JP2016138317A - 耐衝撃性に優れる高強度アルミニウム合金押出材及びその製造方法 - Google Patents
耐衝撃性に優れる高強度アルミニウム合金押出材及びその製造方法 Download PDFInfo
- Publication number
- JP2016138317A JP2016138317A JP2015014251A JP2015014251A JP2016138317A JP 2016138317 A JP2016138317 A JP 2016138317A JP 2015014251 A JP2015014251 A JP 2015014251A JP 2015014251 A JP2015014251 A JP 2015014251A JP 2016138317 A JP2016138317 A JP 2016138317A
- Authority
- JP
- Japan
- Prior art keywords
- aluminum alloy
- impact resistance
- less
- value
- strength aluminum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Extrusion Of Metal (AREA)
Abstract
Description
しかし、7000系アルミニウム合金は自然時効型合金であり、押出成形から曲げ加工やプレス加工までの間に硬くなり、生産上の課題が生じやすい。
そこで、自然時効が殆どなく、また7000系アルミニウム合金に認められる耐応力腐食割れも発現しにくいAl−Mg−Si系の6000系アルミニウム合金の開発が進められている。
これまでに焼入れ性が良好で、高強度のアルミニウム合金としては特許文献1〜3等が提案されている。
特許文献1は、Mg:0.45〜0.75%,Si:0.45〜0.80%,過剰Si:0.1〜0.4%,Mn:0.15〜0.40%,Cr:0〜0.1%の合金組成である。
特許文献2は、Mg:0.4〜0.8%,Si:0.3〜0.9%,Cu:0.5%以下、Mn,Cr及びZrの合計量を0.095%以下にし、3μm以上の長さを有するMg2Si晶出物が50個/mm2以上有するものである。
特許文献3は、Mg:0.3〜1.5%,Si:0.2〜1.5%,Cu:0.1%以下,Mn:0.15%以下,Fe:0.15%以下,Ti,Cr,Zr:0.1%以下で、結晶粒アスペクト比が5.0以下の材料である。
これらに開示する押出材は、いずれも押出加工直後の空冷(プレス端焼入れ)では耐力値(0.2%)が240MPa未満であり、特許文献2は水冷にて250MPaレベルの強度が出ているものの、耐衝撃性に劣るものと推定される。
<Mg,Si>
Mg及びSi成分は強度と耐衝撃性に大きな影響を与えるとともに、押出性にも影響する。
Mg:0.30〜1.0%,Si:0.60〜1.40の範囲に設定し、化学量論組成としてのMg2Siの値が0.60〜1.40%、かつ過剰Si量が0.30〜1.00%の範囲が好ましい。
本発明においては、化学量論組成Mg2Siに対する過剰Siが押出性を低下させずに強度を向上させることに着目し、Si量をMgの量に対して多く設定した。
ただし、過剰Si量が多くなりすぎると耐衝撃性が低下するので、過剰Si量の上限を1.00%とした。
なお、Siは0.60〜1.40%の範囲で、好ましくは下限が0.80%以上、さらに好ましくは0.90%以上がよい。
また、Mgは0.30〜1.00%の範囲で、好ましくは0.30〜0.90%、さらに好ましくは0.40〜0.80%の範囲である。
<Fe,Mn,Zr>
Fe成分は、再結晶を抑制し、押出軸方向に伸長した再結晶組織を形成することで球状の再結晶組織に比べて割れ伝播が抑制され、延性,耐衝撃性が向上する。
しかし、多いと合金の鋳造時に金属間化合物を多く晶出し、延性が低下するので上限を0.40%とした。
Mn及びZrは、結晶粒を微細化させ耐衝撃性が向上するが、多すぎると焼入れ感受性が強くなりすぎ、強度等が低下する。
そこで、Fe:0.10〜0.40%の範囲としてMnを添加する場合は、0.30%以下の範囲で添加するのが好ましく、(Fe+Mn)の合計量は、0.10〜0.65%の範囲である。
Zrは、0.10%以下の範囲で添加してもよい。
なお、本発明においてCrは不可避的不純物として取り扱い、含有した場合でも0.05%以下に抑えるのが好ましい。
<Cu>
Cu成分は強度向上に寄与するが、多くなると耐食性が低下し押出性も低下する。
そこで、Cu:0.10〜0.40%の範囲がよく、好ましくは0.15〜0.40%の範囲である。
<Ti>
Ti成分は、アルミニウム合金の鋳造時の結晶粒微細化に効果があるので、Ti:0.005〜0.1%の範囲で添加する。
<Sr>
Sr成分は、アルミニウム合金の鋳造時に鋳造組織を微細化させることで押出材の金属組織においても結晶粒を微細化させる。
そこで、Srは0.10%以下の範囲で添加するのが好ましい。
Srは、0.2%耐力値の強度を低下させることなく、耐衝撃性,伸びが向上する。
<その他の成分>
本発明において、Znは不可避的不純物として取り扱うが、少量の添加であれば強度と延びに寄与する。
従って、添加する場合は0.25%以下の範囲で許容される。
