JP2016182032A - ローター固定用樹脂組成物、ローター、および自動車 - Google Patents
ローター固定用樹脂組成物、ローター、および自動車 Download PDFInfo
- Publication number
- JP2016182032A JP2016182032A JP2016131273A JP2016131273A JP2016182032A JP 2016182032 A JP2016182032 A JP 2016182032A JP 2016131273 A JP2016131273 A JP 2016131273A JP 2016131273 A JP2016131273 A JP 2016131273A JP 2016182032 A JP2016182032 A JP 2016182032A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- resin composition
- fixing
- resin
- epoxy resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000011342 resin composition Substances 0.000 title claims abstract description 163
- 229920000647 polyepoxide Polymers 0.000 claims abstract description 84
- 239000003822 epoxy resin Substances 0.000 claims abstract description 83
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 63
- 229920005989 resin Polymers 0.000 claims abstract description 61
- 239000011347 resin Substances 0.000 claims abstract description 61
- 239000011256 inorganic filler Substances 0.000 claims abstract description 55
- 229910003475 inorganic filler Inorganic materials 0.000 claims abstract description 55
- 238000012360 testing method Methods 0.000 claims abstract description 25
- 229920001187 thermosetting polymer Polymers 0.000 claims abstract description 22
- 238000009864 tensile test Methods 0.000 claims abstract description 18
- 230000002093 peripheral effect Effects 0.000 claims abstract description 15
- 238000002347 injection Methods 0.000 claims abstract description 8
- 239000007924 injection Substances 0.000 claims abstract description 8
- 150000001875 compounds Chemical class 0.000 claims description 45
- 239000005011 phenolic resin Substances 0.000 claims description 42
- 229920003986 novolac Polymers 0.000 claims description 18
- 238000000926 separation method Methods 0.000 claims description 18
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 claims description 15
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 claims description 12
- 239000000843 powder Substances 0.000 claims description 10
- FZHAPNGMFPVSLP-UHFFFAOYSA-N silanamine Chemical group [SiH3]N FZHAPNGMFPVSLP-UHFFFAOYSA-N 0.000 claims description 10
- QWVGKYWNOKOFNN-UHFFFAOYSA-N o-cresol Chemical compound CC1=CC=CC=C1O QWVGKYWNOKOFNN-UHFFFAOYSA-N 0.000 claims description 8
- 239000008187 granular material Substances 0.000 claims description 7
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 claims description 6
- TXDNPSYEJHXKMK-UHFFFAOYSA-N sulfanylsilane Chemical compound S[SiH3] TXDNPSYEJHXKMK-UHFFFAOYSA-N 0.000 claims description 6
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 claims description 4
- 229930185605 Bisphenol Natural products 0.000 claims description 3
- 239000004305 biphenyl Substances 0.000 claims description 3
- 235000010290 biphenyl Nutrition 0.000 claims description 3
- 239000003826 tablet Substances 0.000 claims description 3
- RGHHSNMVTDWUBI-UHFFFAOYSA-N 4-hydroxybenzaldehyde Chemical compound OC1=CC=C(C=O)C=C1 RGHHSNMVTDWUBI-UHFFFAOYSA-N 0.000 claims description 2
- 239000007795 chemical reaction product Substances 0.000 claims description 2
- 150000002009 diols Chemical class 0.000 claims description 2
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical compound O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 claims description 2
- 239000004843 novolac epoxy resin Substances 0.000 claims description 2
- AAAQKTZKLRYKHR-UHFFFAOYSA-N triphenylmethane Chemical compound C1=CC=CC=C1C(C=1C=CC=CC=1)C1=CC=CC=C1 AAAQKTZKLRYKHR-UHFFFAOYSA-N 0.000 claims description 2
- 239000000463 material Substances 0.000 abstract description 14
- 239000000243 solution Substances 0.000 abstract description 5
- 230000015572 biosynthetic process Effects 0.000 abstract description 2
- -1 moisture resistance Substances 0.000 description 65
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 55
- XYFCBTPGUUZFHI-UHFFFAOYSA-N Phosphine Natural products P XYFCBTPGUUZFHI-UHFFFAOYSA-N 0.000 description 30
- 230000035882 stress Effects 0.000 description 30
- 238000000034 method Methods 0.000 description 29
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 26
- 239000007822 coupling agent Substances 0.000 description 24
- 238000000465 moulding Methods 0.000 description 24
- 239000000377 silicon dioxide Substances 0.000 description 22
- 239000006087 Silane Coupling Agent Substances 0.000 description 20
- 125000003118 aryl group Chemical group 0.000 description 20
- 229910000073 phosphorus hydride Inorganic materials 0.000 description 19
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 18
- 229910000831 Steel Inorganic materials 0.000 description 17
- 239000010959 steel Substances 0.000 description 17
- 229910000077 silane Inorganic materials 0.000 description 16
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 15
- 239000000047 product Substances 0.000 description 15
- 239000002245 particle Substances 0.000 description 14
- 238000011049 filling Methods 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 13
- AZQWKYJCGOJGHM-UHFFFAOYSA-N para-benzoquinone Natural products O=C1C=CC(=O)C=C1 AZQWKYJCGOJGHM-UHFFFAOYSA-N 0.000 description 13
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical group OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 11
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 10
- 125000001424 substituent group Chemical group 0.000 description 10
- 239000001993 wax Substances 0.000 description 10
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 9
- 238000010168 coupling process Methods 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- 125000004437 phosphorous atom Chemical group 0.000 description 9
- 229910052698 phosphorus Inorganic materials 0.000 description 9
- 239000004065 semiconductor Substances 0.000 description 9
- RIOQSEWOXXDEQQ-UHFFFAOYSA-N triphenylphosphine Chemical compound C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 RIOQSEWOXXDEQQ-UHFFFAOYSA-N 0.000 description 9
- 238000005406 washing Methods 0.000 description 9
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 8
- YCIMNLLNPGFGHC-UHFFFAOYSA-N catechol Chemical compound OC1=CC=CC=C1O YCIMNLLNPGFGHC-UHFFFAOYSA-N 0.000 description 8
- 238000006243 chemical reaction Methods 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 239000012796 inorganic flame retardant Substances 0.000 description 7
- 230000004048 modification Effects 0.000 description 7
- 238000012986 modification Methods 0.000 description 7
- 229910052757 nitrogen Inorganic materials 0.000 description 7
- 125000000962 organic group Chemical group 0.000 description 7
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 6
