JP2016181981A - コイル固定用熱硬化性絶縁シート及び、コイル固定用熱硬化性絶縁シートを用いたモーター用ステータ - Google Patents
コイル固定用熱硬化性絶縁シート及び、コイル固定用熱硬化性絶縁シートを用いたモーター用ステータ Download PDFInfo
- Publication number
- JP2016181981A JP2016181981A JP2015060651A JP2015060651A JP2016181981A JP 2016181981 A JP2016181981 A JP 2016181981A JP 2015060651 A JP2015060651 A JP 2015060651A JP 2015060651 A JP2015060651 A JP 2015060651A JP 2016181981 A JP2016181981 A JP 2016181981A
- Authority
- JP
- Japan
- Prior art keywords
- thermosetting
- coil
- insulating sheet
- fixing
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Abstract
【課題】熱硬化性樹脂層同士で、ブロッキングを生じない低タック性を有しながらも、完全硬化時の固着力も充分に有し、角型コイル導体を包み込んだ場合であっても熱硬化性樹脂層にクラックを生じることのないコイル固定用熱硬化性絶縁シート及び、コイル固定用熱硬化性絶縁シートを用いたモーター用ステータを提供する。
【解決手段】シリコーンゴム変性フェノール樹脂、フェノールアラルキル樹脂、アクリルゴム、熱膨張性微粒子及び重合性組成物を主たる構成要素とし、シリコーンゴム変性フェノール樹脂とアクリルゴムを所定量有する熱硬化性樹脂層3a、3bを絶縁性シート基材4の両面に形成することによって、熱硬化性樹脂層3a、3b同士が直接触れる形態で供給されたとしても、ブロッキングを生じ難い低タック性を有しながらも、硬化時の固着力も充分に有し、折り曲げ応力に対してもクラックを生じ難いコイル固定用熱硬化性絶縁シートを提供する。
【選択図】図2
【解決手段】シリコーンゴム変性フェノール樹脂、フェノールアラルキル樹脂、アクリルゴム、熱膨張性微粒子及び重合性組成物を主たる構成要素とし、シリコーンゴム変性フェノール樹脂とアクリルゴムを所定量有する熱硬化性樹脂層3a、3bを絶縁性シート基材4の両面に形成することによって、熱硬化性樹脂層3a、3b同士が直接触れる形態で供給されたとしても、ブロッキングを生じ難い低タック性を有しながらも、硬化時の固着力も充分に有し、折り曲げ応力に対してもクラックを生じ難いコイル固定用熱硬化性絶縁シートを提供する。
【選択図】図2
Description
本発明はコイル固定用熱硬化性絶縁シート、コイル固定用熱硬化性絶縁シートを用いたモーター用ステータに関するものである。
モーター用のステータにおけるステータコアにはスロットが形成され、このスロット内には複数本のコイル導体が収容される。その際、スロット内周面と複数のコイル導体との間には絶縁層を形成する必要がある。この絶縁層をスロット内に設ける方法として、樹脂含浸法と熱硬化性樹脂を積層した絶縁シートを用いる方法とが挙げられる。
熱硬化性樹脂を積層した絶縁シートを用いる方法として、例えば、特許文献1には、絶縁フィルム基材の両面に半硬化状態の熱硬化性樹脂を積層した絶縁シートを用いて、この絶縁シートで複数本のコイル導体を包み込み、これをスロット内に収容することによってモーター用ステータを製造する方法が開示されている。
また、特許文献2には、イミド変性不飽和ポリエステル樹脂と特定の比誘電率のフィラーを有するコイル接合用樹脂層と、アミン硬化型ゴム分散エポキシ樹脂と膨張フィラーを有するステータコア接合用樹脂層で構成された絶縁シートにより、コイル導体のスロット内占積率を高めたコイル固定用絶縁シートが記載されている。
特許文献3には、イミド変性不飽和ポリエステル樹脂とアクリル系樹脂を熱硬化性接着剤層の主要な構成要素とする、タック性を抑えた取り扱いの容易な熱硬化性接着シートが記載されている。
樹脂含浸法により、複数本のコイル導体の絶縁と固定を実施するためには、まず、絶縁部材で複数本のコイル導体を包み込み、それをモーター用ステータのスロットに挿入した後に、ワニス等を流し込んで固めるという作業を採る。この方法の課題は、ワニスが固化するまでの時間が長く掛かり、生産性が向上しないこと等にあった。
一方、熱硬化性樹脂を積層した絶縁シートを用いる方法は、両面に熱硬化性樹脂層を有する絶縁シートで複数本のコイル導体を包み込み、それをモーター用ステータのスロットに挿入した後に、所望の温度で加熱することで、熱硬化性樹脂を隙間に行き渡らせて完全固化させる、又は熱膨張フィラーの膨張により隙間を埋める等の手順を取る。熱硬化性樹脂の固化、熱膨張性フィラーの膨張は、極めて短時間で完了するため、この方法は樹脂含浸法の課題の解消になる部分は有していた。
しかしながら、通常、このような絶縁シートはロール状の巻物等、熱硬化性樹脂層同士が直接重なり合う形態で供給されることが多く、特許文献2や3のような熱硬化性樹脂を積層した絶縁シートを用いる場合に於いては、樹脂含浸法では問題とならなかった熱硬化性樹脂層同士のブロッキングの問題が新たに生じていた。これを防止するために剥離シート(セパレータ)を熱硬化性樹脂層間に介在等させる必要があったが、熱硬化性樹脂を積層した絶縁シートで複数本のコイル導体を包み込む作業の前に、この剥離シートを剥がす必要があり、これが、新たな作業性の低下を生んでいた。
この作業は非常に煩雑なため、熱硬化性樹脂層同士が直接重なり合う形態で供給された場合であっても、剥離シートの介在を必要とせず、熱硬化性樹脂層同士のブロッキングも生じることのない低タック性を有しながらも、完全硬化時には充分な固着強度を有するコイル固定用熱硬化性絶縁シートが望まれていた。
一方、モーター用のステータには、モーターの出力向上を目的として、ステータコア内のコイル導体占積率を高めたいという要望がある。そのため、複数本のコイル導体を出来る限り空隙なくステータのスロットコア内に収めるために、断面形状が角型のコイル導体を使用する場合がある。このようなコイル導体複数本を包み込むコイル固定用熱硬化性絶縁シートは、角型コイル導体に沿って折り曲げられることとなるため、熱硬化性樹脂層にクラックを生じる場合があった。
このようなクラックの発生は、コイル固定用熱硬化性絶縁シートの絶縁性、固着力を低下させる要因となるため、断面角型形状を有するコイル導体を包み込んだ場合であっても、熱硬化性樹脂層にクラックを生じることのないコイル固定用熱硬化性絶縁シートが望まれていた。
本発明は、上記課題に鑑みてなされたものであり、熱硬化性樹脂層同士が直接触れる状態で供給されたとしても、ブロッキングを生じない低タック性を有しながらも、完全硬化時の固着力も充分に有し、角型コイル導体を包み込んだ場合であっても熱硬化性樹脂層にクラックを生じることのないコイル固定用熱硬化性絶縁シート及び、コイル固定用熱硬化性絶縁シートを用いたモーター用ステータを提供することにある。
また、本発明の第二の目的は、狭小箇所へ挿入した際も、その低タック性から座屈を生じ難いコイル固定用熱硬化性絶縁シートを提供することにある。
本発明者らは、上記課題を解決すべく鋭意検討を行った結果、シリコーンゴム変性フェノール樹脂、フェノールアラルキル樹脂、アクリルゴム、熱膨張性微粒子及び重合性組成物を主たる構成要素とし、シリコーンゴム変性フェノール樹脂とアクリルゴムを所定量有する熱硬化性樹脂層を絶縁性シート基材の両面に形成することによって、低タック性を有しながらも、完全硬化時には、固着力が充分であり、角型コイル導体を包み込んだ場合であっても熱硬化性樹脂層にクラックを生じることのないコイル固定用熱硬化性絶縁シートを形成できることを見出し、本発明を完成させるに至ったものである。
すなわち、本発明(1)は、熱硬化性樹脂層が絶縁性シート基材の両面に形成され、
該熱硬化性樹脂層中には、少なくともシリコーンゴム変性フェノール樹脂と、
フェノールアラルキル樹脂と、
アクリルゴムと、
熱膨張性微粒子と、
該シリコーンゴム変性フェノール樹脂と該フェノールアラルキル樹脂を硬化させるための重合性組成物を有し、
該シリコーンゴム変性フェノール樹脂の含有量が10〜50wt%、
該アクリルゴムの含有量が15〜40wt%であることを特徴とするコイル固定用熱硬化性絶縁シートである。
該熱硬化性樹脂層中には、少なくともシリコーンゴム変性フェノール樹脂と、
フェノールアラルキル樹脂と、
アクリルゴムと、
熱膨張性微粒子と、
該シリコーンゴム変性フェノール樹脂と該フェノールアラルキル樹脂を硬化させるための重合性組成物を有し、
該シリコーンゴム変性フェノール樹脂の含有量が10〜50wt%、
該アクリルゴムの含有量が15〜40wt%であることを特徴とするコイル固定用熱硬化性絶縁シートである。
本発明(2)は、前記熱膨張性微粒子の平均粒子径が5μm〜20μmであることを特徴とする前記発明(1)に記載のコイル固定用熱硬化性絶縁シートである。
本発明(3)は、前記重合性組成物がヘキサメチレンテトラミンであることを特徴とする前記発明(1)または(2)に記載のコイル固定用熱硬化性絶縁シートである。
本発明(4)は、前記絶縁性シート基材が、ポリエーテルイミド樹脂、ポリイミド樹脂、ポリフェニレンサルファイド樹脂、ポリエチレンナフタレート樹脂又は、絶縁紙のいずれかであることを特徴とする前記発明(1)、(2)または(3)に記載のコイル固定用熱硬化性絶縁シートである。
本発明(5)は、複数のスロットが設けられたステータコアと、
スロット内に収容されるコイル導体群と、
コイル導体群の外周面を覆うコイル固定用熱硬化性絶縁シートを有し、
該コイル固定用熱硬化性絶縁シートは、前記発明(1)、(2)、(3)または(4)記載のコイル固定用熱硬化性絶縁シートであることを特徴とするモーター用ステータである。
スロット内に収容されるコイル導体群と、
コイル導体群の外周面を覆うコイル固定用熱硬化性絶縁シートを有し、
該コイル固定用熱硬化性絶縁シートは、前記発明(1)、(2)、(3)または(4)記載のコイル固定用熱硬化性絶縁シートであることを特徴とするモーター用ステータである。
本発明によれば、シリコーンゴム変性フェノール樹脂、フェノールアラルキル樹脂、アクリルゴム、熱膨張性微粒子及び重合性組成物を主たる構成要素とし、シリコーンゴム変性フェノール樹脂とアクリルゴムを所定量有する熱硬化性樹脂層を絶縁性シート基材の両面に形成することによって、熱硬化性樹脂層同士が直接触れる状態で供給されたとしても、ブロッキングを生じ難い低タック性を有しながらも、完全硬化時の固着力も充分に有し、角型コイル導体を包み込んだ場合であっても熱硬化性樹脂層にクラックを生じることのないコイル固定用熱硬化性絶縁シート及び、コイル固定用熱硬化性絶縁シートを用いたモーター用ステータを提供することができる。
また、狭小箇所へ挿入されたとしても、その低タック性から座屈を生じ難いコイル固定用熱硬化性絶縁シートを提供することができるという効果をも併せ持つ。
本発明の実施の形態について、図面を参照しつつ説明する。
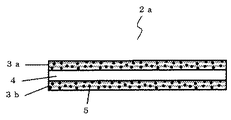
図1のようなロール状形態で供給されたコイル固定用熱硬化性絶縁シートは、使用時に最外周端部から引き出され、所望のサイズにカットされてから、コイル導体を包み、モーター用ステータのスロット内に挿入される。この時、図2に示す絶縁性シート基材4の両面に積層された熱硬化性樹脂層3a、3bが直接接触する熱硬化性樹脂層との間でブロッキングを生じていると、コイル固定用熱硬化性絶縁シートの最外周端部からの引き出しに支障をきたすことになる。
図4は、モーター用ステータのスロット内に挿入されたコイル固定用熱硬化性絶縁シートの一部を拡大して示した断面図である。このように、所望のサイズにカットされたコイル固定用熱硬化性絶縁シートでコイル導体を包み込み、ステータのスロット内に挿入される。
この後、図5の様態に示す通り、加熱により熱膨張性微粒子を熱膨張させると共に、熱硬化性樹脂を完全硬化させて、ステータスロット内壁とコイル導体の隙間が埋められ、ステータとコイル導体の固着が完了する。
図1のようなロール状形態で供給されたコイル固定用熱硬化性絶縁シートは、使用時に最外周端部から引き出され、所望のサイズにカットされてから、コイル導体を包み、モーター用ステータのスロット内に挿入される。この時、図2に示す絶縁性シート基材4の両面に積層された熱硬化性樹脂層3a、3bが直接接触する熱硬化性樹脂層との間でブロッキングを生じていると、コイル固定用熱硬化性絶縁シートの最外周端部からの引き出しに支障をきたすことになる。
図4は、モーター用ステータのスロット内に挿入されたコイル固定用熱硬化性絶縁シートの一部を拡大して示した断面図である。このように、所望のサイズにカットされたコイル固定用熱硬化性絶縁シートでコイル導体を包み込み、ステータのスロット内に挿入される。
この後、図5の様態に示す通り、加熱により熱膨張性微粒子を熱膨張させると共に、熱硬化性樹脂を完全硬化させて、ステータスロット内壁とコイル導体の隙間が埋められ、ステータとコイル導体の固着が完了する。
次に、図2、5を参照しつつ、本発明のコイル固定用熱硬化性絶縁シートについてより詳しく説明する。
図2に示す通り、本発明のコイル固定用熱硬化性絶縁シート2aは、絶縁性シート基材4の両側に熱硬化性樹脂層3a、3bが積層した構造を取っている。コイル固定用熱硬化性絶縁シート2aが加熱されると、図5(b)に示すように熱膨張性微粒子が膨張すると共に熱硬化性樹脂が硬化して、コイル固定用熱硬化性絶縁シート2aの厚さがコイル固定用熱硬化性絶縁シート2cのような様態となり、完全硬化する。この時、加熱後のコイル固定用熱硬化性絶縁シートの厚さは、加熱前の3〜4倍であることが好ましい。低膨張率でコイル導体とモーター用ステータの隙間を埋め、充分に固着しようとした場合、狭小部へより厚みのあるコイル固定用熱硬化性絶縁シートに包まれた複数本のコイル導体を挿入する必要があるため、作業性が低下する恐れがあり、逆に膨張率が高すぎると、隙間を埋める効果は高く、作業性も確保できるが、固着に寄与する組成物の比率が低下するため、固着の信頼性が低下する恐れがある。
図2に示す通り、本発明のコイル固定用熱硬化性絶縁シート2aは、絶縁性シート基材4の両側に熱硬化性樹脂層3a、3bが積層した構造を取っている。コイル固定用熱硬化性絶縁シート2aが加熱されると、図5(b)に示すように熱膨張性微粒子が膨張すると共に熱硬化性樹脂が硬化して、コイル固定用熱硬化性絶縁シート2aの厚さがコイル固定用熱硬化性絶縁シート2cのような様態となり、完全硬化する。この時、加熱後のコイル固定用熱硬化性絶縁シートの厚さは、加熱前の3〜4倍であることが好ましい。低膨張率でコイル導体とモーター用ステータの隙間を埋め、充分に固着しようとした場合、狭小部へより厚みのあるコイル固定用熱硬化性絶縁シートに包まれた複数本のコイル導体を挿入する必要があるため、作業性が低下する恐れがあり、逆に膨張率が高すぎると、隙間を埋める効果は高く、作業性も確保できるが、固着に寄与する組成物の比率が低下するため、固着の信頼性が低下する恐れがある。
本発明に係る絶縁性シート基材4は、例えば、ポリエーテルイミド樹脂(PEI)、ポリイミド樹脂(PI)、ポリエチレンナフタレート樹脂(PEN)、ポリフェニレンサルファイド樹脂(PPS)、ポリエーテルエーテルケトン樹脂(PEEK)、液晶ポリマー(Liquid Crystal Polymer、LCP)、アラミド紙(ノーメックペーパー等)、LPC紙(絶縁紙)などが用いられる。本発明に係る絶縁性シート基材4の厚みは、50〜250μm、好ましくは50〜125μmである。絶縁性シート基材4の厚みが250μmを越えると、コイル固定用熱硬化性絶縁シートの剛性が高くなる傾向があるため、コイル導体を包み込む際の作業性が低下する恐れがある。一方、絶縁性シート基材4の厚みが50μm未満の場合には、コイル固定用熱硬化性絶縁シートの絶縁性が低下する恐れがあると共に、シート剛性が低下する傾向にあるため、スロットへの挿入時に座屈等の恐れがある。
本発明に係る熱硬化性樹脂層3a、3bを構成する主たる成分は、シリコーンゴム変性フェノール樹脂、フェノールアラルキル樹脂、アクリルゴム、熱膨張性微粒子及び、重合性組成物である。
それぞれの成分に関して、以下に詳述する。
それぞれの成分に関して、以下に詳述する。
本発明に係るシリコーンゴム変性フェノール樹脂は、フェノール樹脂中にシリコーンゴムを0.1〜10μmの範囲で微粒子状として均一に存在させたもので、シリコーンゴムの変性量としてはフェノール樹脂100重量部に対して、1〜50重量部が好ましい。フェノール樹脂としてはノボラックフェノール樹脂、o-クレゾールノボラック樹脂、m-クレゾールノボラック樹脂、p−クレゾールノボラック樹脂等が挙げられ、単独でも2種以上のフェノール樹脂を併用しても良いが、ストレートノボラックフェノール樹脂が低価格であり、硬化性にも優れていることから単独で使用することが好ましい。従って、本発明に係るシリコーンゴム変性フェノール樹脂には、シリコーンゴム変性ストレートノボラックフェノール樹脂が好適である。これらのシリコーンゴム変性フェノール樹脂は、適度な固着力を有すると共に、熱硬化性樹脂層に低タック性を付与する役割を担っている。この成分を所定量以上有することで、熱硬化性樹脂層に低タック性を付与することができる。
本発明に係るシリコーンゴム変性フェノール樹脂の含有量は、熱硬化性樹脂層を構成する全成分を100wt%とした場合、10wt%〜50wt%であり、好ましくは20wt%〜45wt%である。含有量が10wt%以下となると、熱硬化性樹脂層の低タック性が損なわれる傾向があり、50wt%以上であると、完全硬化時にスロットの内壁面とコイル導体との固着性が低下する傾向がある。
また、フェノール樹脂中に存在するシリコーンゴムの粒径は0.1〜10μm程度が好ましい。
また、フェノール樹脂中に存在するシリコーンゴムの粒径は0.1〜10μm程度が好ましい。
本発明に係るフェノールアラルキル樹脂は、硬化時の固着性に寄与すると共に、熱硬化性樹脂層が完全硬化した後の、耐熱性向上にも寄与している。
本発明に係るフェノールアラルキル樹脂は、フェノール化合物とアラルキル化合物とをフリーデルクラフツ反応によって縮合させた樹脂である。
本発明に係るフェノールアラルキル樹脂を得るには、アラルキル化合物とフェノール化合物を酸触媒の存在下でそのまま昇温して反応させることで得られる。反応終了後、残存した未反応のフェノールを真空下で留去させて得られた樹脂が上記のフェノールアラルキル樹脂である。
本発明に係るフェノールアラルキル樹脂は、フェノール化合物とアラルキル化合物とをフリーデルクラフツ反応によって縮合させた樹脂である。
本発明に係るフェノールアラルキル樹脂を得るには、アラルキル化合物とフェノール化合物を酸触媒の存在下でそのまま昇温して反応させることで得られる。反応終了後、残存した未反応のフェノールを真空下で留去させて得られた樹脂が上記のフェノールアラルキル樹脂である。
この反応に使用されるフェノール化合物としては、フェノール性水酸基を有する化合物であればいかなる化合物でもよく、例えば、フェノール、o−クレゾール、p−クレゾール、m−クレゾール、2,6−キシレノール、p−tert−ブチルフェノール等のアルキル置換フェノール類、p−フェニルフェノール等の芳香族置換フェノール類、α−ナフトール、β−ナフトール等のナフトール類が挙げられる。
また、この反応に使用されるアラルキル化合物としては、縮合付加が可能である2価のハロメチル基、ヒドロキシメチル基、アルコキシメチル基等を有する芳香環化合物が使用される。例えば、α,α’−ジクロロ−p−キシレン、α,α’−ジクロロ−m−キシレン、α,α’−ジクロロ−o−キシレン等のジハロメチル芳香環化合物、p−キシリレングリコール等のジヒドロキシメチル芳香環化合物、α,α’−ジメトキシ−p−キシレン、α,α’−ジメトキシ−m−キシレン、α,α’−ジメトキシ−o−キシレン等のジアルコキシメチル芳香環化合物が挙げられる。
触媒としては、塩化第二錫、塩化亜鉛、塩化第二鉄、塩化第二銅、硫酸第二銅、硫酸第一水銀、硫酸第二水銀、塩化第一水銀、塩化第二水銀、硫酸銀、塩化銀、硫酸水素ナトリウム、等の無機化合物、あるいは、硫酸、モノエチル硫酸、ジメチル硫酸、ジエチル硫酸等の硫酸化合物、p−トルエンスルホン酸、p−フェノールスルホン酸、メタンスルホン酸等の有機スルホン酸類が使用される。これら触媒は単独で使用するかまたは併用してもよい。好ましくは硫酸、モノエチル硫酸、ジメチル硫酸、ジエチル硫酸等の硫酸化合物である。触媒の使用量は、フェノール化合物とアラルキル化合物の全重量の0.01〜5重量%が好ましい。
これらフェノール系樹脂は、ポリエステル系樹脂やエポキシ系樹脂等と比較して、半硬化状態に至るまでの時間が比較的短いため、例えば、熱硬化性樹脂層を塗工・乾燥工程により形成し、ロール状に巻き取る際などの作業時に、生産性を向上させられる点で好ましい。
本発明の係る熱硬化性樹脂層には、熱硬化性樹脂層を完全硬化させるための重合性組成物が含まれる。重合性組成物は、前記シリコーンゴム変性フェノール樹脂、フェノールアラルキル樹脂を完全硬化させる効果を有する。
重合性組成物としては、ヘキサメチレンテトラミン、各種の2官能以上のエポキシ化合物、イソシアネート類、トリオキサン及び環状ホルマール等が挙げられるが、硬化性、耐熱安定性等を考慮するとヘキサメチレンテトラミンが好ましい。硬化剤としてヘキサメチレンテトラミンを用いる場合、樹脂の硬化が十分であり、かつ硬化剤の分解ガスの発生が少なく、熱硬化性樹脂層にふくれや亀裂が生じない範囲に添加量を適宜調整して加えればよい。より具体的には、樹脂100重量部に対して、5〜20重量部が好適に使用される。硬化剤は、樹脂粉砕時に混合される場合が一般的であるが、熱硬化性樹脂層塗工用塗料を調合する際に加えてもよい。
前記フェノール系樹脂を硬化させる温度については、使用するフェノール樹脂と重合性組成物の組み合わせによって、適宜最適な温度に設定すればよい。
重合性組成物としては、ヘキサメチレンテトラミン、各種の2官能以上のエポキシ化合物、イソシアネート類、トリオキサン及び環状ホルマール等が挙げられるが、硬化性、耐熱安定性等を考慮するとヘキサメチレンテトラミンが好ましい。硬化剤としてヘキサメチレンテトラミンを用いる場合、樹脂の硬化が十分であり、かつ硬化剤の分解ガスの発生が少なく、熱硬化性樹脂層にふくれや亀裂が生じない範囲に添加量を適宜調整して加えればよい。より具体的には、樹脂100重量部に対して、5〜20重量部が好適に使用される。硬化剤は、樹脂粉砕時に混合される場合が一般的であるが、熱硬化性樹脂層塗工用塗料を調合する際に加えてもよい。
前記フェノール系樹脂を硬化させる温度については、使用するフェノール樹脂と重合性組成物の組み合わせによって、適宜最適な温度に設定すればよい。
本発明に係るアクリルゴムは、コイル固定用熱硬化性絶縁シートに柔軟性(可撓性)を与えることに寄与している。この成分を所定量以上有することで、角型断面を有するコイル導体を包み込んだ場合であっても熱硬化性樹脂層のクラックを抑制することができる。
本発明に係るアクリルゴムを構成する成分は、メチルアクリレート、エチルアクリレート、プロピルアクリレート、ブチルアクリレート、ヘキシルアクリレート、シクロヘキシルアクリレートおよびオクチルアクリレートなどのような炭素数1〜8、好ましくは炭素数2〜4のアルキル基を有するアルキルアクリレート系の成分と、メトキシメチルアクリレート、メトキシエチルアクリレート、エトキシエチルアクリレートおよびブトキシエチルアクリレートなどのような炭素数1〜8のアルコキシ基を有するアルコキシアルキルアクリレート系の成分を単独若しくは、併用して使用することが出来る。また、アルキルアクリレートとアルコキシアルキルアクリレートとを併用する場合には、アルコキシアルキルアクリレートが20〜50重量%であることが好ましい。
本発明に係るアクリルゴムを構成する成分は、メチルアクリレート、エチルアクリレート、プロピルアクリレート、ブチルアクリレート、ヘキシルアクリレート、シクロヘキシルアクリレートおよびオクチルアクリレートなどのような炭素数1〜8、好ましくは炭素数2〜4のアルキル基を有するアルキルアクリレート系の成分と、メトキシメチルアクリレート、メトキシエチルアクリレート、エトキシエチルアクリレートおよびブトキシエチルアクリレートなどのような炭素数1〜8のアルコキシ基を有するアルコキシアルキルアクリレート系の成分を単独若しくは、併用して使用することが出来る。また、アルキルアクリレートとアルコキシアルキルアクリレートとを併用する場合には、アルコキシアルキルアクリレートが20〜50重量%であることが好ましい。
更に、上記構成成分から成るアクリルゴムの耐油性、耐熱性を向上させることを目的として、2−クロロエチルビニルエーテル、ビニルクロロアセテートと等の塩素系単量体、アリルグリシジルエーテル等のエポキシ系単量体、エチリデンノルボルネン等のジエン系単量体等の架橋性単量体を構成成分として導入することも出来る。
本発明に係るアクリルゴムの含有量は、熱硬化性樹脂層を構成する全成分を100wt%とした場合、15wt%〜40wt%であり、好ましくは、25wt%〜35wt%である。含有量が15wt%未満であると熱硬化性樹脂層の柔軟性(可撓性)が低下して、例えばコイル固定用熱硬化性絶縁シートが曲げ応力を受けた場合にクラックを生じる恐れがあり、40wt%以上であると、熱硬化性樹脂層表面のタック性が高くなりすぎる恐れがある。
本発明に係る熱膨張性微粒子は、無機系や有機系の化学膨張剤と、マイクロカプセル系の物理膨張剤との2つに大別される。無機系や有機系の化学膨張剤は、熱分解によりガス化して膨張するものである。そして、上記2種類の膨張剤は、様々な種類があり、また様々な製法により製造されるが、例えば、フェノール樹脂の硬化性や物性に与える影響、膨張の均一性等を考慮し、背反が少ない点から、マイクロカプセル系の物理膨張剤の一種である、熱膨張性マイクロカプセルが好適に使用できる。このようなマイクロカプセル系の物理膨張剤の一種の熱膨張性マイクロカプセルは、液状の低沸点物質を、熱可塑性ポリマーからなるポリマーシェルで包み込んだマイクロカプセルであって、ポリマーシェルの軟化点近傍、或いは、それ以上の温度で内容物が気化し、熱膨張するものである。
本発明に係る熱膨張性微粒子は、例えば、熱可塑性ポリマーからなるポリマーシェル内に液状炭酸ガスが封入された熱膨張性マイクロカプセルが好適に用いられ、この熱膨張性マイクロカプセルは5倍以上の体積膨張時には、比誘電率が1.4以下になることから、コイル固定用熱硬化性絶縁シートの低誘電率化を促進し、熱硬化性樹脂層の体積膨張に寄与することで、スロット内壁面とコイル導体との空隙を有効に埋めることが可能となる。
また、本発明に係る熱膨張性微粒子の平均粒子径は、5μm〜20μmであることが好ましく、更に好ましくは、6μm〜15μmである。5μm以下の場合には微粒子の生産難易度が高くなる傾向があり、20μm以上となると、膨張時に熱硬化性樹脂層面の平滑度が損なわれて、スロット内壁面やコイル導体との固着強度が低下する恐れがある。
これら熱膨張性微粒子の熱硬化性樹脂層中への添加量は、熱硬化性樹脂層を構成する全構成成分を100wt%とした場合、1.0wt%〜30.0wt%であり、好ましくは、2.0wt%〜20.0wt%である。1.0wt%以下の場合には、スロット内壁面とコイル導体との隙間を埋めきれずに、充分な固着状態を形成できない恐れがあり、30.0wt%以上の場合には、隙間は充分に埋められるものの、スロット内壁面やコイル導体との固着性が低下する恐れがある。
また、本発明に係る熱膨張性微粒子の熱膨張開始温度は、115〜190℃であることが好ましく、更に好ましくは、120℃〜150℃である。このような熱膨張開始温度を有する熱膨張性微粒子とすることで、熱硬化性樹脂層を半硬化させる際には、熱膨張せず、完全硬化時には充分な熱膨張を実現することが可能となる。
次に、本発明のコイル固定用熱硬化性絶縁シートを製造する方法について説明する。
本発明のコイル固定用熱硬化性絶縁シートは、例えば、基材シートに熱硬化性樹脂層を塗工することにより製造することができる。具体的には、熱硬化性樹脂層を形成するための材料を、有機溶剤中に添加して、塗工用塗料を調合する。その後、基材シートの両面に公知の方法を用いて熱硬化性樹脂層を塗工し、該熱硬化性樹脂層が半硬化状態となり、かつ熱膨張性微粒子が膨張しない温度で加熱・乾燥する工程を経て、例えばロール状等に巻き取られる。
上記のような工程によって形成されるコイル固定用熱硬化絶縁シートの厚みや大きさについては、特に限定がされるものではなく、コイルエンド部におけるステータからのコイルの突出高さやステータの周長などから適宜大きさを決定すれば良く、厚みも、介装するコイル間の間隙の大きさに応じて定めればよいが、本実施形態のおいては、コイル固定用熱硬化絶縁シートの総厚は、150μm〜300μm程度、熱硬化性樹脂層の厚みは、通常、40μm〜120μm程度である。また、前記熱硬化性樹脂層の厚みは、両面とも同じ厚みでも良いし、異なっていても良い。
また、熱硬化性樹脂層3a,3bが架橋反応を開始する温度と、熱膨張性微粒子5の膨張開始温度との関係については、熱膨張性微粒子5が膨張を開始する時点において、既に熱硬化性樹脂層3a,3bにおける架橋が開始されて、熱硬化を開始していることが好ましい。
以下に本発明のコイル固定用熱硬化性絶縁シートについて、実施例及び比較例を挙げてより具体的に説明するが、本発明はこれらの実施例のみに限定されるものではない。
実施例1
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の作製
フェノールノボラック樹脂(群栄化学社製、商品名:PS−6367)100質量部を加熱溶融させて、これを攪拌しながら変性シリコーンオイル(東レ・ダウコーニング社製、商品名:SF8411)0.5質量部を加えて、20分間の攪拌を行った。
そして、両末端にシラノール基を有するオルガノポリシロキサン10.0質量部を加えて1時間攪拌した後に、テトラシラン1.25質量部とジブチル錫ジアセテート0.25質量部を更に加えて30分間の攪拌を行った。
次に、この混合物にフェノールノボラック樹脂100質量部に対して、3.1質量部/hrの水を加えて、発生する縮合物を系外へ除きながらシリコーンゴムの架橋反応を2時間行った、その後、系内に残る不要な水分を取り除き、シリコーンゴムの平均分散粒径が8μmのシリコーンゴム変性フェノール樹脂を得た。
上記シリコーンゴム変性フェノール樹脂100質量部に対して、12質量部のヘキサメチレンテトラミンを加え、コーヒーミル粉砕機で1分間の粉砕混合を実施して、本発明の係るヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂を得た。
熱硬化性樹脂層の作製
溶媒以外の組成物を100wt%として、上記ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂37.4wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂(エア・ウォーター社製、商品名:SKレジン)30.2wt%、アクリルゴム(ユニマテック社製、商品名:NOXTITE)27.0wt%、平均粒子径8.5μmの熱膨張性微粒子(クレハ社製、商品名:クレハマイクロスフェアー)5.4wt%をメチルエチルケトン中に、固形分量が30wt%となるように添加後、充分に攪拌して、熱硬化性樹脂層用塗工用塗料を得た。
この塗料をダイコーターを用いて、ポリイミド樹脂(PI)から成る厚さ75μmの絶縁性シート基材の両面に、乾燥後の層厚が50μmとなるように塗工し、乾燥温度115℃で3分間の条件で乾燥させて、総厚175μmの実施例1のコイル固定用熱硬化性絶縁シートを得た。
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の作製
フェノールノボラック樹脂(群栄化学社製、商品名:PS−6367)100質量部を加熱溶融させて、これを攪拌しながら変性シリコーンオイル(東レ・ダウコーニング社製、商品名:SF8411)0.5質量部を加えて、20分間の攪拌を行った。
そして、両末端にシラノール基を有するオルガノポリシロキサン10.0質量部を加えて1時間攪拌した後に、テトラシラン1.25質量部とジブチル錫ジアセテート0.25質量部を更に加えて30分間の攪拌を行った。
次に、この混合物にフェノールノボラック樹脂100質量部に対して、3.1質量部/hrの水を加えて、発生する縮合物を系外へ除きながらシリコーンゴムの架橋反応を2時間行った、その後、系内に残る不要な水分を取り除き、シリコーンゴムの平均分散粒径が8μmのシリコーンゴム変性フェノール樹脂を得た。
上記シリコーンゴム変性フェノール樹脂100質量部に対して、12質量部のヘキサメチレンテトラミンを加え、コーヒーミル粉砕機で1分間の粉砕混合を実施して、本発明の係るヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂を得た。
熱硬化性樹脂層の作製
溶媒以外の組成物を100wt%として、上記ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂37.4wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂(エア・ウォーター社製、商品名:SKレジン)30.2wt%、アクリルゴム(ユニマテック社製、商品名:NOXTITE)27.0wt%、平均粒子径8.5μmの熱膨張性微粒子(クレハ社製、商品名:クレハマイクロスフェアー)5.4wt%をメチルエチルケトン中に、固形分量が30wt%となるように添加後、充分に攪拌して、熱硬化性樹脂層用塗工用塗料を得た。
この塗料をダイコーターを用いて、ポリイミド樹脂(PI)から成る厚さ75μmの絶縁性シート基材の両面に、乾燥後の層厚が50μmとなるように塗工し、乾燥温度115℃で3分間の条件で乾燥させて、総厚175μmの実施例1のコイル固定用熱硬化性絶縁シートを得た。
実施例2
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を11.1wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を63.5wt%、アクリルゴムの添加量を20.0wt%としたこと以外は、実施例1と同様にして実施例2のコイル固定用熱硬化性絶縁シートを得た。
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を11.1wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を63.5wt%、アクリルゴムの添加量を20.0wt%としたこと以外は、実施例1と同様にして実施例2のコイル固定用熱硬化性絶縁シートを得た。
実施例3
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を55.4wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を14.2wt%、アクリルゴムの添加量を25.0wt%としたこと以外は、実施例1と同様にして実施例3のコイル固定用熱硬化性絶縁シートを得た。
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を55.4wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を14.2wt%、アクリルゴムの添加量を25.0wt%としたこと以外は、実施例1と同様にして実施例3のコイル固定用熱硬化性絶縁シートを得た。
実施例4
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を11.1wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を68.5wt%、アクリルゴムの添加量を15.0wt%としたこと以外は、実施例1と同様にして実施例4のコイル固定用熱硬化性絶縁シートを得た。
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を11.1wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を68.5wt%、アクリルゴムの添加量を15.0wt%としたこと以外は、実施例1と同様にして実施例4のコイル固定用熱硬化性絶縁シートを得た。
実施例5
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を47.0wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を12.6wt%、アクリルゴムの添加量を35.0wt%としたこと以外は、実施例1と同様にして実施例5のコイル固定用熱硬化性絶縁シートを得た。
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を47.0wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を12.6wt%、アクリルゴムの添加量を35.0wt%としたこと以外は、実施例1と同様にして実施例5のコイル固定用熱硬化性絶縁シートを得た。
実施例6
絶縁性シート基材をポリエーテルイミド樹脂(PEI)に変更したこと以外は、実施例1と同様にして実施例6のコイル固定用熱硬化性絶縁シートを得た。
絶縁性シート基材をポリエーテルイミド樹脂(PEI)に変更したこと以外は、実施例1と同様にして実施例6のコイル固定用熱硬化性絶縁シートを得た。
実施例7
絶縁性シート基材をポリフェニレンサルファイド樹脂(PPS)に変更したこと以外は、実施例1と同様にして実施例7のコイル固定用熱硬化性絶縁シートを得た。
絶縁性シート基材をポリフェニレンサルファイド樹脂(PPS)に変更したこと以外は、実施例1と同様にして実施例7のコイル固定用熱硬化性絶縁シートを得た。
実施例8
熱膨張性微粒子の平均粒子径を6μmとしたこと以外は実施例1と同様にして実施例8のコイル固定用熱硬化性絶縁シートを得た。
熱膨張性微粒子の平均粒子径を6μmとしたこと以外は実施例1と同様にして実施例8のコイル固定用熱硬化性絶縁シートを得た。
実施例9
熱膨張性微粒子の平均粒子径を20μmとしたこと以外は実施例1と同様にして実施例9のコイル固定用熱硬化性絶縁シートを得た。
熱膨張性微粒子の平均粒子径を20μmとしたこと以外は実施例1と同様にして実施例9のコイル固定用熱硬化性絶縁シートを得た。
実施例10
熱膨張性微粒子の平均粒子径を25μmとしたこと以外は実施例1と同様にして実施例10のコイル固定用熱硬化性絶縁シートを得た。
熱膨張性微粒子の平均粒子径を25μmとしたこと以外は実施例1と同様にして実施例10のコイル固定用熱硬化性絶縁シートを得た。
比較例1
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を5.5wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を62.1wt%としたこと以外は、実施例1と同様にして比較例1のコイル固定用熱硬化性絶縁シートを得た。
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を5.5wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を62.1wt%としたこと以外は、実施例1と同様にして比較例1のコイル固定用熱硬化性絶縁シートを得た。
比較例2
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を60.6wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂を添加量を7.0wt%としたこと以外は、実施例1と同様にして比較例2のコイル固定用熱硬化性絶縁シートを得た。
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を60.6wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂を添加量を7.0wt%としたこと以外は、実施例1と同様にして比較例2のコイル固定用熱硬化性絶縁シートを得た。
比較例3
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を46.8wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を37.8wt%、アクリルゴムの添加量を10.0wt%としたこと以外は、実施例1と同様にして比較例3のコイル固定用熱硬化性絶縁シートを得た。
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を46.8wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を37.8wt%、アクリルゴムの添加量を10.0wt%としたこと以外は、実施例1と同様にして比較例3のコイル固定用熱硬化性絶縁シートを得た。
比較例4
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を27.5wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を22.1wt%、アクリルゴムの添加量を45.0wt%としたこと以外は、実施例1と同様にして比較例4のコイル固定用熱硬化性絶縁シートを得た。
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を27.5wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を22.1wt%、アクリルゴムの添加量を45.0wt%としたこと以外は、実施例1と同様にして比較例4のコイル固定用熱硬化性絶縁シートを得た。
比較例5
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を40.4wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を32.6wt%として、熱膨張性微粒子を添加しないこと以外は、実施例1と同様にして比較例5のコイル固定用熱硬化性絶縁シートを得た。
ヘキサメチレンテトラミン含有シリコーンゴム変性フェノール樹脂の添加量を40.4wt%、ヘキサメチレンテトラミン含有フェノールアラルキル樹脂の添加量を32.6wt%として、熱膨張性微粒子を添加しないこと以外は、実施例1と同様にして比較例5のコイル固定用熱硬化性絶縁シートを得た。
物性等測定方法
<ブロッキング耐性の確認>
実施例、比較例で作製したコイル固定用熱硬化性絶縁シートの熱硬化性樹脂層面同士を重ねて10cm角の範囲に1kgの加重をかけて温度23℃、湿度50%で、2日間放置する。その後、加重を外して熱硬化性樹脂層面同士を離した時に、熱硬化性樹脂層面同士の貼り付き及び、熱硬化性樹脂層の絶縁性シート基材からの剥離が発生するか否かの確認を実施した。判定方法は、熱硬化性樹脂層面同士の貼り付き及び、熱硬化性樹脂層の絶縁性シート基材からの剥離が発生しない場合を○、熱硬化性樹脂層面同士の貼り付き又は、熱硬化性樹脂層の絶縁性シート基材からの剥離が発生した場合を×とした。
<ブロッキング耐性の確認>
実施例、比較例で作製したコイル固定用熱硬化性絶縁シートの熱硬化性樹脂層面同士を重ねて10cm角の範囲に1kgの加重をかけて温度23℃、湿度50%で、2日間放置する。その後、加重を外して熱硬化性樹脂層面同士を離した時に、熱硬化性樹脂層面同士の貼り付き及び、熱硬化性樹脂層の絶縁性シート基材からの剥離が発生するか否かの確認を実施した。判定方法は、熱硬化性樹脂層面同士の貼り付き及び、熱硬化性樹脂層の絶縁性シート基材からの剥離が発生しない場合を○、熱硬化性樹脂層面同士の貼り付き又は、熱硬化性樹脂層の絶縁性シート基材からの剥離が発生した場合を×とした。
<低タック性の確認>
温度23℃、湿度50%の環境下で、実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを5cm角に裁断したサンプルとSUS金属板を重ね合わせて、1kgの加重下で10分間静置した後、コイル固定用熱硬化性絶縁シートをSUS金属板から引き剥がす時に抵抗を感じるか否かの確認を実施した。判定方法は、粘着感を感じることなく剥がせた場合を○、粘着感を感じた、若しくは粘着を生じていた場合を×とした。
温度23℃、湿度50%の環境下で、実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを5cm角に裁断したサンプルとSUS金属板を重ね合わせて、1kgの加重下で10分間静置した後、コイル固定用熱硬化性絶縁シートをSUS金属板から引き剥がす時に抵抗を感じるか否かの確認を実施した。判定方法は、粘着感を感じることなく剥がせた場合を○、粘着感を感じた、若しくは粘着を生じていた場合を×とした。
<せん断接着強度>
図6に示すせん断接着冶具のSUS金属板間に実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを15mm×25mmのサイズに裁断したサンプルをスペーサーと共に挟み、190℃、10分間の条件で熱硬化性樹脂層を完全硬化させた。その後、放冷直後及び、200℃、500時間の耐熱履歴後のせん断接着強度を、ロードセル型引張試験機(オリエンテック社製、商品名:テンシロン)にて、測定長100mm、試験速度200mm/minの条件で測定した。耐熱履歴後のせん断接着強度に関しては、放冷直後のせん断接着強度に対して、50%以上の強度を維持できている場合には○、50%以下である場合には×と判定した。
図6に示すせん断接着冶具のSUS金属板間に実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを15mm×25mmのサイズに裁断したサンプルをスペーサーと共に挟み、190℃、10分間の条件で熱硬化性樹脂層を完全硬化させた。その後、放冷直後及び、200℃、500時間の耐熱履歴後のせん断接着強度を、ロードセル型引張試験機(オリエンテック社製、商品名:テンシロン)にて、測定長100mm、試験速度200mm/minの条件で測定した。耐熱履歴後のせん断接着強度に関しては、放冷直後のせん断接着強度に対して、50%以上の強度を維持できている場合には○、50%以下である場合には×と判定した。
<耐クラック性>
実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを幅25mm、長さ150mmに裁断し、長さ方向に直交する辺で180度折り曲げて、折り目部分のクラック有無について確認した。判定方法は、折り曲げ辺の山側を目視で確認し、クラックが発生していない場合を○、クラックが確認できた場合を×とした。
実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを幅25mm、長さ150mmに裁断し、長さ方向に直交する辺で180度折り曲げて、折り目部分のクラック有無について確認した。判定方法は、折り曲げ辺の山側を目視で確認し、クラックが発生していない場合を○、クラックが確認できた場合を×とした。
<切断面剥離耐性試験>
実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを15cm長に切断し、押し切りカッターで切断した際の熱硬化性樹脂層と絶縁性シート基材の剥離耐性を確認した。判定方法は、目視にて、剥離が確認できない場合を○、剥離が生じていた場合を×とした。
実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを15cm長に切断し、押し切りカッターで切断した際の熱硬化性樹脂層と絶縁性シート基材の剥離耐性を確認した。判定方法は、目視にて、剥離が確認できない場合を○、剥離が生じていた場合を×とした。
<絶縁破壊強度>
実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを190℃、10分間の条件で完全硬化させたコイル固定用熱硬化性絶縁シートの絶縁破壊強度をJIS C 2300−2 24 交流 B法 方法1に準じて測定した。
実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを190℃、10分間の条件で完全硬化させたコイル固定用熱硬化性絶縁シートの絶縁破壊強度をJIS C 2300−2 24 交流 B法 方法1に準じて測定した。
<金属間挿入性試験>
実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを15mm四方に切断したものを用いて、同シートを300μmの隙間を空けて配置された2枚の金属板の隙間に挿入した際に、熱硬化性絶縁シートが金属板に貼り付くことなく挿入できるかどうかを確認した。判定方法は、熱硬化性絶縁シートが金属板に貼り付くことなく挿入できた場合を○、金属板に貼り付く、又は絶縁シートが座屈を生じてしまい、挿入が困難であった場合を×とした。
実施例、比較例で作製したコイル固定用熱硬化性絶縁シートを15mm四方に切断したものを用いて、同シートを300μmの隙間を空けて配置された2枚の金属板の隙間に挿入した際に、熱硬化性絶縁シートが金属板に貼り付くことなく挿入できるかどうかを確認した。判定方法は、熱硬化性絶縁シートが金属板に貼り付くことなく挿入できた場合を○、金属板に貼り付く、又は絶縁シートが座屈を生じてしまい、挿入が困難であった場合を×とした。

評価結果
表2に示す通り、実施例1〜10のコイル固定用熱硬化性絶縁シートは、ブロッキング耐性、低タック性、耐クラック性、切断面剥離耐性、金属間挿入性が良好であり、熱硬化性樹脂層が直接触れる状態でコイル固定用熱硬化性絶縁シートが供給されたとしても、ブロッキングを生じない特性を有していると共に、断面形状が角型のコイル導体を包み込んだとしても、熱硬化性樹脂層にクラックを生じ難い柔軟性(可撓性)を有していた。また、熱硬化性樹脂層が完全硬化した後のせん断接着強度(放冷直後、耐熱履歴後共)、絶縁破壊強度も良好であった。一方、比較例1のコイル固定用熱硬化性絶縁シートは、ブロッキング耐性、低タック性、金属間挿入性に乏しく、熱硬化性樹脂層同士がブロッキングを生じてしまった。比較例2のコイル固定用熱硬化性絶縁シートは、熱硬化性樹脂層の完全硬化後の耐熱接着強度に乏しく、充分な接着強度(固着力)を維持出来なかった。比較例3のコイル固定用熱硬化性絶縁シートは、柔軟性(可撓性)に乏しく、折り曲げによってクラックが生じてしまった。また、切断面剥離耐性に乏しく、熱硬化性樹脂層と絶縁性シート基材が剥離してしまった。比較例4のコイル固定用熱硬化性絶縁シートは、ブロッキング耐性、低タック性、金属間挿入性に乏しく、熱硬化性樹脂層同士がブロッキングを生じてしまった。また、熱硬化性樹脂層が完全硬化した後のせん断接着強度(耐熱履歴後)についても、充分な固着力を維持できなかった。比較例5のコイル固定用熱硬化性絶縁シートは、ブロッキング耐性、低タック性には優れるものの、熱硬化性樹脂層が膨張しないため、隙間を埋めることが出来ず、固着自体が成されなかった。
表2に示す通り、実施例1〜10のコイル固定用熱硬化性絶縁シートは、ブロッキング耐性、低タック性、耐クラック性、切断面剥離耐性、金属間挿入性が良好であり、熱硬化性樹脂層が直接触れる状態でコイル固定用熱硬化性絶縁シートが供給されたとしても、ブロッキングを生じない特性を有していると共に、断面形状が角型のコイル導体を包み込んだとしても、熱硬化性樹脂層にクラックを生じ難い柔軟性(可撓性)を有していた。また、熱硬化性樹脂層が完全硬化した後のせん断接着強度(放冷直後、耐熱履歴後共)、絶縁破壊強度も良好であった。一方、比較例1のコイル固定用熱硬化性絶縁シートは、ブロッキング耐性、低タック性、金属間挿入性に乏しく、熱硬化性樹脂層同士がブロッキングを生じてしまった。比較例2のコイル固定用熱硬化性絶縁シートは、熱硬化性樹脂層の完全硬化後の耐熱接着強度に乏しく、充分な接着強度(固着力)を維持出来なかった。比較例3のコイル固定用熱硬化性絶縁シートは、柔軟性(可撓性)に乏しく、折り曲げによってクラックが生じてしまった。また、切断面剥離耐性に乏しく、熱硬化性樹脂層と絶縁性シート基材が剥離してしまった。比較例4のコイル固定用熱硬化性絶縁シートは、ブロッキング耐性、低タック性、金属間挿入性に乏しく、熱硬化性樹脂層同士がブロッキングを生じてしまった。また、熱硬化性樹脂層が完全硬化した後のせん断接着強度(耐熱履歴後)についても、充分な固着力を維持できなかった。比較例5のコイル固定用熱硬化性絶縁シートは、ブロッキング耐性、低タック性には優れるものの、熱硬化性樹脂層が膨張しないため、隙間を埋めることが出来ず、固着自体が成されなかった。
1・・・・・・・ロール状の供給形態のコイル固定用熱硬化性絶縁シート
2a〜2c・・・コイル固定用熱硬化性絶縁シート断面
3a、3b・・・熱硬化性樹脂層
4・・・・・・・絶縁性シート基材
5・・・・・・・未膨張の熱膨張性微粒子
6・・・・・・・剥離シート
7・・・・・・・ステータ内壁部
8・・・・・・・コイル導体
9a、9b・・・加熱後の熱硬化性樹脂層
10・・・・・・膨張後の熱膨張性微粒子
11・・・・・・せん断接着強度測定冶具正面図
12・・・・・・せん断接着強度測定冶具側面図
13・・・・・・SUS金属板
14・・・・・・スペーサー
15・・・・・・測定サンプル
2a〜2c・・・コイル固定用熱硬化性絶縁シート断面
3a、3b・・・熱硬化性樹脂層
4・・・・・・・絶縁性シート基材
5・・・・・・・未膨張の熱膨張性微粒子
6・・・・・・・剥離シート
7・・・・・・・ステータ内壁部
8・・・・・・・コイル導体
9a、9b・・・加熱後の熱硬化性樹脂層
10・・・・・・膨張後の熱膨張性微粒子
11・・・・・・せん断接着強度測定冶具正面図
12・・・・・・せん断接着強度測定冶具側面図
13・・・・・・SUS金属板
14・・・・・・スペーサー
15・・・・・・測定サンプル
Claims (5)
- 熱硬化性樹脂層が絶縁性シート基材の両面に形成され、
該熱硬化性樹脂層中には、少なくともシリコーンゴム変性フェノール樹脂と、
フェノールアラルキル樹脂と、
アクリルゴムと、
熱膨張性微粒子と、
該シリコーンゴム変性フェノール樹脂と該フェノールアラルキル樹脂を硬化させるための重合性組成物を有し、
該シリコーンゴム変性フェノール樹脂の含有量が10〜50wt%、
該アクリルゴムの含有量が15〜40wt%であることを特徴とするコイル固定用熱硬化性絶縁シート。 - 前記熱膨張性微粒子の平均粒子径が5μm〜20μmであることを特徴とする請求項1に記載のコイル固定用熱硬化性絶縁シート。
- 前記重合性組成物がヘキサメチレンテトラミンであることを特徴とする請求項1または2に記載のコイル固定用熱硬化性絶縁シート。
- 前記絶縁性シート基材が、ポリエーテルイミド樹脂、ポリイミド樹脂、ポリフェニレンサルファイド樹脂、ポリエチレンナフタレート樹脂又は、絶縁紙のいずれかであることを特徴とする請求項1乃至3いずれか一項に記載のコイル固定用熱硬化性絶縁シート。
- 複数のスロットが設けられたステータコアと、
スロット内に収容されるコイル導体群と、
コイル導体群の外周面を覆うコイル固定用熱硬化性絶縁シートを有し、
該コイル固定用熱硬化性絶縁シートは、請求項1乃至4いずれか一項に記載されたコイル固定用熱硬化性絶縁シートであることを特徴とするモーター用ステータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015060651A JP2016181981A (ja) | 2015-03-24 | 2015-03-24 | コイル固定用熱硬化性絶縁シート及び、コイル固定用熱硬化性絶縁シートを用いたモーター用ステータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015060651A JP2016181981A (ja) | 2015-03-24 | 2015-03-24 | コイル固定用熱硬化性絶縁シート及び、コイル固定用熱硬化性絶縁シートを用いたモーター用ステータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016181981A true JP2016181981A (ja) | 2016-10-13 |
Family
ID=57132791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015060651A Pending JP2016181981A (ja) | 2015-03-24 | 2015-03-24 | コイル固定用熱硬化性絶縁シート及び、コイル固定用熱硬化性絶縁シートを用いたモーター用ステータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016181981A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210028658A1 (en) * | 2018-03-29 | 2021-01-28 | Thyssenkrupp Steel Europe Ag | Electric motor with slanted stator and/or rotor containing at least one layer of a composite material |
| CN116581919A (zh) * | 2023-07-14 | 2023-08-11 | 天蔚蓝电驱动科技(江苏)有限公司 | 一种绝缘片材及其制备方法 |
| WO2024157445A1 (ja) * | 2023-01-27 | 2024-08-02 | 三菱電機株式会社 | 絶縁シートとその製造方法、および絶縁処理方法と回転電機の製造方法 |
-
2015
- 2015-03-24 JP JP2015060651A patent/JP2016181981A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210028658A1 (en) * | 2018-03-29 | 2021-01-28 | Thyssenkrupp Steel Europe Ag | Electric motor with slanted stator and/or rotor containing at least one layer of a composite material |
| US11722018B2 (en) * | 2018-03-29 | 2023-08-08 | Thyssenkrupp Steel Europe Ag | Electric motor with slanted stator and/or rotor containing at least one layer of a composite material |
| WO2024157445A1 (ja) * | 2023-01-27 | 2024-08-02 | 三菱電機株式会社 | 絶縁シートとその製造方法、および絶縁処理方法と回転電機の製造方法 |
| CN116581919A (zh) * | 2023-07-14 | 2023-08-11 | 天蔚蓝电驱动科技(江苏)有限公司 | 一种绝缘片材及其制备方法 |
| CN116581919B (zh) * | 2023-07-14 | 2023-10-31 | 天蔚蓝电驱动科技(江苏)有限公司 | 一种绝缘片材及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6304419B2 (ja) | 樹脂組成物、並びにそれを用いた樹脂シート、プリプレグ、積層板、金属基板、プリント配線板及びパワー半導体装置 | |
| JP6677249B2 (ja) | 樹脂組成物、樹脂シート、プリプレグ、絶縁物、樹脂シート硬化物及び放熱部材 | |
| JP5928477B2 (ja) | 樹脂組成物、並びにそれを用いた樹脂シート、プリプレグ、積層板、金属基板及びプリント配線板 | |
| CN106459679B (zh) | 胶带、物品、电动机及物品的制造方法 | |
| US9873771B2 (en) | Film-like epoxy resin composition, method of producing film-like epoxy resin composition, and method of producing semiconductor device | |
| TWI504666B (zh) | 樹脂組成物,b階段薄片,附樹脂之金屬箔,金屬基板及led基板 | |
| JPWO2016093248A1 (ja) | エポキシ樹脂組成物、樹脂シート、プリプレグ、樹脂付金属箔、金属基板、及びパワー半導体装置 | |
| JP6422471B2 (ja) | 樹脂組成物、bステージシート、樹脂付金属箔、金属基板及びled基板 | |
| CN106537524B (zh) | 绝缘片 | |
| WO2016098709A1 (ja) | エポキシ樹脂組成物、樹脂シート、プリプレグ、積層板、エポキシ樹脂組成物の製造方法、及び硬化体 | |
| JP5981089B2 (ja) | コイル固定用絶縁樹脂シート、コイル固定用絶縁樹脂シートを用いたモータ用ステータおよびモータ用ステータの製造方法 | |
| WO2008145190A1 (en) | Laminate for electrical machines | |
| JP2016181981A (ja) | コイル固定用熱硬化性絶縁シート及び、コイル固定用熱硬化性絶縁シートを用いたモーター用ステータ | |
| WO2017014202A1 (ja) | 回転電機用コイル、回転電機用コイルの製造方法及びマイカテープ | |
| JP6340956B2 (ja) | 熱接着シート及び物品 | |
| JP2012244861A (ja) | 絶縁コイル | |
| KR20240017060A (ko) | 전자 강판 적층용 접착제 조성물 | |
| JP2010087279A (ja) | ウエハの保護膜形成方法 | |
| JP6132041B2 (ja) | 樹脂組成物、並びにそれを用いた樹脂シート、プリプレグ、積層板、金属基板及びプリント配線板 | |
| JP2015010098A (ja) | 熱接着シート及び物品 | |
| JP2010155877A (ja) | プリプレグシート | |
| JP2010126684A (ja) | プリプレグシート | |
| CN115506177A (zh) | 绝缘片及其制造方法和旋转电机 | |
| US20060116444A1 (en) | Resin compositions for press-cured mica tapes for high voltage insulation | |
| KR100942357B1 (ko) | 반도체 조립용 접착필름 조성물 및 이를 이용한접착필름 |