また、他の成分も0.01%以下の範囲であれば許容される。
このように製造すると、アスペクト比が4.0以下の扁平再結晶の結晶粒径が100μm以下になる。
押出加工用の円柱ビレットを鋳造するには、鋳造速度60mm/min以上が好ましい。
その後にビレットを565〜595℃の温度で2〜6時間の均質化処理をする。
押出加工時は、ビレット温度を420℃以上に予熱し、押出直後に空冷によるプレス端焼入れを行う。
空冷の冷却速度は150℃/min以下、好ましくは50〜150℃/minの範囲がよい。
その後に185〜200℃の温度で、1〜24時間の人工時効処理を行う。
また、Srを0.1%以下の範囲で添加すると、T5後の0.2%耐力値(T5)が280MPa以上になり、シャルピー衝撃値及び伸びがさらに向上する。
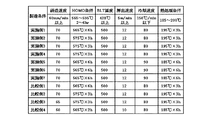
図1の表に示すアルミニウム合金の組成のビレットを鋳造し、図2の表に示す製造条件にて押出材を製作した。
なお、図2中の鋳造速度は、ビレットの鋳造速度を示す。
評価に用いた押出材は、断面50mm×50mm,内厚1〜5mmの正方形の中空断面押出形材を用いた。
評価方法は次の通りである。
<機械的特性>
JIS−Z2241に基づいて押出形材よりJIS−4号引張試験片を作製、JIS規格に準拠した引張試験機で引張試験を実施した。
<耐衝撃性>
JIS−Z2242に基づいて押出形材よりJIS−Vノッチ4号試験片を作製、JIS規格に準拠したシャルピー衝撃試験機でシャルピー衝撃試験を実施した。
<結晶粒径>
供試材に鏡面研磨仕上げを行い、その後エッチング(3%NaOH 40℃×3min)を実施し、100倍、押出軸方向に伸長した再結晶組織の結晶粒の押出方向の長さL1と厚さ方向長さL2とのアスペクト比L1/L2を測定した。
表中の評価項目中に示す数字は、目標とした値である。
実施例1〜7はいずれも成分範囲が設定範囲であり、全ての評価項目をクリアしている。
特に実施例6,7は、Srをそれぞれ0.01%,0.03%添加した合金であり、T5耐力値345MPaと300MPa以上の高強度を有しながら延びが向上し、シャルピー衝撃値が30J/cm2以上を確保している。
比較例1〜4は、過剰Si量(exSi)が設定より少なく、T5後の強度を満足していない。
Claims (4)
- 以下質量%でMg:0.30〜1.00%,Si:0.60〜1.40%含有するとともに化学量論組成としてのMg2Siの値が0.60〜1.40%であり、かつ過剰Si量の値が0.30〜1.00%であり、
Fe:0.10〜0.40%,Mn:0.30%以下であるとともに(Fe+Mn)の値が0.10〜0.65%の範囲であり、
Cu:0.10〜0.40%,Ti:0.005〜0.10%であり、残部がAl及び不可避的不純物であることを特徴とする耐衝撃性に優れる高強度アルミニウム合金押出材。 - さらにSr:0.10%以下の範囲で含有していることを特徴とする請求項1記載の耐衝撃性に優れる高強度アルミニウム合金押出材。
- 請求項1又は2記載のアルミニウム合金押出材の製造方法であって、
押出加工直後に平均冷却速度150℃/min以下にて冷却し、その後に人工時効処理することを特徴とする耐衝撃性に優れるアルミニウム合金押出材の製造方法。 - アスペクト比が4.0以上である結晶粒の平均粒径が100μm以下であることを特徴とする請求項3記載の耐衝撃性に優れるアルミニウム合金押出材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015014251A JP6612029B2 (ja) | 2015-01-28 | 2015-01-28 | 耐衝撃性に優れる高強度アルミニウム合金押出材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015014251A JP6612029B2 (ja) | 2015-01-28 | 2015-01-28 | 耐衝撃性に優れる高強度アルミニウム合金押出材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016138317A true JP2016138317A (ja) | 2016-08-04 |
| JP6612029B2 JP6612029B2 (ja) | 2019-11-27 |
Family
ID=56558956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015014251A Active JP6612029B2 (ja) | 2015-01-28 | 2015-01-28 | 耐衝撃性に優れる高強度アルミニウム合金押出材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6612029B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106868352A (zh) * | 2017-03-09 | 2017-06-20 | 昆山市长发铝业有限公司 | 一种异型材及其制备方法和应用 |
