JP2016162102A - 加工評価システム、加工評価方法及び加工評価プログラム - Google Patents
加工評価システム、加工評価方法及び加工評価プログラム Download PDFInfo
- Publication number
- JP2016162102A JP2016162102A JP2015039079A JP2015039079A JP2016162102A JP 2016162102 A JP2016162102 A JP 2016162102A JP 2015039079 A JP2015039079 A JP 2015039079A JP 2015039079 A JP2015039079 A JP 2015039079A JP 2016162102 A JP2016162102 A JP 2016162102A
- Authority
- JP
- Japan
- Prior art keywords
- deviation
- tool
- approximate circle
- cutting
- calculation unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- Numerical Control (AREA)
Abstract
【課題】被加工物の加工面から加工精度を詳細に評価する。
【解決手段】加工評価システム100は、転写形状51が繰り返し形成された被加工物Wの加工面50の断面形状を入力する入力部10と、入力部10から入力された断面形状から転写形状51のそれぞれの近似円Cを求める近似円算出部21と、近似円算出部21が求めた近似円Cに基づいて、バイト13の転写性、バイト13の送り量の偏差及びバイト13の切込量の偏差を求める精度算出部22とを備えている。精度算出部22は、近似円Cと近似円Cに対応する転写形状51との偏差に基づいてバイト13の転写性を求め、隣り合う近似円Cの中心間の、送り方向に対応する方向への間隔に基づいて、バイト13の送り量の偏差を求め、近似円Cの中心の、切込方向に対応する方向への偏差に基づいて、バイト13の切込量の偏差を求める。
【選択図】図6
【解決手段】加工評価システム100は、転写形状51が繰り返し形成された被加工物Wの加工面50の断面形状を入力する入力部10と、入力部10から入力された断面形状から転写形状51のそれぞれの近似円Cを求める近似円算出部21と、近似円算出部21が求めた近似円Cに基づいて、バイト13の転写性、バイト13の送り量の偏差及びバイト13の切込量の偏差を求める精度算出部22とを備えている。精度算出部22は、近似円Cと近似円Cに対応する転写形状51との偏差に基づいてバイト13の転写性を求め、隣り合う近似円Cの中心間の、送り方向に対応する方向への間隔に基づいて、バイト13の送り量の偏差を求め、近似円Cの中心の、切込方向に対応する方向への偏差に基づいて、バイト13の切込量の偏差を求める。
【選択図】図6
Description
ここに開示された技術は、加工評価システム、加工評価方法及び加工評価プログラムに関するものである。
従来より、加工が施された被加工物の表面を計測することによって、加工精度を評価することが行われている。例えば、特許文献1には、被加工物を旋盤で加工しつつ、被加工物の表面粗さを計測することによって、加工が適切に行われているかを判定している。
ところで、被加工物の加工面の表面粗さがわかったとしても、それだけでは加工精度を向上させることは難しい。すなわち、表面粗さだけでは、どこを改善すれば加工精度を向上させることができるかまではわからない。
ここに開示された技術は、かかる点に鑑みてなされたものであり、その目的とするところは、被加工物の加工面から加工精度を詳細に評価することにある。
ここに開示された技術は、R形状の先端部を有する工具を所定の送り方向へ移動させながら該送り方向と直交する切込方向へ切り込んで被加工物を加工することによって該工具の転写形状が繰り返し形成された該被加工物の加工面の断面形状を入力する入力部と、前記入力部から入力された断面形状から前記転写形状のそれぞれの近似円を求める近似円算出部と、前記近似円算出部が求めた近似円に基づいて、前記工具の転写性、前記工具の送り量の偏差及び前記工具の切込量の偏差を求める精度算出部とを備え、前記精度算出部は、前記近似円と該近似円に対応する該転写形状との偏差に基づいて前記工具の転写性を求め、隣り合う前記近似円の中心間の、前記送り方向に対応する方向への間隔に基づいて、前記工具の送り量の偏差を求め、前記近似円の中心の、前記切込方向に対応する方向への偏差に基づいて、前記工具の切込量の偏差を求めるものとする。
前記加工評価システムによれば、被加工物の加工面から加工精度を詳細に評価することができる。
前記加工評価方法によれば、被加工物の加工面から加工精度を詳細に評価することができる。
前記加工評価プログラムによれば、被加工物の加工面から加工精度を詳細に評価することができる。
以下、例示的な実施形態を図面に基づいて詳細に説明する。