- 230000006872 improvement Effects 0.000 description 6
- 239000012535 impurity Substances 0.000 description 6
- 150000002500 ions Chemical class 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 229910000000 metal hydroxide Inorganic materials 0.000 description 6
- 150000004692 metal hydroxides Chemical class 0.000 description 6
- 238000002156 mixing Methods 0.000 description 6
- 238000004381 surface treatment Methods 0.000 description 6
- 239000004593 Epoxy Substances 0.000 description 5
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical group [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 5
- 125000001931 aliphatic group Chemical group 0.000 description 5
- 238000005452 bending Methods 0.000 description 5
- 238000013329 compounding Methods 0.000 description 5
- 238000005859 coupling reaction Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 125000003700 epoxy group Chemical group 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 230000001747 exhibiting effect Effects 0.000 description 5
- 230000009477 glass transition Effects 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- NXPPAOGUKPJVDI-UHFFFAOYSA-N naphthalene-1,2-diol Chemical compound C1=CC=CC2=C(O)C(O)=CC=C21 NXPPAOGUKPJVDI-UHFFFAOYSA-N 0.000 description 5
- JRNGUTKWMSBIBF-UHFFFAOYSA-N naphthalene-2,3-diol Chemical compound C1=CC=C2C=C(O)C(O)=CC2=C1 JRNGUTKWMSBIBF-UHFFFAOYSA-N 0.000 description 5
- 125000001624 naphthyl group Chemical group 0.000 description 5
- 150000002989 phenols Chemical class 0.000 description 5
- 125000000843 phenylene group Chemical group C1(=C(C=CC=C1)*)* 0.000 description 5
- 150000003003 phosphines Chemical class 0.000 description 5
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 238000003756 stirring Methods 0.000 description 5
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 4
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 4
- SJECZPVISLOESU-UHFFFAOYSA-N 3-trimethoxysilylpropan-1-amine Chemical compound CO[Si](OC)(OC)CCCN SJECZPVISLOESU-UHFFFAOYSA-N 0.000 description 4
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 125000002529 biphenylenyl group Chemical group C1(=CC=CC=2C3=CC=CC=C3C12)* 0.000 description 4
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 4
- 239000013522 chelant Substances 0.000 description 4
- 239000003086 colorant Substances 0.000 description 4
- 230000008878 coupling Effects 0.000 description 4
- 229930003836 cresol Natural products 0.000 description 4
- 230000004907 flux Effects 0.000 description 4
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 4
- 239000000347 magnesium hydroxide Substances 0.000 description 4
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000012778 molding material Substances 0.000 description 4
- 238000005580 one pot reaction Methods 0.000 description 4
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical compound NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 4
- 229920001568 phenolic resin Polymers 0.000 description 4
- WQGWDDDVZFFDIG-UHFFFAOYSA-N pyrogallol Chemical compound OC1=CC=CC(O)=C1O WQGWDDDVZFFDIG-UHFFFAOYSA-N 0.000 description 4
- 238000001721 transfer moulding Methods 0.000 description 4
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 3
- KJCVRFUGPWSIIH-UHFFFAOYSA-N 1-naphthol Chemical compound C1=CC=C2C(O)=CC=CC2=C1 KJCVRFUGPWSIIH-UHFFFAOYSA-N 0.000 description 3
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 3
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- 125000000022 2-aminoethyl group Chemical group [H]C([*])([H])C([H])([H])N([H])[H] 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000032683 aging Effects 0.000 description 3
- 125000000217 alkyl group Chemical group 0.000 description 3
- 125000004432 carbon atom Chemical group C* 0.000 description 3
- 239000006229 carbon black Substances 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 229910002026 crystalline silica Inorganic materials 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- XXBDWLFCJWSEKW-UHFFFAOYSA-N dimethylbenzylamine Chemical compound CN(C)CC1=CC=CC=C1 XXBDWLFCJWSEKW-UHFFFAOYSA-N 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 239000012153 distilled water Substances 0.000 description 3
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 3
- 239000003063 flame retardant Substances 0.000 description 3
- LNTHITQWFMADLM-UHFFFAOYSA-N gallic acid Chemical compound OC(=O)C1=CC(O)=C(O)C(O)=C1 LNTHITQWFMADLM-UHFFFAOYSA-N 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 125000000623 heterocyclic group Chemical group 0.000 description 3
- 125000004464 hydroxyphenyl group Chemical group 0.000 description 3
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 3
- 239000012948 isocyanate Substances 0.000 description 3
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 3
- 230000007935 neutral effect Effects 0.000 description 3
- 239000003921 oil Substances 0.000 description 3
- 238000005457 optimization Methods 0.000 description 3
- 150000007524 organic acids Chemical class 0.000 description 3
- 150000004714 phosphonium salts Chemical class 0.000 description 3
- 229920000768 polyamine Polymers 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 235000013824 polyphenols Nutrition 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000002516 radical scavenger Substances 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 235000012239 silicon dioxide Nutrition 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- 239000011701 zinc Substances 0.000 description 3
- MUTGBJKUEZFXGO-OLQVQODUSA-N (3as,7ar)-3a,4,5,6,7,7a-hexahydro-2-benzofuran-1,3-dione Chemical compound C1CCC[C@@H]2C(=O)OC(=O)[C@@H]21 MUTGBJKUEZFXGO-OLQVQODUSA-N 0.000 description 2
- WZCQRUWWHSTZEM-UHFFFAOYSA-N 1,3-phenylenediamine Chemical compound NC1=CC=CC(N)=C1 WZCQRUWWHSTZEM-UHFFFAOYSA-N 0.000 description 2
- VILCJCGEZXAXTO-UHFFFAOYSA-N 2,2,2-tetramine Chemical compound NCCNCCNCCN VILCJCGEZXAXTO-UHFFFAOYSA-N 0.000 description 2
- AHDSRXYHVZECER-UHFFFAOYSA-N 2,4,6-tris[(dimethylamino)methyl]phenol Chemical compound CN(C)CC1=CC(CN(C)C)=C(O)C(CN(C)C)=C1 AHDSRXYHVZECER-UHFFFAOYSA-N 0.000 description 2
- LXBGSDVWAMZHDD-UHFFFAOYSA-N 2-methyl-1h-imidazole Chemical compound CC1=NC=CN1 LXBGSDVWAMZHDD-UHFFFAOYSA-N 0.000 description 2
- HNNQYHFROJDYHQ-UHFFFAOYSA-N 3-(4-ethylcyclohexyl)propanoic acid 3-(3-ethylcyclopentyl)propanoic acid Chemical compound CCC1CCC(CCC(O)=O)C1.CCC1CCC(CCC(O)=O)CC1 HNNQYHFROJDYHQ-UHFFFAOYSA-N 0.000 description 2
- MWSKJDNQKGCKPA-UHFFFAOYSA-N 6-methyl-3a,4,5,7a-tetrahydro-2-benzofuran-1,3-dione Chemical compound C1CC(C)=CC2C(=O)OC(=O)C12 MWSKJDNQKGCKPA-UHFFFAOYSA-N 0.000 description 2
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 229920001342 Bakelite® Polymers 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 2
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 description 2
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical group [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- CSNNHWWHGAXBCP-UHFFFAOYSA-L Magnesium sulfate Chemical compound [Mg+2].[O-][S+2]([O-])([O-])[O-] CSNNHWWHGAXBCP-UHFFFAOYSA-L 0.000 description 2
- 239000004640 Melamine resin Substances 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 2
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 239000007983 Tris buffer Substances 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- 230000004308 accommodation Effects 0.000 description 2
- 125000003545 alkoxy group Chemical group 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 150000001450 anions Chemical class 0.000 description 2
- ADCOVFLJGNWWNZ-UHFFFAOYSA-N antimony trioxide Chemical compound O=[Sb]O[Sb]=O ADCOVFLJGNWWNZ-UHFFFAOYSA-N 0.000 description 2
- 150000001491 aromatic compounds Chemical class 0.000 description 2
- 125000003710 aryl alkyl group Chemical group 0.000 description 2
- 239000004637 bakelite Substances 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 2
- 125000006267 biphenyl group Chemical group 0.000 description 2
- IMHDGJOMLMDPJN-UHFFFAOYSA-N biphenyl-2,2'-diol Chemical compound OC1=CC=CC=C1C1=CC=CC=C1O IMHDGJOMLMDPJN-UHFFFAOYSA-N 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 239000004203 carnauba wax Substances 0.000 description 2
- 235000013869 carnauba wax Nutrition 0.000 description 2
- 239000011362 coarse particle Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- PFURGBBHAOXLIO-UHFFFAOYSA-N cyclohexane-1,2-diol Chemical compound OC1CCCCC1O PFURGBBHAOXLIO-UHFFFAOYSA-N 0.000 description 2
- 239000012954 diazonium Substances 0.000 description 2
- 150000001989 diazonium salts Chemical class 0.000 description 2
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 2
- ZZTCPWRAHWXWCH-UHFFFAOYSA-N diphenylmethanediamine Chemical compound C=1C=CC=CC=1C(N)(N)C1=CC=CC=C1 ZZTCPWRAHWXWCH-UHFFFAOYSA-N 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 2
- 239000008393 encapsulating agent Substances 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 238000000434 field desorption mass spectrometry Methods 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 125000000524 functional group Chemical group 0.000 description 2
- ANSXAPJVJOKRDJ-UHFFFAOYSA-N furo[3,4-f][2]benzofuran-1,3,5,7-tetrone Chemical compound C1=C2C(=O)OC(=O)C2=CC2=C1C(=O)OC2=O ANSXAPJVJOKRDJ-UHFFFAOYSA-N 0.000 description 2
- 229940074391 gallic acid Drugs 0.000 description 2
- 235000004515 gallic acid Nutrition 0.000 description 2
- 229960001545 hydrotalcite Drugs 0.000 description 2
- 229910001701 hydrotalcite Inorganic materials 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- 150000002576 ketones Chemical group 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 229940018564 m-phenylenediamine Drugs 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000006082 mold release agent Substances 0.000 description 2
- KBJFYLLAMSZSOG-UHFFFAOYSA-N n-(3-trimethoxysilylpropyl)aniline Chemical compound CO[Si](OC)(OC)CCCNC1=CC=CC=C1 KBJFYLLAMSZSOG-UHFFFAOYSA-N 0.000 description 2
- 125000004433 nitrogen atom Chemical group N* 0.000 description 2
- 125000003367 polycyclic group Chemical group 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 229940079877 pyrogallol Drugs 0.000 description 2
- 150000004053 quinones Chemical class 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000010992 reflux Methods 0.000 description 2
- 229920003987 resole Polymers 0.000 description 2
- 229960001755 resorcinol Drugs 0.000 description 2
- CQRYARSYNCAZFO-UHFFFAOYSA-N salicyl alcohol Chemical compound OCC1=CC=CC=C1O CQRYARSYNCAZFO-UHFFFAOYSA-N 0.000 description 2
- YGSDEFSMJLZEOE-UHFFFAOYSA-N salicylic acid Chemical compound OC(=O)C1=CC=CC=C1O YGSDEFSMJLZEOE-UHFFFAOYSA-N 0.000 description 2
- IYMSIPPWHNIMGE-UHFFFAOYSA-N silylurea Chemical compound NC(=O)N[SiH3] IYMSIPPWHNIMGE-UHFFFAOYSA-N 0.000 description 2
- 229910001415 sodium ion Inorganic materials 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 125000003396 thiol group Chemical group [H]S* 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 125000003944 tolyl group Chemical group 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 150000003852 triazoles Chemical class 0.000 description 2
- SRPWOOOHEPICQU-UHFFFAOYSA-N trimellitic anhydride Chemical compound OC(=O)C1=CC=C2C(=O)OC(=O)C2=C1 SRPWOOOHEPICQU-UHFFFAOYSA-N 0.000 description 2
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 2
- YWWDBCBWQNCYNR-UHFFFAOYSA-N trimethylphosphine Chemical compound CP(C)C YWWDBCBWQNCYNR-UHFFFAOYSA-N 0.000 description 2
- 125000004400 (C1-C12) alkyl group Chemical group 0.000 description 1
- 125000006273 (C1-C3) alkyl group Chemical group 0.000 description 1
- DNIAPMSPPWPWGF-GSVOUGTGSA-N (R)-(-)-Propylene glycol Chemical compound C[C@@H](O)CO DNIAPMSPPWPWGF-GSVOUGTGSA-N 0.000 description 1
- PPTXVXKCQZKFBN-UHFFFAOYSA-N (S)-(-)-1,1'-Bi-2-naphthol Chemical compound C1=CC=C2C(C3=C4C=CC=CC4=CC=C3O)=C(O)C=CC2=C1 PPTXVXKCQZKFBN-UHFFFAOYSA-N 0.000 description 1
- 0 *C(C(C[P+](*)(*)*)=C(C(*)=C1*)O)C1=O Chemical compound *C(C(C[P+](*)(*)*)=C(C(*)=C1*)O)C1=O 0.000 description 1
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical compound C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 1
- WOAHJDHKFWSLKE-UHFFFAOYSA-N 1,2-benzoquinone Chemical compound O=C1C=CC=CC1=O WOAHJDHKFWSLKE-UHFFFAOYSA-N 0.000 description 1
- YJTKZCDBKVTVBY-UHFFFAOYSA-N 1,3-Diphenylbenzene Chemical group C1=CC=CC=C1C1=CC=CC(C=2C=CC=CC=2)=C1 YJTKZCDBKVTVBY-UHFFFAOYSA-N 0.000 description 1
- 229940005561 1,4-benzoquinone Drugs 0.000 description 1
- INZDTEICWPZYJM-UHFFFAOYSA-N 1-(chloromethyl)-4-[4-(chloromethyl)phenyl]benzene Chemical group C1=CC(CCl)=CC=C1C1=CC=C(CCl)C=C1 INZDTEICWPZYJM-UHFFFAOYSA-N 0.000 description 1
- TUSDEZXZIZRFGC-UHFFFAOYSA-N 1-O-galloyl-3,6-(R)-HHDP-beta-D-glucose Natural products OC1C(O2)COC(=O)C3=CC(O)=C(O)C(O)=C3C3=C(O)C(O)=C(O)C=C3C(=O)OC1C(O)C2OC(=O)C1=CC(O)=C(O)C(O)=C1 TUSDEZXZIZRFGC-UHFFFAOYSA-N 0.000 description 1
- CDAWCLOXVUBKRW-UHFFFAOYSA-N 2-aminophenol Chemical compound NC1=CC=CC=C1O CDAWCLOXVUBKRW-UHFFFAOYSA-N 0.000 description 1
- OVEUFHOBGCSKSH-UHFFFAOYSA-N 2-methyl-n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound CC1=CC=CC=C1N(CC1OC1)CC1OC1 OVEUFHOBGCSKSH-UHFFFAOYSA-N 0.000 description 1
- UOBYKYZJUGYBDK-UHFFFAOYSA-N 2-naphthoic acid Chemical compound C1=CC=CC2=CC(C(=O)O)=CC=C21 UOBYKYZJUGYBDK-UHFFFAOYSA-N 0.000 description 1
- ALKYHXVLJMQRLQ-UHFFFAOYSA-N 3-Hydroxy-2-naphthoate Chemical compound C1=CC=C2C=C(O)C(C(=O)O)=CC2=C1 ALKYHXVLJMQRLQ-UHFFFAOYSA-N 0.000 description 1
- IKYAJDOSWUATPI-UHFFFAOYSA-N 3-[dimethoxy(methyl)silyl]propane-1-thiol Chemical compound CO[Si](C)(OC)CCCS IKYAJDOSWUATPI-UHFFFAOYSA-N 0.000 description 1
- LVNLBBGBASVLLI-UHFFFAOYSA-N 3-triethoxysilylpropylurea Chemical compound CCO[Si](OCC)(OCC)CCCNC(N)=O LVNLBBGBASVLLI-UHFFFAOYSA-N 0.000 description 1
- UUEWCQRISZBELL-UHFFFAOYSA-N 3-trimethoxysilylpropane-1-thiol Chemical compound CO[Si](OC)(OC)CCCS UUEWCQRISZBELL-UHFFFAOYSA-N 0.000 description 1
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical compound C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 1
- UITKHKNFVCYWNG-UHFFFAOYSA-N 4-(3,4-dicarboxybenzoyl)phthalic acid Chemical compound C1=C(C(O)=O)C(C(=O)O)=CC=C1C(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 UITKHKNFVCYWNG-UHFFFAOYSA-N 0.000 description 1
- OECTYKWYRCHAKR-UHFFFAOYSA-N 4-vinylcyclohexene dioxide Chemical compound C1OC1C1CC2OC2CC1 OECTYKWYRCHAKR-UHFFFAOYSA-N 0.000 description 1
- WZUUZPAYWFIBDF-UHFFFAOYSA-N 5-amino-1,2-dihydro-1,2,4-triazole-3-thione Chemical compound NC1=NNC(S)=N1 WZUUZPAYWFIBDF-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 229940126062 Compound A Drugs 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- 239000001263 FEMA 3042 Substances 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- 241000892865 Heros Species 0.000 description 1
- NLDMNSXOCDLTTB-UHFFFAOYSA-N Heterophylliin A Natural products O1C2COC(=O)C3=CC(O)=C(O)C(O)=C3C3=C(O)C(O)=C(O)C=C3C(=O)OC2C(OC(=O)C=2C=C(O)C(O)=C(O)C=2)C(O)C1OC(=O)C1=CC(O)=C(O)C(O)=C1 NLDMNSXOCDLTTB-UHFFFAOYSA-N 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 1
- 239000002841 Lewis acid Substances 0.000 description 1
- PEEHTFAAVSWFBL-UHFFFAOYSA-N Maleimide Chemical compound O=C1NC(=O)C=C1 PEEHTFAAVSWFBL-UHFFFAOYSA-N 0.000 description 1
- LRBQNJMCXXYXIU-PPKXGCFTSA-N Penta-digallate-beta-D-glucose Natural products OC1=C(O)C(O)=CC(C(=O)OC=2C(=C(O)C=C(C=2)C(=O)OC[C@@H]2[C@H]([C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)O2)OC(=O)C=2C=C(OC(=O)C=3C=C(O)C(O)=C(O)C=3)C(O)=C(O)C=2)O)=C1 LRBQNJMCXXYXIU-PPKXGCFTSA-N 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- WTKZEGDFNFYCGP-UHFFFAOYSA-N Pyrazole Chemical compound C=1C=NNC=1 WTKZEGDFNFYCGP-UHFFFAOYSA-N 0.000 description 1
- CZPWVGJYEJSRLH-UHFFFAOYSA-N Pyrimidine Chemical compound C1=CN=CN=C1 CZPWVGJYEJSRLH-UHFFFAOYSA-N 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- FKNQFGJONOIPTF-UHFFFAOYSA-N Sodium cation Chemical compound [Na+] FKNQFGJONOIPTF-UHFFFAOYSA-N 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- PJANXHGTPQOBST-VAWYXSNFSA-N Stilbene Natural products C=1C=CC=CC=1/C=C/C1=CC=CC=C1 PJANXHGTPQOBST-VAWYXSNFSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 150000007824 aliphatic compounds Chemical class 0.000 description 1
- 239000004844 aliphatic epoxy resin Substances 0.000 description 1
- 229910001413 alkali metal ion Inorganic materials 0.000 description 1
- 229910001420 alkaline earth metal ion Inorganic materials 0.000 description 1
- 125000005036 alkoxyphenyl group Chemical group 0.000 description 1
- 125000005037 alkyl phenyl group Chemical group 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 125000000909 amidinium group Chemical group 0.000 description 1
- 150000003863 ammonium salts Chemical class 0.000 description 1
- 150000004056 anthraquinones Chemical class 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- RQPZNWPYLFFXCP-UHFFFAOYSA-L barium dihydroxide Chemical compound [OH-].[OH-].[Ba+2] RQPZNWPYLFFXCP-UHFFFAOYSA-L 0.000 description 1
- 229910001863 barium hydroxide Inorganic materials 0.000 description 1
- AYJRCSIUFZENHW-DEQYMQKBSA-L barium(2+);oxomethanediolate Chemical compound [Ba+2].[O-][14C]([O-])=O AYJRCSIUFZENHW-DEQYMQKBSA-L 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 1
- LLEMOWNGBBNAJR-UHFFFAOYSA-N biphenyl-2-ol Chemical compound OC1=CC=CC=C1C1=CC=CC=C1 LLEMOWNGBBNAJR-UHFFFAOYSA-N 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- NTXGQCSETZTARF-UHFFFAOYSA-N buta-1,3-diene;prop-2-enenitrile Chemical compound C=CC=C.C=CC#N NTXGQCSETZTARF-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 1
- 239000000920 calcium hydroxide Substances 0.000 description 1
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- IPPWILKGXFOXHO-UHFFFAOYSA-N chloranilic acid Chemical compound OC1=C(Cl)C(=O)C(O)=C(Cl)C1=O IPPWILKGXFOXHO-UHFFFAOYSA-N 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- GDVKFRBCXAPAQJ-UHFFFAOYSA-A dialuminum;hexamagnesium;carbonate;hexadecahydroxide Chemical compound [OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Al+3].[Al+3].[O-]C([O-])=O GDVKFRBCXAPAQJ-UHFFFAOYSA-A 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-O diazynium Chemical group [NH+]#N IJGRMHOSHXDMSA-UHFFFAOYSA-O 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical group C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 1
- WHGNXNCOTZPEEK-UHFFFAOYSA-N dimethoxy-methyl-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](C)(OC)CCCOCC1CO1 WHGNXNCOTZPEEK-UHFFFAOYSA-N 0.000 description 1
- YQGOWXYZDLJBFL-UHFFFAOYSA-N dimethoxysilane Chemical compound CO[SiH2]OC YQGOWXYZDLJBFL-UHFFFAOYSA-N 0.000 description 1
- YOTZYFSGUCFUKA-UHFFFAOYSA-N dimethylphosphine Chemical compound CPC YOTZYFSGUCFUKA-UHFFFAOYSA-N 0.000 description 1
- GPAYUJZHTULNBE-UHFFFAOYSA-N diphenylphosphine Chemical compound C=1C=CC=CC=1PC1=CC=CC=C1 GPAYUJZHTULNBE-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- JLHMVTORNNQCRM-UHFFFAOYSA-N ethylphosphine Chemical compound CCP JLHMVTORNNQCRM-UHFFFAOYSA-N 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000009661 fatigue test Methods 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000005350 fused silica glass Substances 0.000 description 1
- LRBQNJMCXXYXIU-QWKBTXIPSA-N gallotannic acid Chemical compound OC1=C(O)C(O)=CC(C(=O)OC=2C(=C(O)C=C(C=2)C(=O)OC[C@H]2[C@@H]([C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)O2)OC(=O)C=2C=C(OC(=O)C=3C=C(O)C(O)=C(O)C=3)C(O)=C(O)C=2)O)=C1 LRBQNJMCXXYXIU-QWKBTXIPSA-N 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 150000002430 hydrocarbons Chemical group 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 150000002460 imidazoles Chemical class 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000009616 inductively coupled plasma Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 150000007517 lewis acids Chemical class 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- 229910052943 magnesium sulfate Inorganic materials 0.000 description 1
- 235000019341 magnesium sulphate Nutrition 0.000 description 1
- XLSZMDLNRCVEIJ-UHFFFAOYSA-N methylimidazole Natural products CC1=CNC=N1 XLSZMDLNRCVEIJ-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000011490 mineral wool Substances 0.000 description 1
- 125000002950 monocyclic group Chemical group 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- DNIAPMSPPWPWGF-UHFFFAOYSA-N monopropylene glycol Natural products CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 1
- VAUOPRZOGIRSMI-UHFFFAOYSA-N n-(oxiran-2-ylmethyl)aniline Chemical compound C1OC1CNC1=CC=CC=C1 VAUOPRZOGIRSMI-UHFFFAOYSA-N 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229910001172 neodymium magnet Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000010680 novolac-type phenolic resin Substances 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 235000005985 organic acids Nutrition 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- AHHWIHXENZJRFG-UHFFFAOYSA-N oxetane Chemical compound C1COC1 AHHWIHXENZJRFG-UHFFFAOYSA-N 0.000 description 1
- FJKROLUGYXJWQN-UHFFFAOYSA-N papa-hydroxy-benzoic acid Natural products OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- RPGWZZNNEUHDAQ-UHFFFAOYSA-N phenylphosphine Chemical compound PC1=CC=CC=C1 RPGWZZNNEUHDAQ-UHFFFAOYSA-N 0.000 description 1
- XYFCBTPGUUZFHI-UHFFFAOYSA-O phosphonium Chemical compound [PH4+] XYFCBTPGUUZFHI-UHFFFAOYSA-O 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 150000008442 polyphenolic compounds Chemical class 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000005077 polysulfide Substances 0.000 description 1
- 229920001021 polysulfide Polymers 0.000 description 1
- 150000008117 polysulfides Polymers 0.000 description 1
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 235000013772 propylene glycol Nutrition 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229960004889 salicylic acid Drugs 0.000 description 1
- 125000000467 secondary amino group Chemical group [H]N([*:1])[*:2] 0.000 description 1
- 238000007873 sieving Methods 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 150000003377 silicon compounds Chemical class 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- SUBJHSREKVAVAR-UHFFFAOYSA-N sodium;methanol;methanolate Chemical compound [Na+].OC.[O-]C SUBJHSREKVAVAR-UHFFFAOYSA-N 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- PJANXHGTPQOBST-UHFFFAOYSA-N stilbene Chemical compound C=1C=CC=CC=1C=CC1=CC=CC=C1 PJANXHGTPQOBST-UHFFFAOYSA-N 0.000 description 1
- 235000021286 stilbenes Nutrition 0.000 description 1
- 150000003457 sulfones Chemical class 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 235000015523 tannic acid Nutrition 0.000 description 1
- 229940033123 tannic acid Drugs 0.000 description 1
- 229920002258 tannic acid Polymers 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- BRKFQVAOMSWFDU-UHFFFAOYSA-M tetraphenylphosphanium;bromide Chemical compound [Br-].C1=CC=CC=C1[P+](C=1C=CC=CC=1)(C=1C=CC=CC=1)C1=CC=CC=C1 BRKFQVAOMSWFDU-UHFFFAOYSA-M 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- CBDKQYKMCICBOF-UHFFFAOYSA-N thiazoline Chemical compound C1CN=CS1 CBDKQYKMCICBOF-UHFFFAOYSA-N 0.000 description 1
- 150000007970 thio esters Chemical class 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 150000003918 triazines Chemical class 0.000 description 1
- IFXORIIYQORRMJ-UHFFFAOYSA-N tribenzylphosphane Chemical compound C=1C=CC=CC=1CP(CC=1C=CC=CC=1)CC1=CC=CC=C1 IFXORIIYQORRMJ-UHFFFAOYSA-N 0.000 description 1
- FBBATURSCRIBHN-UHFFFAOYSA-N triethoxy-[3-(3-triethoxysilylpropyldisulfanyl)propyl]silane Chemical compound CCO[Si](OCC)(OCC)CCCSSCCC[Si](OCC)(OCC)OCC FBBATURSCRIBHN-UHFFFAOYSA-N 0.000 description 1
- VTHOKNTVYKTUPI-UHFFFAOYSA-N triethoxy-[3-(3-triethoxysilylpropyltetrasulfanyl)propyl]silane Chemical compound CCO[Si](OCC)(OCC)CCCSSSSCCC[Si](OCC)(OCC)OCC VTHOKNTVYKTUPI-UHFFFAOYSA-N 0.000 description 1
- JXUKBNICSRJFAP-UHFFFAOYSA-N triethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CCO[Si](OCC)(OCC)CCCOCC1CO1 JXUKBNICSRJFAP-UHFFFAOYSA-N 0.000 description 1
- RXJKFRMDXUJTEX-UHFFFAOYSA-N triethylphosphine Chemical compound CCP(CC)CC RXJKFRMDXUJTEX-UHFFFAOYSA-N 0.000 description 1
- ZNOCGWVLWPVKAO-UHFFFAOYSA-N trimethoxy(phenyl)silane Chemical compound CO[Si](OC)(OC)C1=CC=CC=C1 ZNOCGWVLWPVKAO-UHFFFAOYSA-N 0.000 description 1
- DQZNLOXENNXVAD-UHFFFAOYSA-N trimethoxy-[2-(7-oxabicyclo[4.1.0]heptan-4-yl)ethyl]silane Chemical compound C1C(CC[Si](OC)(OC)OC)CCC2OC21 DQZNLOXENNXVAD-UHFFFAOYSA-N 0.000 description 1
- DMEUUKUNSVFYAA-UHFFFAOYSA-N trinaphthalen-1-ylphosphane Chemical compound C1=CC=C2C(P(C=3C4=CC=CC=C4C=CC=3)C=3C4=CC=CC=C4C=CC=3)=CC=CC2=C1 DMEUUKUNSVFYAA-UHFFFAOYSA-N 0.000 description 1
- BIKXLKXABVUSMH-UHFFFAOYSA-N trizinc;diborate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]B([O-])[O-].[O-]B([O-])[O-] BIKXLKXABVUSMH-UHFFFAOYSA-N 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
- XAEWLETZEZXLHR-UHFFFAOYSA-N zinc;dioxido(dioxo)molybdenum Chemical compound [Zn+2].[O-][Mo]([O-])(=O)=O XAEWLETZEZXLHR-UHFFFAOYSA-N 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/64—Electric machine technologies in electromobility
Landscapes
- Arrangement Or Mounting Of Propulsion Units For Vehicles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Electric Propulsion And Braking For Vehicles (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
Abstract
Description
例えば特許文献2に記載の技術は、永久磁石を収容するための収容孔に連通して設けられたスリットに、樹脂を充填するというものである。なお、当該スリットは、ステータに伝わる磁束量を増やすために、永久磁石を収容するための収容孔の周方向に関する両端部分に形成されるものであると記載されている。
特許文献3に記載の技術は、永久磁石に直接コーティングされた接着剤により、永久磁石とローターコアとの接着を行うものである。特許文献4に記載の技術は、接着剤を入れたローターコアのスロット内に永久磁石を挿入した後、上下を逆転させた状態において接着剤の熱硬化を行うものである。特許文献5に記載の技術は、マグネットおよび接着剤を挿入するスロットの内壁またはマグネットの表面に形成された凹条部または凸条部に、硬化した接着剤を係合させるものである。
なお、樹脂に関する技術としては、例えば特許文献7に記載のものがある。特許文献7に記載の技術は、顆粒状の半導体封止用エポキシ樹脂組成物に関し、その粒度分布を制御するものである。
しかしながら、上記構造は、単に固定部材の弾性率や強度などを高めるだけでは磁石の位置ずれや変形を抑制するには十分ではなかった。
前記穴部に挿入された磁石と、
前記穴部と前記磁石との離間部に設けられた固定部材と、を備えるローターのうち前記固定部材の形成に用いるローター固定用樹脂組成物であって、
エポキシ樹脂を含む熱硬化性樹脂と、
硬化剤と、
無機充填剤と、
を含み、
金型温度175℃、注入圧力9.8MPa、硬化時間120秒という硬化条件で、かつJIS K7162に準じて得られたダンベル形状の前記ローター固定用樹脂組成物の硬化物を、さらに175℃、4時間という条件で硬化させて試験片として作製し、
温度25℃、負荷速度1.0mm/minという条件で引張試験を行った際に得られる破断エネルギーが、1.5×10−4J/mm3以上であるローター固定用樹脂組成物が提供される。
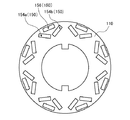
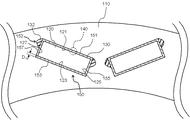
ローター100は、ローターコア110と、磁石120と、固定部材130と、を備える。ローターコア110には、孔部150が設けられている。磁石120は、孔部150内に挿入されている。固定部材130は、孔部150と磁石120との離間部140に設けられている。
まず、エポキシ樹脂およびその硬化剤の組み合わせを最適化することにより、樹脂成分の強度および粘り強さを向上させることが必要である。これにくわえ、無機充填剤の表面をシランカップリング剤により改質し、樹脂と無機充填剤の界面接着強度を向上させることが有効である。さらには、無機充填剤の粒径分布を調整することにより、樹脂硬化体内部に発生したマイクロクラックが進展し難い構造とすることも有効である。
(1)無機充填剤の性状
(2)無機充填剤のシランカップリング処理条件
(3)熱硬化性樹脂、その硬化剤および添加剤の組み合わせ
具体的には、実施例にて後述する。
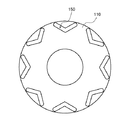
図2に示すように、ローター100は回転シャフト170に取り付けられている。ローター100により発生した回転は、回転シャフト170を介して外部に伝達されることとなる。
図2に示すように、ローターコア110は、薄板状の磁性体である電磁鋼板112を複数積層してなる。電磁鋼板112は、例えば鉄または鉄合金等により構成される。
また、図2に示すように、ローターコア110の軸方向における両端には、エンドプレート118aおよびエンドプレート118bが設けられている。すなわち、積層された電磁鋼板112上には、エンドプレート118aが設けられている。また、積層された電磁鋼板112下にはエンドプレート118bが設けられている。エンドプレート118aおよびエンドプレート118bは、例えば溶接等により回転シャフト170に固定される。
また、エンドプレート118aには、例えば電磁鋼板112から突出したカシメ部160や、電磁鋼板112上に突出した固定部材130との干渉を避けるための溝部116が設けられている。なお、電磁鋼板112上に突出した固定部材130とは、固定用樹脂組成物を離間部140へ注入する際に電磁鋼板112上に残存した固定用樹脂組成物が硬化することにより形成される部分である。
図1に示すように、本実施形態のローター100では、例えば隣接する二つの孔部150からなる複数の孔部群が、回転シャフト170の周縁部に沿って配置されている。複数の孔部群は、例えば互いに離間するように設けられている。一つの孔部群を構成する二つの孔部150は、例えば平面視でVの字状に配置される。この場合、一つの孔部群を構成する二つの孔部150は、例えば互いに対向するそれぞれの端部が回転シャフト170側に位置するように設けられる。また、一つの孔部群を構成する二つの孔部150は、例えば互いに離間するように設けられている。
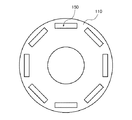
図6は、図1に示すローター100を構成するローターコア110の第3変形例を示す平面図である。図6に示すように、平面視でローターコア110の径方向に対して垂直な長方形の形状を有する複数の孔部150が、回転シャフト170の周縁部に沿って配置されていてもよい。
なお、孔部150の配置レイアウトは上述したものに限定されない。
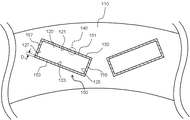
図7に示すように、孔部150は、例えば平面視で矩形である。孔部150は、ローターコア110の外周縁側に位置する側壁151と、ローターコア110の内周縁側に位置する側壁153と、ローターコア110の周方向において互いに対向する側壁155および側壁157と、を有する。側壁151と側壁153は、ローターコア110の径方向において互いに対向している。本実施形態において、一つの孔部群を構成し、かつ互いに隣接する二つの孔部150は、それぞれの側壁155が互いに対向するように配置される。
なお、孔部150の形状は、磁石120の形状に対応していれば特に限定されず、例えば楕円形等であってもよい。
固定部材130は、少なくともロータコア110の径方向における孔部150と磁石120との離間部140に設けられている。すなわち、固定部材130は、少なくとも側壁121と側壁151の間または側壁123と側壁153の間のいずれか一方に設けられることとなる。
また、固定部材130は、例えば平面視で矩形である磁石120の少なくとも3辺を覆うように設けられている。すなわち、側壁121、側壁123、側壁125、および側壁127のうちの少なくとも3つが、固定部材130により覆われることとなる。
図7に示すように、離間部140は、例えば側壁121と側壁151との間、側壁123と側壁153との間、側壁125と側壁155との間、および側壁127と側壁157との間に形成される。この場合、磁石120のうち、側壁121、側壁123、側壁125、および側壁127が、固定部材130により覆われることとなる。
本実施形態では、側壁121と側壁151との間隙、および側壁123と側壁153との間隙に、固定部材130が形成される。このため、ローターコア110の径方向において、磁石120の位置が固定されることとなる。これにより、モータの高速回転時に働く遠心力によって磁石120の位置がずれてしまうことを抑制することができる。
図8に示すように、磁石120は、例えば側壁121が側壁151に当接するように固定されてもよい。この場合、離間部140は、側壁123と側壁153との間、側壁125と側壁155との間、および側壁127と側壁157との間に形成されることとなる。従って、磁石120のうち、側壁123、側壁125および側壁127が、固定部材130により覆われることとなる。この場合においても、ローターコア110の径方向において、磁石120の位置を固定することができる。
孔部150の両端にスリット152を設けることで、磁石120から発生される磁束の磁路を狭くすることができる。すなわち、磁石120の両端部からローターコア110の周方向へ生じる磁束がローターコア110内において短絡することを抑制することができる。これにより、ローターコア110内における短絡を減少させ、ステータに伝わる磁束量を増大させることが可能となる。
スリット152を形成する場合、側壁155および側壁157と、スリット152と、の境界部には、角部が形成される。この場合、モータを駆動する際に磁石120にかかる応力は、当該角部と当接する部分に集中してしまう。
本変形例によれば、スリット152内にスリット充填用樹脂部材132を形成することで、モータを駆動する際に磁石120にかかる応力の集中を緩和することができる。このため、モータ駆動時に磁石120に対して大きな応力が働くことを抑制できる。従って、磁石120の破損等が発生することを防止することが可能となる。
次に、本実施形態に係るローター固定用樹脂組成物について、詳細に説明する。
本実施形態に係る固定用樹脂組成物は、例えば粉末状、顆粒状、またはタブレット状等である。このため、後述するように、例えば溶融させた固定用樹脂組成物を離間部140内に注入することにより、離間部140内に固定用樹脂組成物が充填される。
本実施形態に係る固定用樹脂組成物は、熱硬化性樹脂(A)と、硬化剤(B)と、無機充填剤(C)と、を含む。以下、各成分について説明する。
熱硬化性樹脂(A)は、特に制限されるものではないが、例えばエポキシ樹脂(A1)、フェノール樹脂、オキセタン樹脂、(メタ)アクリレート樹脂、不飽和ポリエステル樹脂、ジアリルフタレート樹脂、またはマレイミド樹脂等が用いられる。中でも、硬化性、保存性、硬化物の耐熱性、耐湿性、および耐薬品性に優れるエポキシ樹脂(A1)が好適に用いられる。
エポキシ樹脂(A1)としては、例えばフェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂等のノボラック型エポキシ樹脂;ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂等のビスフェノール型エポキシ樹脂;N,N−ジグリシジルアニリン、N,N−ジグリシジルトルイジン、ジアミノジフェニルメタン型グリシジルアミン、アミノフェノール型グリシジルアミンのような芳香族グリシジルアミン型エポキシ樹脂;ハイドロキノン型エポキシ樹脂;ビフェニル型エポキシ樹脂;スチルベン型エポキシ樹脂;トリフェノールメタン型エポキシ樹脂;トリフェノールプロパン型エポキシ樹脂;アルキル変性トリフェノールメタン型エポキシ樹脂;トリアジン核含有エポキシ樹脂;ジシクロペンタジエン変性フェノール型エポキシ樹脂;ナフトール型エポキシ樹脂;ナフタレン型エポキシ樹脂;ナフチレンエーテル型エポキシ樹脂;フェニレンおよび/またはビフェニレン骨格を有するフェノールアラルキル型エポキシ樹脂、フェニレンおよび/またはビフェニレン骨格を有するナフトールアラルキル型エポキシ樹脂等のアラルキル型エポキシ樹脂等のエポキシ樹脂、またはビニルシクロヘキセンジオキシド、ジシクロペンタジエンオキシド、アリサイクリックジエポキシ−アジペイド等の脂環式エポキシ等の脂肪族エポキシ樹脂が挙げられる。これらは単独でも2種以上混合して使用しても良い。
熱硬化性樹脂(A)としてエポキシ樹脂(A1)を含む場合、芳香族環にグリシジルエーテル構造あるいはグリシジルアミン構造が結合した構造を含むものが、耐熱性、機械特性、および耐湿性の観点から好ましい。
硬化剤(B)は、熱硬化性樹脂(A)に好ましい態様として含まれるエポキシ樹脂(A1)を三次元架橋させるために用いられるものである。硬化剤(B)としては、特に限定されないが、例えばフェノール樹脂を用いることができる。このようなフェノール樹脂系硬化剤は、一分子内にフェノール性水酸基を2個以上有するモノマー、オリゴマー、ポリマー全般であり、その分子量、分子構造を特に限定するものではない。
フェノール樹脂系硬化剤としては、例えば、フェノールノボラック樹脂、クレゾールノボラック樹脂、ナフトールノボラック樹脂等のノボラック型樹脂;トリフェノールメタン型フェノール樹脂等の多官能型フェノール樹脂;テルペン変性フェノール樹脂、ジシクロペンタジエン変性フェノール樹脂等の変性フェノール樹脂;フェニレン骨格及び/又はビフェニレン骨格を有するフェノールアラルキル樹脂、フェニレン及び/又はビフェニレン骨格を有するナフトールアラルキル樹脂等のアラルキル型樹脂;ビスフェノールA、ビスフェノールF等のビスフェノール化合物、ナフテン酸コバルト等のナフテン酸金属塩等が挙げられる。これらは、1種類を単独で用いても2種類以上を併用してもよい。このようなフェノール樹脂系硬化剤を用いることにより、耐燃性、耐湿性、電気特性、硬化性、および保存安定性等のバランスが良好となる。特に、硬化性の点から、フェノール樹脂系硬化剤の水酸基当量は、例えば90g/eq以上250g/eq以下とすることができる。
無機充填剤(C)としては、固定用樹脂組成物の技術分野で一般的に用いられる無機充填剤を使用することができる。
無機充填剤(C)としては、例えば溶融破砕シリカ及び溶融球状シリカ等の溶融シリカ、結晶シリカ、アルミナ、カオリン、タルク、クレイ、マイカ、ロックウール、ウォラストナイト、ガラスパウダー、ガラスフレーク、ガラスビーズ、ガラスファイバー、炭化ケイ素、窒化ケイ素、窒化アルミ、カーボンブラック、グラファイト、二酸化チタン、炭酸カルシウム、硫酸カルシウム、炭酸バリウム、炭酸マグネシウム、硫酸マグネシウム、硫酸バリウム、セルロース、アラミド、木材、フェノール樹脂成形材料やエポキシ樹脂成形材料の硬化物を粉砕した粉砕粉等が挙げられる。この中でも、溶融破砕シリカ、溶融球状シリカ、結晶シリカ等のシリカが好ましく、溶融球状シリカがより好ましい。また、この中でも、炭酸カルシウムがコストの面で好ましい。無機充填剤(C)としては、一種で使用しても良いし、または二種以上を併用してもよい。
また、樹脂成分との親和性が高まるため、固定用樹脂組成物を用いて形成される固定部材の強度を向上させることができる。
無機充填剤(C)の表面処理に用いられる第1カップリング剤としては、例えばγ−アミノプロピルトリエトキシシラン、γ−アミノプロピルトリメトキシシラン等の1級アミノシランを用いることができる。このような無機充填剤(C)の表面処理に使用する第1カップリング剤の種類を適宜選択し、または第1カップリング剤の配合量を適宜調整することにより、固定用樹脂組成物の流動性および固定部材の強度等を制御することができる。
次いで、得られた混合物をミキサーから取り出し、エージング処理を行い、カップリング反応を促進させる。エージング処理は、例えば、20±5℃の条件下で、7日間以上放置することにより行われる。このような条件でおこなうことにより、シリカ粒子の表面にカップリング剤を均一に結合させることができる。その後、ふるいにかけ、粗大粒子を除去することにより、シランカップリング処理が施された無機充填剤(C)が得られる。
このような表面処理シリカ粒子を用いることにより、シリカ粒子と樹脂成分との界面接着強度を向上させることができる。さらには、固定部材中のマイクロクラックの発生を抑制することができる。
本実施形態に係る固定用樹脂組成物は、硬化促進剤(D)を含んでもよい。硬化促進剤(D)は、エポキシ樹脂のエポキシ基とフェノール樹脂系硬化剤(B)の水酸基との反応を促進するものであればよく、一般に使用される硬化促進剤(D)を用いることができる。
これらのうち、硬化性の観点からはリン原子含有化合物が好ましく、流動性と硬化性のバランスの観点からは、テトラ置換ホスホニウム化合物、ホスホベタイン化合物、ホスフィン化合物とキノン化合物との付加物、ホスホニウム化合物とシラン化合物との付加物等の潜伏性を有する硬化促進剤がより好ましい。流動性という点を考慮するとテトラ置換ホスホニウム化合物が特に好ましく、また耐半田性の観点では、ホスホベタイン化合物、ホスフィン化合物とキノン化合物との付加物が特に好ましく、また潜伏的硬化性という点を考慮すると、ホスホニウム化合物とシラン化合物との付加物が特に好ましい。また、連続成形性の観点では、テトラ置換ホスホニウム化合物が好ましい。また、コスト面を考えると、有機ホスフィン、窒素原子含有化合物も好適に用いられる。

一般式(1)で表される化合物において、合成時の収得率と硬化促進効果のバランスに優れるという観点では、リン原子に結合するR1、R2、R3及びR4がフェニル基であり、かつAHはヒドロキシル基を芳香環に有する化合物、すなわちフェノール化合物であり、かつAは該フェノール化合物のアニオンであるのが好ましい。なお、フェノール化合物とは、単環のフェノール、クレゾール、カテコール、レゾルシンや縮合多環式のナフトール、ジヒドロキシナフタレン、複数の芳香環を備える(多環式の)ビスフェノールA、ビスフェノールF、ビスフェノールS、ビフェノール、フェニルフェノール、フェノールノボラック等を概念に含むものであり、中でも水酸基を2個有するフェノール化合物が好ましく用いられる。
プロトン供与体としては、例えば、カテコール、ピロガロール、1,2−ジヒドロキシナフタレン、2,3−ジヒドロキシナフタレン、2,2'−ビフェノール、1,1'−ビ−2−ナフトール、サリチル酸、1−ヒドロキシ−2−ナフトエ酸、3−ヒドロキシ−2−ナフトエ酸、クロラニル酸、タンニン酸、2−ヒドロキシベンジルアルコール、1,2−シクロヘキサンジオール、1,2−プロパンジオール及びグリセリン等が挙げられる。これらの中でも、原料入手の容易さと硬化促進効果のバランスという観点では、カテコール、1,2−ジヒドロキシナフタレン、2,3−ジヒドロキシナフタレンがより好ましい。
第2カップリング剤としては、特に限定されるものではないが、例えばエポキシシラン、アミノシラン、ウレイドシラン、メルカプトシランなどが挙げられる。また、第2カップリング剤は、前述の化合物(E)と併用することで、固定用樹脂組成物の溶融粘度を下げ、流動性を向上させるという化合物(E)の効果を高めることもできるものである。
また、本実施形態に係る無機難燃剤(G)の含有量は、少ない方が好ましく、とくに0.2質量%以下が好ましい。通常、半導体封止材用途は、UL規格を満たすために難燃剤の添加は必須であるが、難燃剤の添加量が多すぎると、熱硬化性樹脂の硬化反応を阻害してしまい、固定部材の強度が低下する場合がある。そのため、本実施形態では、無機難燃剤(G)はなるべく添加しない方が好ましい。
本実施形態に係るイオン性不純物としては、特に限定されるものではないが、アルカリ金属イオン、アルカリ土類金属イオン、ハロゲンイオン等、より具体的にはナトリウムイオン、塩素イオン等が挙げられる。ナトリウムイオンの濃度は、本実施形態に係る固定用樹脂組成物に対して、好ましくは100ppm以下であり、より好ましくは70ppm以下であり、さらに好ましくは50ppm以下である。また、塩素イオンの濃度は、本実施形態に係る固定用樹脂組成物に対して、好ましくは100ppm以下であり、より好ましくは50ppm以下であり、さらに好ましくは30ppm以下である。上記の範囲とすることにより、電磁鋼板や磁石の腐食を抑制することができる。
本実施形態においては、例えば純度の高いエポキシ樹脂を使用することにより、イオン性不純物を低減することができる。以上により、耐久性に優れたローターが得られる。
本実施形態に係る固定用樹脂組成物の製造方法は、特に制限されないが、例えば次のように行われる。まず、熱硬化性樹脂(A)、フェノール樹脂系硬化剤(B)及び無機充填剤(C)、ならびに好ましくはその他の添加剤等を、所定量配合する。次いで、配合したものを、たとえばミキサー、ジェットミル、ボールミル等を用いて常温で均一に粉砕、混合する。次いで、加熱ロール、ニーダー又は押出機等の混練機を用いて、90〜120℃程度まで固定用樹脂組成物を加温しながら溶融し混練を行う。次いで、混練後の固定用樹脂組成物を冷却、粉砕し、顆粒又は粉末状の固形の固定用樹脂組成物を得る。これらの製造工程における条件を適宜調整することにより、所望の分散度や流動性等を有する固定用樹脂組成物を得ることができる。
本実施形態に係る固定用樹脂組成物の粉末又は顆粒の粒度は、例えば5mm以下が好ましい。5mm以下とすることにより、打錠時に充填不良をおこし、タブレットの質量のバラツキが大きくなることを抑制することができる。
また、本実施形態においては、例えば、エポキシ樹脂、硬化剤の軟化点を上げることにより、上記ガラス転移温度(Tg)を増加させることができる。
また、本実施の形態においては、例えば、無機充填剤の表面にカップリング剤を処理することにより、上記曲げ強度を増加することができる。
また、本実施の形態においては、例えば、低応力剤の添加量を増やす、無機充填剤の配合量を減らすなどにより、上記曲げ弾性率を低減することができる。
また、本実施の形態においては、例えば、無機充填剤の配合量を増やすことにより、上記線膨張係数(α1)を低減することができる。
また、本実施の形態においては、例えば、無機充填剤の配合量を増やすことにより、上記線膨張係数(α2)を低減することができる。
本実施形態に係るローター100の製造方法は、例えば次のように行われる。まず、回転シャフト170が貫通する貫通孔の周縁部に沿って配置されている複数の穴部150が設けられたローターコア110を準備する。次いで、孔部150に磁石120を挿入する。次いで、孔部150と磁石120との離間部140に固定用樹脂組成物を充填する。次いで、固定用樹脂組成物を硬化して、固定部材130を得る。次いで、ローターコア110が有する貫通孔に回転シャフト170を挿入するとともに、ローターコアに回転シャフト170を固設する。これにより、本実施形態に係るローター100が得られる。
本実施形態では、離間部140に固定用樹脂組成物を充填する手法として、インサート成形を用いることが好ましい。以下、詳述する。
固定部材130の形成方法の一例としては、タブレット状の固定用樹脂組成物を用い、インサート成形を行う方法を用いることができる。このインサート成形には、インサート成形装置を用いる。この成形装置は、タブレット状の固定用樹脂組成物が供給されるポット210および溶融状態の固定用樹脂組成物を移動させる流路220を有する上型200と、下型(図示せず)と、これらの上型200及び下型を加熱する加熱手段と、溶融状態の固定用樹脂組成物を押し出す押出機構と、を備える。インサート成形装置は、例えば、ローターコア等を搬送する搬送機能を備えてもよい。
また、図10に示すように、ポット210は、二つの別々の流路220を有してもよい。この場合、一つのポット210に接続する二つの流路220は、Y字状に配置される。これにより、一つのポット210から、二つの孔部150に、本実施形態に係る固定用樹脂組成物を充填できる。なお、一つのポット210は、一つの孔部150に固定用樹脂組成物を充填する一つの流路のみを有してもよく、三つ以上の孔部150に固定用樹脂組成物を充填する三つ以上の流路を有してもよい。一つのポット210が複数の流路220を有する場合、複数の流路220は互いに独立してもよく、互いに連続していてもよい。
まず、ローターコア110をオーブン又は熱盤上などで予熱後、不図示の成形装置の下型に固定する。続いて、ローターコア110の孔部150中に、磁石120を挿入する。続いて、下型を上昇させ、ローターコア110の上面に上型200を押しつける。これにより、上型200と下型とで、ローターコア110の上面および下面を挟み込む。このとき、上型200中の流路220の先端部が、孔部150と磁石120との離間部140上に配置される。また、ローターコア110は、成形装置の下型と上型200からの熱伝導により加熱されることとなる。成形装置の下型および上型200は、ローターコア110が固定用樹脂組成物の成形、硬化に適した温度となるよう、例えば150℃〜200℃程度に温調されている。この状態でタブレット状の固定用樹脂組成物を上型200のポット210内に供給する。上型200のポット210内に供給されたタブレット状の固定用樹脂組成物は、ポット210内で加熱され溶融状態となる。
このとき、固定用樹脂組成物を硬化する際の温度条件は、例えば150℃〜200℃とすることができる。また、硬化時間は、例えば30秒〜180秒とすることができる。これにより、孔部150の内部に挿入された磁石120が固定部材130により固定される。この後、ローターコア110の上面から上型200を離間する。次いで、ローターコア110の貫通孔に回転シャフト170を挿入するとともに、ローターコア110に回転シャフト170を固設する。
以上により、本実施形態に係るローター100が得られる。
インサート成形方法では、ローターコア110の上面と上型200とが密着された状態で、上型200の流路220を通って、ローターコア110の孔部150に固定用樹脂組成物が充填される。このため、ローターコア110の上面と上型200との間に樹脂が充填されず、上型200と上面との着脱が容易となる。
一方、トランスファー成形方法では、半導体チップと金型との間のキャビティに樹脂が充填されるので、成形品から金型をうまく脱型する必要がある。このため、半導体チップを封止する樹脂には、金型と成形品との離型性が特に要求されることになる。
(熱硬化性樹脂(A))
エポキシ樹脂1:製造方法を後述する。
エポキシ樹脂2:オルソクレゾールノボラック型エポキシ樹脂(日本化薬社製、EOCN−1020−65)
エポキシ樹脂3:オルソクレゾールノボラック型エポキシ樹脂(日本化薬社製、EOCN−1020−55)
フェノール樹脂系硬化剤1:製造方法を後述する。
フェノール樹脂系硬化剤2:ノボラック型フェノール樹脂(住友ベークライト製、PR−HF−3)
フェノール樹脂系硬化剤3:ノボラック型フェノール樹脂(住友ベークライト製、PR−51470)
球状シリカ1(電気化学工業製、FB−950、平均粒径D5023μm、最大粒径Dmax75μm)
球状シリカ2(電気化学工業製、FB−35、平均粒径D5010μm、最大粒径Dmax75μm)
未処理球状シリカ3(アドマテックス社製、SO−25R、平均粒径D500.5μm)
硬化促進剤:トリフェニルホスフィン(ケイ・アイ化成(株)製、PP−360)
シランカップリング剤1:γ−アミノプロピルトリエトキシシラン(信越化学工業(株)製、KBE−903)
シランカップリング剤2:フェニルアミノプロピルトリメトキシシラン(東レ・ダウコーニング(株)製、CF4083)
シランカップリング剤3:γ−グリシドキシプロピルトリメトキシシラン(チッソ(株)製、GPS−M)
シランカップリング剤4:γ−メルカプトプロピルトリメトキシシラン
離型剤:カルナバワックス
イオン捕捉剤:ハイドロタルサイト(協和化学工業製、商品名DHT−4H)
着色剤:カーボンブラック(三菱化学製、MA600)
トリアゾール:3−アミノ−1,2,4−トリアゾール−5−チオール
低応力剤:シリコーンレジン(信越化学工業(株)製、KMP−594)
難燃剤:水酸化アルミニウム(住友化学、CL−303,平均粒径D503.5μm)
セパラブルフラスコに撹拌装置、温度計、還流冷却器、窒素導入口を装着した後、1,3−ジヒドロキシベンゼン(東京化成工業社製、「レゾルシノール」、融点111℃、分子量110、純度99.4%)360質量部、フェノール(関東化学社製特級試薬、融点41℃、分子量94、純度99.3%)235質量部、あらかじめ粒状に砕いた4,4'−ビスクロロメチルビフェニル(和光純薬工業社製、融点126℃、純度95%、分子量251)251質量部を、セパラブルフラスコに秤量した。次に、窒素置換しながら加熱し、フェノールの溶融の開始に併せて攪拌を開始した。
まず、球状シリカ1および球状シリカ2を105℃で12時間それぞれ乾燥した。次いで、球状シリカ1を60重量部と、球状シリカ2を20重量部と、をミキサーに投入し、10分間攪拌した。次いで、球状シリカ1と球状シリカ2の混合物にシランカップリング剤1を0.3重量部噴霧しながら、当該混合物を20分間攪拌した。この際、シランカップリング剤1を噴霧した時間は、10分間程度であった。また、ミキサー内の湿度は50%以下であった。その後、60分間攪拌を続けることで、シリカとシランカップリング剤1とを混合した。
次いで、ミキサーから取り出し、20±5℃の条件下で7日間エージングを行った。次いで、200meshのふるいにかけ、粗大粒子を除去した。これにより、シランカップリング処理が施された無機充填剤(C)が得られた。なお。ミキサーには、リボンブレンダーを用いた。また、リボンブレンダーの回転数は、30rpmであった。
なお、シランカップリング剤2、3および4は樹脂に添加した。
実施例1〜4および比較例1〜3について、表に示す配合量に従って各成分を配合したものを、ミキサーを用いて常温で混合し、粉末状中間体を得た。得られた粉末状中間体を自動供給装置(ホッパー)に装填して、80℃〜100℃の加熱ロールへ定量供給し、溶融混練を行った。その後冷却し、次いで粉砕して、固定用樹脂組成物を得た。成型装置を用いて、得られた固定用樹脂組成物を打錠成型することにより、タブレットを得た。
破断エネルギーaおよびb、ヤング率:JIS K7162に準じてダンベル型に成形したローター固定用樹脂組成物の硬化物(以下、試験片と示す)を、25℃あるいは150℃で、負荷速度1.0mm/minという条件で引張試験を行った。なお、ヤング率は25℃、負荷速度1.0mm/minという条件のみで上記引張試験を行った。この引張試験において、テンシロンには、オリエンテック社製テンシロンUCT−30T型を、歪みゲージには、共和電業社製タイプKFG−2−120−D16−11L1M2Rを用いた。
また、耐久性に優れたローターコアとするには、引張限度応力が25MPa以上であると好ましく、28MPa以上であるとさらに好ましい。
110 ローターコア
112 電磁鋼板
116 溝部
118a エンドプレート
118b エンドプレート
120 磁石
121 側壁
123 側壁
125 側壁
127 側壁
130 固定部材
132 スリット充填用樹脂部材
140 離間部
150 孔部
151 側壁
152 スリット
153 側壁
154a 孔部
154b 孔部
155 側壁
156 孔部
157 側壁
160 カシメ部
170 回転シャフト
200 上型
210 ポット
220 流路
前記穴部に挿入された磁石と、
前記穴部と前記磁石との離間部に設けられた固定部材と、を備えるローターのうち前記固定部材の形成に用いるローター固定用樹脂組成物であって、
2種以上のエポキシ樹脂を含む熱硬化性樹脂と、
硬化剤と、
無機充填剤と、
2級アミノシラン、エポキシシラン、メルカプトシランからなる群よりされる1種の化合物と、
を含み、
前記無機充填剤がシリカであり、
前記熱硬化性樹脂の含有量が前記ローター固定用樹脂組成物の合計値100質量%に対して5質量%以上40質量%以下であり、
前記硬化剤の含有量が前記ローター固定用樹脂組成物の合計値100質量%に対して0.8質量%以上12質量%以下であり、
前記無機充填剤の含有量が前記ローター固定用樹脂組成物の合計値100質量%に対して50質量%以上93質量%以下であり、
金型温度175℃、注入圧力9.8MPa、硬化時間120秒という硬化条件で、かつJIS K7162に準じて得られたダンベル形状の前記ローター固定用樹脂組成物の硬化物を、さらに175℃、4時間という条件で硬化させて試験片として作製し、
温度25℃、負荷速度1.0mm/minという条件で引張試験を行った際に得られる破断エネルギーが、1.5×10−4J/mm3以上であるローター固定用樹脂組成物が提供される。
以下、参考形態の例を付記する。
1.回転シャフトに固設され、前記回転シャフトの周縁部に沿って配置されている複数の穴部が設けられている、ローターコアと、
前記穴部に挿入された磁石と、
前記穴部と前記磁石との離間部に設けられた固定部材と、を備えるローターのうち前記固定部材の形成に用いるローター固定用樹脂組成物であって、
エポキシ樹脂を含む熱硬化性樹脂と、
硬化剤と、
無機充填剤と、
を含み、
金型温度175℃、注入圧力9.8MPa、硬化時間120秒という硬化条件で、かつJIS K7162に準じて得られたダンベル形状の前記ローター固定用樹脂組成物の硬化物を、さらに175℃、4時間という条件で硬化させて試験片として作製し、
温度25℃、負荷速度1.0mm/minという条件で引張試験を行った際に得られる破断エネルギーが、1.5×10 −4 J/mm 3 以上であるローター固定用樹脂組成物。
2.前記試験片に対して、温度150℃、負荷速度1.0mm/minという条件で引張試験を行った際に得られる破断エネルギーが、1.2×10 −4 J/mm 3 以上である1.に記載のローター固定用樹脂組成物。
3.前記試験片に対して、温度25℃、負荷速度1.0mm/minという条件で測定した際の破断強度が50MPa以上である1.または2.に記載のローター固定用樹脂組成物。
4.前記試験片に対して、温度150℃、負荷速度1.0mm/minという条件で測定した際の破断強度が15MPa以上である1.乃至3.のいずれか一つに記載のローター固定用樹脂組成物。
5.前記試験片のヤング率が、12GPa以上である1.乃至4.のいずれか一つに記載のローター固定用樹脂組成物。
6.2級アミノシラン、エポキシシラン、メルカプトシランからなる群よりされる1種の化合物をさらに含む1.乃至5.のいずれか一つに記載のローター固定用樹脂組成物。
7.前記エポキシ樹脂が、ビフェニル型エポキシ樹脂、フェノールアラルキル型エポキシ樹脂、フェノールノボラックエポキシ樹脂、オルソクレゾールノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、ビスナフトール型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ジヒドロアントラセンジオール型エポキシ樹脂、及びトリフェニルメタン型エポキシ樹脂からなる群から選択される少なくとも一種を含む、1.乃至6.のいずれか一つに記載のローター固定用樹脂組成物。
8.前記硬化剤が、ノボラック型フェノール樹脂、フェノールアラルキル樹脂、ナフトール型フェノール樹脂、及びヒドロキシベンズアルデヒドとホルムアルデヒドとフェノールの反応生成物を主とするフェノール樹脂からなる群から選択される少なくとも一種を含む、1.乃至7.のいずれか一つに記載のローター固定用樹脂組成物。
9.前記エポキシ樹脂が、結晶性エポキシ樹脂である、1.乃至6.のいずれか一つに記載のローター固定用樹脂組成物。
10.粉末状、顆粒状、又はタブレット状である、1.乃至9.のいずれか一つに記載のローター固定用樹脂組成物。
11.穴部と磁石との前記離間部の幅は、20μm以上500μm以下である1.乃至10.のいずれか一つに記載のローター固定用樹脂組成物。
12.1.乃至10.のいずれか一つに記載のローター固定用樹脂組成物を用いて形成されるローター。
13.12.に記載のローターを用いて作製された自動車。
Claims (13)
- 回転シャフトに固設され、前記回転シャフトの周縁部に沿って配置されている複数の穴部が設けられている、ローターコアと、
前記穴部に挿入された磁石と、
前記穴部と前記磁石との離間部に設けられた固定部材と、を備えるローターのうち前記固定部材の形成に用いるローター固定用樹脂組成物であって、
エポキシ樹脂を含む熱硬化性樹脂と、
硬化剤と、
無機充填剤と、
を含み、
金型温度175℃、注入圧力9.8MPa、硬化時間120秒という硬化条件で、かつJIS K7162に準じて得られたダンベル形状の前記ローター固定用樹脂組成物の硬化物を、さらに175℃、4時間という条件で硬化させて試験片として作製し、
温度25℃、負荷速度1.0mm/minという条件で引張試験を行った際に得られる破断エネルギーが、1.5×10−4J/mm3以上であるローター固定用樹脂組成物。 - 前記試験片に対して、温度150℃、負荷速度1.0mm/minという条件で引張試験を行った際に得られる破断エネルギーが、1.2×10−4J/mm3以上である請求項1に記載のローター固定用樹脂組成物。
- 前記試験片に対して、温度25℃、負荷速度1.0mm/minという条件で測定した際の破断強度が50MPa以上である請求項1または2に記載のローター固定用樹脂組成物。
- 前記試験片に対して、温度150℃、負荷速度1.0mm/minという条件で測定した際の破断強度が15MPa以上である請求項1乃至3のいずれか一項に記載のローター固定用樹脂組成物。
- 前記試験片のヤング率が、12GPa以上である請求項1乃至4のいずれか一項に記載のローター固定用樹脂組成物。
- 2級アミノシラン、エポキシシラン、メルカプトシランからなる群よりされる1種の化合物をさらに含む請求項1乃至5のいずれか一項に記載のローター固定用樹脂組成物。
- 前記エポキシ樹脂が、ビフェニル型エポキシ樹脂、フェノールアラルキル型エポキシ樹脂、フェノールノボラックエポキシ樹脂、オルソクレゾールノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、ビスナフトール型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ジヒドロアントラセンジオール型エポキシ樹脂、及びトリフェニルメタン型エポキシ樹脂からなる群から選択される少なくとも一種を含む、請求項1乃至6のいずれか一項に記載のローター固定用樹脂組成物。
- 前記硬化剤が、ノボラック型フェノール樹脂、フェノールアラルキル樹脂、ナフトール型フェノール樹脂、及びヒドロキシベンズアルデヒドとホルムアルデヒドとフェノールの反応生成物を主とするフェノール樹脂からなる群から選択される少なくとも一種を含む、請求項1乃至7のいずれか一項に記載のローター固定用樹脂組成物。
- 前記エポキシ樹脂が、結晶性エポキシ樹脂である、請求項1乃至6のいずれか一項に記載のローター固定用樹脂組成物。
- 粉末状、顆粒状、又はタブレット状である、請求項1乃至9のいずれか一項に記載のローター固定用樹脂組成物。
- 穴部と磁石との前記離間部の幅は、20μm以上500μm以下である請求項1乃至10のいずれか一項に記載のローター固定用樹脂組成物。
- 請求項1乃至10のいずれか一項に記載のローター固定用樹脂組成物を用いて形成されるローター。
- 請求項12に記載のローターを用いて作製された自動車。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016131273A JP2016182032A (ja) | 2016-07-01 | 2016-07-01 | ローター固定用樹脂組成物、ローター、および自動車 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016131273A JP2016182032A (ja) | 2016-07-01 | 2016-07-01 | ローター固定用樹脂組成物、ローター、および自動車 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012045882A Division JP2013181106A (ja) | 2012-03-01 | 2012-03-01 | ローター固定用樹脂組成物、ローター、および自動車 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016182032A true JP2016182032A (ja) | 2016-10-13 |
Family
ID=57132124
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016131273A Pending JP2016182032A (ja) | 2016-07-01 | 2016-07-01 | ローター固定用樹脂組成物、ローター、および自動車 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016182032A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107603149A (zh) * | 2017-08-28 | 2018-01-19 | 南亚新材料科技股份有限公司 | 一种检验电子级填料鱼目的方法 |
| JP2021101605A (ja) * | 2019-10-31 | 2021-07-08 | アイシン・エィ・ダブリュ株式会社 | ロータの製造方法 |
| JP2021533263A (ja) * | 2018-07-30 | 2021-12-02 | ポスコPosco | 電磁鋼板、電磁鋼板用絶縁被膜組成物および電磁鋼板の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005304247A (ja) * | 2004-04-15 | 2005-10-27 | Toyota Motor Corp | 永久磁石モータのロータ及びその製造方法 |
| JP2007138136A (ja) * | 2005-10-19 | 2007-06-07 | Yokohama Rubber Co Ltd:The | エポキシ樹脂/ポリウレタン混合物および硬化性樹脂組成物 |
| JP2009013213A (ja) * | 2007-07-02 | 2009-01-22 | Gun Ei Chem Ind Co Ltd | モーター封止用エポキシ樹脂成形材料及び成形品 |
| JP2010053334A (ja) * | 2008-07-31 | 2010-03-11 | Sekisui Chem Co Ltd | エポキシ系樹脂組成物、プリプレグ、硬化体、シート状成形体、積層板及び多層積層板 |
| JP2010529819A (ja) * | 2007-06-01 | 2010-08-26 | バクームシュメルツェ ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニ コマンディートゲゼルシャフト | 2つの接合相手を結合するための方法 |
-
2016
- 2016-07-01 JP JP2016131273A patent/JP2016182032A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005304247A (ja) * | 2004-04-15 | 2005-10-27 | Toyota Motor Corp | 永久磁石モータのロータ及びその製造方法 |
| JP2007138136A (ja) * | 2005-10-19 | 2007-06-07 | Yokohama Rubber Co Ltd:The | エポキシ樹脂/ポリウレタン混合物および硬化性樹脂組成物 |
| JP2010529819A (ja) * | 2007-06-01 | 2010-08-26 | バクームシュメルツェ ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニ コマンディートゲゼルシャフト | 2つの接合相手を結合するための方法 |
| JP2009013213A (ja) * | 2007-07-02 | 2009-01-22 | Gun Ei Chem Ind Co Ltd | モーター封止用エポキシ樹脂成形材料及び成形品 |
| JP2010053334A (ja) * | 2008-07-31 | 2010-03-11 | Sekisui Chem Co Ltd | エポキシ系樹脂組成物、プリプレグ、硬化体、シート状成形体、積層板及び多層積層板 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107603149A (zh) * | 2017-08-28 | 2018-01-19 | 南亚新材料科技股份有限公司 | 一种检验电子级填料鱼目的方法 |
| JP2021533263A (ja) * | 2018-07-30 | 2021-12-02 | ポスコPosco | 電磁鋼板、電磁鋼板用絶縁被膜組成物および電磁鋼板の製造方法 |
| JP7291203B2 (ja) | 2018-07-30 | 2023-06-14 | ポスコ カンパニー リミテッド | 電磁鋼板、電磁鋼板用絶縁被膜組成物および電磁鋼板の製造方法 |
| JP2021101605A (ja) * | 2019-10-31 | 2021-07-08 | アイシン・エィ・ダブリュ株式会社 | ロータの製造方法 |
| JP7480676B2 (ja) | 2019-10-31 | 2024-05-10 | 株式会社アイシン | ロータの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6469943B2 (ja) | ローター固定用樹脂組成物およびローター | |
| JP5966445B2 (ja) | 固定用樹脂組成物、ロータ、および自動車 | |
| JP6089900B2 (ja) | 固定用樹脂組成物、ロータ、自動車、及びロータの製造方法 | |
| EP2613426B1 (en) | Fixing resin composition for use in rotor | |
| JP5307263B1 (ja) | 固定用樹脂組成物、ロータ、および自動車 | |
| JP2017125150A (ja) | 樹脂組成物 | |
| JP6281178B2 (ja) | 電子装置、自動車および電子装置の製造方法 | |
| JP6281614B2 (ja) | ロータ | |
| JP2016182032A (ja) | ローター固定用樹脂組成物、ローター、および自動車 | |
| JP5957961B2 (ja) | 固定用樹脂組成物、ロータおよび自動車 | |
| JP5971176B2 (ja) | ロータに用いる固定用樹脂組成物 | |
| JP6249468B2 (ja) | ロータおよび自動車 | |
| JP2013181106A (ja) | ローター固定用樹脂組成物、ローター、および自動車 | |
| JP6275946B2 (ja) | ローター固定用樹脂組成物およびローター | |
| JP5971081B2 (ja) | 固定用樹脂組成物、ロータ、および自動車 | |
| JP7552931B2 (ja) | 封止用樹脂組成物および片面封止構造体の製造方法 | |
| JP6989044B1 (ja) | 封止構造体の製造方法およびタブレット | |
| JP5246377B2 (ja) | ロータに用いる固定用樹脂組成物およびロータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160722 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160722 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170413 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170516 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20171226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180323 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20180403 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20180608 |