| CN110832092A (zh) * | 2017-08-01 | 2020-02-21 | 阿莱利斯铝业迪弗尔私人有限公司 | 具有改善的成型性的6xxxx-系列轧制片材产品 |
| JPWO2021187626A1 (ja) * | 2021-03-31 | 2021-09-23 | ||
| CN114959373A (zh) * | 2022-04-29 | 2022-08-30 | 常熟希那基汽车零件有限公司 | 6010铝合金材料、挤压工艺及挤压成型件 |
| CN116987935A (zh) * | 2023-07-18 | 2023-11-03 | 广东豪美技术创新研究院有限公司 | 一种适合于复杂形状挤压的6系铝合金及其制备方法 |
| CN117396621A (zh) * | 2021-07-16 | 2024-01-12 | Ma铝株式会社 | 用于内表面带有直线槽的挤出毛坯管的铝合金和内表面带有直线槽的挤出毛坯管以及内表面带有螺旋槽的管和换热器的制造方法 |
| CN119899963A (zh) * | 2025-04-01 | 2025-04-29 | 浙江今飞凯达轮毂股份有限公司 | 一种适用于光伏的铝合金材料及其制备方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007254809A (ja) * | 2006-03-23 | 2007-10-04 | Aisin Keikinzoku Co Ltd | 衝撃吸収特性に優れ、かつ良好な焼入れ性を有するアルミニウム合金押出形材及びその製造方法 |
| WO2013115227A1 (ja) * | 2012-01-31 | 2013-08-08 | アイシン軽金属株式会社 | 耐食性、延性及び焼入れ性に優れた高強度アルミニウム合金押出材及びその製造方法 |
| WO2015129304A1 (ja) * | 2014-02-28 | 2015-09-03 | アイシン軽金属株式会社 | 成形性に優れた高強度アルミニウム合金押出材 |
-
2015
- 2015-01-28 JP JP2015014251A patent/JP6612029B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007254809A (ja) * | 2006-03-23 | 2007-10-04 | Aisin Keikinzoku Co Ltd | 衝撃吸収特性に優れ、かつ良好な焼入れ性を有するアルミニウム合金押出形材及びその製造方法 |
| WO2013115227A1 (ja) * | 2012-01-31 | 2013-08-08 | アイシン軽金属株式会社 | 耐食性、延性及び焼入れ性に優れた高強度アルミニウム合金押出材及びその製造方法 |
| WO2015129304A1 (ja) * | 2014-02-28 | 2015-09-03 | アイシン軽金属株式会社 | 成形性に優れた高強度アルミニウム合金押出材 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106868352A (zh) * | 2017-03-09 | 2017-06-20 | 昆山市长发铝业有限公司 | 一种异型材及其制备方法和应用 |
| CN110832092A (zh) * | 2017-08-01 | 2020-02-21 | 阿莱利斯铝业迪弗尔私人有限公司 | 具有改善的成型性的6xxxx-系列轧制片材产品 |
| JPWO2021187626A1 (ja) * | 2021-03-31 | 2021-09-23 | ||
| WO2021187626A1 (ja) * | 2021-03-31 | 2021-09-23 | 三菱アルミニウム株式会社 | 表面品質に優れた高強度アルミニウム合金押出材 |
| JP7151002B2 (ja) | 2021-03-31 | 2022-10-11 | Maアルミニウム株式会社 | 表面品質に優れた高強度アルミニウム合金押出材 |
| CN117396621A (zh) * | 2021-07-16 | 2024-01-12 | Ma铝株式会社 | 用于内表面带有直线槽的挤出毛坯管的铝合金和内表面带有直线槽的挤出毛坯管以及内表面带有螺旋槽的管和换热器的制造方法 |
| CN114959373A (zh) * | 2022-04-29 | 2022-08-30 | 常熟希那基汽车零件有限公司 | 6010铝合金材料、挤压工艺及挤压成型件 |
| CN116987935A (zh) * | 2023-07-18 | 2023-11-03 | 广东豪美技术创新研究院有限公司 | 一种适合于复杂形状挤压的6系铝合金及其制备方法 |
| CN119899963A (zh) * | 2025-04-01 | 2025-04-29 | 浙江今飞凯达轮毂股份有限公司 | 一种适用于光伏的铝合金材料及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6612029B2 (ja) | 2019-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11136658B2 (en) | High strength aluminum alloy extruded material with excellent corrosion resistance and favorable quenching properties and manufacturing method therefor | |