本実施形態に係る加工評価システムは、加工装置によって加工された被加工物の加工面であって、工具の転写形状が繰り返し形成された加工面に基づいて加工精度を評価するものである。以下の例では、旋盤により加工された被加工物の加工面に基づいて旋盤による加工精度を評価する場合について説明する。
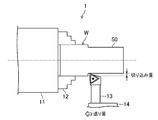
図1に、旋盤の概略図を示し、図2に、バイトの先端部の拡大図を示す。
旋盤1は、回転駆動される主軸11と、主軸11の先端に設けられ、被加工物Wを把持するチャック12と、被加工物Wに加工を施すバイト13と、バイト13を支持する刃物台14とを有している。刃物台14は、少なくとも主軸11の回転軸と直交する方向(切込方向)と、該回転軸に沿った方向(送り方向)とにバイト13を移動させるように構成されている。バイト13は、工具の一例である。
主軸11の回転軸と直交する方向へのバイト13の位置を調整することによって、被加工物Wの切込量が調整される。また、被加工物Wを回転させながら、バイト13を主軸11の回転軸に沿った方向へ移動させることによって、被加工物Wに切削加工が施されていく。この主軸11の回転軸に沿った方向が送り方向であり、被加工物Wの1回転当たりのバイト13の送り方向への移動量を送り量と称する。
バイト13の刃は、概略的には先鋭な形状をしているが、刃の先端部(所謂、ノーズ)は、図2に示すように、所定の曲率半径Rを有するR形状に形成されている。
そのため、バイト13で切削された被加工物Wの加工面50には、図3に示すように、バイト13の先端形状に応じた複数の凹凸が形成される。図3は、被加工物Wの加工面の断面形状の一例である。加工面50の1つ1つの凹部は、バイト13の転写形状51である。旋盤1は、バイト13を送り方向へ移動させながら切込方向へ切り込んで被加工物Wを加工するので、加工面50には、転写形状51が繰り返し形成されることになる。隣り合う転写形状51のピッチは、バイト13の送り量に対応する。旋盤1に設定される送り量は、通常、加工中は一定なので、転写形状51は、理想的には等間隔に配列される。また、切込量を一定に維持した状態で切削を行う通常の切削加工においては、転写形状51の深さも、理想的には全ての転写形状51で一定となる。
加工面50の表面粗さは、これら複数の転写形状51に依存している。バイト13の先端形状が正確に転写され且つ、バイト13の送り量及び切込量が厳密に一定であれば、加工面50の表面粗さは、バイト13の先端部の曲率半径、バイト13の送り量及び切込量によってコントロールすることができる。
しかしながら、実際の被加工物Wの加工面50は、そのような理想的な形状とはならず、バイト13の転写形状51自体にばらつきが生じると共に、複数の転写形状51のピッチや深さにもばらつきが生じる。このばらつきの原因としては、例えば、過切削若しくは切り残し、工作機械の精度(主軸11の剛性や、刃物台14の剛性等)、被加工物Wのかえり、バイト13の摩耗、バイト13と被加工物Wとの親和性等が考えられる。
このような切削加工の目的は、所望の寸法精度、表面粗さ及び表面特性を持った部品を加工することであり、得られた被加工物Wの寸法精度や表面粗さが要求を満たさない場合、何が原因でどのように条件を変更すればよいかを明らかにする必要がある。その際に、Ra、Ry、Rz等の表面粗さだけでは、原因及び改善点を分析することが困難である。
そこで、本実施形態に係る加工評価システム100は、被加工物Wの加工面の断面形状から、バイト13の転写性、バイト13の送り量の偏差(以下、「送り偏差」という)及びバイト13の切込量の偏差(以下、「切込偏差」という)の少なくとも3つのパラメータを求める。
加工評価システム100は、例えば、パーソナルコンピュータ(PC)で形成される。尚、加工評価システム100は、表面形状測定装置等の計測機器に組み込まれていてもよい。加工評価システム100のブロック図を図4に示す。また、加工評価システム100の処理内容を示すフローチャートを図5に示す。
加工評価システム100は、被加工物Wの加工面の断面形状のデータを入力する入力部10と、入力された断面形状のデータに基づいて、バイト13の転写性、バイト13の送り偏差及びバイト13の切込偏差を演算する演算部20と、演算部20による演算結果を出力する出力部30と、演算部20による演算結果を保存する記憶部40とを有している。演算部20は、CPU等のプロセッサで形成されている。記憶部40は、RAM、ROM及び/又はハードディスクで形成されている。記憶部40には、加工評価システム100に加工評価を実行させるための加工評価プログラムが格納されている。また、演算部20による演算結果は、記憶部40に記憶される。
加工評価システム100は、記憶部40に格納された加工評価プログラムによって、図5に示すような処理を実行する。具体的には、加工評価システム100は、被加工物Wの加工面の断面形状を入力し(ステップS1)、転写形状51の近似円を算出し(ステップS2)、転写性を算出し(ステップS3)、送り偏差を算出し(ステップS4)、切込偏差を算出し(ステップS5)、それらの演算結果を出力部30を介して出力する(ステップS6)。以下に、加工評価システム100の各構成要素の説明と併せて、各ステップにおける処理について説明する。
被加工物Wの加工面の断面形状は、接触式の表面粗さ測定機や非接触式の3D表面形状測定装置等の計測装置により取得される。
計測装置により取得された、被加工物Wの加工面の断面形状のデータは、入力部10を介して加工評価システム100に入力される。
入力部10は、例えば、USBインターフェース等のPCの入力インターフェースである。入力部10には、ケーブルを介して計測装置が接続され、断面形状のデータが計測装置から入力部10を介して入力される。あるいは、入力部10は、メモリカード等の記憶媒体の読取部(例えば、カードリーダ等)であってもよい。その場合、入力部10に記憶媒体が装着され、断面形状のデータが記憶媒体から入力部10を介して入力される。また、入力部10からは、バイト13の先端部の曲率半径Rが入力される。
入力部10を介して入力された断面形状のデータは、演算部20に転送される。演算部20は、断面形状から転写形状51のそれぞれの近似円を求める近似円算出部21と、近似円算出部21が求めた近似円に基づいて、バイト13の転写性、バイト13の送り偏差及びバイト13の切込偏差を求める精度算出部22とを備えている。
近似円算出部21は、図6,7に示すように、転写形状51上の各点と近似円との偏差が最小となるような近似円Cを算出する。演算部20に入力される断面形状のデータは、点の集合であるため、転写形状51も有限の点の集合により形成される。図6,7では、説明の便宜上、断面形状のサンプリング周期を大きくしている。近似円算出部21は、断面形状を直交するX軸及びY軸による座標系で表す。具体的には、転写形状51が配列される方向にX軸が取られ、転写形状51の深さ方向にY軸が取られる。そして、近似円算出部21は、入力部10を介して入力されたバイト13の曲率半径Rを近似円Cの半径に設定する。つまり、転写形状51は、理想的には、バイト13の先端部のR形状と一致するので、バイト13の曲率半径Rを転写形状51の近似円Cの半径として採用する。次に、近似円算出部21は、近似円Cの中心を仮に設定し、曲率半径Rの半径を有する近似円Cを作成する。続いて、近似円算出部21は、転写形状51を形成する各点から近似円CまでのY軸方向の距離yj(j=1〜nであり、nは、転写形状51を形成する点の総数)を求め(図7参照)、以下の式(A)で表される評価値Tiを計算する。尚、i=1〜Nであり、Nは、算出に用いる転写形状51の総数である。

評価値Tiは、転写形状51を形成する各点の、近似円Cに対するY軸方向への偏差(即ち、ばらつき)を表している。近似円算出部21は、近似円Cの中心を変更して評価値Tiを計算し、評価値Tiが最小となる近似円Cの中心を求める。こうして、近似円算出部21は、評価値Tiが最小となる近似円Cを求める。Y軸方向は、転写形状51の深さ方向であり、バイト13の切込方向に対応する。つまり、近似円算出部21は、転写形状51を形成する各点の切込方向への偏差が最小となる近似円Cを求めている。
近似円算出部21は、このような近似円Cの算出をN個の転写形状51について行い、それぞれの転写形状51の近似円Ciの中心座標(Xi,Yi)(i=1〜N)を求める。近似円算出部21は、求めた近似円Ciの中心座標(Xi,Yi)及び、各近似円Ciの評価値Tiを精度算出部22へ出力する。尚、各近似円Ciの評価値Tiは、近似円Ciを求める際に必然的に算出される。
精度算出部22は、バイト13の転写性を求める転写性算出部23と、バイト13の送り偏差を求める送り偏差算出部24と、バイト13の切込偏差を求める切込偏差算出部25とを有している。
転写性算出部23は、式(B)に示すように、近似円Ciの評価値Tiの平均値Tmを求める。尚、i=1〜Nであり、Nは、算出に用いる転写形状51の総数である。
この平均値Tmは、バイト13の転写性を表すパラメータであり、以下、転写評価値Tmと称する。転写評価値Tmが小さいほど、バイト13の転写性が良好なことを表す。こうして、転写性算出部23は、転写評価値Tmを出力する。
送り偏差算出部24は、隣り合う近似円Ck,Ck+1の中心のX軸方向への間隔に基づいて、バイト13の送り偏差を求める。詳しくは、送り偏差算出部24は、式(C)に基づいて、隣り合う近似円Ck,Ck+1の中心のX軸方向のピッチ(間隔)Pkを求める。尚、k=1〜N−1であり、Nは、算出に用いる転写形状51の総数である。
Pk=Xk+1−Xk ・・・(C)
この隣り合う近似円Ck,Ck+1のピッチPkは、本来はバイト13の送り量に相当する。しかしながら、加工面50から求められるピッチPkは一定ではなく、ばらつきがある。そこで、送り偏差算出部24は、以下の式(D)に基づいてピッチPkの偏差SFを求める。
ここで、mは、以下の式(E)で表されるピッチの平均値である。
この偏差SFは、バイト13の送り偏差を表すパラメータであり、以下、送り偏差SFと称する。送り偏差SFが小さいほど、バイト13の送り量が一定であることを表す。こうして、送り偏差算出部24は、送り偏差SFを出力する。
切込偏差算出部25は、近似円Ckの中心のY軸方向への偏差に基づいて、バイト13の切込偏差を求める。詳しくは、切込偏差算出部25は、図6に示すような、近似円Ckの中心の回帰直線Lを求める。次に、切込偏差算出部25は、近似円の中心から回帰直線LまでのY軸方向の距離aiを求める。尚、i=1〜Nであり、Nは、算出に用いる転写形状51の総数である。続いて、切込偏差算出部25は、以下の式(F)で表される偏差SDを求める。
この偏差SDは、バイト13の切込偏差を表すパラメータであり、以下、切込偏差SDと称する。切込偏差SDが小さいほど、バイト13の切込量が一定であることを表す。こうして、切込偏差算出部25は、切込偏差SDを出力する。
演算部20は、転写性算出部23、送り偏差算出部24及び切込偏差算出部25のそれぞれが算出する転写評価値Tm、送り偏差SF、及び切込偏差SDを出力部30に出力する。
出力部30は、演算部20の演算結果を出力する機能を有する。例えば、出力部30は、PCのディスプレイである。出力部30は、受け取った転写評価値Tm、送り偏差SF、及び切込偏差SDを表示する。尚、出力部30は、ディスプレイ以外の、プリンタ等の出力装置であってもよい。
尚、演算部20は、転写評価値Tm、送り偏差SF、及び切込偏差SDを記憶部40に記憶するようにしてもよい。
このように、加工評価システム100は、加工面50の断面形状に基づいて転写評価値Tm、送り偏差SF、及び切込偏差SDという3つのパラメータを求める。加工評価システム100は、単なる表面粗さではなく、これら3つのパラメータを求めるので、被加工物Wの加工面50の加工精度を向上させるための改善点を容易に分析することができる。
詳しくは、転写評価値Tmは、前述の如く、バイト13の転写性を表している。バイト13の転写性は、過切削や切り残し等の加工現象の不安定性に依存している。そのため、切削速度を調整したり、凝着の少ない被覆工具に変更したり、切削油剤を使用したりすることによって、転写評価値Tmを小さくすることができる。
送り偏差SFは、前述の如く、バイト13の送り偏差を表し、切込偏差SDは、バイト13の切込量の偏差を表している。バイト13の送り偏差SF及び切込偏差SDは、旋盤1及び被加工物Wの振動若しくは剛性不足による変形又は旋盤1の送り精度若しくは回転の精度等の加工システムの安定性に依存している。そのため、被加工物Wの支持剛性を向上させたり、切削速度を調整したり、旋盤1そのものを変更したりすることによって、送り偏差SF及び切込偏差SDを小さくすることができる。
以上のように、加工評価システム100は、R形状の先端部を有するバイト13を所定の送り方向へ移動させながら該送り方向と直交する切込方向へ切り込んで被加工物Wを加工することによってバイト13の転写形状51が繰り返し形成された被加工物Wの加工面50の断面形状を入力する入力部10と、入力部10から入力された断面形状から転写形状51のそれぞれの近似円Cを求める近似円算出部21と、近似円算出部21が求めた近似円Cに基づいて、バイト13の転写性、バイト13の送り量の偏差及びバイト13の切込量の偏差を求める精度算出部22とを備え、精度算出部22は、近似円Cと近似円Cに対応する転写形状51との偏差に基づいてバイト13の転写性を求め、隣り合う近似円Cの中心間の、送り方向に対応する方向への間隔に基づいて、バイト13の送り量の偏差を求め、近似円Cの中心の、切込方向に対応する方向への偏差に基づいて、バイト13の切込量の偏差を求める。
また、加工評価システム100が採用する加工評価方法は、R形状の先端部を有するバイト13を所定の送り方向へ移動させながら該送り方向と直交する切込方向へ切り込んで被加工物Wを加工することによってバイト13の転写形状51が繰り返し形成された被加工物Wの加工面50の断面形状を入力する入力工程と、入力部10から入力された断面形状から転写形状51のそれぞれの近似円Cを求める近似円算出工程と、近似円算出工程で求めた近似円Cに基づいて、バイト13の転写性、バイト13の送り量の偏差及びバイト13の切込量の偏差を求める精度算出工程とを含み、精度算出工程は、近似円Cと近似円Cに対応する転写形状51との偏差に基づいてバイト13の転写性を求める工程と、隣り合う近似円Cの中心間の、送り方向に対応する方向への間隔に基づいて、バイト13の送り量の偏差を求める工程と、近似円Cの中心の、切込方向に対応する方向への偏差に基づいて、バイト13の切込量の偏差を求める工程とを有する。
さらに、加工評価システム100が採用する加工評価プログラムは、被加工物Wの加工精度を評価するためにコンピュータを、R形状の先端部を有するバイト13を所定の送り方向へ移動させながら該送り方向と直交する切込方向へ切り込んで被加工物Wを加工することによってバイト13の転写形状51が繰り返し形成された被加工物Wの加工面50の断面形状を入力する入力部10と、入力部10から入力された断面形状から転写形状51のそれぞれの近似円Cを求める近似円算出部21と、近似円算出部21が求めた近似円Cに基づいて、バイト13の転写性、バイト13の送り量の偏差及びバイト13の切込量の偏差を求める精度算出部22として機能させ、精度算出部22は、近似円Cと近似円Cに対応する転写形状51との偏差に基づいてバイト13の転写性を求め、隣り合う近似円Cの中心間の、送り方向に対応する方向への間隔に基づいて、バイト13の送り量の偏差を求め、近似円Cの中心の、切込方向に対応する方向への偏差に基づいて、バイト13の切込量の偏差を求める。
この構成によれば、単なる表面粗さではなく、3つのパラメータを求めるので、被加工物Wの加工面50の加工精度を向上させるための改善点を容易に分析することができる。
また、近似円算出部21は、バイト13の先端部の曲率半径Rを半径とする近似円Cを求める。
転写形状21は、バイト13に先端部の形状が転写された形状であるので、近似円Cの半径をバイト13の先端部の曲率半径Rで固定しても、高精度の近似円Cを求めることができる。この構成によれば、近似円算出部21は、近似円Cの半径まで計算で求める必要がないので、近似円Cを求める際の演算量を低減することができる。
さらに、近似円算出部21は、送り方向と切込方向とに対応する直交二軸のXY座標系において、転写形状51上の各点と近似円Cとの、切込方向に対応する軸方向、即ち、Y軸方向の偏差が最小となるように近似円Cを求める。
この構成によれば、切り込み方向の偏差が最小となる近似円Cが求められる。
また、精度算出部22は、転写形状51上の各点と近似円算出部21が求めた近似円Cとの偏差Tiを転写形状51ごとに求め、複数の転写形状51の偏差Tiの平均値Tmをバイト13の転写性として求める。
転写形状51上の各点と近似円算出部21が求めた近似円Cとの偏差Tiは、バイト13の先端部の形状に対する転写形状51のばらつきを表しているので、複数の転写形状51の偏差Tiの平均値Tmは、加工面50全体におけるバイト13の転写性を表している。つまり、平均値Tmを求めることによって、加工面50全体におけるバイト13の転写性を評価することができる。
さらに、精度算出部22は、直交するX軸及びY軸で構成される座標系において送り方向をX軸に、切込方向をY軸に対応させ、近似円Ciの中心座標を(Xi,Yi)で表し(i=1〜N)、隣り合う近似円Ck,Ck+1の中心のX軸方向の間隔をPk=Xk+1−Xk(k=1〜N−1)とし、式(D)で表される、バイト13の送り偏差SFを求める。
隣り合う近似円Ck,Ck+1の中心のX軸方向の間隔は、バイト13の送り量に相当するので、Pkを用いて式(D)により送り偏差SFを求めることによって、バイト13の送り偏差を評価することができる。
また、精度算出部22は、複数の近似円の中心の回帰直線Lを求め、直交するX軸及びY軸で構成される座標系において送り方向をX軸に、切込方向をY軸に対応させ、各近似円Ciの中心から回帰直線LまでのY軸方向への距離をai(i=1〜N)とし、式(F)で表されるバイト13の切込偏差SDを求める。
近似円Ciの中心から回帰直線LまでのY軸方向への距離aiは、各中心のばらつきに相当するので、距離aiを用いてしき(F)により切込偏差SDを求めることによって、バイト13の切込偏差を評価することができる。
以上のように、本出願において開示する技術の例示として、前記実施形態を説明した。しかしながら、本開示における技術は、これに限定されず、適宜、変更、置き換え、付加、省略などを行った実施の形態にも適用可能である。また、上記実施形態で説明した各構成要素を組み合わせて、新たな実施の形態とすることも可能である。また、添付図面および詳細な説明に記載された構成要素の中には、課題解決のために必須な構成要素だけでなく、上記技術を例示するために、課題解決のためには必須でない構成要素も含まれ得る。そのため、それらの必須ではない構成要素が添付図面や詳細な説明に記載されていることをもって、直ちに、それらの必須ではない構成要素が必須であるとの認定をするべきではない。
前記実施形態について、以下のような構成としてもよい。
例えば、前記実施形態では、被加工物Wを旋盤1により加工した加工面を評価しているが、加工方法は、旋盤による切削加工に限られるものではない。例えば、フライス盤による平面加工であってもよい。あるいは、平削り加工や、研削加工であってもよい。すなわち、加工面に工具の転写形状が周期的に形成される加工であれば、任意の加工を採用することができる。
また、転写性、送り偏差及び切込偏差は、前述の値に限られず、転写形状の近似円に基づいて算出される値であって、転写のばらつき、送り量のばらつき、切込量のばらつきを表す値であれば、任意の値を採用することができる。
尚、以上の説明では、評価値Tiを求める際に、図7に示すように、転写形状51を形成する各点から近似円CiまでのY軸方向の距離yjを用いているが、これに限られるものではない。評価値Tiは、近似円Ciに対する転写形状51を形成する各点の偏差を表す値であればよい。例えば、図8に示すように、転写形状51を形成する各点と近似円Ciとの、各点から該近似円Ciへ下ろした垂線方向への距離yj’を、式(A)のyjの代わりに用いて、評価値Tiを求めてもよい。
また、送り偏差SFを算出する際には、式(D)に示すように、ピッチPkとピッチの平均値mとの差を用いているが、これに限られるものではない。送り偏差SFは、ピッチPkとの偏差を表す値であればよい。例えば、ピッチPkと旋盤1に設定した送り量Fとの差を用いて、以下の式(G)に基づいてピッチPkの偏差SF’を求めてもよい。
続いて、実際に旋盤で加工した被加工物の加工面の実施例について説明する。実施例に係る被加工物は、S45Cで形成され、その直径は、80mmであり、長さは200mmであった。バイトの材種は、P10であり、その先端部の曲率半径は0.8mmであった。切削速度は、60m/minと200m/minの2パターンで加工を行った。被加工物はワンチャックで、被加工物の一方側(右側)を60m/minで加工し、被加工物の他方側(左側)を200m/minで加工した。切込量は1.0mmであり、送り量は、0.2mm/revであった。加工は、乾式切削で行った。旋盤は、オークマ社製のLS旋盤(製造番号4090 1972.11)を用いた。
このようにして加工した被加工物の加工面をALICONA IMAGING社のINFINITE FOCUS G4を用いて測定した。
測定した加工面の断面形状データを加工評価システムを形成するPCに取り込み、前述の計算を行って、3つのパラメータを算出した。その結果を表1,2に示す。表1は、60m/minで加工した結果であり、表2は、200m/minで加工した結果である。尚、各加工について、加工面の任意の3カ所(Q1〜Q3と、Q4〜Q6)の断面形状を測定した。
表1,2からわかるように、切削速度200m/minの方が、切削速度60m/minよりも、転写評価値Tmが小さい、即ち、転写性が良好なことがわかる。これは、切削速度200m/minの方が、バイト13の刃先への切り屑の凝着等が少ないためと考えられる。
また、送り偏差SF及び切込偏差SDに関しても、切削速度200m/minの方が、切削速度60m/minよりも値が小さいことがわかる。ただし、切削速度の違いによる切込偏差SDの安定性の差は、それほど大きくない。すなわち、送り偏差SFは、切削速度を上昇させることによって効果的に改善することができる。
以上説明したように、ここに開示された技術は、加工評価システム、加工評価方法及び加工評価プログラムについて有用である。
100 加工評価システム
1 旋盤
13 バイト(工具)
10 入力部
20 演算部
21 近似円算出部
22 精度算出部
23 転写性算出部
24 送り偏差算出部
25 切込偏差算出部
50 加工面
51 転写形状
C 近似円
R 曲率半径
W 被加工物
1 旋盤
13 バイト(工具)
10 入力部
20 演算部
21 近似円算出部
22 精度算出部
23 転写性算出部
24 送り偏差算出部
25 切込偏差算出部
50 加工面
51 転写形状
C 近似円
R 曲率半径
W 被加工物
Claims (10)
- R形状の先端部を有する工具を所定の送り方向へ移動させながら該送り方向と直交する切込方向へ切り込んで被加工物を加工することによって該工具の転写形状が繰り返し形成された該被加工物の加工面の断面形状を入力する入力部と、
前記入力部から入力された断面形状から前記転写形状のそれぞれの近似円を求める近似円算出部と、
前記近似円算出部が求めた近似円に基づいて、前記工具の転写性、前記工具の送り量の偏差及び前記工具の切込量の偏差を求める精度算出部とを備え、
前記精度算出部は、
前記近似円と該近似円に対応する該転写形状との偏差に基づいて前記工具の転写性を求め、
隣り合う前記近似円の中心間の、前記送り方向に対応する方向への間隔に基づいて、前記工具の送り量の偏差を求め、
前記近似円の中心の、前記切込方向に対応する方向への偏差に基づいて、前記工具の切込量の偏差を求めることを特徴とする加工評価システム。 - 請求項1に記載の加工評価システムにおいて、
前記近似円算出部は、前記工具の先端部の曲率半径を半径とする近似円を求めることを特徴とする加工評価システム。 - 請求項1又は2に記載の加工評価システムにおいて、
前記近似円算出部は、前記送り方向と前記切込方向とに対応する直交二軸の座標系において、前記転写形状上の各点と前記近似円との、前記切込方向に対応する軸方向の偏差が最小となるように前記近似円を求めることを特徴とする加工評価システム。 - 請求項1又は2に記載の加工評価システムにおいて、
前記近似円算出部は、前記転写形状上の各点と前記近似円との、各点から該近似円へ下ろした垂線方向への偏差が最小となるように前記近似円を求めることを特徴とする加工評価システム。 - 請求項3又は4に記載の加工評価システムにおいて、
前記精度算出部は、前記転写形状上の各点と前記近似円算出部が求めた前記近似円との偏差を前記転写形状ごとに求め、複数の前記転写形状の該偏差の平均値を前記工具の転写性として求めることを特徴とする加工評価システム。 - 請求項1乃至5の何れか1つに記載の加工評価システムにおいて、
前記精度算出部は、直交するX軸及びY軸で構成される座標系において前記送り方向をX軸に、前記切込方向をY軸に対応させ、前記近似円の中心座標を(Xi,Yi)で表し(i=1〜N)、隣り合う前記近似円の中心のX軸方向の間隔をPk=Xk+1−Xk(k=1〜N−1)とし、以下の式で表されるSFを前記工具の送り量の偏差として求めることを特徴とする加工評価システム。
- 請求項1乃至5の何れか1つに記載の加工評価システムにおいて、
前記精度算出部は、直交するX軸及びY軸で構成される座標系において前記送り方向をX軸に、前記切込方向をY軸に対応させ、前記近似円の中心座標を(Xi,Yi)で表し(i=1〜N)、隣り合う前記近似円の中心のX軸方向の間隔をPk=Xk+1−Xk(k=1〜N−1)とし、以下の式で表されるSF’を前記工具の送り量の偏差として求めることを特徴とする加工評価システム。
- 請求項1乃至7の何れか1つに記載の加工評価システムにおいて、
前記精度算出部は、複数の前記近似円の中心の回帰直線を求め、直交するX軸及びY軸で構成される座標系において前記送り方向をX軸に、前記切込方向をY軸に対応させ、前記各近似円の中心から前記回帰直線までの前記Y軸方向への距離をai(i=1〜N)とし、以下の式で表されるSDを前記工具の切込量の偏差として求めることを特徴とする加工評価システム。
- R形状の先端部を有する工具を所定の送り方向へ移動させながら該送り方向と直交する切込方向へ切り込んで被加工物を加工することによって該工具の転写形状が繰り返し形成された該被加工物の加工面の断面形状を入力する入力工程と、
前記入力工程で入力された断面形状から前記転写形状のそれぞれの近似円を求める近似円算出工程と、
前記近似円算出工程で求めた近似円に基づいて、前記工具の転写性、前記工具の送り量の偏差及び前記工具の切込量の偏差を求める精度算出工程とを含み、
前記精度算出工程は、
前記近似円と該近似円に対応する該転写形状との偏差に基づいて前記工具の転写性を求める工程と、
隣り合う前記近似円の中心間の、前記送り方向に対応する方向への間隔に基づいて、前記工具の送り量の偏差を求める工程と、
前記近似円の中心の、前記切込方向に対応する方向への偏差に基づいて、前記工具の切込量の偏差を求める工程とを有することを特徴とする加工評価方法。 - 被加工物の加工精度を評価するためにコンピュータを、
R形状の先端部を有する工具を所定の送り方向へ移動させながら該送り方向と直交する切込方向へ切り込んで被加工物を加工することによって該工具の転写形状が繰り返し形成された該被加工物の加工面の断面形状を入力する入力部と、
前記入力部から入力された断面形状から前記転写形状のそれぞれの近似円を求める近似円算出部と、
前記近似円算出部が求めた近似円に基づいて、前記工具の転写性、前記工具の送り量の偏差及び前記工具の切込量の偏差を求める精度算出部として機能させ、
前記精度算出部は、
前記近似円と該近似円に対応する該転写形状との偏差に基づいて前記工具の転写性を求め、
隣り合う前記近似円の中心間の、前記送り方向に対応する方向への間隔に基づいて、前記工具の送り量の偏差を求め、
前記近似円の中心の、前記切込方向に対応する方向への偏差に基づいて、前記工具の切込量の偏差を求めることを特徴とする加工評価プログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015039079A JP2016162102A (ja) | 2015-02-27 | 2015-02-27 | 加工評価システム、加工評価方法及び加工評価プログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015039079A JP2016162102A (ja) | 2015-02-27 | 2015-02-27 | 加工評価システム、加工評価方法及び加工評価プログラム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016162102A true JP2016162102A (ja) | 2016-09-05 |
Family
ID=56846928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015039079A Pending JP2016162102A (ja) | 2015-02-27 | 2015-02-27 | 加工評価システム、加工評価方法及び加工評価プログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016162102A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020184460A1 (ja) * | 2019-03-11 | 2020-09-17 | 三菱電機株式会社 | 加工面性状評価装置、加工面性状評価方法および機械学習装置 |
| JPWO2023026484A1 (ja) * | 2021-08-27 | 2023-03-02 |
-
2015
- 2015-02-27 JP JP2015039079A patent/JP2016162102A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020184460A1 (ja) * | 2019-03-11 | 2020-09-17 | 三菱電機株式会社 | 加工面性状評価装置、加工面性状評価方法および機械学習装置 |
| WO2020183579A1 (ja) * | 2019-03-11 | 2020-09-17 | 三菱電機株式会社 | 加工面性状評価装置および加工面性状評価方法 |
| JPWO2020184460A1 (ja) * | 2019-03-11 | 2021-03-18 | 三菱電機株式会社 | 加工面性状評価装置および加工面性状評価方法 |
| JPWO2023026484A1 (ja) * | 2021-08-27 | 2023-03-02 | ||
| WO2023026484A1 (ja) * | 2021-08-27 | 2023-03-02 | ファナック株式会社 | 評価用プログラム作成装置、及びプログラムを記録したコンピュータ読み取り可能な記録媒体 |
| JP7659073B2 (ja) | 2021-08-27 | 2025-04-08 | ファナック株式会社 | 評価用プログラム作成装置、及びプログラムを記録したコンピュータ読み取り可能な記録媒体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Ozturk et al. | Modeling of 5-axis milling processes | |
| CN116117211B (zh) | 考虑切削力影响的旋风铣削螺纹工件表面粗糙度预测方法 | |
| KR20170138440A (ko) | 재료를 제거하는 것에 의해 공구를 가공하기 위한 방법 및 디바이스 | |
| Felhő et al. | Comparison of theoretical and real surface roughness in face milling with octagonal and circular inserts | |
| JP2015074078A (ja) | 切削条件設定方法及びそれを実行させるプログラム | |
| US11327463B2 (en) | Machine tool and control method of machine tool | |
| CN113626953A (zh) | 高能效铣削加工误差动态分布特性识别方法 | |
| Zhang et al. | Influence and prediction of tool wear on workpiece surface roughness based on milling topography analysis | |
| Kim et al. | Development of design and manufacturing technology for end mills in machining hardened steel | |
| CN100504685C (zh) | 数控加工程序的生成方法及数控加工程序的生成装置 | |
| JP2016162102A (ja) | 加工評価システム、加工評価方法及び加工評価プログラム | |
| Hendriko et al. | Implementation of analytical boundary simulation method for cutting force prediction model in five-axis milling | |
| JP6734361B2 (ja) | 機械部品の製造方法、機械部品の製造装置、回転対称面の加工方法、記録媒体およびプログラム | |
| CN119871091B (zh) | 一种高精度多轴加工复合型数控机床控制系统 | |
| JP6679599B2 (ja) | 機械部品の製造方法、機械部品の製造装置、回転対称面の加工方法、記録媒体およびプログラム | |
| JP6797599B2 (ja) | 材料の変形特性値を測定する方法 | |
| CN120449437A (zh) | 基于铣削加工的韧性难加工材料动态力学性能预测方法 | |
| Brecher et al. | Investigations on the limitations of rapid experimental determination of stability boundaries during milling | |
| CN110253341B (zh) | 一种微铣削加工刀具跳动参数的快速识别方法 | |
| CN104881555A (zh) | 参数化渐开线花键拉刀设计方法 | |
| JP2005098752A (ja) | ブローチの形状測定装置 | |
| Sung et al. | Theoretical models for surface roughness in turning considering inclination and rake angles | |
| JP6200269B2 (ja) | 刃先位置推定方法、加工方法、nc加工装置、センサ装置及びプログラム | |
| JP7740065B2 (ja) | プロセッサシステム、加工経路生成方法およびプログラム | |
| CN112859745B (zh) | 用于三轴激光打标工艺的工件加工区域自动划分方法 |