が積層されている。中間膜11の第1の表面11aとは反対の第2の表面11bに、第2の合わせガラス部材22が積層されている。第2の層2の外側の表面2aに第1の合わせガラス部材21が積層されている。第3の層3の外側の表面3aに第2の合わせガラス部材22が積層されている。
このように、本発明に係る合わせガラスは、第1の合わせガラス部材と、第2の合わせガラス部材と、中間膜とを備えており、該中間膜が、本発明に係る合わせガラス用中間膜である。本発明に係る合わせガラスでは、上記第1の合わせガラス部材と上記第2の合わせガラス部材との間に、上記中間膜が配置されている。
上記合わせガラス部材としては、ガラス板及びPET(ポリエチレンテレフタレート)フィルム等が挙げられる。合わせガラスには、2枚のガラス板の間に中間膜が挟み込まれている合わせガラスだけでなく、ガラス板とPETフィルム等との間に中間膜が挟み込まれている合わせガラスも含まれる。上記合わせガラスは、ガラス板を備えた積層体であり、少なくとも1枚のガラス板が用いられていることが好ましい。上記第1の合わせガラス部材及び上記第2の合わせガラス部材がそれぞれ、ガラス板又はPETフィルムであり、かつ上記合わせガラスは、上記第1の合わせガラス部材及び上記第2の合わせガラス部材の内の少なくとも一方として、ガラス板を備えることが好ましい。
上記ガラス板としては、無機ガラス及び有機ガラスが挙げられる。上記無機ガラスとしては、フロート板ガラス、熱線吸収板ガラス、熱線反射板ガラス、磨き板ガラス、型板ガラス、及び線入り板ガラス等が挙げられる。上記有機ガラスは、無機ガラスに代用される合成樹脂ガラスである。上記有機ガラスとしては、ポリカーボネート板及びポリ(メタ)アクリル樹脂板等が挙げられる。上記ポリ(メタ)アクリル樹脂板としては、ポリメチル(メタ)アクリレート板等が挙げられる。
上記合わせガラス部材の厚みは、好ましくは1mm以上、好ましくは5mm以下、より好ましくは3mm以下である。また、上記合わせガラス部材がガラス板である場合に、該ガラス板の厚みは、好ましくは0.5mm以上、より好ましくは0.7mm以上、好ましくは5mm以下、より好ましくは3mm以下である。上記合わせガラス部材がPETフィルムである場合に、該PETフィルムの厚みは、好ましくは0.03mm以上、好ましくは0.5mm以下である。
本発明に係る中間膜の使用により、合わせガラスの厚みが薄くても、合わせガラスの曲げ剛性を高く維持することができる。合わせガラスを軽量化したり、合わせガラスの材料を少なくして環境負荷を低減したり、合わせガラスの軽量化によって自動車の燃費を向上させて環境負荷を低減したりする観点からは、上記ガラス板の厚みは、好ましくは2mm以下、より好ましくは1.8mm以下、より一層好ましくは1.5mm以下、更に好ましくは1mm以下、更に一層好ましくは0.8mm以下、特に好ましくは0.7mm以下である。
上記合わせガラスの製造方法は特に限定されない。例えば、上記第1の合わせガラス部材と上記第2の合わせガラス部材との間に、中間膜を挟んで、押圧ロールに通したり、又はゴムバッグに入れて減圧吸引したりして、上記第1の合わせガラス部材と上記第2の合わせガラス部材と中間膜との間に残留する空気を脱気する。その後、約70〜110℃で予備接着して積層体を得る。次に、積層体をオートクレーブに入れたり、又はプレスしたりして、約120〜150℃及び1〜1.5MPaの圧力で圧着する。このようにして、合わせガラスを得ることができる。上記合わせガラスの製造時に、第1の層と第2の層と第3の層とを積層してもよい。
上記中間膜及び上記合わせガラスは、自動車、鉄道車両、航空機、船舶及び建築物等に使用できる。上記中間膜及び上記合わせガラスは、これらの用途以外にも使用できる。上記中間膜及び上記合わせガラスは、車両用又は建築用の中間膜及び合わせガラスであることが好ましく、車両用の中間膜及び合わせガラスであることがより好ましい。上記中間膜及び上記合わせガラスは、自動車のフロントガラス、サイドガラス、リアガラス又はルーフガラス等に使用できる。上記中間膜及び上記合わせガラスは、自動車に好適に用いられる。上記中間膜は、自動車の合わせガラスを得るために用いられる。
透明性により一層優れた合わせガラスを得る観点からは、合わせガラスの上記可視光線透過率は、好ましくは65%以上、より好ましくは70%以上である。合わせガラスの可視光線透過率は、JIS R3211(1998)に準拠して測定できる。本発明の合わせガラス用中間膜を、JIS R3208に準拠した、厚さ2mmの2枚のグリーンガラス(熱線吸収板ガラス)の間に挟み込むことにより得られた合わせガラスの可視光線透過率は70%以上であることが好ましい。可視光線透過率は、より好ましくは75%以上である。
以下に実施例を掲げて本発明を更に詳しく説明する。本発明はこれら実施例のみに限定されない。
以下の材料を用意した。
(ポリビニルアセタール樹脂)
下記の表1に示すポリビニルアセタール樹脂を適宜用いた。用いたポリビニルアセタール樹脂では全て、アセタール化に、炭素数4のn−ブチルアルデヒドが用いられている。
下記の表1に示すポリビニルアセタール樹脂を適宜用いた。用いたポリビニルアセタール樹脂では全て、アセタール化に、炭素数4のn−ブチルアルデヒドが用いられている。
ポリビニルアセタール樹脂に関しては、アセタール化度(ブチラール化度)、アセチル化度及び水酸基の含有率はJIS K6728「ポリビニルブチラール試験方法」に準拠した方法により測定した。なお、ASTM D1396−92により測定した場合も、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法と同様の数値を示した。
(可塑剤)
トリエチレングリコールジ−2−エチルヘキサノエート(3GO)
トリエチレングリコールジ−2−エチルヘキサノエート(3GO)
(クレイ)
クレイ(a)(コープケミカル社製「ルーセンタイトSAN」、平均径50nm)
クレイ(b)(Nanocor社製「Nanoclay Nanomer 1.44P」、平均径20nm)
クレイ(a),(b)ともに、平均径は動的光散乱法にて測定された値である。
クレイ(a)(コープケミカル社製「ルーセンタイトSAN」、平均径50nm)
クレイ(b)(Nanocor社製「Nanoclay Nanomer 1.44P」、平均径20nm)
クレイ(a),(b)ともに、平均径は動的光散乱法にて測定された値である。
(紫外線遮蔽剤)
Tinuvin326(2−(2’−ヒドロキシ−3’−t−ブチル−5−メチルフェニル)−5−クロロベンゾトリアゾール、BASF社製「Tinuvin326」)
Tinuvin326(2−(2’−ヒドロキシ−3’−t−ブチル−5−メチルフェニル)−5−クロロベンゾトリアゾール、BASF社製「Tinuvin326」)
(酸化防止剤)
BHT(2,6−ジ−t−ブチル−p−クレゾール)
BHT(2,6−ジ−t−ブチル−p−クレゾール)
(実施例1)
第1の層を形成するための組成物の作製:
下記の表1に示す種類のポリビニルアセタール樹脂100重量部と、可塑剤(3GO)60重量部と、クレイ(a)20重量部と、紫外線遮蔽剤(Tinuvin326)0.2重量部と、酸化防止剤(BHT)0.2重量部とを混合し、第1の層を形成するための組成物を得た。
第1の層を形成するための組成物の作製:
下記の表1に示す種類のポリビニルアセタール樹脂100重量部と、可塑剤(3GO)60重量部と、クレイ(a)20重量部と、紫外線遮蔽剤(Tinuvin326)0.2重量部と、酸化防止剤(BHT)0.2重量部とを混合し、第1の層を形成するための組成物を得た。
第2の層及び第3の層を形成するための組成物の作製:
下記の表1に示す種類のポリビニルアセタール樹脂100重量部と、可塑剤(3GO)24重量部と、紫外線遮蔽剤(Tinuvin326)0.2重量部と、酸化防止剤(BHT)0.2重量部とを混合し、第2の層及び第3の層を形成するための組成物を得た。
下記の表1に示す種類のポリビニルアセタール樹脂100重量部と、可塑剤(3GO)24重量部と、紫外線遮蔽剤(Tinuvin326)0.2重量部と、酸化防止剤(BHT)0.2重量部とを混合し、第2の層及び第3の層を形成するための組成物を得た。
中間膜の作製:
第1の層を形成するための組成物と、第2の層及び第3の層を形成するための組成物とを、共押出機を用いて共押出しすることにより、第2の層(厚み340μm)/第1の層(厚み100μm)/第3の層(厚み340μm)の積層構造を有する中間膜(厚み780μm)を作製した。
第1の層を形成するための組成物と、第2の層及び第3の層を形成するための組成物とを、共押出機を用いて共押出しすることにより、第2の層(厚み340μm)/第1の層(厚み100μm)/第3の層(厚み340μm)の積層構造を有する中間膜(厚み780μm)を作製した。
合わせガラスAの作製(曲げ剛性測定用):
洗浄及び乾燥した2つのガラス板(クリアフロートガラス、縦25cm×横10cm×厚み2.5mm)を用意した。この2つのガラス板の間に、得られた中間膜を挟み込み、積層体を得た。得られた積層体をゴムバック内に入れ、2660Pa(20torr)の真空度で20分間脱気した。その後、脱気したままで積層体をオートクレーブ中で更に90℃で30分間保持しつつ、真空プレスした。このようにして予備圧着された積層体を、オートクレーブ中で135℃、圧力1.2MPa(12kg/cm2)の条件で20分間圧着を行い、合わせガラスAを得た。
洗浄及び乾燥した2つのガラス板(クリアフロートガラス、縦25cm×横10cm×厚み2.5mm)を用意した。この2つのガラス板の間に、得られた中間膜を挟み込み、積層体を得た。得られた積層体をゴムバック内に入れ、2660Pa(20torr)の真空度で20分間脱気した。その後、脱気したままで積層体をオートクレーブ中で更に90℃で30分間保持しつつ、真空プレスした。このようにして予備圧着された積層体を、オートクレーブ中で135℃、圧力1.2MPa(12kg/cm2)の条件で20分間圧着を行い、合わせガラスAを得た。
合わせガラスBの作製(曲げ剛性測定用):
洗浄及び乾燥した1つのガラス板(クリアフロートガラス、縦25cm×横10cm×厚み2.5mm)を用意した。洗浄及び乾燥した1つのガラス板(ゴリラガラス2、縦25cm×横10cm×厚み0.7mm)を用意した。この2つのガラス板を用いたこと以外は合わせガラスAと同様にして、合わせガラスBを得た。
洗浄及び乾燥した1つのガラス板(クリアフロートガラス、縦25cm×横10cm×厚み2.5mm)を用意した。洗浄及び乾燥した1つのガラス板(ゴリラガラス2、縦25cm×横10cm×厚み0.7mm)を用意した。この2つのガラス板を用いたこと以外は合わせガラスAと同様にして、合わせガラスBを得た。
合わせガラスCの作製(曲げ剛性測定用):
洗浄及び乾燥した2つのガラス板(ゴリラガラス2、縦25cm×横10cm×厚み0.7mm)を用意した。この2つのガラス板を用いたこと以外は合わせガラスAと同様にして、合わせガラスCを得た。
洗浄及び乾燥した2つのガラス板(ゴリラガラス2、縦25cm×横10cm×厚み0.7mm)を用意した。この2つのガラス板を用いたこと以外は合わせガラスAと同様にして、合わせガラスCを得た。
合わせガラスDの作製(遮音性測定用):
得られた中間膜を縦30cm×横2.5cmの大きさに切断した。次に、JIS R3208に準拠したグリーンガラス(縦30cm×横2.5cm×厚さ2mm)2枚の間に、多層中間膜を挟み込み、積層体を得た。この積層体をゴムバック内に入れ、2.6kPaの真空度で20分間脱気した後、脱気したままオーブン内に移し、更に90℃で30分間保持して真空プレスし、積層体を予備圧着した。オートクレーブ中で135℃及び圧力1.2MPaの条件で、予備圧着された積層体を20分間圧着し、合わせガラスDを得た。
得られた中間膜を縦30cm×横2.5cmの大きさに切断した。次に、JIS R3208に準拠したグリーンガラス(縦30cm×横2.5cm×厚さ2mm)2枚の間に、多層中間膜を挟み込み、積層体を得た。この積層体をゴムバック内に入れ、2.6kPaの真空度で20分間脱気した後、脱気したままオーブン内に移し、更に90℃で30分間保持して真空プレスし、積層体を予備圧着した。オートクレーブ中で135℃及び圧力1.2MPaの条件で、予備圧着された積層体を20分間圧着し、合わせガラスDを得た。
合わせガラスEの作製(可視光線透過率測定用):
得られた中間膜を、縦5cm×横5cmの大きさに切断した。次に、JIS R3208に準拠した2枚のグリーンガラス(縦5cm×横5cm×厚み2mm)を用意した。この2枚のグリーンガラスの間に、得られた中間膜を挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラス板からはみ出た中間膜部分を切り落とし、合わせガラスEを得た。
得られた中間膜を、縦5cm×横5cmの大きさに切断した。次に、JIS R3208に準拠した2枚のグリーンガラス(縦5cm×横5cm×厚み2mm)を用意した。この2枚のグリーンガラスの間に、得られた中間膜を挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラス板からはみ出た中間膜部分を切り落とし、合わせガラスEを得た。
合わせガラスFの作製(フローマーク評価用):
得られた中間膜を、縦15cm×横30cmの大きさに切断した。次に、クリアフロートガラス(縦15cm×横30cm×厚み2.5mm)を用意した。この2枚のクリアフロートガラスの間に、得られた中間膜を挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラス板からはみ出た中間膜部分を切り落とし、合わせガラスFを得た。
得られた中間膜を、縦15cm×横30cmの大きさに切断した。次に、クリアフロートガラス(縦15cm×横30cm×厚み2.5mm)を用意した。この2枚のクリアフロートガラスの間に、得られた中間膜を挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラス板からはみ出た中間膜部分を切り落とし、合わせガラスFを得た。
(実施例2〜4及び比較例1,2)
第1の層を形成するための組成物と第2の層及び第3の層を形成するための組成物とに用いるポリビニルアセタール樹脂、可塑剤及びクレイの種類と配合量とを下記の表1に示すように設定したこと、並びに第1の層、第2の層及び第3の層の厚みを下記の表1に示すように設定したこと以外は実施例1と同様にして、中間膜及び合わせガラスを得た。また、実施例2〜4及び比較例1,2では、実施例1と同じ種類の紫外線遮蔽剤及び酸化防止剤を、実施例1と同様の配合量(ポリビニルアセタール樹脂100重量部に対して0.2重量部)で配合した。
第1の層を形成するための組成物と第2の層及び第3の層を形成するための組成物とに用いるポリビニルアセタール樹脂、可塑剤及びクレイの種類と配合量とを下記の表1に示すように設定したこと、並びに第1の層、第2の層及び第3の層の厚みを下記の表1に示すように設定したこと以外は実施例1と同様にして、中間膜及び合わせガラスを得た。また、実施例2〜4及び比較例1,2では、実施例1と同じ種類の紫外線遮蔽剤及び酸化防止剤を、実施例1と同様の配合量(ポリビニルアセタール樹脂100重量部に対して0.2重量部)で配合した。
(評価)
(1)ガラス転移温度
得られた中間膜を、室温23±2℃、湿度25±5%の環境下に12時間保管した直後に、アイティー計測制御社製の粘弾性測定装置「DVA−200」を用いて、粘弾性を測定した。サンプルは縦幅8mm、横幅5mmで切り出し、せん断モードで5℃/分の昇温速度で−30℃から100℃まで温度を上昇させる条件、及び周波数1Hz及び歪0.08%の条件で測定を行った。得られた測定結果において、損失正接のピーク温度をガラス転移温度Tg(℃)とした。第1の層に由来するTgは、第2の層及び第3の層に由来するTgよりも低くなった。
(1)ガラス転移温度
得られた中間膜を、室温23±2℃、湿度25±5%の環境下に12時間保管した直後に、アイティー計測制御社製の粘弾性測定装置「DVA−200」を用いて、粘弾性を測定した。サンプルは縦幅8mm、横幅5mmで切り出し、せん断モードで5℃/分の昇温速度で−30℃から100℃まで温度を上昇させる条件、及び周波数1Hz及び歪0.08%の条件で測定を行った。得られた測定結果において、損失正接のピーク温度をガラス転移温度Tg(℃)とした。第1の層に由来するTgは、第2の層及び第3の層に由来するTgよりも低くなった。
(2)200℃でのtanδ
第1の層を形成するための組成物の混練物を用意した。得られた混練物をプレス成型機でプレス成型して、厚みが0.35mmである樹脂膜Aを得た。得られた樹脂膜Aを50℃で2時間以上真空乾燥させた。TAインスツルメント社製「レオメーターARES−G2」により、粘弾性測定を行った。測定用治具のジオメトリーは直径8mmのパラレルプレートであり、測定条件は温度:200℃、歪み:8%、周波数範囲:100〜0.1rad/sであり、100rad/sから掃引した。周波数0.1rad/sでのtanδ値を「200℃でのtanδ」とした。なお、23℃の環境下にて、中間膜から第2の層及び第3の層を剥離することで得られた第1の層を、厚みが0.35mmとなるように150℃でプレス成型(加圧しない状態で150℃10分間、加圧した状態で150℃10分間)して樹脂膜Aを作製してもよい。
第1の層を形成するための組成物の混練物を用意した。得られた混練物をプレス成型機でプレス成型して、厚みが0.35mmである樹脂膜Aを得た。得られた樹脂膜Aを50℃で2時間以上真空乾燥させた。TAインスツルメント社製「レオメーターARES−G2」により、粘弾性測定を行った。測定用治具のジオメトリーは直径8mmのパラレルプレートであり、測定条件は温度:200℃、歪み:8%、周波数範囲:100〜0.1rad/sであり、100rad/sから掃引した。周波数0.1rad/sでのtanδ値を「200℃でのtanδ」とした。なお、23℃の環境下にて、中間膜から第2の層及び第3の層を剥離することで得られた第1の層を、厚みが0.35mmとなるように150℃でプレス成型(加圧しない状態で150℃10分間、加圧した状態で150℃10分間)して樹脂膜Aを作製してもよい。
(3)フローマーク
光源として日本技術センター社製のS−Lightを用いた。光源とスクリーンとの間の距離が200cm、光源と中間膜との間の距離が180cmとなるように、光源とスクリーンとの間に合わせガラスFを配置した。合わせガラスFの面に光が垂直に照射されるようにした。スクリーンに投影された像をカメラで撮影した。フローマークを下記の基準で判定した。
光源として日本技術センター社製のS−Lightを用いた。光源とスクリーンとの間の距離が200cm、光源と中間膜との間の距離が180cmとなるように、光源とスクリーンとの間に合わせガラスFを配置した。合わせガラスFの面に光が垂直に照射されるようにした。スクリーンに投影された像をカメラで撮影した。フローマークを下記の基準で判定した。
[フローマークの判定基準]
○:すじ状のむら(フローマーク)がはっきりと観察されない
△:すじ状のむら(フローマーク)がわずかに観察される
×:すじ状のむら(フローマーク)が観察される
○:すじ状のむら(フローマーク)がはっきりと観察されない
△:すじ状のむら(フローマーク)がわずかに観察される
×:すじ状のむら(フローマーク)が観察される
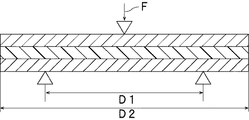
(4)曲げ剛性
得られた合わせガラスA、合わせガラスB及び合わせガラスCを用意した。合わせガラスA、合わせガラスB及び合わせガラスCでは、以下のガラス板を用いている。
得られた合わせガラスA、合わせガラスB及び合わせガラスCを用意した。合わせガラスA、合わせガラスB及び合わせガラスCでは、以下のガラス板を用いている。
合わせガラスA:2つのガラス板(クリアフロートガラス、縦25cm×横10cm×厚み2.5mm)
合わせガラスB:1つのガラス板(クリアフロートガラス、縦25cm×横10cm×厚み2.5mm)と1つのガラス板(ゴリラガラス2、縦25cm×横10cm×厚み0.7mm)
合わせガラスC:2つのガラス板(ゴリラガラス2、縦25cm×横10cm×厚み0.7mm)
合わせガラスB:1つのガラス板(クリアフロートガラス、縦25cm×横10cm×厚み2.5mm)と1つのガラス板(ゴリラガラス2、縦25cm×横10cm×厚み0.7mm)
合わせガラスC:2つのガラス板(ゴリラガラス2、縦25cm×横10cm×厚み0.7mm)
図3に模式的に示す試験方法で、曲げ剛性を評価した。測定装置としては、静的3点曲げ試験治具2810を備えたインストロンジャパンカンパニイリミテッド社製の万能材料試験機5966を使用した。測定条件としては、測定温度20±3℃、距離D1は18cm、距離D2は25cmとし、変位速度1mm/分でFの方向に合わせガラスに変形を加え、1.5mmの変位を加えたときの応力を測定し、曲げ剛性を算出した。
(5)遮音性
合わせガラスDをダンピング試験用の振動発生機(振研社製「加振機G21−005D」)により加振し、そこから得られた振動特性を機械インピーダンス測定装置(リオン社製「XG−81」)にて増幅し、振動スペクトルをFFTスペクトラムアナライザー(横河ヒューレッドパッカード社製「FFTアナライザー HP3582A」)により解析した。
合わせガラスDをダンピング試験用の振動発生機(振研社製「加振機G21−005D」)により加振し、そこから得られた振動特性を機械インピーダンス測定装置(リオン社製「XG−81」)にて増幅し、振動スペクトルをFFTスペクトラムアナライザー(横河ヒューレッドパッカード社製「FFTアナライザー HP3582A」)により解析した。
このようにして得られた損失係数と合わせガラスとの共振周波数との比から、20℃における音周波数(Hz)と音響透過損失(dB)との関係を示すグラフを作成し、音周波数2,000Hz付近における極小の音響透過損失(TL値)を求めた。このTL値が高いほど、遮音性が高くなる。遮音性を下記の基準で判定した。
[遮音性の判定基準]
○:TL値が35dB以上
×:TL値が35dB未満
○:TL値が35dB以上
×:TL値が35dB未満
(6)可視光線透過率(A光Y値、初期A−Y(380〜780nm))
分光光度計(日立ハイテク社製「U−4100」)を用いて、JIS R3211(1998)に準拠して、得られた合わせガラスEの波長380〜780nmにおける可視光線透過率(Visible Transmittance)を測定した。可視光線透過率を下記の基準で判定した。
分光光度計(日立ハイテク社製「U−4100」)を用いて、JIS R3211(1998)に準拠して、得られた合わせガラスEの波長380〜780nmにおける可視光線透過率(Visible Transmittance)を測定した。可視光線透過率を下記の基準で判定した。
[可視光線透過率の判定基準]
○:可視光線透過率が70%以上
×:可視光線透過率が70%未満
○:可視光線透過率が70%以上
×:可視光線透過率が70%未満
詳細及び結果を下記の表1に示す。なお、下記の表1では、ポリビニルアセタール樹脂、可塑剤及びクレイ以外の配合成分の記載は省略した。
1…第1の層
1a…第1の表面
1b…第2の表面
2…第2の層
2a…外側の表面
3…第3の層
3a…外側の表面
11…中間膜
11a…第1の表面
11b…第2の表面
21…第1の合わせガラス部材
22…第2の合わせガラス部材
31…合わせガラス
1a…第1の表面
1b…第2の表面
2…第2の層
2a…外側の表面
3…第3の層
3a…外側の表面
11…中間膜
11a…第1の表面
11b…第2の表面
21…第1の合わせガラス部材
22…第2の合わせガラス部材
31…合わせガラス
Claims (15)
- 熱可塑性樹脂を含む第1の層と、
熱可塑性樹脂を含む第2の層とを備え、
前記第2の層が、前記第1の層の第1の表面側に配置されており、
前記第1の層がクレイを含み、
前記第1の層のガラス転移温度が、前記第2の層のガラス転移温度よりも低く、
前記第1の層の200℃におけるtanδが0.8以上である、合わせガラス用中間膜。 - 前記第1の層中の前記熱可塑性樹脂が、ポリビニルアセタール樹脂である、請求項1に記載の合わせガラス用中間膜。
- 前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率が28モル%以下である、請求項2に記載の合わせガラス用中間膜。
- 前記第2の層中の前記熱可塑性樹脂が、ポリビニルアセタール樹脂である、請求項1〜3のいずれか1項に記載の合わせガラス用中間膜。
- 前記第1の層のガラス転移温度と、前記第2の層のガラス転移温度との差の絶対値が30℃以上である、請求項1〜4のいずれか1項に記載の合わせガラス用中間膜。
- 前記第1の層のガラス転移温度が15℃以下である、請求項1〜5のいずれか1項に記載の合わせガラス用中間膜。
- 前記第1の層中の前記熱可塑性樹脂100重量部に対して、前記第1の層中の前記クレイの含有量が5重量部以上、80重量部以下である、請求項1〜6のいずれか1項に記載の合わせガラス用中間膜。
- 熱可塑性樹脂を含む第3の層を備え、
前記第3の層は、前記第1の層の前記第1の表面とは反対の第2の表面側に配置されている、請求項1〜7のいずれか1項に記載の合わせガラス用中間膜。 - 前記第1の層が可塑剤を含み、
前記第2の層が可塑剤を含み、
前記第3の層が可塑剤を含む、請求項8に記載の合わせガラス用中間膜。 - 合わせガラス用中間膜の厚みをTとしたときに、前記第1の層の厚みが、0.4T以下である、請求項1〜9のいずれか1項に記載の合わせガラス用中間膜。
- 前記第1の層の厚みは200μm以下である、請求項1〜10のいずれか1項に記載の合わせガラス用中間膜。
- JIS R3208に準拠した、厚み2mmの2枚のグリーンガラスの間に合わせガラス用中間膜を挟み込むことにより合わせガラスを得たときに、得られる合わせガラスの可視光線透過率が70%以上である、請求項1〜11のいずれか1項に記載の合わせガラス用中間膜。
- 厚みが1mm以下である第1のガラス板を用いて、前記第1のガラス板と第2のガラス板との間に配置されて、合わせガラスを得るために用いられる、請求項1〜12のいずれか1項に記載の合わせガラス用中間膜。
- 第1の合わせガラス部材と、
第2の合わせガラス部材と、
請求項1〜13のいずれか1項に記載の合わせガラス用中間膜とを備え、
前記第1の合わせガラス部材と前記第2の合わせガラス部材との間に、前記合わせガラス用中間膜が配置されている、合わせガラス。 - 前記第1の合わせガラス部材が第1のガラス板であり、
前記第1のガラス板の厚みが1mm以下である、請求項14に記載の合わせガラス。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015064689A JP2016183077A (ja) | 2015-03-26 | 2015-03-26 | 合わせガラス用中間膜及び合わせガラス |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015064689A JP2016183077A (ja) | 2015-03-26 | 2015-03-26 | 合わせガラス用中間膜及び合わせガラス |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016183077A true JP2016183077A (ja) | 2016-10-20 |
Family
ID=57242378
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015064689A Pending JP2016183077A (ja) | 2015-03-26 | 2015-03-26 | 合わせガラス用中間膜及び合わせガラス |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016183077A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021002035A1 (ja) * | 2019-07-02 | 2021-01-07 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
-
2015
- 2015-03-26 JP JP2015064689A patent/JP2016183077A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021002035A1 (ja) * | 2019-07-02 | 2021-01-07 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| CN114072365A (zh) * | 2019-07-02 | 2022-02-18 | 积水化学工业株式会社 | 夹层玻璃用中间膜以及夹层玻璃 |
| TWI814947B (zh) * | 2019-07-02 | 2023-09-11 | 日商積水化學工業股份有限公司 | 層合玻璃用中間膜及層合玻璃 |
| CN114072365B (zh) * | 2019-07-02 | 2023-09-26 | 积水化学工业株式会社 | 夹层玻璃用中间膜以及夹层玻璃 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6609186B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6163259B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| WO2019194113A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| WO2017043574A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2016069278A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2017178692A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2016183077A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6240018B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2016183076A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| WO2017043624A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2016183078A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| WO2017043575A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2017222572A (ja) | 合わせガラス用中間膜及び合わせガラス |