| JP6612029B2 (ja) | 耐衝撃性に優れる高強度アルミニウム合金押出材及びその製造方法 | |
| US10087508B2 (en) | Aluminum alloy and method of manufacturing extrusion using same | |
| US20100047114A1 (en) | Al-Mg-Si ALUMININUM ALLOY EXTRUDED PRODUCT EXHIBITING EXCELLENT FATIGUE STRENGTH AND IMPACT FRACTURE RESISTANCE | |
| JP6000988B2 (ja) | 耐食性、延性及び焼入れ性に優れた高強度アルミニウム合金押出材及びその製造方法 | |
| US20210010121A1 (en) | High-Strength Aluminum Alloy Extruded Material That Exhibits Excellent Formability And Method For Producing The Same | |
| JP6433380B2 (ja) | アルミニウム合金圧延材 | |
| AU2017367371B2 (en) | Aluminum alloy for extruded material, extruded material using the same, and method for producing extruded material | |
| US10900108B2 (en) | Method for manufacturing bent article using aluminum alloy | |
| JP4737785B2 (ja) | 高強度フロントフォークアウターチューブ用管材の製造方法および該製造方法により得られる管材 | |
| CN115053008A (zh) | 高强度铝合金挤出材料的制造方法 | |
| JP6638192B2 (ja) | アルミニウム合金加工材及びその製造方法 | |
| JP2019019373A (ja) | コンプレッサーのアルミニウム合金製ピストンの製造方法及び前記ピストン用アルミニウム合金 | |
| JP2010196089A (ja) | 高強度で耐応力腐食割れ性に優れたハイドロフォーム成形用アルミニウム合金押出管 | |
| JP4281609B2 (ja) | 成形性に優れたアルミニウム合金押出材およびその製造方法 | |
| JP3853021B2 (ja) | 強度と耐食性に優れたAl−Cu−Mg−Si系合金中空押出材の製造方法 | |
| JP2016108653A (ja) | 押出形材用アルミニウム合金及びそれを用いた押出形材 | |
| US11827967B2 (en) | Method for producing aluminum alloy extruded material | |
| JP5973717B2 (ja) | アルミニウム合金複合材及びその製造方法、アルミニウム合金鍛造品 | |
| JP2012201923A (ja) | アルミ押出形材及びその押出成形方法 | |
| JP7543161B2 (ja) | アルミニウム合金押出材 | |
| JP2009221531A (ja) | 冷間加工用Al−Mg系アルミニウム合金押出材及びその製造方法 | |
| WO2023233713A1 (ja) | 耐scc性に優れる高強度アルミニウム合金押出材の製造方法 | |
| WO2018211947A1 (ja) | 押出加工用アルミニウム合金およびこれを用いたアルミニウム合金押出加工品、ならびにこれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181102 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181225 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190527 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190808 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190816 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191007 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191030 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6612029 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |